
Numerical and Experimental Analysis of Mechanical Properties in Hybrid Epoxy–Basalt Composites Partially Reinforced with Cellulosic Fillers

 ,
,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.3. Prediction of Tensile Properties Using Numerical/Computational Models
2.4. Grinding of Microcellulose by Ball Milling
2.5. Fabrication of Hybrid Composite Samples by Hand Layup Process
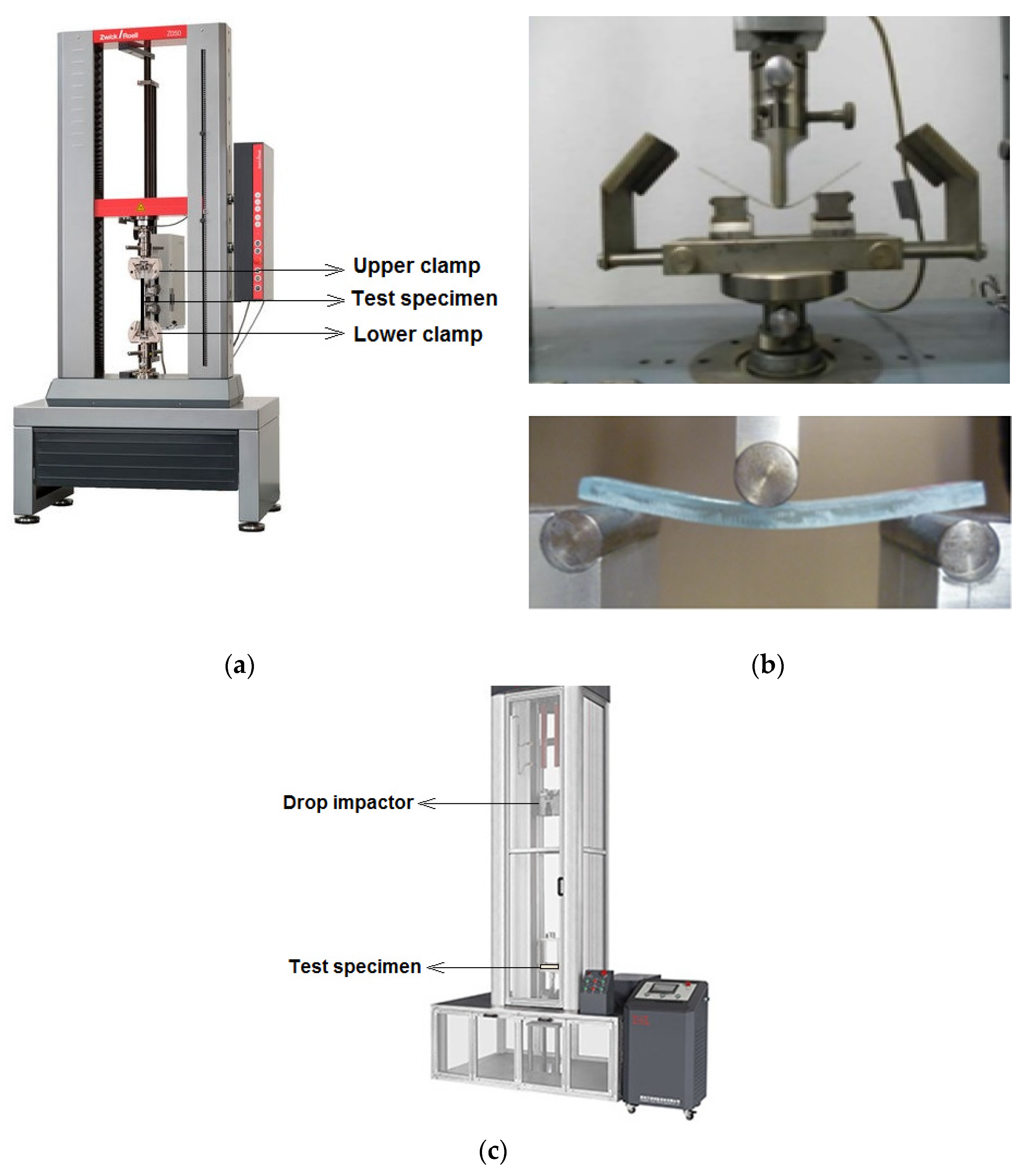
2.6. Testing of Mechanical Properties
2.7. Scanning Electron Microscopy (SEM) Analysis
2.8. Thermo-Mechanical Analysis (DMA)
3. Results and Discussion
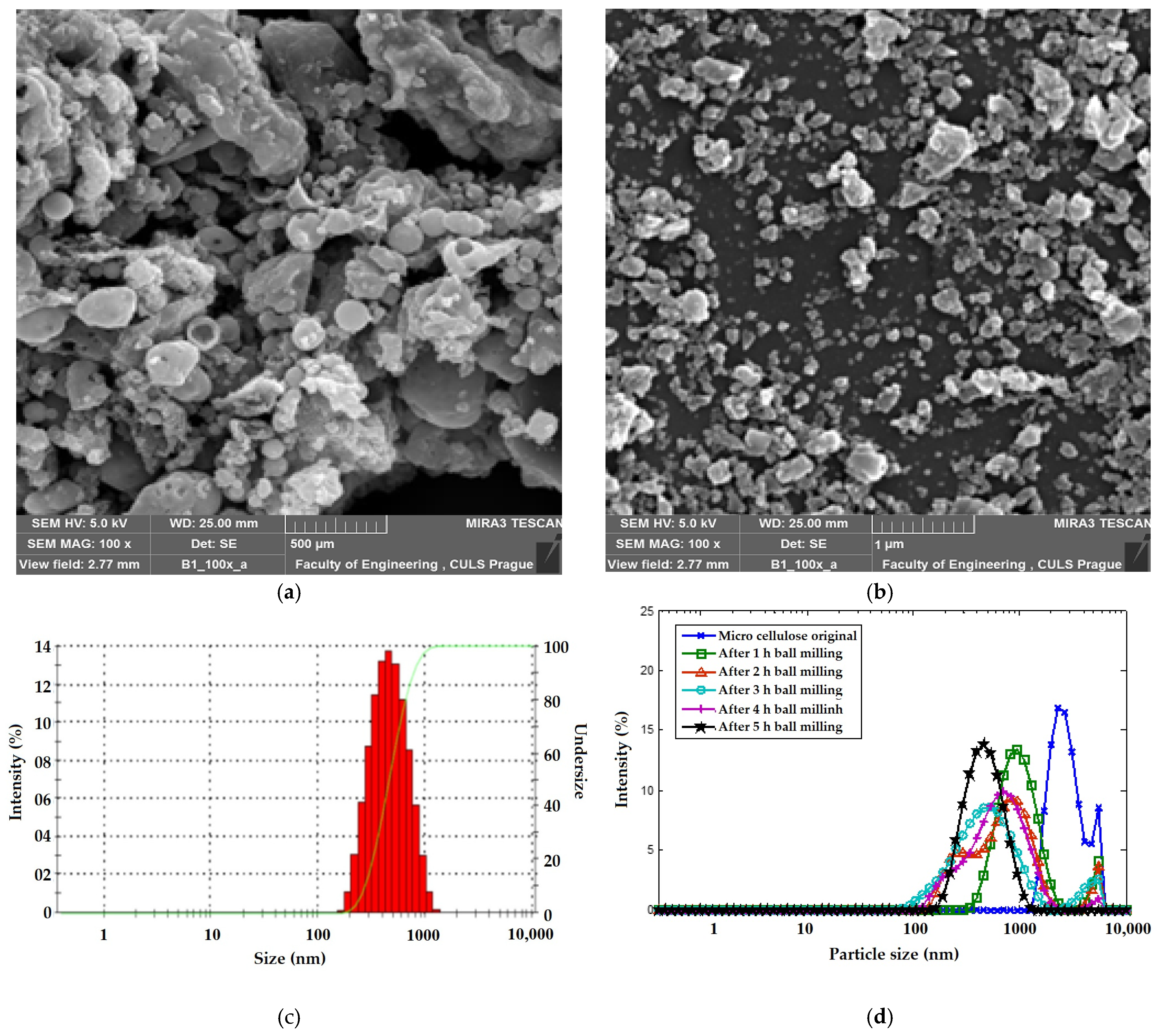
3.1. Effect of Ball Milling on the Size of Cellulosic Filler
3.2. Numerical Modelling of Tensile Properties Using Wisetex
3.3. SEM Fracture Surfaces
3.4. Flexural Tests
3.5. Impact Test
3.6. Dynamic Mechanical Analysis (DMA)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Abrate, S. Impact on Laminated Composites: Recent Advances. Appl. Mech. Rev. 1994, 47, 517–544. [Google Scholar] [CrossRef]
- Kretsis, G. A review of the tensile, compressive, flexural and shear properties of hybrid fibre-reinforced plastics. Composites 1987, 18, 13–23. [Google Scholar] [CrossRef]
- Wang, J.; Waas, A.M.; Wang, H. Experimental and numerical study on the low-velocity impact behavior of foam-core sandwich panels. Compos. Struct. 2013, 96, 298–311. [Google Scholar] [CrossRef]
- Güneş, A.; Şahin, Ö.S. Investigation of the effect of surface crack on low-velocity impact response in hybrid laminated composite plates. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 348. [Google Scholar] [CrossRef]
- Swolfs, Y.; Gorbatikh, L.; Verpoest, I. Fibre hybridisation in polymer composites: A review. Compos. Part A Appl. Sci. Manuf. 2014, 67, 181–200. [Google Scholar] [CrossRef]
- Tehrani-Dehkordi, M.; Nosraty, H.; Rajabzadeh, M.-H. Effects of plies stacking sequence and fiber volume ratio on flexural properties of basalt/nylon-epoxy hybrid composites. Fibers Polym. 2015, 16, 918–925. [Google Scholar] [CrossRef]
- Simić, M.; Stavrakis, A.K.; Sinha, A.; Premčevski, V.; Markoski, B.; Stojanović, G.M. Portable Respiration Monitoring System with an Embroidered Capacitive Facemask Sensor. Biosensors 2022, 12, 339. [Google Scholar] [CrossRef] [PubMed]
- Zhang, D.; Sun, Y.; Chen, L.; Pan, N. A comparative study on low-velocity impact response of fabric composite laminates. Mater. Des. 2013, 50, 750–756. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; Ferrante, L.; Valente, M.; Valente, T.; Lampani, L.; Gaudenzi, P.; Cioffi, S.; Iannace, S.; Sorrentino, L. Drop-weight impact behaviour of woven hybrid basalt–carbon/epoxy composites. Compos. Part B Eng. 2013, 59, 204–220. [Google Scholar] [CrossRef]
