
Removal of Impurities from EAFD Ammonium Carbonate Leachate and Upgrading the Purity of Prepared ZnO



Abstract
:1. Introduction
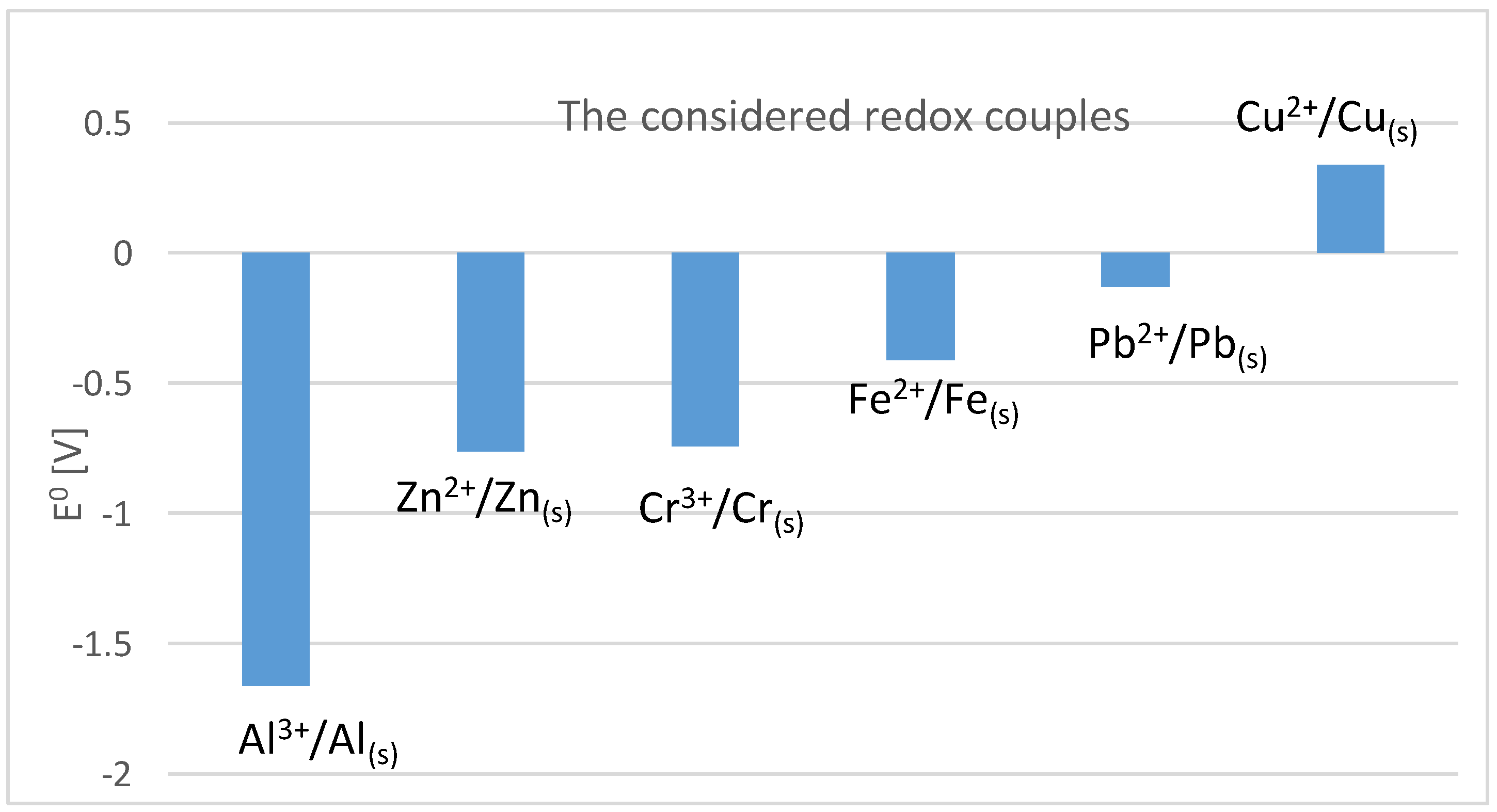
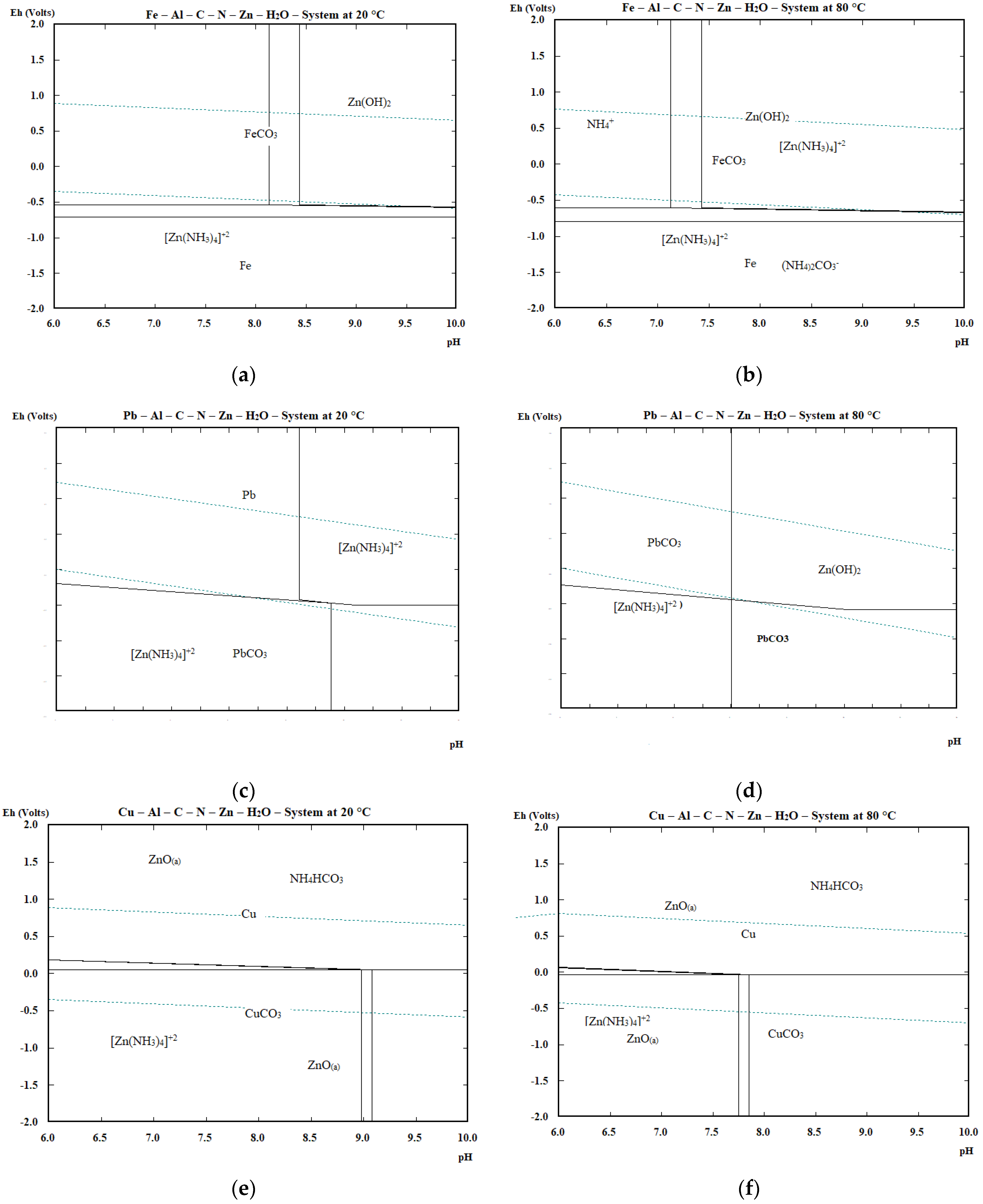
