
Experimental Research on Surface Quality of Titanium Rod Turned by Wire Electrical Discharge Turning Process



Abstract
:1. Introduction
- Past work revealed that a belt-driven rotary arrangement was used for the turning of cylindrical workpieces by WEDT. An accurate drive mechanism is still required to be developed for better quality cylindrical part turning by WEDT.
- The average surface roughness Ra of the turned cylindrical surfaces was investigated in most of the past research studies. A gap exists for exploring other more important roughness parameters such as mean roughness depth Rz, which can provide a better indication of the machined surface.
- The more detailed trigological characteristics of the WEDT-machined surface require further investigation.
2. Experimentation and Measurement
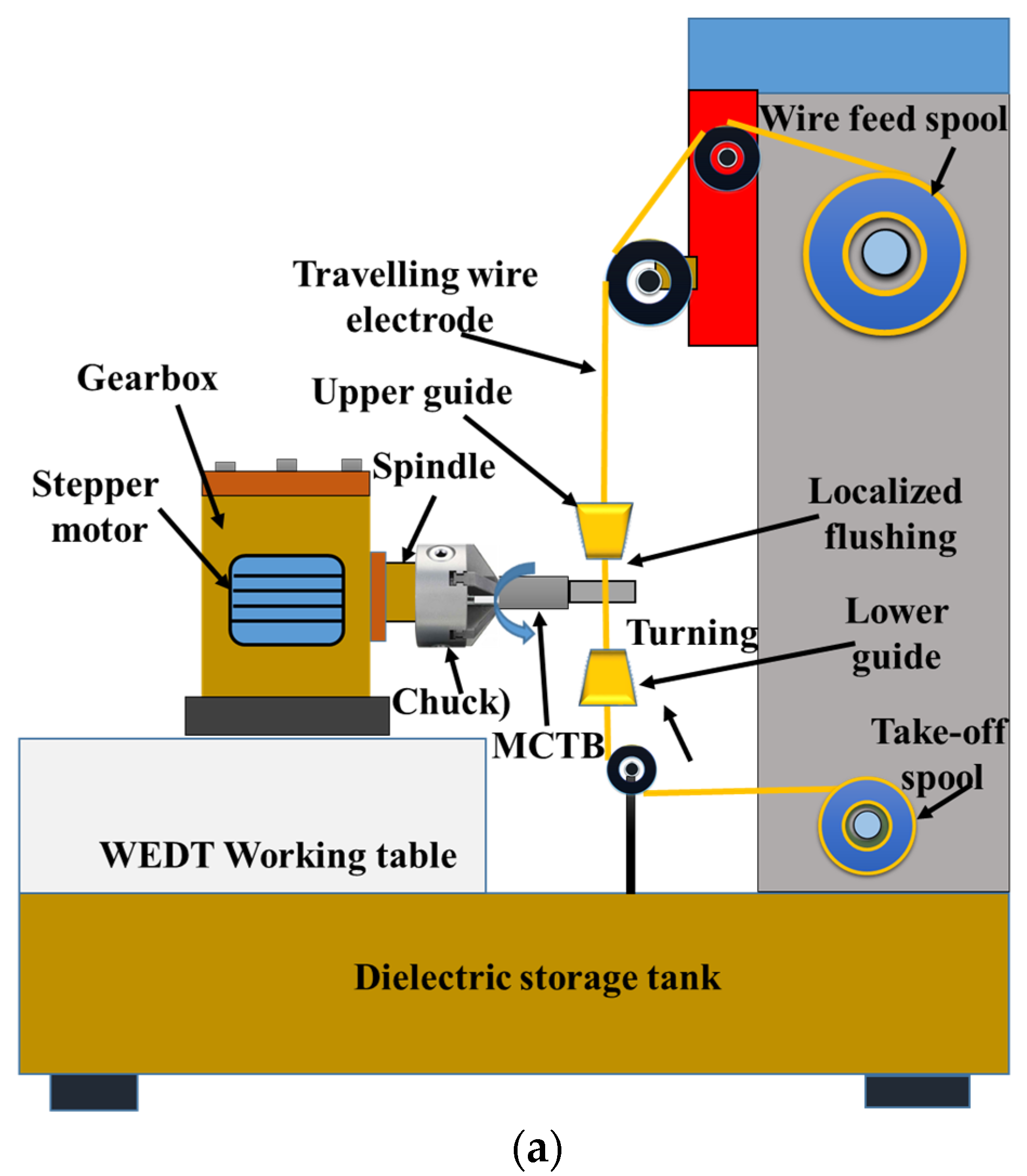
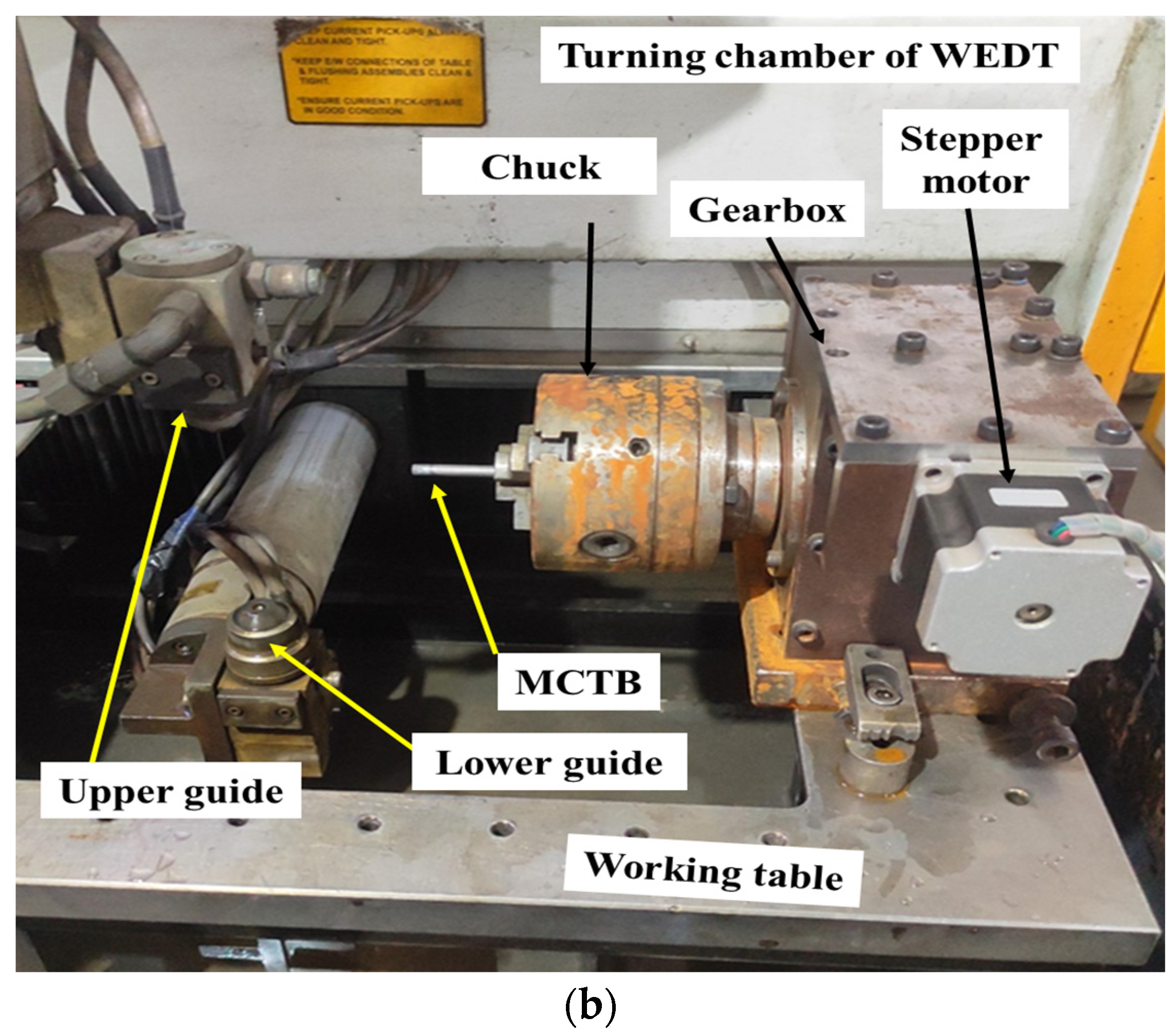
2.1. Materials and Machining
- Wire breakage was observed at higher spark duration (more than 1.3 µs) and lower values of spark-off duration (less than 48.5 µs), servo voltage, wire speed (i.e., less than 3 m/min), and dielectric pressure (at 7 Kg/cm2).
