1. Introduction
Polymer materials are characterized by different properties depending on the chemical composition and the method of their production. Many types of polymeric materials can successfully replace metal-based materials. Advanced methods for the production and processing of polymers mean that these materials are characterized by a very good ratio of mechanical properties in relation to their specific weight. Polymer plastics are an extremely versatile base for the production of all types of composites, often characterized by excellent mechanical properties. An example of this type of material is polymers reinforced with glass fibers, carbon fibers or metal particles. Plastics are often subjected to machining processing. This process is an alternative to obtaining the required shapes by means of plastic injection, pressing or casting. The greatest disadvantage of machining is the generation of a significant amount of waste when machining the material. However, the advanced technologies used in machining make it possible to obtain the highest accuracy and surface quality in the machined materials. Due to their structures and properties, some polymeric materials are quite easy to machine. Others, however, cause great difficulties in carrying out this type of technology—for example, polymers with mineral fillers, reinforced with glass fibers or characterized by high elasticity [
1,
2,
3,
4]. Thus, they do not belong to the group of easily machined materials. During the processing of polymeric materials, there are problems related to the plasticity, low Young’s modulus and low thermal conductivity of these materials. Excessive heating and surface pressure during machining can cause permanent deformation. The authors of [
5] present a study of the mechanical properties and machinability of thermoplastic polymers. Through a dynamic mechanical analysis experiment, the modulus of elasticity and the effect of the temperature on the tested materials were analyzed. A high-speed milling experiment was conducted to evaluate the surface roughness, burrs and chip characteristics. The influence of the mechanical properties on the machinability and changes in the viscoelastic properties with increasing temperature were found. The modification of polymer-based materials in order to improve their mechanical properties often leads to an increase in the cutting force and, consequently, to an increase in the cutting temperature, which leads to the softening of the polymer material. Hence, it should be highlighted that the behavior of the polymer during machining is significantly different from that of metal alloys due to the dependence of the polymer on the temperature [
6]. The problem of the influence of the machining parameters on the properties of a semi-crystalline polymer material has been considered by many authors [
7,
8,
9]. The authors of [
7] presented research aimed at assessing the machinability of typical thermoplastic and thermosetting polymers and understanding the impact of their viscosity on the surface integrity, chip formation and cutting force. Particular attention was paid to the interaction between the strain rate and temperature during processing. It was found that the viscous deformation of the polymer had a decisive influence on the quality of the machined surface. For example, to minimize surface roughness, machining conditions must be selected such that stock removal deformation is in the range beyond the viscoplastic and brittle fracture phases. The optimal processing conditions must be based on the polymer properties, such as the glass transition temperature, fracture toughness and the mobility of the polymer molecules.
In [
8], both the mechanical properties and machinability of polyimide, a polymeric material with high heat resistance and good mechanical strength, are presented. Through a research experiment, the nanoindentation hardness and elastic modulus were analyzed. Test results indicated that polyimide had good mechanical properties and machinability. The authors of [
9] studied the impact of the machining parameters on the technological parameters, surface roughness criteria and rate of material removal during polytetrafluoroethylene turning. Modeling of the output technological parameters was carried out in order to determine the most efficient process. The characteristics of cutting phenomena based on non-linear dynamics for the prediction of the transition from continuous chip formation to local shear formation in machining has been described in [
10]. Experiments and a simplified model show that as the cutting speed increases, there is a shift from continuous to localized chip formation in the workpiece. With a further increase in the cutting speed, the average spacing between the shear bands increases monotonically, and the spacing becomes more regular and asymptotically approaches the limit value determined by the cutting conditions and the properties of the workpiece material. Consequently, it may be important in the case of machining semi-crystalline polymeric forms and their thermomechanical properties. Due to the ever-increasing requirements set by the processing industry and the implementation of modern technologies, it is necessary to optimize the properties of polymeric materials. One of the most interesting directions is the thermal treatment of polymeric materials in order to obtain optimal mechanical properties and improve the machinability after the annealing process. The research presented in [