- Stavrakis, A.K.; Simić, M.; Stojanović, G.M. Electrical Characterization of Conductive Threads for Textile Electronics. Electronics 2021, 10, 967. [Google Scholar] [CrossRef]
- Karataş, M.A.; Gökkaya, H. A review on machinability of carbon fiber reinforced polymer (CFRP) and glass fiber reinforced polymer (GFRP) composite materials. Def. Technol. China Ordnance Soc. 2018, 14, 318–326. [Google Scholar] [CrossRef]
- Sinha, A.; Dhanjai; Stavrakis, A.K.; Stojanović, G.M. Textile-based electrochemical sensors and their applications. Talanta 2022, 244, 123425. [Google Scholar] [CrossRef]
- Stavrakis, A.K.; Simić, M.; Stojanović, G.M. A Study of the Performance Degradation of Conductive Threads Based on the Effects of Tensile Forces and Repeated Washing. Polymers 2022, 14, 4581. [Google Scholar] [CrossRef]
- Sinha, A.; Stavrakis, A.K.; Simić, M.; Stojanović, G.M. Polymer-Thread-Based Fully Textile Capacitive Sensor Embroidered on a Protective Face Mask for Humidity Detection. ACS Omega 2022, 7, 44928–44938. [Google Scholar] [CrossRef] [PubMed]
- Sinha, A.; Stavrakis, A.K.; Simić, M.; Stojanović, G.M. Wearable humidity sensor embroidered on a commercial face mask and its electrical properties. J. Mater. Sci. 2023, 58, 1680–1693. [Google Scholar] [CrossRef] [PubMed]
- Jamshaid, H.; Mishra, R. A green material from rock: Basalt fiber—A review. J. Text. Inst. 2015, 107, 923–937. [Google Scholar] [CrossRef]
- Li, Z.; Xiao, T.; Zhao, S. Effects of surface treatments on Mechanical properties of Continuous basalt fibre cords and their Adhesion with rubber matrix. Fibers Polym. 2016, 17, 910–916. [Google Scholar] [CrossRef]
- Wang, X.; Hu, B.; Feng, Y.; Liang, F.; Mo, J.; Xiong, J.; Qiu, Y. Low velocity impact properties of 3D woven basalt/aramid hybrid composites. Compos. Sci. Technol. 2008, 68, 444–450. [Google Scholar] [CrossRef]
- Amuthakkannan, P.; Manikandan, V.; Jappes, J.T.W.; Uthayakumar, M. Influence of stacking sequence on mechanical properties of basalt-jute fiber-reinforced polymer hybrid composites. J. Polym. Eng. 2012, 32, 547–554. [Google Scholar] [CrossRef]
- Azadi, M.; Dadashi, A.; Dezianian, S.; Kianifar, M.; Torkaman, S.; Chiyani, M. High-Cycle Bending Fatigue Properties of Additive-Manufactured ABS and PLA Polymers Fabricated by Fused Deposition Modeling 3D-Printing. Forces Mech. 2021, 3, 100016. [Google Scholar] [CrossRef]