- Wire vibration took place at the higher values of wire speed due to the long distance between the lower and upper guides.
- Frequent wire breakage took place at the lower value of dielectric pressure (i.e., 7 kg/cm2) due to improper flushing of debris from the turning zone (i.e., inter-electrode gap).
- Inaccurate turning (i.e., spiral turning) was observed at lower values of spindle rotational speed (SRS).
- Long turning time was observed at higher values of servo voltage and lower values of spark duration and SRS.
2.2. Experimental Procedure and Measurement
3. Results and Discussion
3.1. Effect of Parameters on Responses
- The mean roughness depth is continuously increasing with an increase in the spark duration.
- The mean roughness depth is continuously decreasing with an increase in the servo voltage. However, higher values of the servo voltage also increase the turning time.
- The mean roughness depth continuously increases with the increase in the depth of cut.
3.2. Optimization
3.3. Surface Morphology Examination
3.3.1. Surface Roughness Measurement
3.3.2. Wear Testing and Analysis
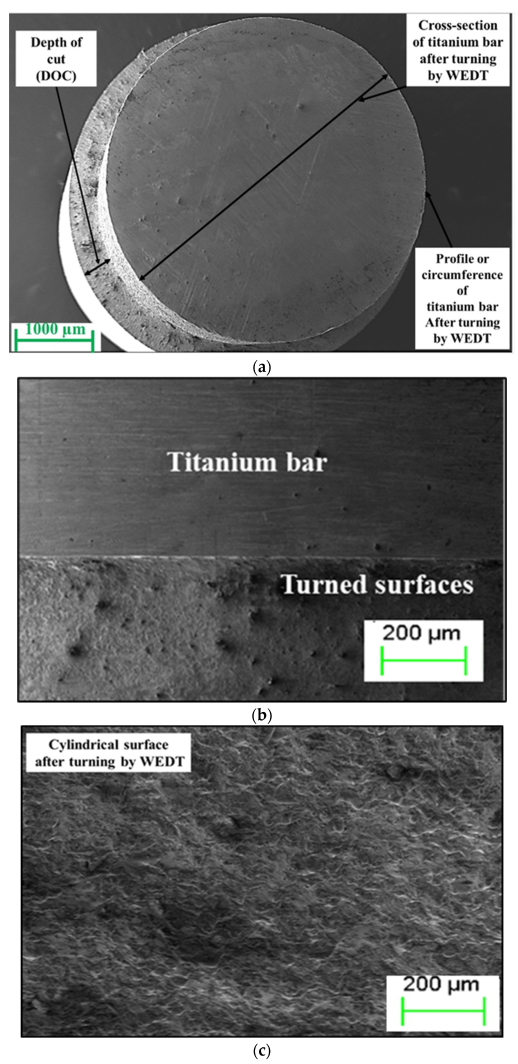
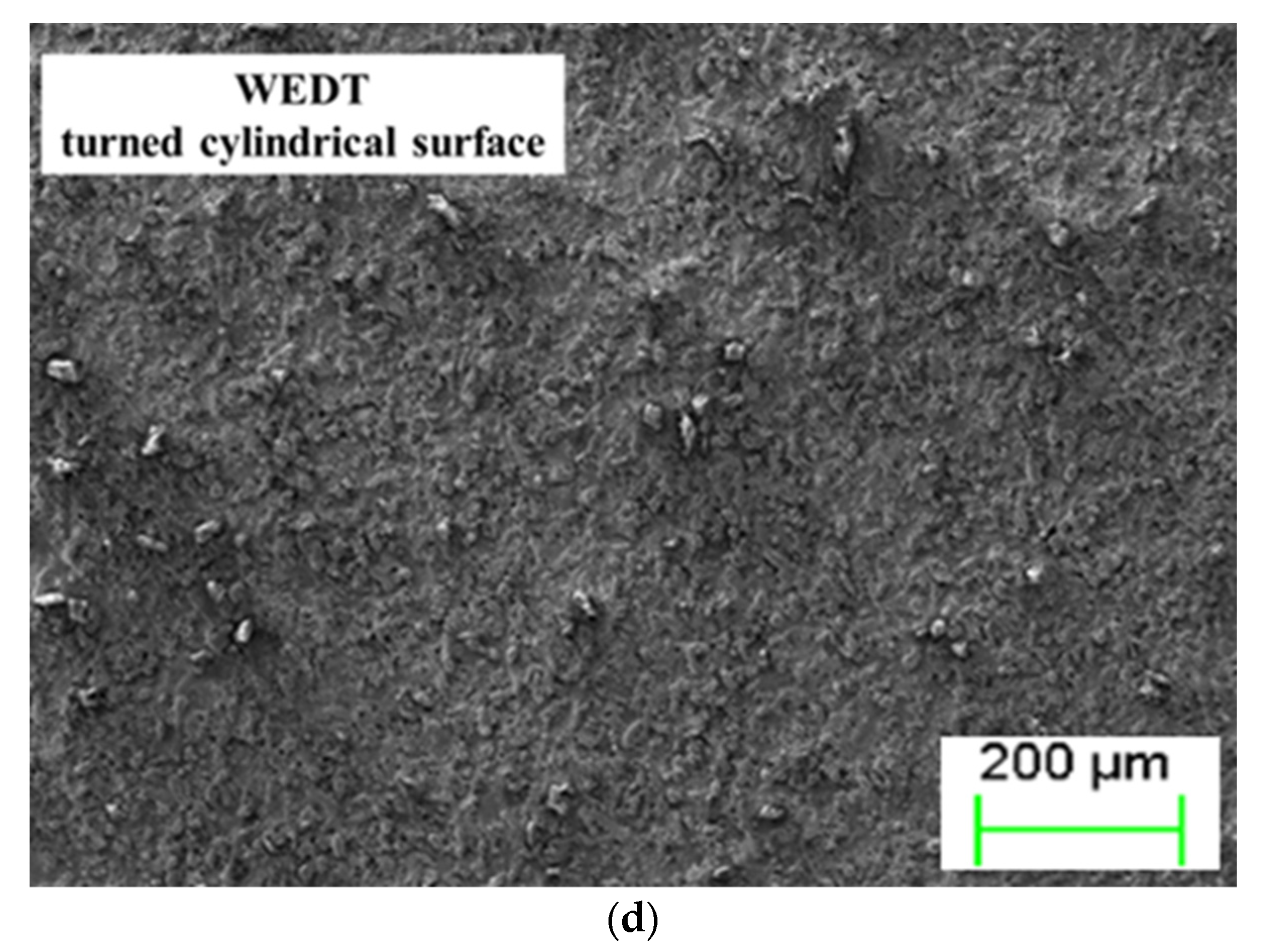
3.3.3. Scanning Electron Microscopy
3.4. Comparison with the Past Studies
- In the past, no work was reported on the wear analysis of the WEDT-turned surface of a cylindrical bar. We improved the wear characteristics of a miniature titanium bar after optimization.
- The mean roughness depth Rz, which is the superior parameter of this surface quality investigation and highlights the clear picture of the machined surface, was not considered in the past work on the wire EDM-based turning of cylindrical bars. In previous research, the average roughness “Ra” and the maximum roughness “Rmax” were evaluated [14,16]. After optimization, we achieved a 7.42 µm Rz.
- The superior results of this study indicate that the gearbox configuration we used in the rotary arrangement to rotate the workpiece is more accurate than the belt-driven rotary attachment configuration utilized in the previous work, because slipping is a big issue in belt- and pulley-driven transmission systems [32,33].