11] concerned changes in the thermomechanical properties and crystallization of poly(lactic acid) (PLA) composites. The method of crystallization of various composites was investigated using differential scanning calorimetry. The results obtained in the form of DSC thermograms of composites indicated an increase in the degree of crystallinity of materials along with the annealing process. After the annealing process at 100 °C, the authors of the research obtained an increase in the value of the heat distortion temperature (HDT) of the composites produced on the basis of PLA. Differential scanning calorimetry (DSC), dynamic mechanical analysis (DMA) and Fourier transform infrared (FTIR) techniques were used in [
12] to explain the origins of beneficial changes in properties after the annealing of polymeric materials. The results suggest that the increase in crystallinity, glass transition temperature and degree of hydrogen bonding may be responsible for the noticeable increase in the HDT of polymer nanocomposites after the annealing process. The authors of [
13] studied nanocomposites of polyamide 6 (PA6) with halloysite nanotubes. The samples were annealed for 3 h and then cooled down at a rate of 4 K/min. The authors’ research using differential scanning calorimetry confirmed that annealing increased the degree of crystallinity of the polyamide matrix. After thermal treatment, a nanocomposite with better mechanical properties was obtained. The authors of [
14] presented a study of the effect of annealing on the polymorphic behavior and thermal properties of polyamide 6 as a function of the annealing time, using differential modulated scanning calorimetry (MDSC) and wide-angle X-ray diffraction, indicating significant differences in the thermal behavior and polymorphism of the tested materials before and after the annealing work. Morphological studies of PEEK [
15] showed that annealing induces an increase in crystallinity and very significant differences in mechanical properties depending on the type of material reinforcement. The reduced values of the modulus of elasticity of the tested materials due to the addition of the modifier were also eliminated after the annealing process.
The present paper presents an analysis of the impact of polymer heat treatment on the milling process. The quantitative objective of the research was to determine the impact of annealing polymer materials on the quality parameters of the workpieces. In particular, attention was paid to the impact of thermal modification on the thermal properties, degree of crystallinity and thermomechanical properties of the materials. An analysis of the extent of the impact of the annealing process on the improvement in the machinability of structural polymer materials was carried out. Consequently, a qualitative assessment of the improvement in the surface layer condition was performed, taking into account parameters such as surface roughness.
3. Results and Discussion
Figure 1a–f show the thermograms obtained for the samples before and after the annealing process, while
Table 2 contains a list of the parameters determined on the basis of the DSC measurements.
In the case of testing Tecapet white, it was found that the annealing of the sample affected the thermal properties and the degree of crystallinity of the tested polymer. The degree of crystallinity of the annealed material increased by 2.13% compared to the unannealed polymer. Based on the research, it can be concluded that the melting point range was slightly extended. By analyzing the thermograms for Tecapeek natural, it was found that the annealing of the sample affected the thermal properties and the degree of crystallinity of the tested material. The degree of crystallinity of the annealed polymer increased by 3.88%. An extension of the melting phase range was recorded. By analyzing the thermograms for Tecaform AH, it was found that the annealing of the sample had the desired, positive effect on the thermal properties and the degree of crystallinity of the tested material. The degree of crystallinity of the annealed polymer increased by 4.73%. There was also observed a shift in the maximum reflection of the melting point by 5.9 degrees from the temperature value of 180.8 °C for the unannealed sample to 186.5 °C for the annealed sample. The melting point range shifted towards higher values. In the case of Tecaform AD natural, it was noticed that the degree of crystallinity of the annealed material increased by 5.8% compared to the non-annealed sample. It was also noticed that the melting temperature range did not change significantly, but the amount of energy consumed by the annealed polymer changed for the value of the maximum reflex temperature, which was 169.3 °C for the annealed material and 168.7 °C for the non-annealed material.