- Kariz, M.; Sernek, M.; Obućina, M.; Kuzman, M.K. Effect of Wood Content in FDM Filament on Properties of 3D Printed Parts. Mater. Today Commun. 2018, 14, 135–140. [Google Scholar] [CrossRef]
- Yao, T.; Deng, Z.; Zhang, K.; Li, S. A Method to Predict the Ultimate Tensile Strength of 3D Printing Polylactic Acid (PLA) Materials with Different Printing Orientations. Compos. Part B Eng. 2019, 163, 393–402. [Google Scholar] [CrossRef]
- Daver, F.; Lee, K.P.M.; Brandt, M.; Shanks, R. Cork–PLA Composite Filaments for Fused Deposition Modelling. Compos. Sci. Technol. 2018, 168, 230–237. [Google Scholar] [CrossRef]
- Tanikella, N.G.; Wittbrodt, B.; Pearce, J.M. Tensile Strength of Commercial Polymer Materials for Fused Filament Fabrication 3D Printing. Addit. Manuf. 2017, 15, 40–47. [Google Scholar] [CrossRef] [Green Version]
- Tiwary, V.K.; Arunkumar, P.; Kulkarni, P.M. Micro-Particle Grafted Eco-Friendly Polymer Filaments for 3D Printing Technology. Mater. Today Proc. 2020, 28, 1980–1984. [Google Scholar] [CrossRef]
- Mishra, R.; Wiener, J.; Petru, M.; Novotna, J. Bio-Composites Reinforced with Natural Fibers: Comparative Analysis of Thermal, Static and Dynamic-Mechanical Properties. Fiber Polym. 2020, 21, 619–627. [Google Scholar] [CrossRef]
- Pincheira, G.; Canales, C.; Medina, C.; Fernández, E.; Flores, P. Influence of aramid fibers on the mechanical behavior of a hybrid carbon–aramid–reinforced epoxy composite. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2015, 232, 58–66. [Google Scholar] [CrossRef]
- Baghaei, B.; Skrifvars, M.; Berglin, L. Characterization of thermoplastic natural fibre composites made from woven hybrid yarn prepregs with different weave pattern. Compos. Part A Appl. Sci. Manuf. 2015, 76, 154–161. [Google Scholar] [CrossRef]
- Sezgin, H.; Berkalp, O.B. The effect of hybridization on significant characteristics of jute/glass and jute/carbon-reinforced composites. J. Ind. Text. 2016, 47, 283–296. [Google Scholar] [CrossRef]
- Lee, J.S.; Kim, J.W. Impact response of carbon fibre fabric/thermoset-thermoplastic combined polymer composites. Compos. Adv. Lett. 2017, 26, 82–88. [Google Scholar] [CrossRef] [Green Version]
- Rajasekar, B.R.; Asokan, R.; Senbagan, M.; Karthika, R.; Sivajyothi, K.; Sharma, N. Evaluation on mechanical properties of intra-ply hybrid carbon-aramid/epoxy composite laminates. Mater. Today Proc. 2018, 5, 25323–25330. [Google Scholar] [CrossRef]