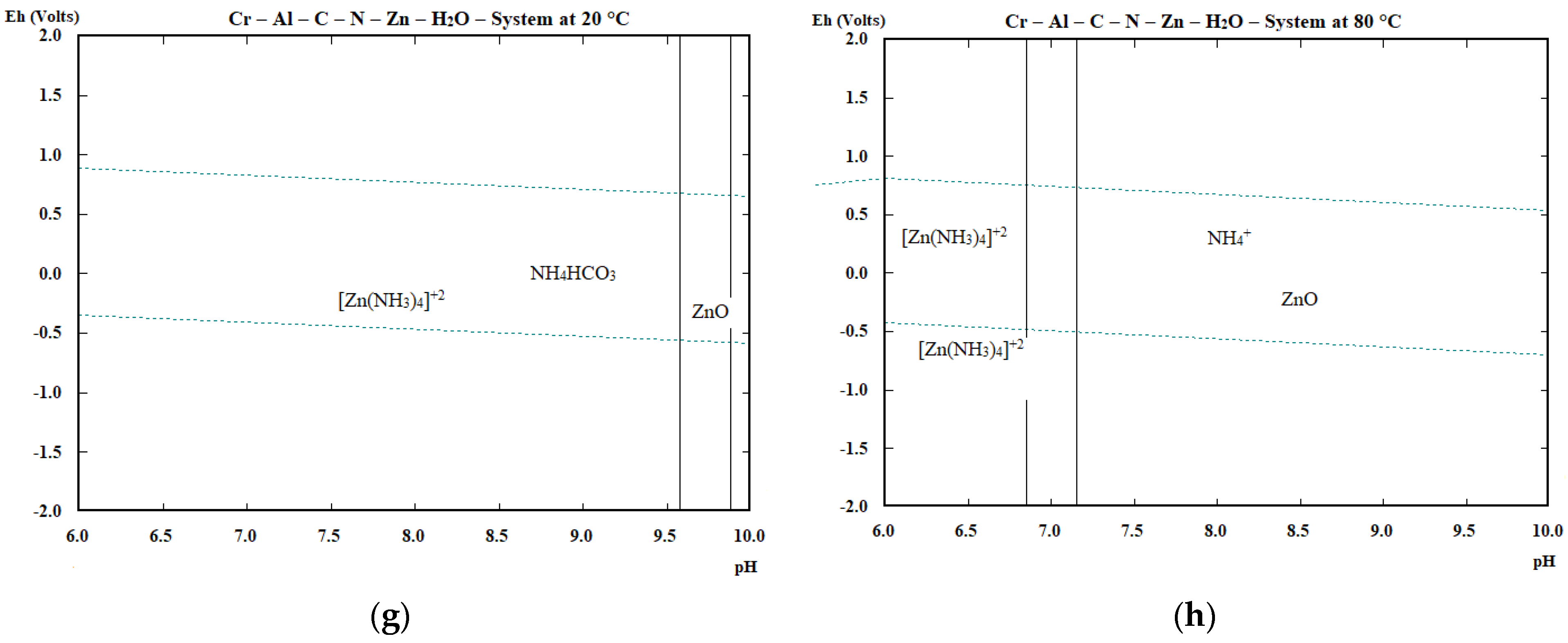
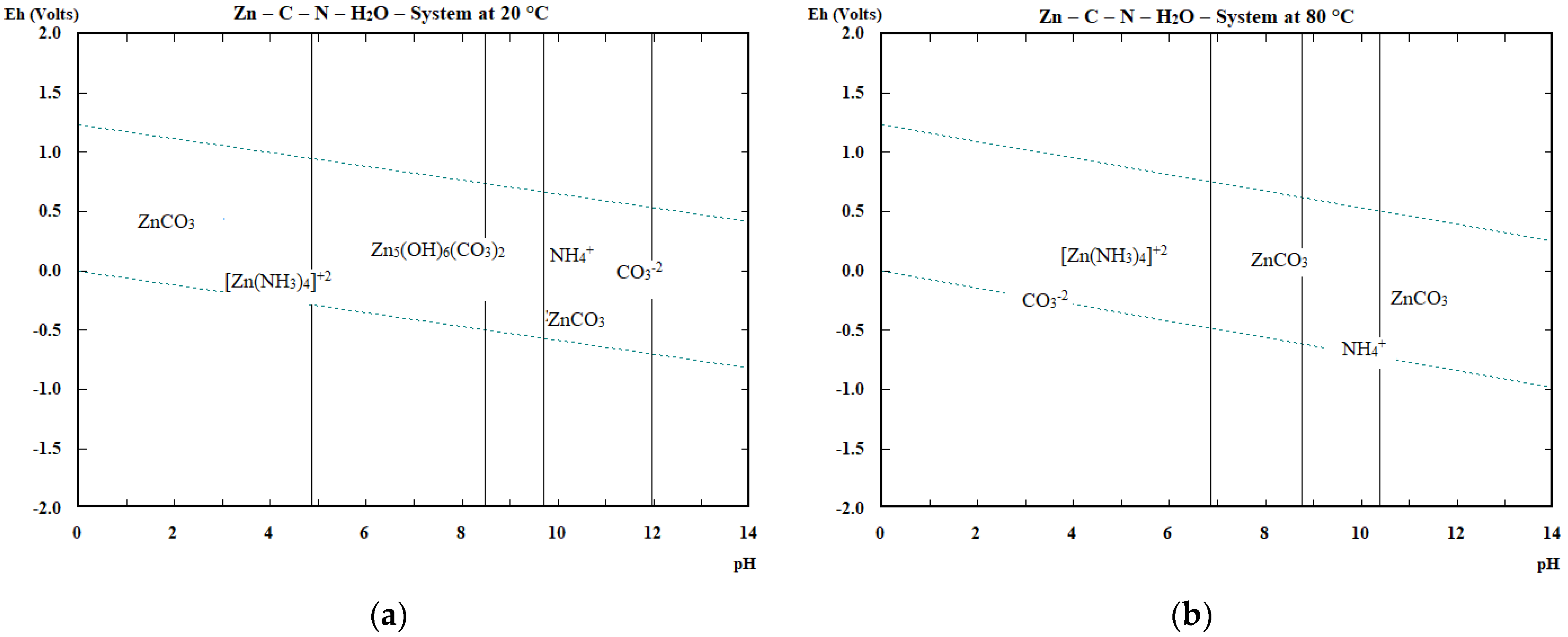
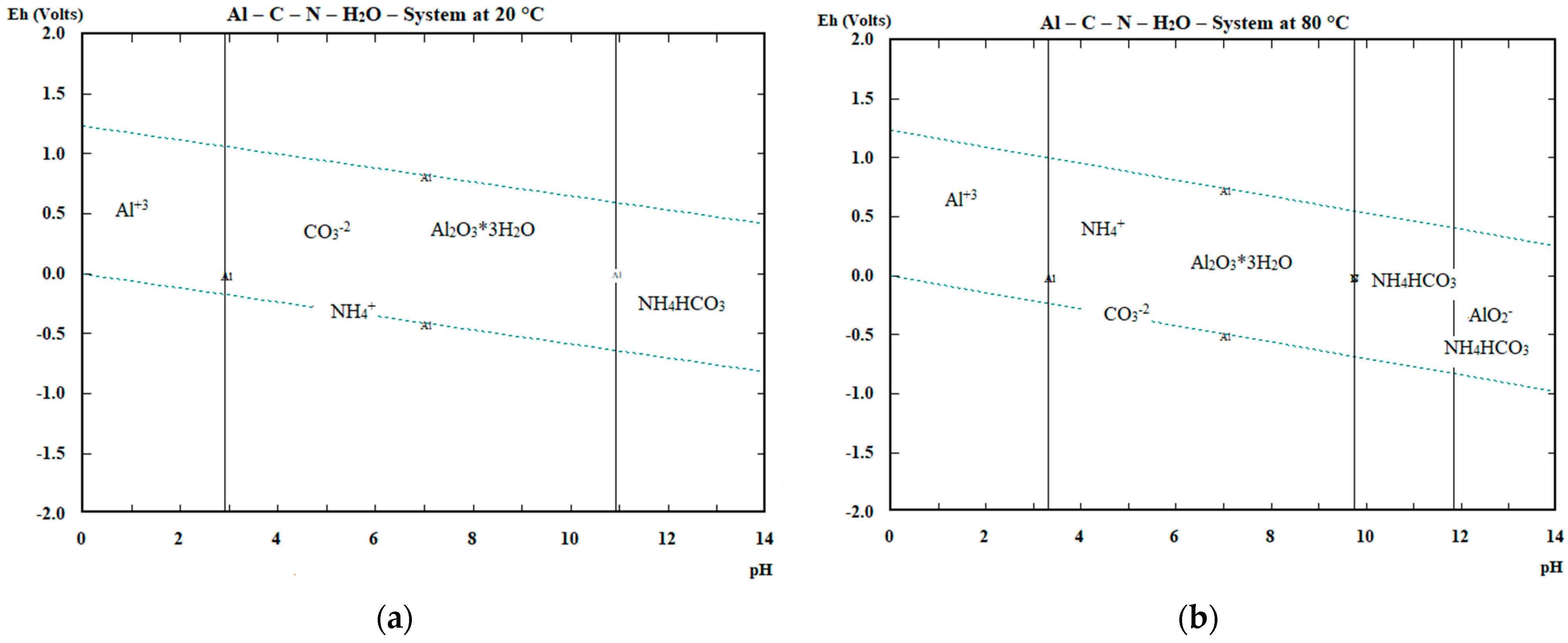
2. Thermodynamic Study of Cementation of Impurities by Zinc and Aluminium
3. Materials and Methods
4. Results and Discussion