In the case of Tecamid 6 natural, the degree of crystallinity was reduced by 0.85%, which proved the slow cooling of the material used for testing in the production process. However, a shift in the beginning of the melting of the crystalline phase towards higher temperature values for the material after the annealing process was registered. By analyzing the thermograms obtained for Tecamid 66 natural, it was found that the annealing of the sample had a positive effect on the thermal properties and the degree of crystallinity of the tested material. The degree of crystallinity of the annealed polymer increased by 7.9%. An increase in the temperature of the end of the melting range of the crystalline phase was observed.
Annealing causes the development of crystal structures. The structure of the investigated polymers after annealing was characterized by an increase in the size of the crystalline structures. The crystallization of the polymer proceeds through the nucleation process, i.e., thermo-dynamically stable nucleation, and through the process of growth of the crystalline phase. Crystals grow much faster in pre-embryos formed, rather than being evenly distributed in the amorphous phase. The formation of any crystal growth process is initiated by the earlier formation of a nucleus with a large surface area in relation to its mass. The degree of chain branching and the molecular weight distribution of the studied polymers significantly affected the crystallinity, which was an important factor affecting the performance properties of the tested polymers—hence the differences in the range of changes after annealing.
In the case of the tested materials, the method of preparation and the thermal history of the samples also affected the mobility of macromolecular segments and the nucleation, growth and orientation of crystallites. The glass transition temperature depends on the chemical and molecular structures of the polymer. For all the tested materials, lower values of the glass transition temperature after the annealing process were recorded, with the largest differences obtained for Tecapet white, Tecapeek natural, Tecamid 6 natural and Tecamid 66 natural. These dependencies were confirmed by the tests carried out using the DMTA method.
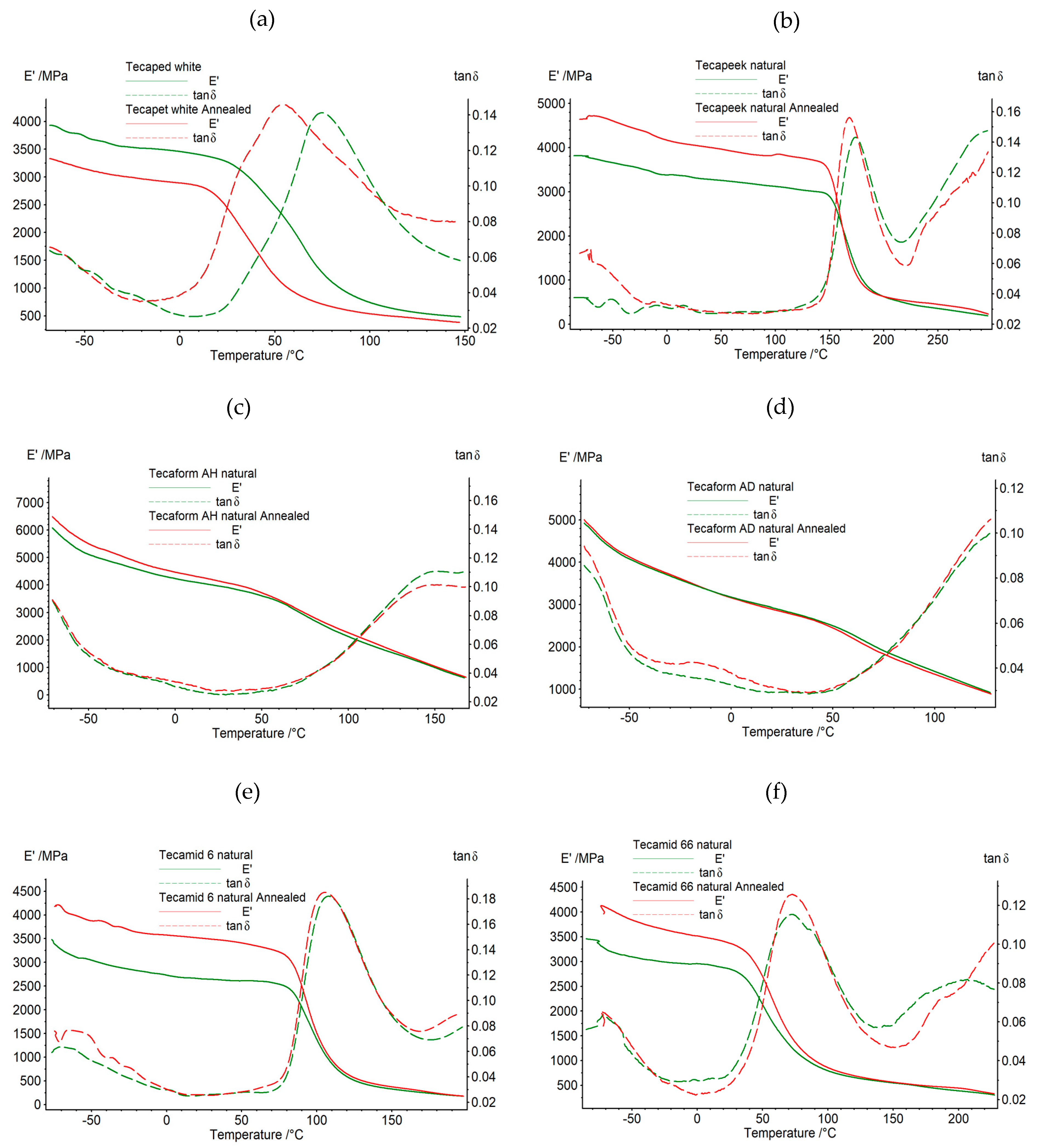
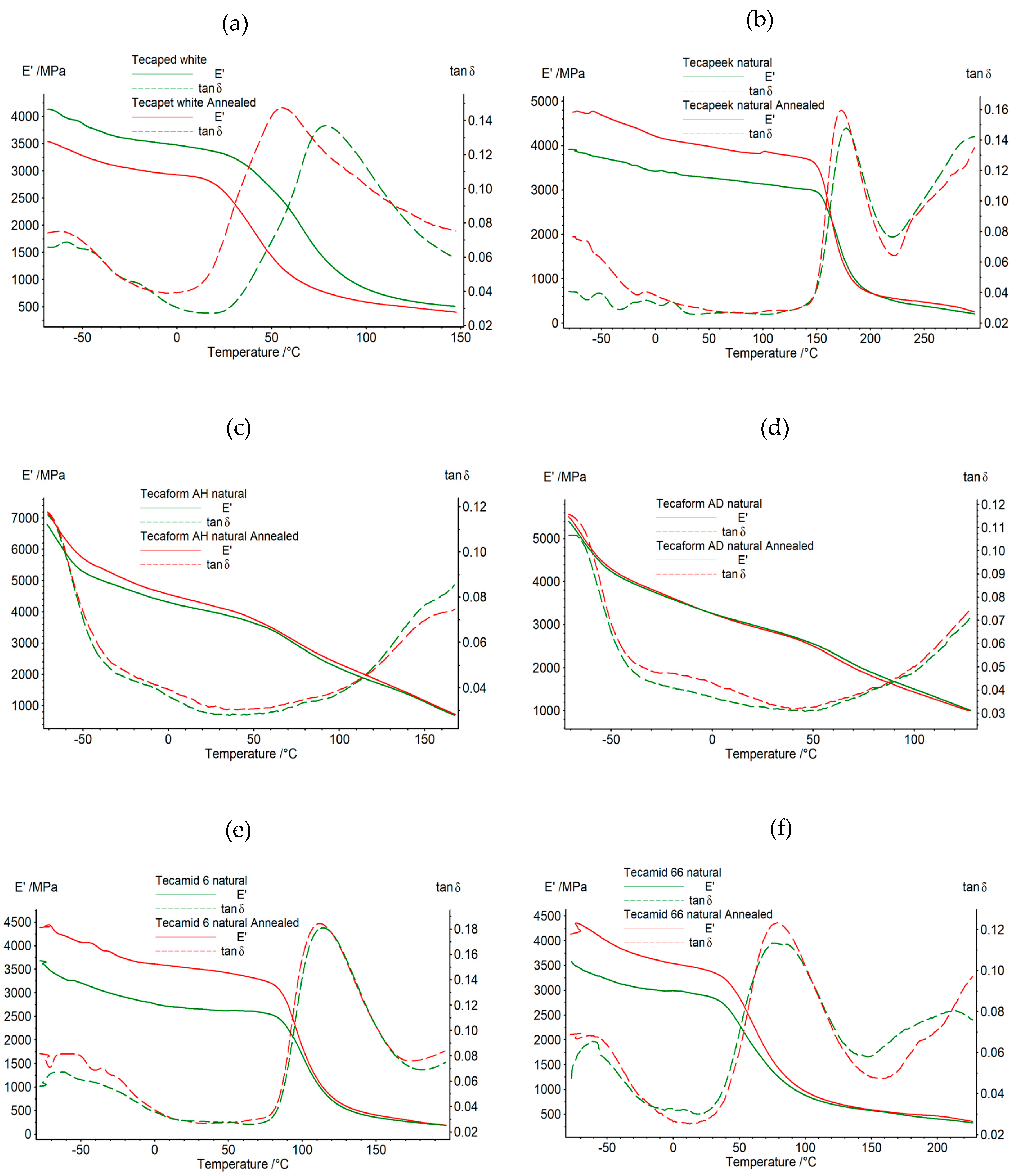
The results of the tests of changes in the conservative modulus and the tangent of the mechanical loss angle as a function of temperature and vibration frequency for samples before and after the annealing process are shown graphically in
Figure 2 and
Figure 3. In the case of the tested materials after thermal treatment, significant changes in thermomechanical properties were observed. For the Tecaped white plastic, a similar course of the conservative modulus curve was recorded in the entire temperature range at 1 and 10 Hz excitation. However, differences in the measured values were noted in the entire range of the curve. In the glassy phase, the maximum value of the conservative modulus was 3812 MPa for the material before annealing, while, for the polymer after heat treatment, the maximum value of E’ was 3438 MPa. In the glass transition phase, increasing differences in the value of the conservative modulus were recorded. For the temperature of 50 °C, a decrease in the E’ value of approximately 1238 MPa was recorded for the material after annealing, compared to the material before annealing. As the temperature value increased, smaller differences in the E’ values were recorded. Above the temperature value of approximately 145 °C, i.e., in the final phase of Tecapet’s use, the differences in the values of the conservative modulus were negligible, which means that the material began to flow and did not respond to the excitation force. For the excitation frequency of 1 Hz, before heat treatment, the maximum of the tangent of the mechanical loss angle related to the relaxation transformation was recorded at a temperature of 76 °C, and for the material after heating at 57 °C. In the case of Tecapeek natural, a similar dependence of the tested properties was recorded in the tested temperature range for the excitation frequencies of 1 and 10 Hz.
The greatest differences in the values of the conservative modulus for the material before and after annealing were recorded in the glass phase. As a result of heat treatment, the analyzed samples increased the value of E’ by approximately 18%.