- Swolfs, Y.; McMeeking, R.M.; Verpoest, I.; Gorbatikh, L. The effect of fibre dispersion on initial failure strain and cluster development in unidirectional carbon/glass hybrid composites. Compos. Part A Appl. Sci. Manuf. 2015, 69, 279–287. [Google Scholar] [CrossRef] [Green Version]
- Gomez, C.; Salvatori, D.; Caglar, B.; Trigueira, R.; Orange, G.; Michaud, V. Resin Transfer molding of High-Fluidity Polyamide-6 with modified Glass-Fabric preforms. Compos. Part A Appl. Sci. Manuf. 2021, 147, 106448. [Google Scholar] [CrossRef]
- Baek, I.; Lee, S. A Study of Films Incorporating Magnetite Nanoparticles as Susceptors for Induction Welding of Carbon Fiber Reinforced Thermoplastic. Materials 2020, 13, 318. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Minchenkov, K.; Vedernikov, A.; Safonov, A.; Akhatov, I. Thermoplastic Pultrusion: A Review. Polymers 2021, 13, 180. [Google Scholar] [CrossRef]
- Bandaru, A.K.; Sachan, Y.; Ahmad, S.; Alagirusamy, R.; Bhatnagar, N. On the mechanical response of 2D plain woven and 3D angle-interlock fabrics. Compos. Part B Eng. 2017, 118, 135–148. [Google Scholar] [CrossRef]
- Minchenkov, K.; Vedernikov, A.; Kuzminova, Y.; Gusev, S.; Sulimov, A.; Gulyaev, A.; Kreslavskaya, A.; Prosyanoy, I.; Xian, G.; Akhatov, I.; et al. Effects of the quality of pre-consolidated materials on the mechanical properties and morphology of thermoplastic pultruded flat laminates. Compos. Commun. 2022, 35, 101281. [Google Scholar] [CrossRef]
- Cerit, A.; Marti, M.E.; Soydal, U.; Kocaman, S.; Ahmetli, G. Effect of Modification with Various Epoxide Compounds on Mechanical, Thermal, and Coating Properties of Epoxy Resin. Int. J. Polym. Sci. 2016, 2016, 4968365. [Google Scholar] [CrossRef] [Green Version]
- Ahmetli, G.; Yazicigil, Z.; Soydal, U. Modification of the epoxy resin with epoxide and ester group containing oligomers and compounds. Proc. Est. Acad. Sci. 2015, 64, 71–76. [Google Scholar] [CrossRef]
- Subagia, I.A.; Sugita, I.K.G.; Wirawan, I.K.G.; Dwidiani, N.M.; Yuwono, A.H.Y.A.H. Thermal Conductivity of Carbon/Basal Fiber Reinforced Epoxy Hybrid Composites. Int. J. Technol. 2017, 8, 1498–1506. [Google Scholar] [CrossRef] [Green Version]
- Vedernikov, A.; Minchenkov, K.; Gusev, S.; Sulimov, A.; Zhou, P.; Li, C.; Xian, G.; Akhatov, I.; Safonov, A. Effects of the Pre-Consolidated Materials Manufacturing Method on the Mechanical Properties of Pultruded Thermoplastic Composites. Polymers 2022, 14, 2246. [Google Scholar] [CrossRef] [PubMed]
