
Effects of Different Pre-Heating Welding Methods on the Temperature Field, Residual Stress and Deformation of a Q345C Steel Butt-Welded Joint

Abstract
:1. Introduction
2. Experiment
3. Numerical Simulation Framework
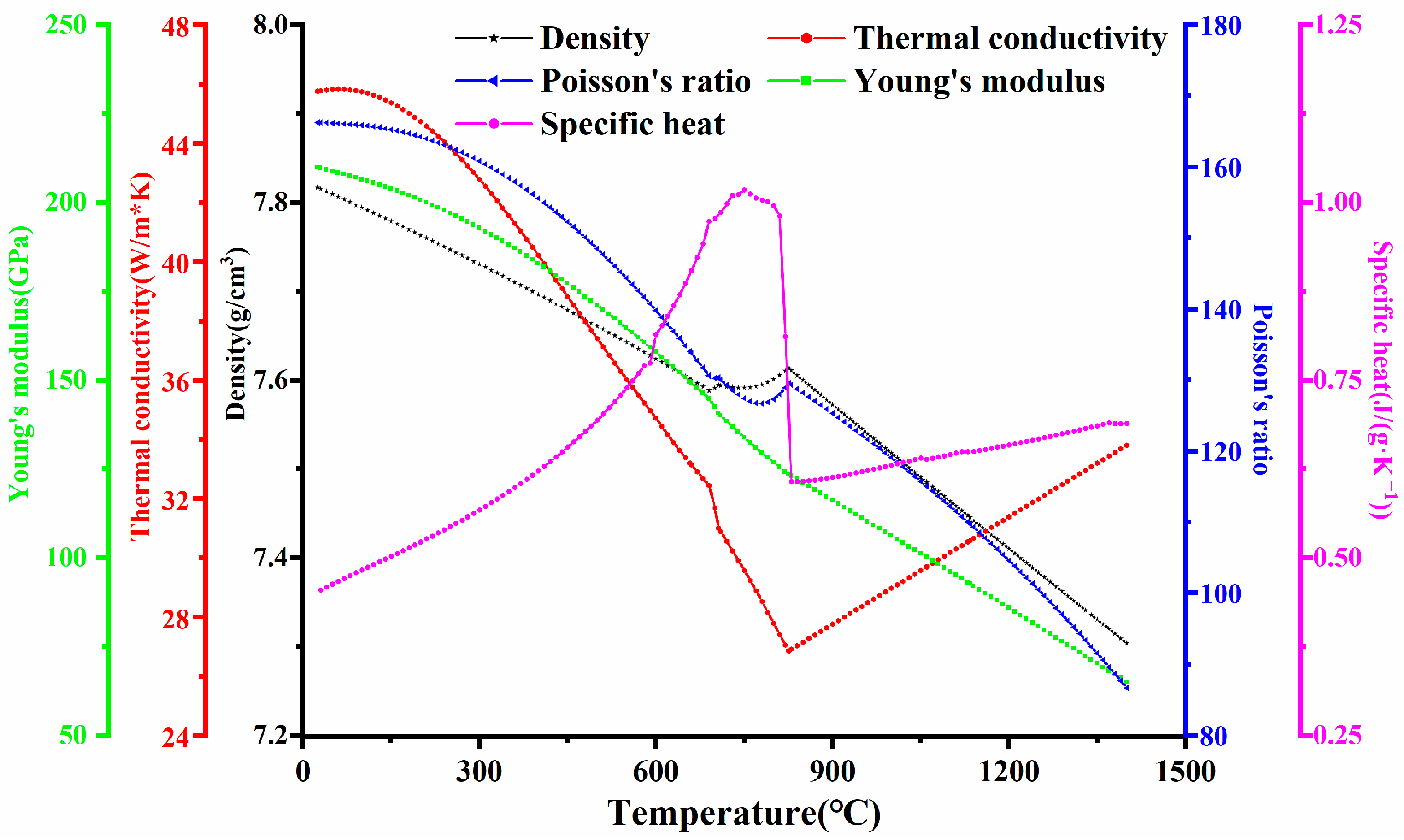
3.1. Characteristics of Materials
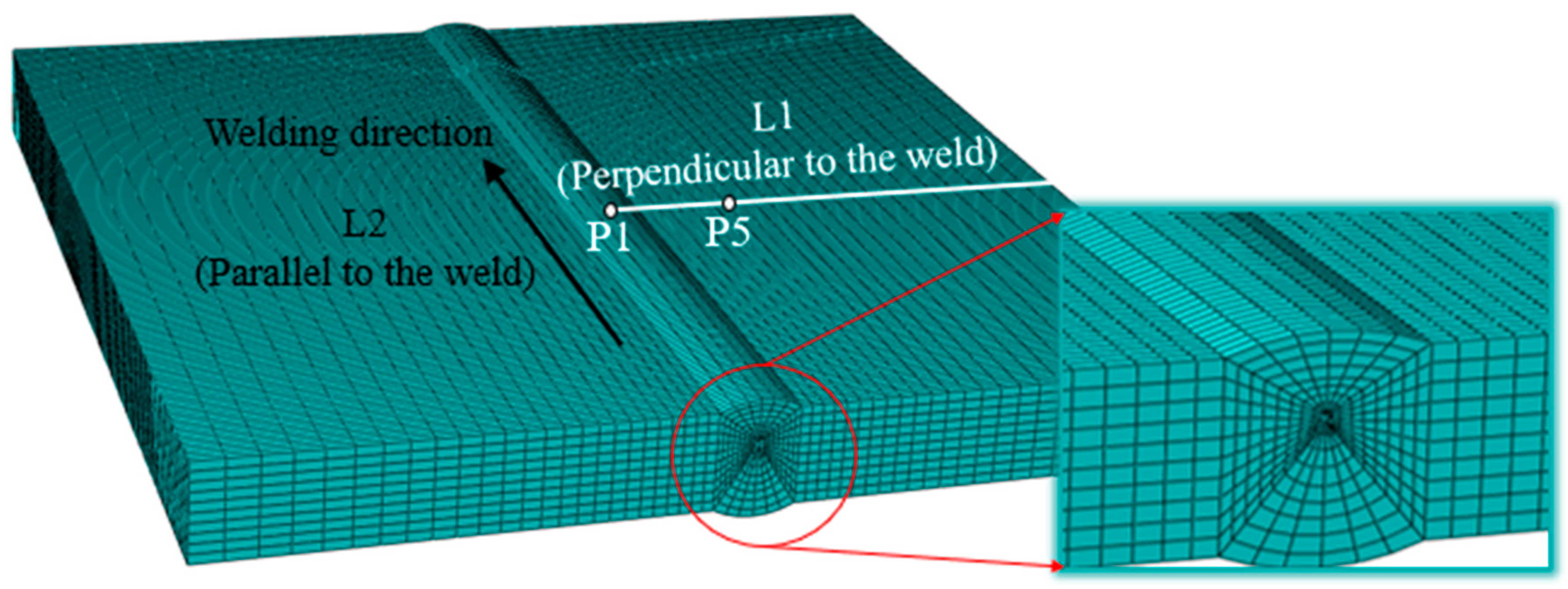