4.1. Metal Cementation from Ammonium Carbonate Leachate
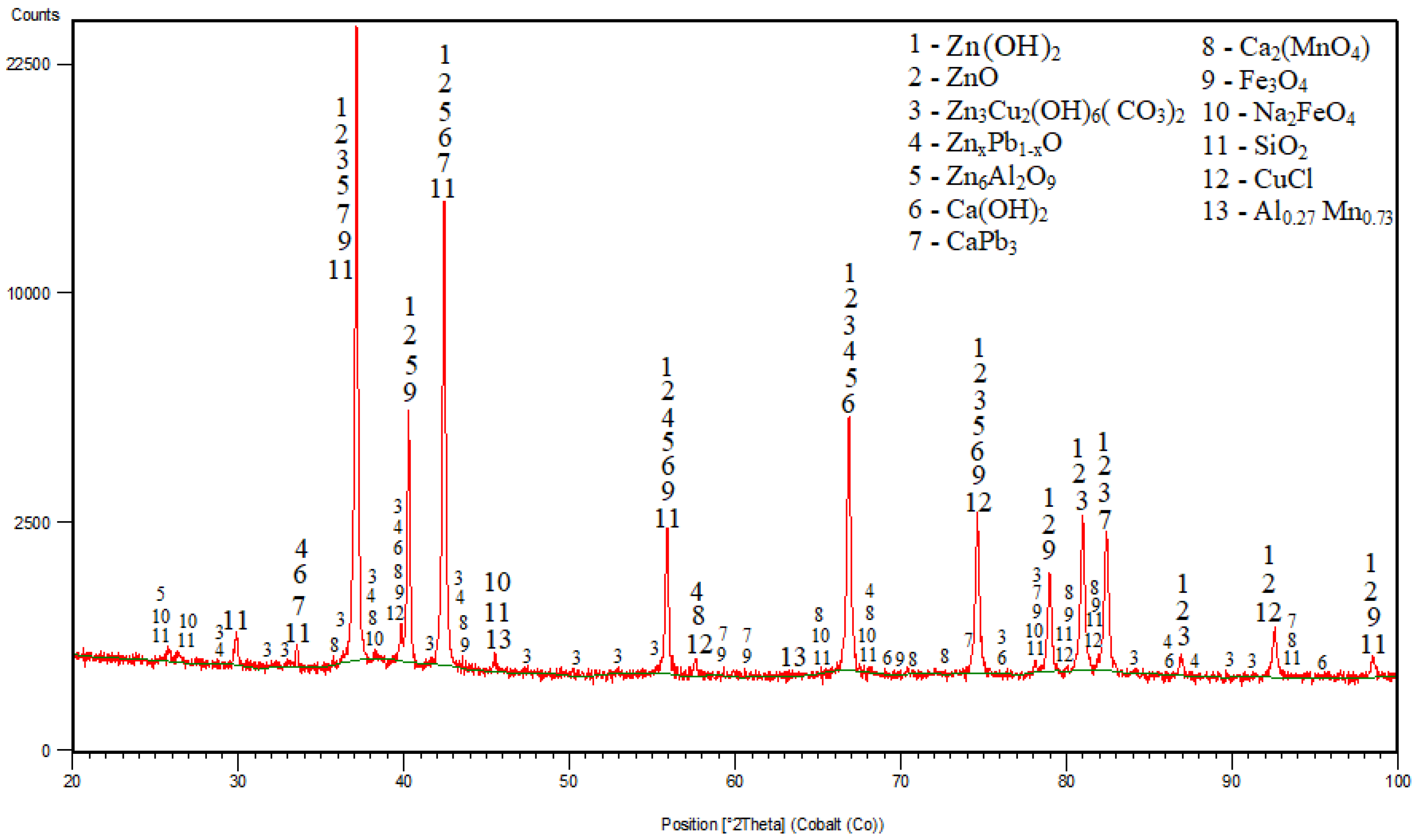
4.2. Characterization of Cementation Residue
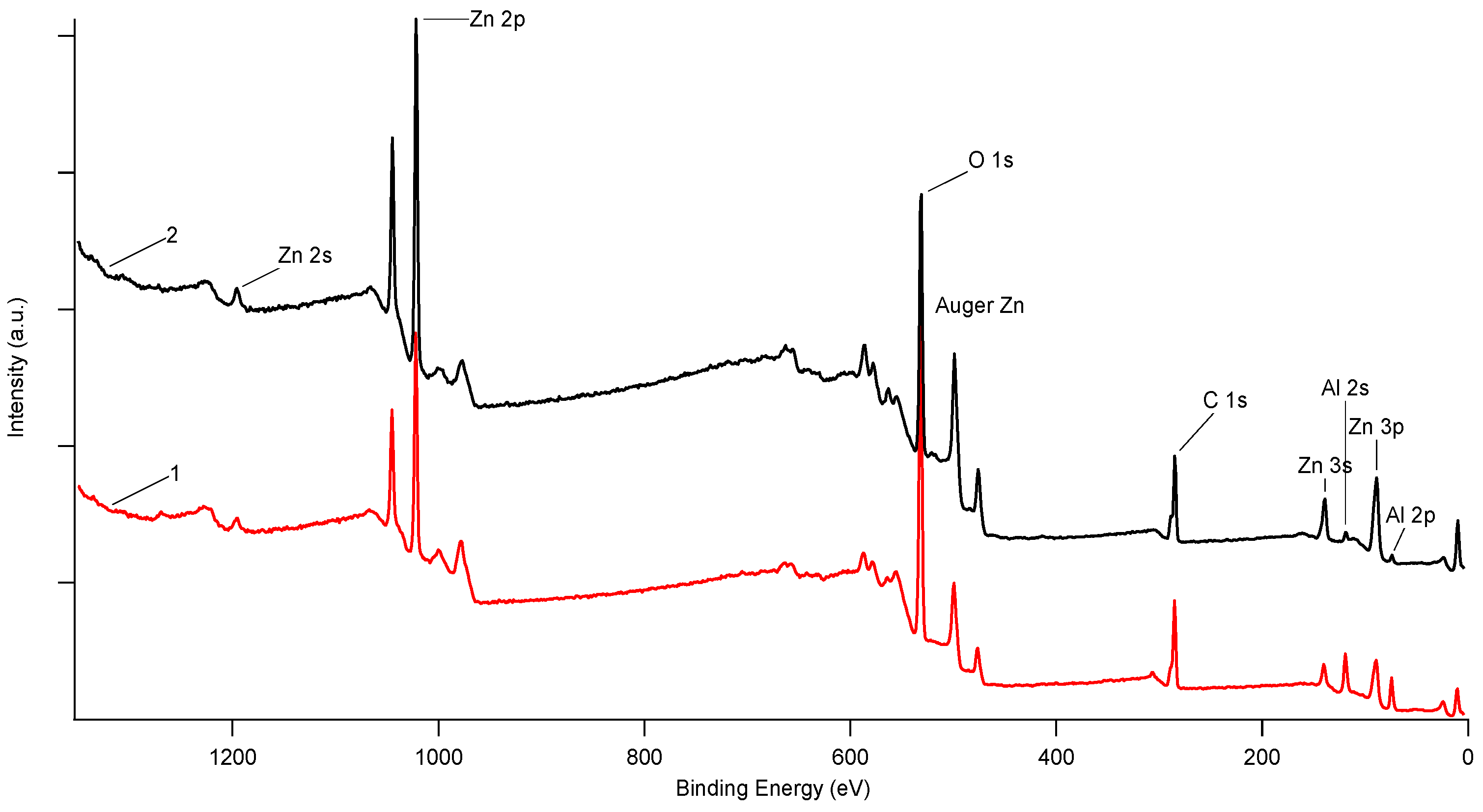
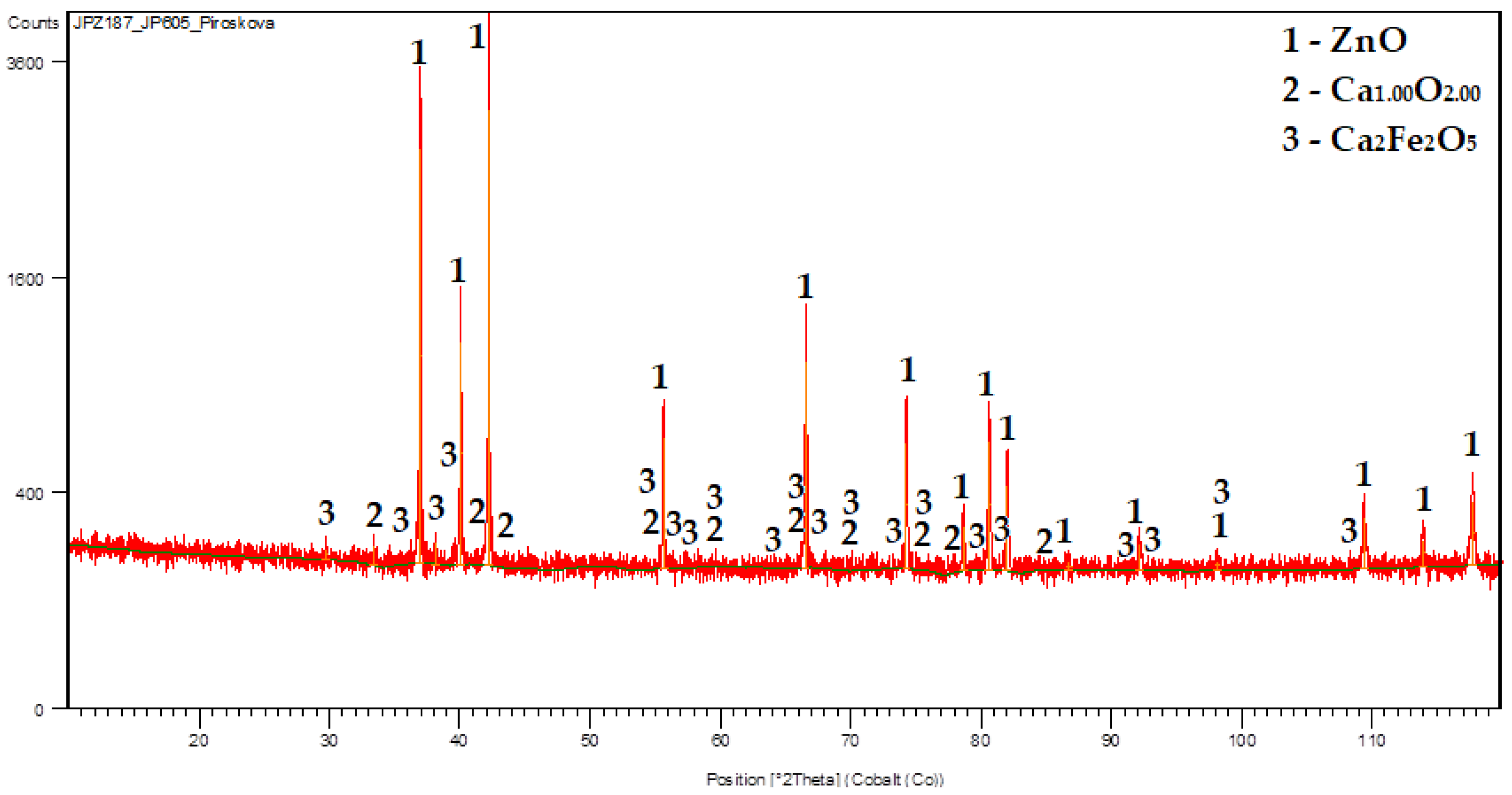