4. Conclusions
- The mean roughness depth “RZ” steadily increases with an increase in the spark duration “Ton” and the depth of cut “DOC”. However, it decreases with an increase in the servo voltage “SV”.
- The spark duration “Ton” is found to be the most influencing variable parameter of WEDT for the mean roughness depth “RZ”.
- The combination of the WEDT parameters of 0.9 µs Ton, 30 V SV, and 0.35 mm DOC were found to be the optimum for the micro-turning of the miniature titanium bar.
- The MCTB turned by WEDT in the confirmation experiments has a 7.42 µm as an average value of the mean roughness depth “Rz”, which is much closer to the optimum mean roughness depth of 7.15 µm, as predicted by the GRA with only a 3.78% error.
- The MCTB turned at the optimum parameters was found to be better in tribological performances compared to the MCTB turned under a non-optimal regime.
- An SEM examination of the MCTB turned at the optimum parameters revealed a uniform geometrical profile and a better cylindrical surface with low surface irregularity and, as such, no serious concerns related to wire marks, burrs, or other defects.
- The gear-driven rotary attachment to ensure a constant rotational speed of the cylindrical bar during the worked well and was identified as a superior substitute for the conventional belt-driven WEDT processes.
- This study is helpful for industry users and researchers to explore turning and other operations to develop miniature pins, rods, bars, and screws for a wide range of industrial applications. Most importantly, the selection and setting of the WEDT parameters secure the best surface quality for the machined parts.
- The following points present some important avenues for future research:
- Development of an inbuilt rotary setup with the work table for WEDT;
- Investigations into the sustainability of the wire spark erosion turning process;
- Soft computing-based optimization of WEDT;
- Investigations into steeped turning, taper turning, thread cutting, and grooving by WEDT.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Donachie, M.J. Titanium: A Technical Guide, 2nd ed.; ASM International: Ohio, OH, USA, 2000; ISBN 978-0-87170-749-9. [Google Scholar]
- Pramanik, A. Problems and solutions in machining of titanium alloys. Int. J. Adv. Manuf. Technol. 2014, 70, 919–928. [Google Scholar] [CrossRef]
- Khorasani, A.M.; Goldberg, M.; Doeven, E.H.; Littlefair, G. Titanium in biomedical applications-properties and fabrication: A Review. J. Biomater. Tiss. Engg. 2015, 5, 593–619. [Google Scholar] [CrossRef]
- Elias, C.N.; Lima, J.H.C.; Valiev, R.; Meyers, M.A. Biomedical applications of titanium and its alloys. Biolo. Mater. Sci. 2008, 60, 46–49. [Google Scholar] [CrossRef]
- Dziubińska, A.; Majerski, K.; Winiarski, G. Investigation of the effect of forging temperature on the microstructure of grade 5 Titanium ELI. Adv. Sci. Technol. Res. J. 2017, 11, 147–158. [Google Scholar] [CrossRef]
- Trevisan, F.; Calignano, F.; Aversa, A.; Marchese, G.; Lombardi, M.; Biamino, S.; Ugues, D.; Manfredi, D. Additive manufacturing of titanium alloys in the biomedical field: Processes, properties and applications. J. Appl. Biomater. Funct. Mater. 2017, 16, 56–67. [Google Scholar] [CrossRef]