- Zhou, P.; Li, C.; Bai, Y.; Dong, S.; Xian, G.; Vedernikov, A.; Akhatov, I.; Safonov, A.; Yue, Q. Durability study on the interlaminar shear behavior of glass-fibre reinforced polypropylene (GFRPP) bars for marine applications. Constr. Build. Mater. 2022, 349, 128694. [Google Scholar] [CrossRef]
- Pavlovski, D.; Mislavsky, B.; Antonov, A. CNG cylinder manufacturers test basalt fibre. Reinf. Plast. 2007, 51, 36–39. [Google Scholar] [CrossRef]
- Aji, I.S.; Zainudin, E.S.; Khalina, A.; Sapuan, S.M.; Khairul, M.D.; Sapuan, M.S. Thermal property determination of hybridized kenaf/PALF reinforced HDPE composite by thermogravimetric analysis. J. Therm. Anal. Calorim. 2011, 109, 893–900. [Google Scholar] [CrossRef]
- Banea, M.D.; de Sousa, F.S.M.; da Silva, L.F.M.; Campilho, R.D.S.G.; de Pereira, A.M.B. Effects of Temperature and Loading Rate on the Mechanical Properties of a High Temperature Epoxy Adhesive. J. Adhes. Sci. Technol. 2011, 25, 2461–2474. [Google Scholar] [CrossRef]
- Muller, M.; Sleger, V.; Kolar, V.; Hromasova, M.; Pis, D.; Mishra, R.K. Low-Cycle Fatigue Behavior of 3D-Printed PLA Reinforced with Natural Filler. Polymers 2022, 14, 1301. [Google Scholar] [CrossRef]
- Jarukumjorn, K.; Suppakarn, N. Effect of glass fiber hybridization on properties of sisal fiber–polypropylene composites. Compos. Part B Eng. 2009, 40, 623–627. [Google Scholar] [CrossRef]
- Sahu, P.; Gupta, M. Sisal (Agave sisalana) fibre and its polymer-based composites: A review on current developments. J. Reinf. Plast. Compos. 2017, 36, 1759–1780. [Google Scholar] [CrossRef]
- Sen, A.K.; Kumar, S. Coir-fiber-based fire retardant nano filler for epoxy composites. J. Therm. Anal. Calorim. 2010, 101, 265–271. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Buyuksari, U.; Dundar, T. Waste Pine Cones as a Source of Reinforcing Fillers for Thermoplastic Composites. J. Appl. Polym. Sci. 2010, 117, 2324–2330. [Google Scholar] [CrossRef]
- Ruggiero, A.; Valasek, P.; Mueller, M. Exploitation of Waste Date Seeds Phoenix Dactylifera in Form of Polymeric Particle Biocomposite: Investigation on Adhesion, Cohesion. Compos. Part B Eng. 2016, 104, 9–16. [Google Scholar] [CrossRef]
- ASTM D3039/D3039M-08; Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM D7264/D7264M-07; Standard Test Method for Flexural Properties of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM D7136/D7136M-15; Standard Test Method for Measuring the Damage Resistance of a Fiber-Reinforced Polymer Matrix Composite to a Drop-Weight Impact Event. ASTM International: West Conshohocken, PA, USA, 2020.