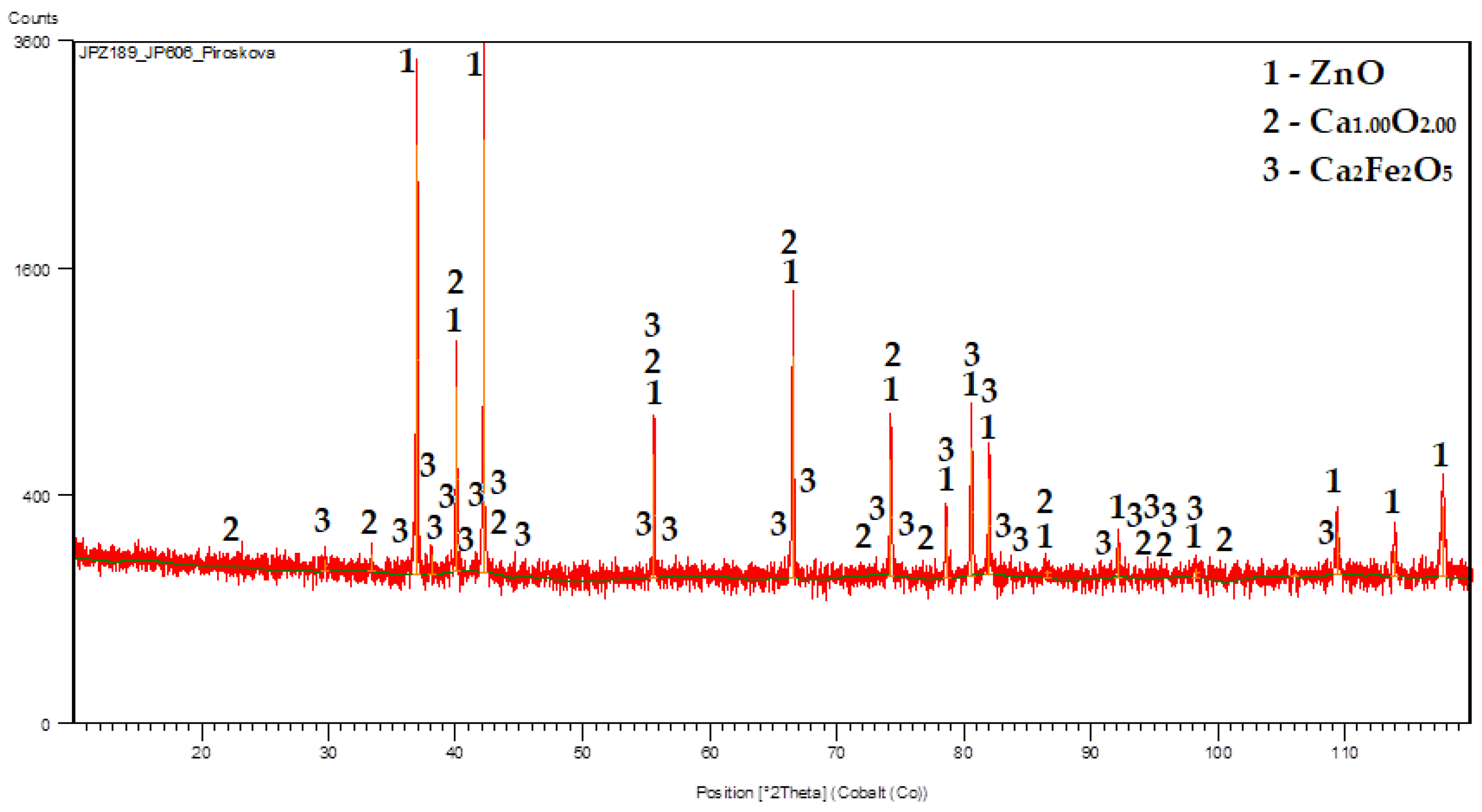
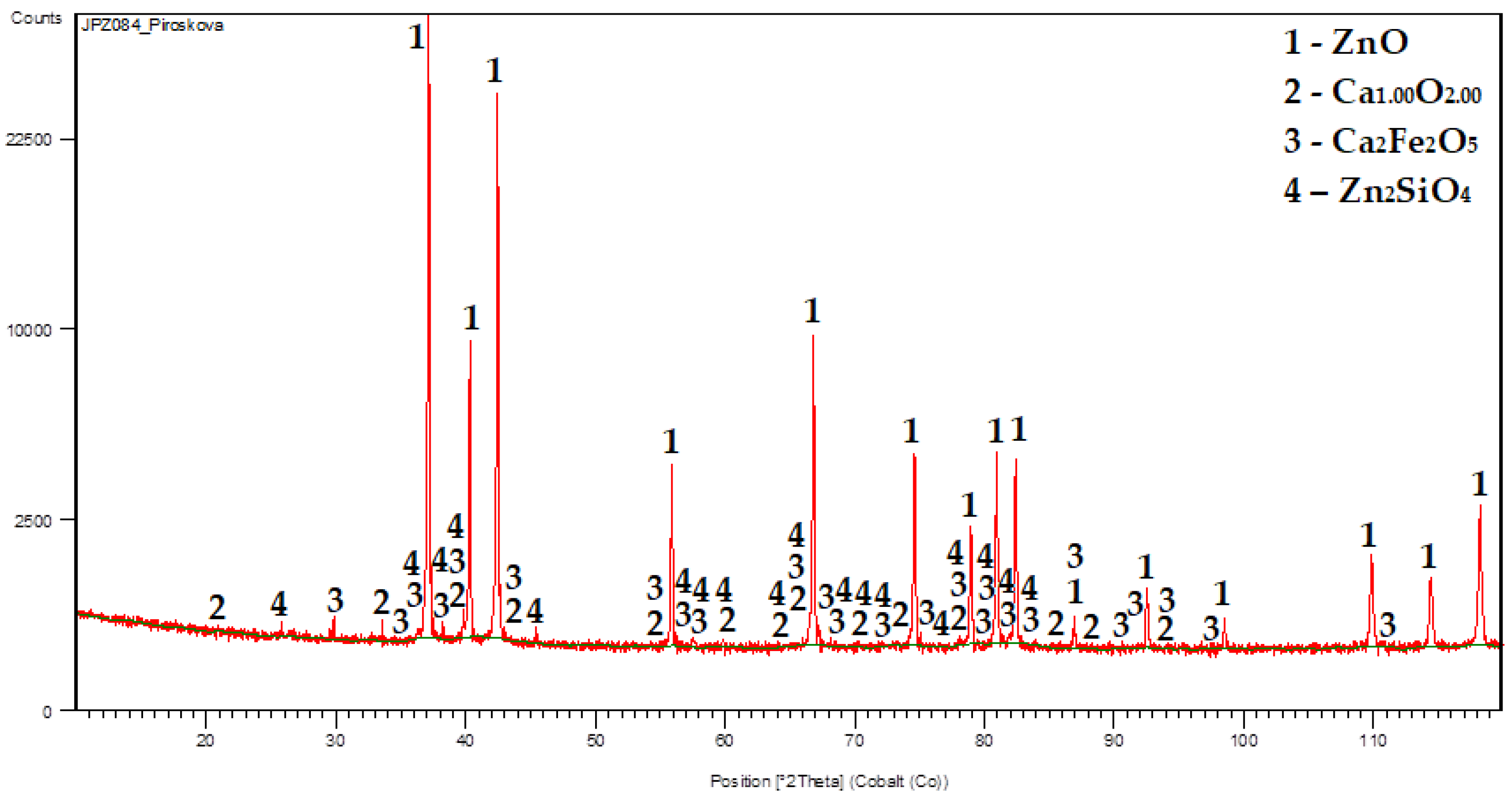
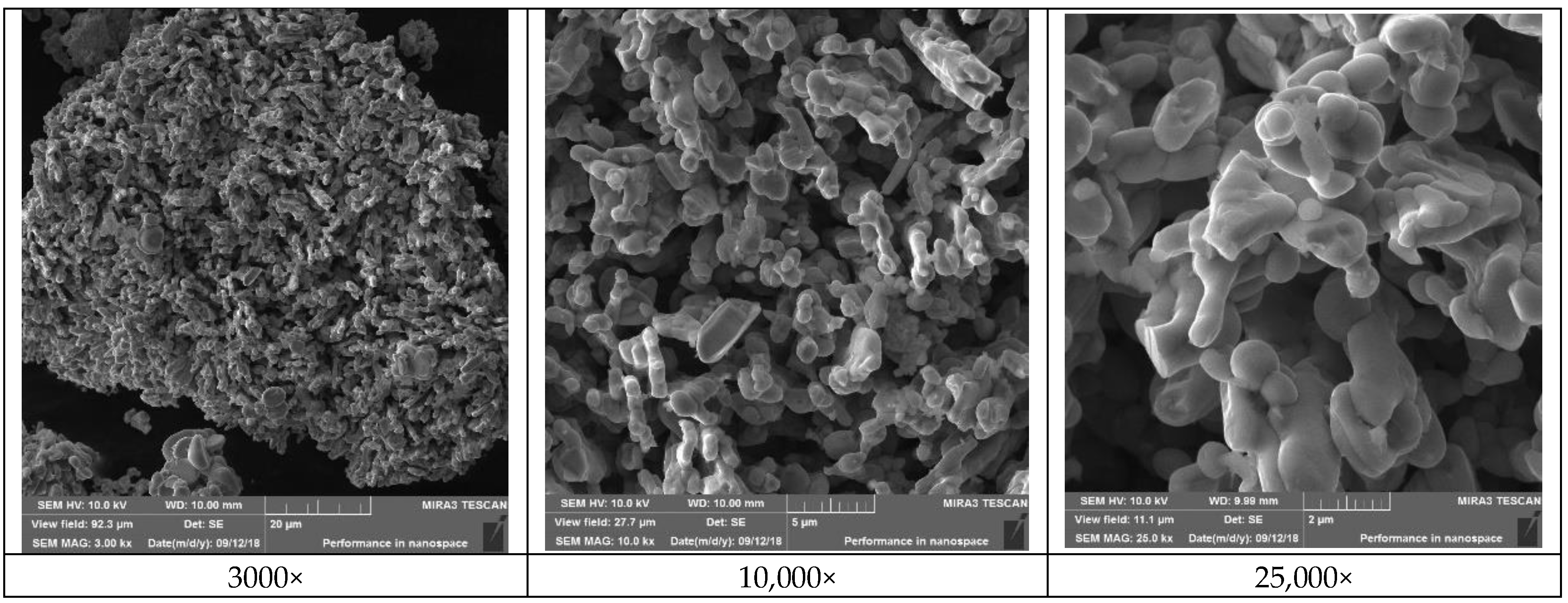
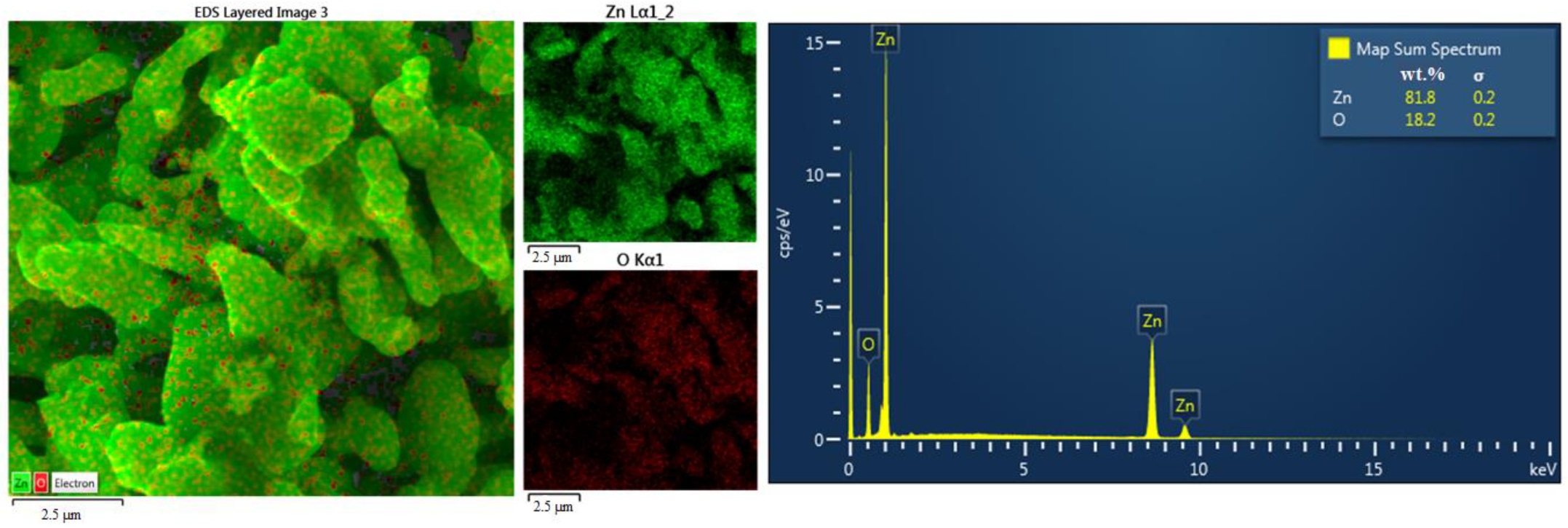
4.3. Characterization of Obtained Calcinates
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- 2021 World Steel in Figures. World Steel Association. Available online: https://worldsteel.org/wp-content/uploads/2021-World-Steel-in-Figures.pdf (accessed on 25 November 2022).