- Polishetty, A.; Littlefair, G. Advances in conventional machining processes for machinability enhancement of difficult-to-machine materials. In Advanced Machining and Finishing; Elsevier: Amsterdam, The Netherlands, 2021; pp. 3–44. [Google Scholar] [CrossRef]
- Chaubey, S.K.; Gupta, K. A review on fabrication of cylindrical and rotating parts by thermoelectric erosion based turning processes. Metals 2022, 12, 1227. [Google Scholar] [CrossRef]
- Uhlmann, E.; Piltz, S.; Oberschmidt, D. Machining of micro rotational parts by wire electrical discharge grinding. Prod. Eng. 2008, 2, 227–233. [Google Scholar] [CrossRef]
- Hourmand, M.; Sarhan, A.A.D.; Noordin, M.Y. Development of new fabrication and measurement techniques of micro-electrodes with high aspect ratio for micro EDM using typical EDM machine. Measurement 2017, 97, 64–78. [Google Scholar] [CrossRef]
- Yin, Q.; Wang, X.; Wang, P.; Qian, Z.; Zhang, Y. Fabrication of micro rod electrode by electrical discharge grinding using two block electrodes. J. Mater. Process. Technol. 2016, 234, 143–149. [Google Scholar] [CrossRef]
- Mandal, A.; Dixit, A.R.; Das, A.K.; Mandal, N. Modeling and optimization of machining nimonic C-263 superalloy using multicut strategy in WEDM. Mater. Manuf. Proces. 2016, 31, 860–868. [Google Scholar] [CrossRef]
- Benedict, G.F. Nontraditional Manufacturing Processes; Marcel Dekker Inc.: New York, NY, USA, 1987; ISBN 0-8247-7352-7. [Google Scholar]
- Nag, A.; Srivastavab, A.K.; Dixita, A.R.; Mandala, A.; Das, A.K. Study of surface integrity and effect of process parameters in wire electrical discharge turning of Ti-6Al-4V. Ind. J. Engg. Mater. Sci. 2020, 27, 267–276. [Google Scholar]
- Vignesh, M.; Ramanujam, R. Machining investigation on Ti-6Al-4V alloy using a wire electrical discharge hybrid turning (WEDHT) process. Mater. Rese. Exp. 2019, 6, 2–17. [Google Scholar] [CrossRef]
- Zakaria, M.A.M.; Izamshah, R.; Kasim, M.S.; Hafiz, M.S.A.; Ramli, A. Effect of Wire Electrical Discharge Turning Parameters on Surface Roughness of Titanium Alloy. J. Appl. Sci. Eng. 2021, 25, 267–274. [Google Scholar] [CrossRef]
- Roy, B.K.; Mandal, A. An investigation into the effect of wire inclination in wire-electrical discharge turning process of NiTi-60 shape memory alloy. J. Manuf. Process. 2021, 64, 739–749. [Google Scholar] [CrossRef]
- Naik, G.M.; Anjan, B.N.; Badiger, R.I.; Bellubbi, S.; Mishra, D.K. An investigation on effects of wire-EDT machining parameters on surface roughness of Inconel 718. Mater. Today Proc. 2021, 35, 474–477. [Google Scholar] [CrossRef]
- Çakıroğlu, R.; Günay, M. Comprehensive analysis of material removal rate, tool wear and surface roughness in electrical discharge turning of L2 tool steel. J. Mat. Res. Technol. 2020, 19, 7305–7317. [Google Scholar] [CrossRef]
- Akıncıoğlu, S. Taguchi optimization of multiple performance characteristics in the electrical discharge machining of the TIGR2. Facta Univ. Ser. Mech. Eng. 2022, 20, 237–253. [Google Scholar] [CrossRef]
- Nas, E.; Ozbek, O.; Bayraktar, F.; Kara, F. Experimental and statistical investigation of machinability of AISI D2 steel using electroerosion machining method in different machining parameters. Adv. Mater. Scie. Eng. 2021, 2021, 1241797. [Google Scholar] [CrossRef]