During the further heating of the polymers, no significant differences were observed in the values of the conservative modulus for the samples before and after annealing. Above the temperature value of 300 °C, i.e., in the final range of use, both in the samples before and after annealing, no response to the excitation was recorded, and the value of the conservative modulus approached zero. At the excitation frequency of 1 Hz, for the heat-treated material, the maximum associated with the relaxation transformation was recorded for the temperature value of 172 °C, while, for the unheated material, it was 181 °C. The curves of the conservative modulus and the mechanical loss coefficient for Tecaform AH natural before and after heating were similar in the entire temperature range. For the annealed sample, an increase in the value of the conservative modulus and the tangent of the mechanical loss angle was observed. The largest increase in the value of E’, equal to approximately 410 MPa, was recorded in the glass transition phase. With increasing temperature, smaller differences in the values of the conservative modulus were recorded for the analyzed samples. At temperatures above 145 °C, the values of E’ were very close to each other. In the samples subjected to heat treatment, no significant changes in the value of the glass transition temperature were recorded. In the tan δ diagrams, both before and after annealing, the maximum associated with the relaxation transformation was recorded at the level of approximately −78 °C, for the excitation frequency of 1 Hz. For the Tecaform AD natural material, it was also noticed that in the test temperature range, the materials before and after the annealing process were characterized by similar curves. The analysis of the curves showed that at temperatures lower than −20 °C in the glass transition phase, the value of the conservative modulus was higher for the annealed material by 4 to 7% compared to the unannealed polymer. For the temperature range from −20 to 0 °C, Tecaform AD natural before and after heat treatment had very similar E’ values. With increasing temperature, the unannealed polymer was characterized by higher values, by 20–95 MPa, than the annealed material. Above the temperature value of 130 °C, i.e., in the final range of use, both before and after annealing, the test samples did not show a response to the extortion, and the value of the conservative modulus approached zero. In the case of Tecamid 6 natural, significant changes in thermomechanical properties were recorded after the thermal treatment process. For the conservative modulus, a similar course of the graph was recorded for the entire temperature range of the test at 1 and 10 Hz excitation. However, differences in the measured values were noted throughout the curve. For the excitation frequency of 1 Hz, the maximum value of the conservative modulus of 3492 MPa was recorded in the glass phase for the material before annealing, while, for the polymer after heat treatment, the highest value of E’ was 4178 MPa. In the glassy phase, differences in the values of the conservative modulus between the annealed and unannealed polymer, ranging from 755 to 860 MPa, were observed. A decrease in the difference in E’ values was observed with increasing temperature. For the initial values of the glass transition phase temperature, the discrepancy in the modulus values between the annealed and non-annealed polymer was 576 MPa, while the value of the difference in conservative modulus for the phase end temperature was already 31 MPa at the excitation frequency of 1 Hz. Above the temperature value of approximately 200 °C, i.e., in the final stage of the Tecamid 6 natural polymer’s exploitation, the differences in the conservative modulus values were small, which means that the polymer began to flow and did not respond to the excitation force. For the excitation frequency of 1 Hz, the value of the glass transition temperature was reduced in the annealed material. The maximum value of the mechanical loss coefficient associated with the relaxation transformation was recorded for unannealed Tecamid 6 natural at a temperature of 112 °C, and for the annealed material at 105 °C. Similarly, in the case of Tecamid 66 natural, a similar pattern in the thermographic curves was recorded for the samples before and after annealing in the full temperature range for the excitation frequencies of 1 and 10 Hz. The greatest differences in the values of the conservative modulus for the material before and after annealing were recorded in the glass phase for the temperature value of 60 °C; this difference was 746 MPa at the excitation frequency of 1 Hz, and for the temperature value of the end of the glass phase, 40 °C, the discrepancy in the E’ values between the annealed and non-annealed material was 358 MPa for the excitation frequency of 1 Hz. During the further heating of the samples, in the glass transition phase, the discrepancy in the value of the conservative modulus between the annealed and unannealed Tecamid 66 natural decreased from 283 to 58 MPa at the phase end temperature. During further heating in the phase of highly elastic deformation, no significant differences in the value of E’ were observed. For the excitation frequency of 1 Hz, in the heat-treated material, the maximum tangent of the mechanical loss angle related to the relaxation transformation was 0.12 for the temperature value of 74 °C, while, for the unheated material, it was 0.13 for the temperature value of 71 °C at the excitation frequency of 1 Hz. From the observation of the thermographic curves presenting the results of the mechanical property tests as a function of temperature, determined using the DMTA method, it was noticed that the conservative modulus for almost all tested polymers at the initial test temperature values was increased when comparing the polymer not subjected to heat treatment to the one subjected to heat treatment. On the other hand, in the entire temperature range of the test, E’ showed increased values for the annealed samples compared to the non-annealed ones, for the following materials: Tecapeek natural, Tecaform AH natural, Tecamid 6 natural and Tecamid 66 natural. It was also observed that for the annealed Tecapet white, the shift in the glass transition phase to lower temperature values compared to the non-annealed material was narrowed, while, for Tecamid 66 natural, the glass transition phase when comparing the annealed to the non-annealed polymer was also narrowed.