- Pakkanen, J.; Manfredi, D.; Minetola, P.; Iuliano, L. About the Use of Recycled or Biodegradable Filaments for Sustainability of 3D Printing. In Sustainable Design and Manufacturing 2017; Campana, G., Howlett, R.J., Setchi, R., Cimatti, B., Eds.; Springer International Publishing: Cham, Germany, 2017; pp. 776–785. [Google Scholar]
- Zhao, D.X.; Cai, X.; Shou, G.Z.; Gu, Y.Q.; Wang, P.X. Study on the Preparation of Bamboo Plastic Composite Intend for Additive Manufacturing. Key Eng. Mater. 2016, 667, 250–258. [Google Scholar] [CrossRef]
- Antonio Travieso-Rodriguez, J.; Zandi, M.D.; Jerez-Mesa, R.; Lluma-Fuentes, J. Fatigue Behavior of PLA-Wood Composite Manufactured by Fused Filament Fabrication. J. Mater. Res. Technol. 2020, 9, 8507–8516. [Google Scholar] [CrossRef]
- Svatik, J.; Lepcio, P.; Ondreas, F.; Zarybnicka, K.; Zboncak, M.; Mencik, P.; Jancar, J. PLA Toughening via Bamboo-Inspired 3D Printed Structural Design. Polym. Test. 2021, 104, 107405. [Google Scholar] [CrossRef]
- Correa, D.; Papadopoulou, A.; Guberan, C.; Jhaveri, N.; Reichert, S.; Menges, A.; Tibbits, S. 3D-Printed Wood: Programming Hygroscopic Material Transformations. 3D Print. Addit. Manuf. 2015, 2, 106–116. [Google Scholar] [CrossRef]
- Mishra, R.; Tiwari, R.; Marsalkova, M.; Behera, B.K. Effect of TiO2 Nanoparticles on Basalt/Polysiloxane Composites: Mechanical and Thermal Characterization. J. Text. Inst. 2012, 103, 1361–1368. [Google Scholar] [CrossRef]
- Tucker, C.L.; Liang, E. Stiffness predictions for unidirectional short-fiber composites: Review and evaluation. Compos. Sci. Technol. 1999, 59, 655–671. [Google Scholar] [CrossRef]
- Halpin Affdl, J.C.; Kardos, J.L. The Halpin-Tsai equations: A review. Polym. Eng. Sci. 1976, 16, 344–352. [Google Scholar] [CrossRef]
- Budarapu, P.R.; Zhuang, X.; Rabczuk, T.; Bordas, S.P. Multiscale modeling of material failure: Theory and computational methods. Adv. Appl. Mech. 2019, 52, 1–103. [Google Scholar] [CrossRef]
- Behera, B.K.; Mishra, R. Artificial neural network-based prediction of aesthetic and functional properties of worsted suiting fabrics. Int. J. Cloth. Sci. Tech. 2007, 19, 259–276. [Google Scholar] [CrossRef]
- Behera, B.K.; Pattanayak, A.K.; Mishra, R.K. Prediction of fabric drape behaviour using finite element method. J. Text. Eng. 2008, 54, 103–110. [Google Scholar] [CrossRef] [Green Version]
- Gama, N.; Ferreira, A.; Barros-Timmons, A. 3D Printed Cork/Polyurethane Composite Foams. Mater. Des. 2019, 179, 107905. [Google Scholar] [CrossRef]
- Senatov, F.S.; Niaza, K.V.; Stepashkin, A.A.; Kaloshkin, S.D. Low-Cycle Fatigue Behavior of 3d-Printed PLA-Based Porous Scaffolds. Compos. Part B Eng. 2016, 97, 193–200. [Google Scholar] [CrossRef]
- Essassi, K.; Rebiere, J.-L.; El Mahi, A.; Ben Souf, M.A.; Bouguecha, A.; Haddar, M. Experimental and Analytical Investigation of the Bending Behaviour of 3D-Printed Bio-Based Sandwich Structures Composites with Auxetic Core under Cyclic Fatigue Tests. Compos. Part A Appl. Sci. Manuf. 2020, 131, 105775. [Google Scholar] [CrossRef]
- Yang, T.; Saati, F.; Horoshenkov, K.; Xiong, X.; Mishra, R. Study on the sound absorption behavior of multi-component polyester nonwovens: Experimental and numerical methods. Text. Res. J. 2019, 89, 3342–3361. [Google Scholar] [CrossRef]
- Ayrilmis, N. Effect of Layer Thickness on Surface Properties of 3D Printed Materials Produced from Wood Flour/PLA Filament. Polym. Test. 2018, 71, 163–166. [Google Scholar] [CrossRef]