- Haque, R.; Sekh, M.; Kibria, G.; Haidar, S. Improvement of surface quality of Ti-6al-4v alloy by powder mixed electrical discharge machining using copper powder. Facta Univ. Ser. Mech. Eng. 2023, 21, 63–79. [Google Scholar] [CrossRef]
- Bhushan, B.; Gupta, B.K. Handbook of Tribology: Materials, Coatings, and Surface Treatments; Krieger Publishing Company: Malabar, FL, USA, 1997. [Google Scholar] [CrossRef]
- Chaubey, S.K.; Jain, N.K. Analysis and multi-response optimization of gear quality and surface finish of miniature helical and bevel gears manufactured by WSEM process. Prec. Engg. 2019, 55, 293–309. [Google Scholar] [CrossRef]
- Ali, M.Y.; Mohammad, A.S. Experimental study of conventional WEDM for micro-fabrication. Mater. Manuf. Proce. 2008, 23, 641–645. [Google Scholar] [CrossRef]
- Roy, B.K.; Tiwari, S.; Mandal, A. An analysis on the machinability aspects of the turning process using WEDM for profile generation. Res. Sq. 2022, 1–23. [Google Scholar] [CrossRef]
- Singh, M.A.; Joshi, K.; Hanzel, O.; Singh, R.; Sajgalik, P.; Marla, D. Influence of open voltage and servo voltage during Wire-EDM of silicon carbides. Proc. CIRP 2020, 95, 285–289. [Google Scholar] [CrossRef]
- Zolpakar, N.A.; Yasak, M.F.; Pathak, S. A review: Use of evolutionary algorithm for optimization of machining parameters. Int. J. Adv. Manuf. Technol. 2021, 115, 31–47. [Google Scholar] [CrossRef]
- Krishnaiah, K.; Shahabudeen, P. Applied Design of Experiments and Taguchi Methods; PHI Learning Pvt Ltd.: New Delhi, Indian, 2012; ISBN -978-81-203-4527-0. [Google Scholar]
- Mondal, S.; Bose, D. Formation of smallest cylindrical geometries by wire electrical discharge turning process. Mater. Today Proc. 2020, 26, 1500–1505. [Google Scholar] [CrossRef]
- Talebizadehsardari, P.; Eyvazian, A.; Musharavati, F.; Zeeshan, Q.; Mahani, R.B.; Sebaey, T.A. Optimization of wire electrical discharge turning process: Trade-off between production rate and fatigue life. Int. J. Adv. Manuf. Technol. 2021, 112, 719–730. [Google Scholar] [CrossRef]
- Balta, B.; Sonmez, F.O.; Cengiz, A. Speed losses in V-ribbed belt drives. Mech. Mach. Theor. 2015, 86, 1–14. [Google Scholar] [CrossRef]
- Manin, L.; Michon, G.; Remond, D.; Dufour, R. From transmission error measurement to pulley–belt slip determination in serpentine belt drives: Influence of tensioner and belt characteristics. Mech. Mach. Theor. 2009, 44, 813–821. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| WEDT Variable Parameters | Responses | |||
|---|---|---|---|---|
| Name, “Symbol”, and (Unit) | Actual (Coded) Levels | |||
| Low (−1) | Medium (0) | High (1) | ||
| Spark duration “Ton” (µs) | 0.9 (−1) | 1.1 (0) | 1.3 (1) | Surface roughness parameters: Mean roughness depth “RZ” In situ responses: Turning time Other: Wear analysis, SEM |
| Servo voltage “SV” (V) | 20 (−1) | 25 (0) | 30 (1) | |
| Depth of cut “DOC” (mm) | 0.2 (−1) | 0.35 (0) | 0.5 (1) | |
| Constant parameters | ||||