- Al-Harahsheh, M.; Al-Nuairat, J.; Al-Otoom, A.; Al-Hammouri, I.; Al-Jabali, H.; Al-Zoubi, M.; Alasal, S.A. Treatments of electric arc furnace dust and halogenated plastic wastes. J. Environ. Chem. Eng. 2019, 7, e102856. [Google Scholar] [CrossRef]
- Antunano, N.; Cambra, J.F.; Arias, P.L. Hydrometallurgical processes for Waelz oxide valorisation. Process Saf. Environ. Prot. 2019, 129, 308–320. [Google Scholar] [CrossRef]
- Palimaka, P.; Pietrzyk, S.; Stepien, M.; Ciecko, K.; Nejman, I. Zinc Recovery from Steelmaking Dust by Hydrometallurgical Methods. Metals 2018, 8, 547. [Google Scholar] [CrossRef] [Green Version]
- Kaya, M.; Hussaini, S.; Kursunoglu, S. Critical review on secondary zinc resources and their recycling Technologies. Hydrometallurgy 2020, 195, e105362. [Google Scholar] [CrossRef]
- Oustadakis, P.; Tsakiridis, P.E.; Katsiapi, A.; Agatzini-Leonardou, S. Hydrometallurgical process for zinc recovery from electric arc furnace dust (EAFD) Part I: Characterization and leaching by diluted sulphuric acid. J. Hazard. Mater. 2010, 179, 1–7. [Google Scholar] [CrossRef] [PubMed]
- Hazaveha, P.K.; Karimia, S.; Rashchia, F.; Sheibania, S. Purification of the leaching solution of recycling zinc from the hazardous electric arc furnace dust through an as-bearing jarosite. Ecotox. Environ. Saf. 2020, 202, 110893. [Google Scholar] [CrossRef]
- Xanthopoulos, P.; Agatzini-Leonardou, S.; Oustadakis, P.; Tsakiridis, P.E. Zinc recovery from purified electric arc furnace dust leach liquors by chemical precipitation. J. Environ. Chem. Eng. 2017, 5, 3550–3559. [Google Scholar] [CrossRef]
- Havlik, T.; Turzakova, M.; Stopic, S.; Friedrich, B. Atmospheric leaching of EAF dust with diluted sulphuric acid. Hydrometallurgy 2005, 77, 41–50. [Google Scholar] [CrossRef]
- Havlik, T.; e Souza, B.V.; Bernardes, A.M.; Schneider, I.A.H.; Miskufova, A. Hydrometallurgical processing of carbon steel EAF dust. J. Hazard. Mater. 2006, B135, 311–318. [Google Scholar] [CrossRef]
- Tsakiridis, P.E.; Oustadakis, P.; Katsiapi, A.; Agatzini-Leonardou, S. Hydrometallurgical process for zinc recovery from electric arc furnace dust (EAFD). Part II: Downstream processing and zinc recovery by electrowinning. J. Hazard. Mat. 2010, 179, 8–14. [Google Scholar] [CrossRef]
- Yan, H.; Chai, L.Y.; Peng, B.; Li, M.; Peng, N.; Hou, D.K. A novel method to recover zinc and iron from zinc leaching residue. Miner. Eng. 2014, 55, 103–110. [Google Scholar] [CrossRef]
- Laubertova, M.; Havlik, T.; Parilak, L.; Derin, B.; Trpcevska, J. The Effects of Microwave-assisted leaching on the treatment of electric arc furnace dusts (EAFD). Arch. Metall. Mater. 2020, 65, 321–328. [Google Scholar] [CrossRef]
- Yao, Y.T.; Hwang, S.L. Improved hydrometallurgical extraction of zinc and iron from electric arc furnace (EAF) dust waste using hydrochloric acid. AIP Conf. Proc. 2019, 2157, 020017. [Google Scholar] [CrossRef]
- Langova, S.; Lesko, J.; Matysek, D. Selective leaching of zinc from zinc ferrite with hydrochloric acid. Hydrometallurgy 2009, 95, 179–182. [Google Scholar] [CrossRef]
- Hui-gang, W.; Jian-ming, G.; Wenwu, L.; Mei, Z.; Min, G. Recovery of metal-doped zinc ferrite from zinc-containing electric arc furnace dust: Process development and examination of elemental migration. Hydrometallurgy 2016, 166, 1–8. [Google Scholar] [CrossRef]
- Zoraga, M.; Ilhan, S.; Kalpakli, A.O. Leaching kinetics of electric arc furnace dust in nitric acid solutions. Int. J. Chem. Kinet. 2020, 52, 933–942. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.T.; Fernandez, A.M.; Torres, V.M. Hydrometallurgical Processes for the Recovery of Metals from Steel Industry By-Products. J. Sustain. Metall. 2020, 6, 505–540. [Google Scholar] [CrossRef]
- Yucel, T.; Zoraga, M.; Ilhan, S.; Kalpakli, A.O. Hydrometallurgical Extraction of Zinc from EAF Dust in Nitric Acid Solution. In The Congress Proceedings Book, 19th International Metallurgy & Materials Congress-IMMC 2018, TÜYAP Fair, Convention & Congress Center, Istanbul, Turkey 25–27 October 2018; Metem: Parsippany, NJ, USA, 2018. [Google Scholar]
- Halli, P.; Hamuyuni, J.; Leikola, M.; Lundström, M. Developing a sustainable solution for recycling electric arc furnace dust via organic acid leaching. Miner. Eng. 2018, 124, 1–9. [Google Scholar] [CrossRef]
- Halli, P.; Agarwal, V.; Partinen, J.; Lundstrom, M. Recovery of Pb and Zn from a citrate leach liquor of a roasted EAF dust using precipitation and solvent extraction. Sep. Purif. Technol. 2020, 236, 116264. [Google Scholar] [CrossRef]
- Leclerc, N.; Meux, E.; Lecuire, J.M. Hydrometallurgical extraction of zinc from zinc ferrites. Hydrometallurgy 2003, 70, 175–183. [Google Scholar] [CrossRef]
- Miki, T.; Chairaksa-Fujimoto, R.; Maruyama, K.; Nagasaka, T. Hydrometallurgical extraction of zinc from CaO treated EAF dust inammonium chloride solution. J. Hazard. Mat. 2016, 302, 90–96. [Google Scholar] [CrossRef] [PubMed]
- Nakamura, T.; Shibata, E.; Takasu, T.; Itou, H. Basic Consideration on EAF Dust Treatment Using Hydrometallurgical Processes. Resourc. Process. 2008, 55, 144–148. [Google Scholar] [CrossRef] [Green Version]
- Kukurugya, F.; Havlík, T.; Parilák, L. Iron removal from solutions after leaching steelmaking dust. In Proceedings of the WASTE—Secondary Raw Materials 5, Liptovsky Jan, Slovakia, 4–7 June 2013. [Google Scholar]
- Bizhanov, A.M. Use of vortex layers apparatuses for preparation of oily scale and zinc-containing dust and sludge for briquetting. Metallurgist 2023, 5, 98–107. (In Russian) [Google Scholar]
- Krishnan, S.; Zulkapli, N.S.; Kamyab, H.; Taib, S.M.; Din, M.F.B.M.; Majid, Z.A.; Chaiprapat, S.; Kenzo, I.; Ichikawa, Y.; Nasrullah, M.; et al. Current technologies for recovery of metals from industrial wastes: An overview. Environ. Technol. Innovat. 2021, 22, 101525. [Google Scholar] [CrossRef]
- Havlik, T.; Maruskinova, G.; Miskufova, A. Determination of ZnO amount in electric arc furnace dust and temperature dependence of leaching in ammonium carbonate by using of X-ray diffraction. Arch. Metall. Mater. 2018, 63, 653–658. [Google Scholar] [CrossRef]
- Maccagni, M.G. INDUTEC/EZINEX Integrate Process on Secondary Zinc-Bearing Materials. J. Sustain. Metall. 2016, 2, 133–140. [Google Scholar] [CrossRef] [Green Version]
- Yu, B.S.; Wang, Y.R.; Chang, T.C. Hydrothermal treatment of electric arc furnace dust. J. Hazard. Mater. 2011, 190, 397–402. [Google Scholar] [CrossRef]
- Li, J.; Chen, Q.; Hu, H.-P.; Wang, W.-Z. Deep purification of zinc ammoniacal leaching solution by cementation with zinc dust. Chin. J. Process Eng. 2010, 10, 799–885. [Google Scholar]
- Lenz, D.M.; Martins, F.B. Lead and zinc selective precipitation from leach electric arc furnace dust solutions. Rev. Matéria 2007, 12, 503–509. [Google Scholar] [CrossRef]
- Lia, Q.; Zhao, Y.; Jiang, J.; Zhang, C. Optimized hydrometallurgical route to produce ultrafine zinc powder from industrial wastes in alkaline medium. Procedia Environ. Sci. 2012, 16, 674–682. [Google Scholar] [CrossRef] [Green Version]
- Halli, P.; Hamuyuni, J.; Revitzer, H.; Lundstrom, M. Selection of leaching media for metal dissolution from electric arc furnace dust. J. Clean. Prod. 2017, 164, 265–276. [Google Scholar] [CrossRef]
- Zinc Oxide Market Size, Share & Trends Analysis Report by Application (Rubber, Paints & Coatings, Chemicals, Ceramics), by Process (Wet Chemical, Direct, Indirect), by Region, And Segment Forecasts, 2022–2030. Available online: https://www.grandviewresearch.com/industry-analysis/zinc-oxide-market-report (accessed on 25 February 2023).
- Ruiz, O.; Clemente, C.; Alonso, M.; Alguacil, F.J. Recycling of an electric arc furnace flue dust to obtain high grade ZnO. J. Hazard. Mater. 2007, 41, 33–36. [Google Scholar] [CrossRef] [PubMed]
- Roine, A. HSC Chemistry®, version 6.1. Software Outotec Research Oy. HSC Chemistry: Tempere, Finland, 2006.
- Comparing Strengths of Oxidants and Reductants. Available online: https://chem.libretexts.org/Bookshelves/Analytical_Chemistry/Supplemental_Modules_(Analytical_Chemistry)/Electrochemistry/Redox_Chemistry/Comparing_Strengths_of_Oxidants_and_Reductants (accessed on 6 July 2023).
- Products and Services—Drinking and Waste Water Quality Quality Tap Water Shows Positive Effects on Human Health. Available online: https://www.vodarne.eu/produkty-a-sluzby/kvalita-pitnej-a-odpadovej-vody (accessed on 25 June 2022). (In Slovak).