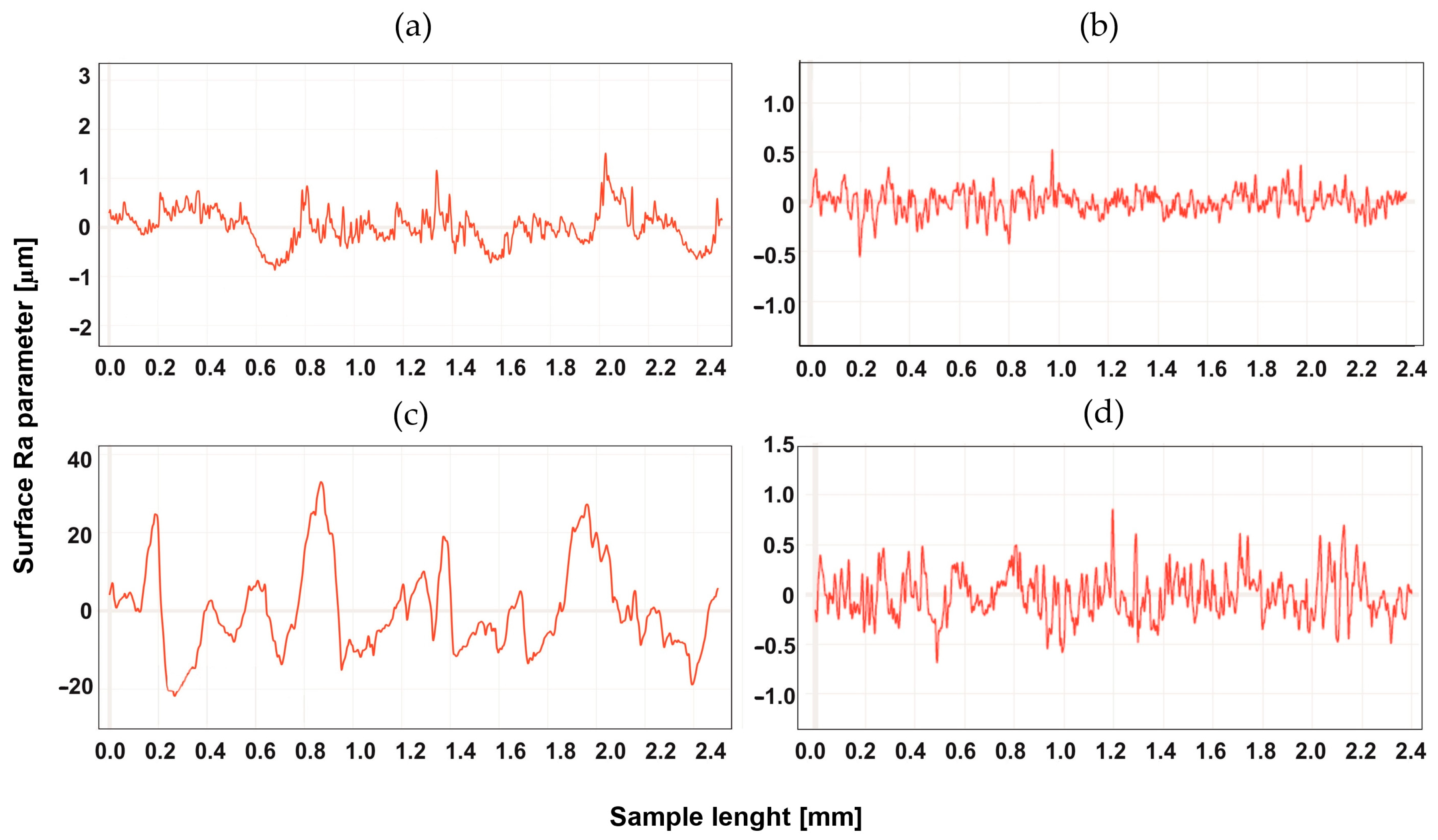
4. Study of the Surface Profile after Machining
The surface development was tested for two types of machining, up-milling and down-milling, for the heated and unheated material.