- Yang, T.; Xiong, X.; Mishra, R.; Novák, J.; Militký, J. Acoustic evaluation of Struto nonwovens and their relationship with thermal properties. Text. Res. J. 2018, 88, 426–437. [Google Scholar] [CrossRef]
- Huber, T.; Müssig, J. Fibre Matrix Adhesion of Natural Fibres Cotton, Flax and Hemp in Polymeric Matrices Analyzed with the Single Fibre Fragmentation Test. Compos. Interfaces 2008, 15, 335–349. [Google Scholar] [CrossRef]
- Shahar, F.S.; Sultan, M.T.H.; Safri, S.N.A.; Jawaid, M.; Abu Talib, A.R.; Basri, A.A.; Shah, A.U.M. Fatigue and Impact Properties of 3D Printed PLA Reinforced with Kenaf Particles. J. Mater. Res. Technol. 2022, 16, 461–470. [Google Scholar] [CrossRef]
- Yao, T.; Zhang, K.; Deng, Z.; Ye, J. A Novel Generalized Stress Invariant-Based Strength Model for Inter-Layer Failure of FFF 3D Printing PLA Material. Mater. Des. 2020, 193, 108799. [Google Scholar] [CrossRef]
- Le Duigou, A.; Correa, D.; Ueda, M.; Matsuzaki, R.; Castro, M. A Review of 3D and 4D Printing of Natural Fibre Biocomposites. Mater. Des. 2020, 194, 108911. [Google Scholar] [CrossRef]
- Arockiam, A.J.; Subramanian, K.; Padmanabhan, R.G.; Selvaraj, R.; Bagal, D.K.; Rajesh, S. A Review on PLA with Different Fillers Used as a Filament in 3D Printing. Mater. Today Proc. 2022, 50, 2057–2064. [Google Scholar] [CrossRef]
- Le Duigou, A.; Castro, M.; Bevan, R.; Martin, N. 3D Printing of Wood Fibre Biocomposites: From Mechanical to Actuation Functionality. Mater. Des. 2016, 96, 106–114. [Google Scholar] [CrossRef]
- Calì, M.; Pascoletti, G.; Gaeta, M.; Milazzo, G.; Ambu, R. New Filaments with Natural Fillers for FDM 3D Printing and Their Applications in Biomedical Field. Procedia Manuf. 2020, 51, 698–703. [Google Scholar] [CrossRef]
- Wang, Z.; Xu, J.; Lu, Y.; Hu, L.; Fan, Y.; Ma, J.; Zhou, X. Preparation of 3D Printable Micro/Nanocellulose-Polylactic Acid (MNC/PLA) Composite Wire Rods with High MNC Constitution. Ind. Crops Prod. 2017, 109, 889–896. [Google Scholar] [CrossRef]
- Li, T.; Aspler, J.; Kingsland, A.; Cormier, L.M.; Zou, X., 3rd. Printing—A Review of Technologies, Markets, and Opportunities for the Forest Industry. J. Sci. Technol. For. Prod. Process 2016, 5, 30. [Google Scholar]
- Chacon, J.M.; Caminero, M.A.; Garcia-Plaza, E.; Nunez, P.J. Additive Manufacturing of PLA Structures Using Fused Deposition Modelling: Effect of Process Parameters on Mechanical Properties and Their Optimal Selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Ying, S.; Mengyun, T.; Zhijun, R.; Baohui, S.; Li, C. An experimental investigation on the low-velocity impact response of carbon–aramid/epoxy hybrid composite laminates. J. Reinf. Plast. Compos. 2016, 36, 422–434. [Google Scholar] [CrossRef]
- Dehkordi, M.T.; Nosraty, H.; Shokrieh, M.M.; Minak, G.; Ghelli, D. Low velocity impact properties of intra-ply hybrid composites based on basalt and nylon woven fabrics. Mater. Des. 2010, 31, 3835–3844. [Google Scholar] [CrossRef]
- Rafiq, A.; Merah, N. Nanoclay enhancement of flexural properties and water uptake resistance of glass fiber-reinforced epoxy composites at different temperatures. J. Compos. Mater. 2018, 53, 143–154. [Google Scholar] [CrossRef]
- Mishra, R.; Behera, B.K. Novelties of 3-D woven composites and nanocomposites. J. Text. Inst. 2014, 105, 84–92. [Google Scholar] [CrossRef]