- Choi, S.; Jeon, S.; Park, I.; Ito, M.; Hiroyoshi, N. Enhanced Cementation of Co2+ and Ni2+ from Sulfate and Chloride Solutions Using Aluminum as an Electron Donor and Conductive Particles as an Electron Pathway. Metals 2021, 11, 248. [Google Scholar] [CrossRef]
- Choi, S.; Jeon, S.; Park, I.; Tabelin, C.B.; Ito, M.; Hiroyoshi, N. Enhanced cementation of Cd2+, Co2+, Ni2+, and Zn2+ on Al from sulfate solutions by activated carbon addition. Hydrometallurgy 2021, 201, 105580. [Google Scholar] [CrossRef]
- Maruskinova, G.; Havlik, T.; Parilak, L.; Chomic, V.; Turna, S.; Balay, M. Hydrometallurgical processing of EAFD—Alkaline way. In Proceedings of the ŽP VVC 2018 Expert Conference, Tale, Horna Lehota, Slovakia, 4–6 September 2018; pp. 197–208, ISBN 978-80-973141-0-1. (In Slovak). [Google Scholar]
- Vindt, T.; Havlik, T.; Miskufova, A.; Klein, D. Recycling of EAF dust at the pilot plant within the Laboratory of Processing Industrial Waste. In Proceedings of the TOP 2018—24th International Conference “Engineering for Environment Protection“, High Tatras, Strbske Pleso, Slovakia, 19–21 September 2018; ISBN 978-80-227-4835-3. [Google Scholar]
- Horvathova, H.; Miskufova, A.; Havlik, T. The study of removal contaminants from wastewater produced during eaf dust treatment. In Proceedings of the Material Recyling of Industrial Waste, Tale, Horna Lehota, Slovakia, 20–21 March 2018; pp. 23–34, ISBN 978-80-553-2951-2. [Google Scholar]
- Vindt, T.; Havlik, T.; Parilak, L.; Chomic, V. Industrial Waste Processing Laboratory—Hydrometallurgical Treatment of EAF Dust. Metall. J. 2019, 72, 21–25. [Google Scholar]
- Piroskova, J.; Hezelova, M.; Miskufova, A.; Takacova, Z. The refining of leachate after alkaline leaching EAF dust. In Proceedings of the Material Recycling of Industrial Waste, Tale, Horna Lehota, Slovakia, 20–21 March 2018; pp. 70–77, ISBN 978-80-553-2951-2. (In Slovak). [Google Scholar]
- Horvathova, H.; Miskufova, A.; Kochmanova, A.; Halvik, T. Watewater Treatment produced in processing of EAF dust. In Proceedings of the Material Recycling of Industrial Waste, Tale, Horna Lehota, Slovakia, 22–23 September 2016; pp. 24–33, ISBN 978-80-553-2597-2. (In Slovak). [Google Scholar]
- RheinChemie Additives. Specialty Rubber Products. Available online: https://rch.lanxess.com/product/zinkoxyd-aktiv-2?lang=en (accessed on 16 March 2023).
- Anand Krishnamoorthy, K.; Varghese, S. Review—The Importance of Zinc Oxide (ZnO) in Rubber Technology. Raw Mater. Appl. 2018, 10, 33–39. [Google Scholar]
- Liptai, P.; Dolnik, B.; Havlik, T.; Orac, D. Semiconductor Component (Varistor) Made from ZnO Obtained by Recycling Industrial Waste; Utility Model PUV 50037-2022; Technical University of Kosice: Kosice, Slovakia, 2022. (In Slovak) [Google Scholar]
- Liptai, P.; Dolnik, B.; Briancin, J.; Havlik, T. Hydrometallurgical Recycling of Electric Arc Furnace Dust. Waste Biomass Valor. 2020, 11, 4419–4428. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Reaction | ΔG0 [kJ/mol] | N° | |
|---|---|---|---|
| 20 °C | 80 °C | ||
| Cu+2 + 1.5Zn + 3 CO3−2 + 3H2O = 1.5Zn(OH)2 + Cu + 3HCO3− + e− | −362.18 | −395.26 | (1) |
| Cu+2 + Zn + 4CO3−2 +4NH4+ = [Zn(NH3)4]+2 + Cu + 4HCO3− | −282.44 | −318.09 | (2) |
| Pb+2 + 1.5Zn + 3CO3−2 + 3H2O = 1.5Zn(OH)2 + Pb + 3HCO3− + e− | −273.33 | −301.53 | (3) |
| Fe+2 + 1.5Zn + 3CO3−2 + 3H2O = 1.5Zn(OH)2 + Fe + 3HCO3− + e− | −218.10 | −253.33 | (4) |
| Pb+2 + Zn + 4CO3−2 + 4NH4+ = [Zn(NH3)4]+2 + Pb + 4HCO3− | −193.58 | −224.34 | (5) |
| 2Pb+2 + Zn + 4CO3−2 + H2O = ZnO + 2PbCO3 + 2HCO3− + 2e− | −171.20 | −195.41 | (6) |
| Cr+3 + 1.5Zn + 6CO3−2 + 6NH4+ = 1.5[Zn(NH3)4]+2 + Cr + 6HCO3− | −118.94 | −181.68 | (7) |
| Fe+2 + Zn + 4CO3−2 + 4NH4+ = [Zn(NH3)4]+2 + Fe + 4HCO3− | −125.86 | −161.75 | (8) |
| 2Fe+2 + Zn + 4CO3−2+ H2O = ZnO + 2FeCO3 + 2HCO3− + 2e− | −157.27 | −188.45 | (9) |
| 2Cu+2 + Zn + 4CO3−2+ H2O = ZnO + 2CuCO3 + 2HCO3− + 2e− | −153.81 | −182.21 | (10) |
| Cr+3 + 1.5Zn + 3CO3−2+ 3H2O = 1.5(ZnOH)2 + Cr + 3HCO3− | −98.13 | −140.49 | (11) |
| Chemical Reaction | ΔG0 [kJ/mol] | N° | |
|---|---|---|---|
| 20 °C | 80 °C | ||
| Cu+2 + Al + 3CO3−2 + 3H2O = Al(OH)3 + Cu + 3HCO3− + e− | −670.50 | −703.65 | (12) |
| Pb+2 + Al + 3CO3−2 + 3H2O = Al(OH)3 + Pb + 3HCO3− + e− | −578.00 | −604.32 | (13) |
| Fe+2 + Al + 3CO3−2 + 3H2O = Al(OH)3 + Fe + 3HCO3− + e− | −526.41 | −561.71 | (14) |
| Cr+3 + Al + 3CO3−2 + 3H2O = Al(OH)3+ Cr + 3HCO3− | −394.66 | −435.15 | (15) |
| 6Fe+2 + 2Al + 12CO3−2 + 3H2O = Al2O3 + 6FeCO3 + 6HCO3− + 6e− | −261.91 | −292.99 | (16) |
| 6Pb+2 + 2Al + 12CO3−2 + 3H2O = Al2O3 + 6PbCO3 + 6HCO3− + 6e− | −275.85 | −299.94 | (17) |
| 6Cu+2 + 2Al + 12CO3−2 + 3H2O = Al2O3 + 6CuCO3 + 6HCO3− + 6e− | −258.27 | −285.73 | (18) |
| (wt.%) | Zn | Fe | Pb | Cd | Cu | Cr | Mn | Ni | Ca | Si | Mg | Cl− |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Input EAFD | 28.01 | 26.34 | 0.73 | 0.02 | 0.12 | 0.31 | 1.90 | 0.013 | 5.25 | 1.44 | 1.94 | 1.77 |
| Washed | 28.06 | 27.17 | 0.70 | 0.02 | 0.11 | 0.16 | 1.79 | 0.013 | 3.66 | 1.44 | 1.83 | 1.48 |
| Analysed Parameter | Total Hardness | NO3− | Fe | Mn | Free Chlorides | pH |
|---|---|---|---|---|---|---|
| (mmol/L) | (mg/L) | (mg/L) | (mg/L) | (mg/L) | ||
| Tap water | 1.30 | 3.50 | 0.080 | <0.030 | <0.10 | 8.0 |
| Limit | 1.1–5.0 | 50.0 | 0.20 | 0.05 | 0.30 | 6.50–9.50 |
| Leachate N° | Zn | Fe | Pb | Cd | Cu | Cr | Mn | Ca | Cl− | SO42− | pH |