Figure 4,
Figure 5,
Figure 6,
Figure 7,
Figure 8 and
Figure 9 show the roughness profiles measured for samples before and after annealing.
Significant differences in the roughness profiles were observed for Tecapet white prior to annealing. For down-milling, a profile with a total height 20 times higher than for up-milling was recorded. After the annealing process, the roughness profiles for both types of machining followed similar courses, but it should be noted that the annealing process significantly improved the quality of the surface for down-milling.
Figure 5 shows the surface profiles for Tecapeek natural.
The profiles of the tested material before annealing were similar. The annealing process resulted in a significant reduction in roughness for both types of machining in a similar range. It was found, however, that for up-milling, the Tecapeek natural’s surface was shaped in a different way than for down-milling—characteristic faults could be observed, which were not visible in the profile for up-milling.
Figure 6 shows the profiles for Tecaform AH natural. In this case, the annealing process did not significantly change the profile. There were also no particular differences between the profiles for up-milling and down-milling.
Figure 7 shows the roughness profiles for Tecaform AD natural.
The profiles for Tecaform AD natural, as well as for Tecaform AH natural, were similar. A slight improvement was visible for the annealed material. However, there were no differences in the profiles measured for different methods of machining.
Figure 8 shows the roughness profiles for Tecamid 6 natural.
In this case, a clearly different roughness profile for the unheated material could be seen, depending on the type of processing. For down-machining, a surface with a greater degree of surface development was observed. The process of heating the material caused a significant reduction in the roughness profile. The roughness profiles for Tecamid 66 natural are shown in
Figure 9.
As for Tecamid 6 natural, the roughness profile for Tecamid 66 natural showed lower values of roughness parameters for climb machining. This difference disappeared after the material was heated.
Data from the analysis of the roughness profiles are presented in
Table 3 and
Table 4.
For most cases, a positive effect of heat treatment on the surface roughness of the processed materials was observed. When evaluating the roughness parameters (Ra, Rz), it was noticed that the largest average change in the difference between the material heated and not heated (expressed as a percentage) for all materials, regardless of the roughness parameter, was the most favorable for down-milling. The average for the Ra parameter was 25.26% for up-milling and 50.09% for down-milling, while the average for the Rz parameter was as follows: for up-milling 12.37%, for down-milling 48.18%. The plastics that were characterized by the greatest improvement in quality after annealing for the Ra parameter during up-milling were Tecapeek natural, Tecamid 66 natural and Tecamid 6 natural. For down-milling, they were Tecapet white and Tecamid 66 natural. Polymers characterized by the greatest changes after annealing for the Rz parameter after up-milling were Tecapeek natural, Tecamid 66 natural and Tecapet white. For down-milling, the largest changes in the Rz parameter were found for Tecapet white and Tecamid 66 natural.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}