| WEDT parameters: peak current “IP”: 12 A; spark-off duration “Soff”: 48.5 µs; wire speed “WS”: 3 m/min; wire tension “WT”: 1140 g; flushing pressure “WP”: 15 kg/cm2; cutting speed “CS”: 100%; spindle rotational speed: 50 rpm Workpiece and wire: workpiece type: cylindrical bar; workpiece material: titanium (grade5); electrode material: zinc-coated wire; wire diameter: 0.25 mm; wire tensile strength (WTS): 800 N/mm2 Dielectric: deionized water; dielectric conductivity: 20 mho | ||||
| Detailed specifications of the cylindrical bar | ||||
| Type: miniature; bar diameter: 6 mm; total length of bar: 60 mm; turning length: 5 mm | ||||
| Chemical composition of cylindrical titanium bar | ||||
| Ti: 90%; Al: 5.5–6.75%; V: 3.5–4.5%; Fe: <0.4%; C: <0.08 | ||||
| Ex. Runs | WEDT Variable Parameters | Responses | Grey Relational Grade (GRG) | ||||
|---|---|---|---|---|---|---|---|
| Spark Duration “Ton” (μs) | Servo Voltage “SV” (V) | Depth of Cut “DOC” (mm) | Mean Roughness Depth “RZ” (µm) of the Cylindrical Bar after Turning Avg. (Trial1 + Trial2) | ||||
| Trial1 | Trial2 | Avg. | |||||
| 1 | 0.9 (−1) | 20 (−1) | 0.35 (0) | 09.29 | 10.26 | 07.78 | 1.04 |
| 2 | 1.1 (0) | 25 (0) | 0.35 (0) | 07.86 | 08.09 | 09.98 | 0.67 |
| 3 | 1.1 (0) | 30 (1) | 0.2 (−1) | 12.89 | 13.01 | 08.45 | 0.89 |
| 4 | 0.9 (−1) | 25 (0) | 0.5 (1) | 10.09 | 10.55 | 08.32 | 0.92 |
| 5 | 1.3 (1) | 25 (0) | 0.2 (−1) | 08.26 | 08.75 | 07.51 | 1.12 |
| 6 | 1.1 (0) | 25 (0) | 0.35 (0) | 12.88 | 13.05 | 07.91 | 1.01 |
| 7 | 1.1 (0) | 20 (−1) | 0.5 (1) | 07.82 | 08.54 | 08.18 | 0.95 |
| 8 | 1.1 (0) | 25 (0) | 0.35 (0) | 07.67 | 08.88 | 08.28 | 0.93 |
| 9 | 1.1 (0) | 20 (−1) | 0.2 (−1) | 10.60 | 10.58 | 08.59 | 0.86 |
| 10 | 0.9 (−1) | 30 (1) | 0.35 (0) | 10.22 | 09.87 | 07.15 | 1.24 |
| 11 | 1.1 (0) | 25 (0) | 0.35 (0) | 08.79 | 07.61 | 08.20 | 0.94 |
| 12 | 1.3 (1) | 20 (−1) | 0.35 (0) | 10.18 | 9.29 | 11.74 | 0.52 |
| 13 | 1.3 (1) | 25 (0) | 0.5 (1) | 11.72 | 11.60 | 11.66 | 0.52 |
| 14 | 1.1 (0) | 30 (1) | 0.5 (1) | 09.95 | 09.33 | 09.64 | 0.71 |
| 15 | 1.1 (0) | 25 (0) | 0.35 (0) | 09.22 | 09.68 | 09.45 | 0.73 |
| 16 | 0.9 (−1) | 25 (0) | 0.2 (−1) | 10.96 | 11.78 | 08.37 | 0.91 |
| 17 | 1.3 (1) | 30 (1) | 0.35 (0) | 11.44 | 11.82 | 09.63 | 0.71 |
| Variable Parameters of WEDT | Optimized Value by GRA | Experimental Validation (i.e., Close Standard Values Available in WEDT) | Error (%) | |||
|---|---|---|---|---|---|---|
| Trial1 | Trial2 | Avg. Values of Trial1 + Trial2 | ||||
| WEDT process parameters | Ton (µs) | 0.9 | 0.9 | |||
| SV (V) | 30 | 30 | ||||
| DOC (mm) | 0.35 | 0.35 | ||||
| Responses | RZ (µm) | 7.15 | 7.22 | 7.61 | 7.42 | 3.78 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chaubey, S.K.; Gupta, K. Experimental Research on Surface Quality of Titanium Rod Turned by Wire Electrical Discharge Turning Process. Materials 2023, 16, 4009. https://doi.org/10.3390/ma16114009
Chaubey SK, Gupta K. Experimental Research on Surface Quality of Titanium Rod Turned by Wire Electrical Discharge Turning Process. Materials. 2023; 16(11):4009. https://doi.org/10.3390/ma16114009
Chicago/Turabian StyleChaubey, Sujeet Kumar, and Kapil Gupta. 2023. "Experimental Research on Surface Quality of Titanium Rod Turned by Wire Electrical Discharge Turning Process" Materials 16, no. 11: 4009. https://doi.org/10.3390/ma16114009