|---|---|---|---|---|---|---|---|---|---|---|---|
| (µg/mL) | (g/L) | ||||||||||
| 1 | 4552 | 7.642 | 0.464 | 0 | 0 | 0.052 | 0.494 | 44.952 | 5.32 | - | 8.28 |
| 2 | 8250 | 4.460 | 21.39 | 0 | 7.590 | 1.320 | 1.430 | 57.200 | 3.90 | 0.57 | 9.02 |
| 3 | 11,750 | 2.670 | 1.510 | 0 | 9.310 | 4.100 | 0.945 | 88.800 | 2.98 | 0.62 | 8.89 |
| N° | (°C) | Leachate 3 | Zn | Fe | Pb | Cu | Cr | Mn | Ca | pH |
|---|---|---|---|---|---|---|---|---|---|---|
| (µg/mL) | ||||||||||
| 1 | 20 | Before cementation | 11,750 | 2.67 | 1.51 | 9.31 | 4.10 | 0.95 | 88.8 | 8.82 |
| After cementation | 12,100 | 2.56 | 0.78 | 0.30 | 0 | 0 | 28.4 | 8.81 | ||
| ƞ(%) | - | 2.99 | 48.34 | 96.78 | 100 | 100 | 68.01 | |||
| 2 | 60 | Before cementation | 11,750 | 2.67 | 1.51 | 9.31 | 4.10 | 0.95 | 88.8 | 8.82 |
| After cementation | 12,460 | 0 | 0.46 | 0.41 | 0 | 0 | 26.9 | 8.9 | ||
| ƞ(%) | - | 100 | 69.54 | 95.49 | 100 | 100 | 69.71 | |||
| N° | (°C) | Leachate 3 | Zn | Fe | Pb | Cu | Cr | Mn | Ca | pH |
|---|---|---|---|---|---|---|---|---|---|---|
| (µg/mL) | ||||||||||
| 3 | 20 | Before cementation | 11,750 | 2.67 | 1.51 | 9.31 | 4.10 | 0.95 | 88.8 | 8.82 |
| After cementation | 11,500 | 2.02 | 0.55 | 1.63 | 0 | 0 | 28.6 | 8.82 | ||
| ƞ [%] | - | 24.35 | 63.56 | 82.49 | 100 | 100 | 67.79 | |||
| 4 | 60 | Before cementation | 11,750 | 2.67 | 1.51 | 9.31 | 4.10 | 0.95 | 88.8 | 8.82 |
| After cementation | 11,140 | 1.04 | 0.48 | 0.88 | 0 | 0 | 28.0 | 8.86 | ||
| ƞ [%] | - | 61.05 | 68.21 | 90.55 | 100 | 100 | 68.47 | |||
| N° | t (°C) | Leachate 2 and 3 | Zn | Fe | Pb | Cu | Cr | Mn | Ca | pH | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Cementation Agent | Cementation | (µg/mL) | |||||||||
| 5 | 20 °C | 2.5 g/L Zn 2.5 g/L Al | Before | 8250 | 5.54 | 21.39 | 7.59 | 1.32 | 1.43 | 57.2 | 9.02 |
| After | 8180 | 3.39 | 0 | 0 | 0.62 | 0 | 51 | 9.01 | |||
| ƞ [%] | - | 38.8 | 100 | 100 | 53 | 100 | 10.8 | - | |||
| 6 | 20 °C | 5 g/L Zn 5 g/L Al | Before | 8250 | 5.54 | 21.39 | 7.59 | 1.32 | 1.43 | 57.2 | 9.02 |
| After | 9000 | 2.76 | 0 | 0 | 0.64 | 0 | 54 | 9.02 | |||
| ƞ [%] | - | 50.2 | 100 | 100 | 52 | 100 | 5.6 | - | |||
| 7 | 40 °C | 2.5 g/L Zn 2.5 g/L Al | Before | 11,750 | 2.67 | 1.51 | 9.31 | 4.1 | 0.945 | 88.8 | 8.89 |
| After | 11,180 | 0.71 | 0 | 0 | 3.25 | 0 | 77.4 | 8.89 | |||
| ƞ [%] | - | 71 | 100 | 100 | 26 | 100 | 13 | - | |||
| 8 | 40 °C | 5 g/L Zn 5 g/L Al | Before | 11,750 | 2.67 | 1.51 | 9.31 | 4.1 | 0.945 | 88.8 | 8.89 |
| After | 10,560 | 0 | 0 | 0 | 2.07 | 0 | 86.6 | 8.87 | |||
| ƞ [%] | - | 100 | 100 | 100 | 49.5 | 100 | 2.5 | - | |||
| 9 | 60 °C | 2.5 g/L Zn 2.5 g/L Al | Before | 8250 | 5.54 | 21.39 | 7.59 | 1.32 | 1.43 | 57.2 | 9.02 |
| After | 9500 | 1.13 | 0 | 0 | 0.68 | 0 | 48 | 9.00 | |||
| ƞ [%] | - | 79.6 | 100 | 100 | 49 | 100 | 16.1 | - | |||
| 10 | 60 °C | 5 g/L Zn 5 g/L Al | Before | 8250 | 5.54 | 21.39 | 7.59 | 1.32 | 1.43 | 57.2 | 9.02 |
| After | 9640 | 0 | 0 | 0 | 0.57 | 0 | 49 | 9.01 | |||
| ƞ [%] | - | 100 | 100 | 100 | 57 | 100 | 14.34 | - | |||
| 11 | 80 °C | 2.5 g/L Zn 2.5 g/L Al | Before | 11,750 | 2.67 | 1.51 | 9.31 | 4.1 | 0.945 | 88.8 | 8.89 |
| After | 10,600 | 0 | 0 | 0 | 3.19 | 0 | 68.6 | 8.80 | |||
| ƞ [%] | - | 100 | 100 | 100 | 22 | 100 | 23 | - | |||
| 12 | 80 °C | 5 g/L Zn 5 g/L Al | Before | 11,750 | 2.67 | 1.51 | 9.31 | 4.1 | 0.945 | 88.8 | 8.89 |
| After | 11,700 | 0 | 0 | 0 | 3.58 | 0 | 65.0 | 8.88 | |||
| ƞ [%] | - | 100 | 100 | 100 | 13 | 100 | 27 | - | |||
| N° | Zn in Leachate (µg/mL) | Input for Calcination (g) | Calcinates (g) | Content (wt.%) | Purity of ZnO (wt.%) | |||
|---|---|---|---|---|---|---|---|---|
| Zn | Fe | Ca | Si | |||||
| 1 | 12,100 | 2.0 | 1.27 | 73.13 | 0.08 | 0.25 | 0 | 91.02 |
| 2 | 12,460 | 2.0 | 1.26 | 66.51 | 0.06 | 0.16 | 0 | 82.78 |
| 3 | 11,500 | 2.0 | 1.23 | 62.74 | 0.08 | 0.17 | 0 | 78.1 |
| 4 | 11,140 | 2.0 | 1.24 | 49.10 | 0.06 | 0.14 | 0 | 61.1 |
| N° | Zn in Leachate (µg/mL) | Input for Calcination (g) | Calcinates (g) | Content (wt.%) | Purity of ZnO (wt.%) | |||
|---|---|---|---|---|---|---|---|---|
| Zn | Fe | Ca | Si | |||||
| 5 | 8180 | 4.30 | 2.60 | 75.67 | 0.05 | 0.31 | 0.46 | 94.31 |
| 6 | 9000 | 3.00 | 1.86 | 76.33 | 0.04 | 0.26 | 0.37 | 95.00 |
| 7 | 11,180 | 4.68 | 2.94 | 75.36 | 0.06 | 0.41 | 0.55 | 93.80 |
| 8 | 10,560 | 5.60 | 3.79 | 77.61 | 0.04 | 0.37 | 0.46 | 96.60 |
| 9 | 9640 | 2.80 | 1.28 | 77.21 | 0.00 | 0.27 | 0.45 | 96.10 |
| 10 | 9500 | 3.00 | 1.80 | 77.67 | 0.04 | 0.27 | 0.44 | 96.67 |
| 11 | 10,600 | 5.82 | 3.74 | 76.35 | 0.03 | 0.40 | 0.61 | 95.19 |
| 12 | 11,700 | 3.64 | 2.44 | 74.47 | 0.03 | 0.50 | 0.62 | 93.03 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Takacova, Z.; Piroskova, J.; Miskufova, A.; Vindt, T.; Hezelova, M.; Orac, D. Removal of Impurities from EAFD Ammonium Carbonate Leachate and Upgrading the Purity of Prepared ZnO. Materials 2023, 16, 5004. https://doi.org/10.3390/ma16145004
Takacova Z, Piroskova J, Miskufova A, Vindt T, Hezelova M, Orac D. Removal of Impurities from EAFD Ammonium Carbonate Leachate and Upgrading the Purity of Prepared ZnO. Materials. 2023; 16(14):5004. https://doi.org/10.3390/ma16145004
Chicago/Turabian StyleTakacova, Zita, Jana Piroskova, Andrea Miskufova, Tomas Vindt, Maria Hezelova, and Dusan Orac. 2023. "Removal of Impurities from EAFD Ammonium Carbonate Leachate and Upgrading the Purity of Prepared ZnO" Materials 16, no. 14: 5004. https://doi.org/10.3390/ma16145004