- Safri, S.N.A.; Sultan, M.T.H.; Jawaid, M.; Jayakrishna, K. Impact behaviour of hybrid composites for structural applications: A review. Compos. Part B Eng. 2018, 133, 112–121. [Google Scholar] [CrossRef]
- Fiore, V.; Valenza, A.; Di Bella, G. Mechanical behavior of carbon/flax hybrid composites for structural applications. J. Compos. Mater. 2012, 46, 2089–2096. [Google Scholar] [CrossRef] [Green Version]
- Muñoz, R.; Martínez, V.; Sket, F.; González, C.; Llorca, J. Mechanical behavior and failure micromechanisms of hybrid 3D woven composites in tension. Compos. Part A Appl. Sci. Manuf. 2014, 59, 93–104. [Google Scholar] [CrossRef] [Green Version]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Basalt |
|---|---|
| Diameter of fibres (micron) | 12 |
| No. of filaments | 890 |
| Linear density of yarn (Tex) | 296 |
| TPM (Twists/meter) | 20 ± 1 |
| Tensile strength (N) | 92.75 ± 3.54 |
| Tensile elongation (%) | 1.29 ± 0.03 |
| Tenacity (N/tex) | 0.315 ± 0.01 |
| Initial modulus (MPa) | 9378 ± 32 |
| Properties | Value |
|---|---|
| Physical State | Liquid at 20 °C |
| Colour | Yellowish to Yellow |
| Boiling Point | 270–280 °C (at very low pressure) |
| Density (g/cm3) | 1.16 at 20 °C |
| Water Solubility (g/L) | 6–9 at 20 °C |
| Viscosity (Poise) | 8–10 at 25 °C |
| Solubility | Soluble in Acetone |
| Storage Temperature | 5–25 °C |
| Epoxide Index (mol/kg) | 5.4–5.7 |
| Mass Equivalent of Epoxide, EEW (g/mol) | 176–186 |
| Colour (Green) | Max. 100 |
| Hydrolyzable Chlorine Content (%) | Max. 0.03 |
| Non-volatile Substances (2 h/140 °C) | Min. 99.5% |
| Sample No. | Sample Code | Description | Fabric wt% | Epoxy wt% | Cellulose wt% |
|---|---|---|---|---|---|
| 1 | ER | Pure epoxy resin | 0 | 100 | 0 |
| 2 | BF + ER | Basalt fabric + epoxy resin | 50 | 50 | - |
| 3 | BF + ER + 1%MC | Basalt fabric + epoxy resin + 1% microcellulose | 50 | 49 | 1 |
| 4 | BF + ER + 3%MC | Basalt fabric + epoxy resin + 3% microcellulose | 50 | 47 | 3 |
| 5 | BF + ER + 5%MC | Basalt fabric + epoxy resin + 5% microcellulose | 50 | 45 | 5 |
| 6 | BF + ER + 10%MC | Basalt fabric + epoxy resin + 10% microcellulose | 50 | 40 | 10 |
| 7 | BF + ER + 1%NC | Basalt fabric + epoxy resin + 1% nanocellulose | 50 | 49 | 1 |
| 8 | BF + ER + 3%NC | Basalt fabric + epoxy resin + 3% nanocellulose | 50 | 47 | 3 |
| 9 | BF + ER + 5%NC | Basalt fabric + epoxy resin + 5% nanocellulose | 50 | 45 | 5 |
| 10 | BF + ER + 10%NC | Basalt fabric + epoxy resin + 10% nanocellulose | 50 | 40 | 10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chandan, V.; Mishra, R.K.; Kolář, V.; Jirků, P.; Müller, M.; Jamshaid, H. Numerical and Experimental Analysis of Mechanical Properties in Hybrid Epoxy–Basalt Composites Partially Reinforced with Cellulosic Fillers. Materials 2023, 16, 4898. https://doi.org/10.3390/ma16144898
Chandan V, Mishra RK, Kolář V, Jirků P, Müller M, Jamshaid H. Numerical and Experimental Analysis of Mechanical Properties in Hybrid Epoxy–Basalt Composites Partially Reinforced with Cellulosic Fillers. Materials. 2023; 16(14):4898. https://doi.org/10.3390/ma16144898
Chicago/Turabian StyleChandan, Vijay, Rajesh Kumar Mishra, Viktor Kolář, Petr Jirků, Miroslav Müller, and Hafsa Jamshaid. 2023. "Numerical and Experimental Analysis of Mechanical Properties in Hybrid Epoxy–Basalt Composites Partially Reinforced with Cellulosic Fillers" Materials 16, no. 14: 4898. https://doi.org/10.3390/ma16144898