3.2. Finite Element Model
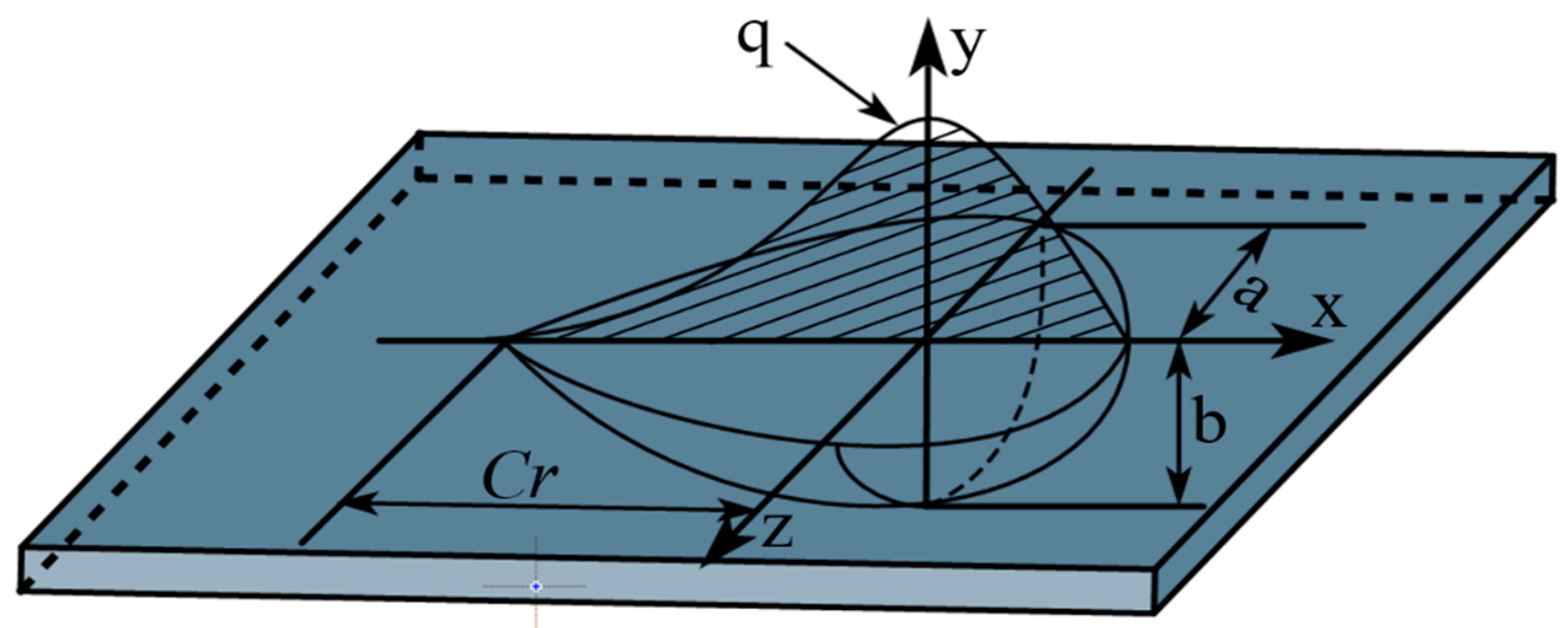
3.3. Heat Source Model
4. Results and Analysis
4.1. Thermal Cycle Curve Distribution
4.2. Residual Stress Distribution
4.3. Deformation
4.4. Welding Results and Microstructure
5. Conclusions
- (1)
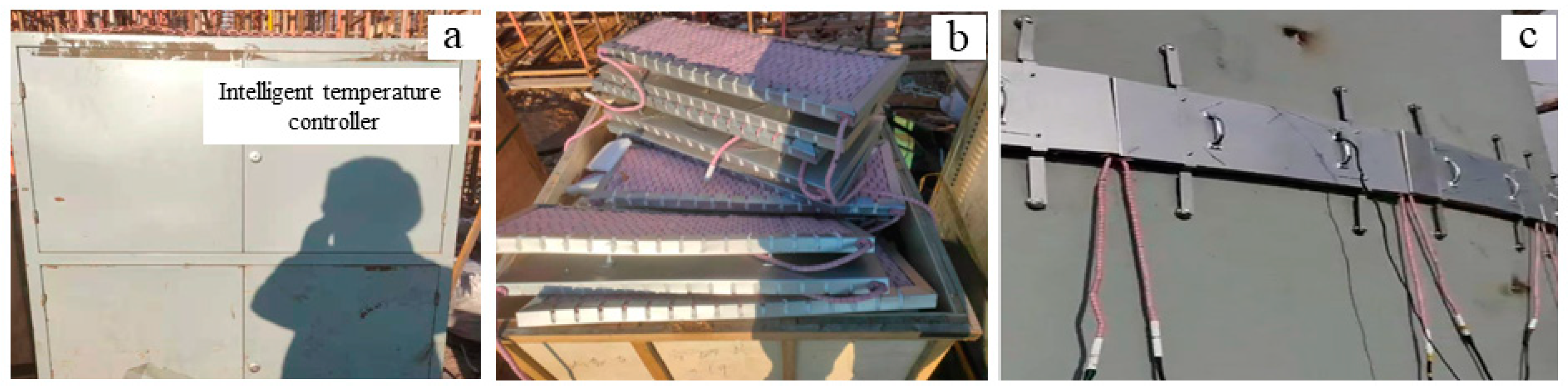
- A new heating method before welding was proposed. The method used a ceramic electric heater composed of heating elements as the heating source before welding. Compared with the traditional flame heating method, this welding method is controllable, relatively safe and of low cost. The weld shape was basically the same as the simulated weld shape and the quality was good.
- (2)
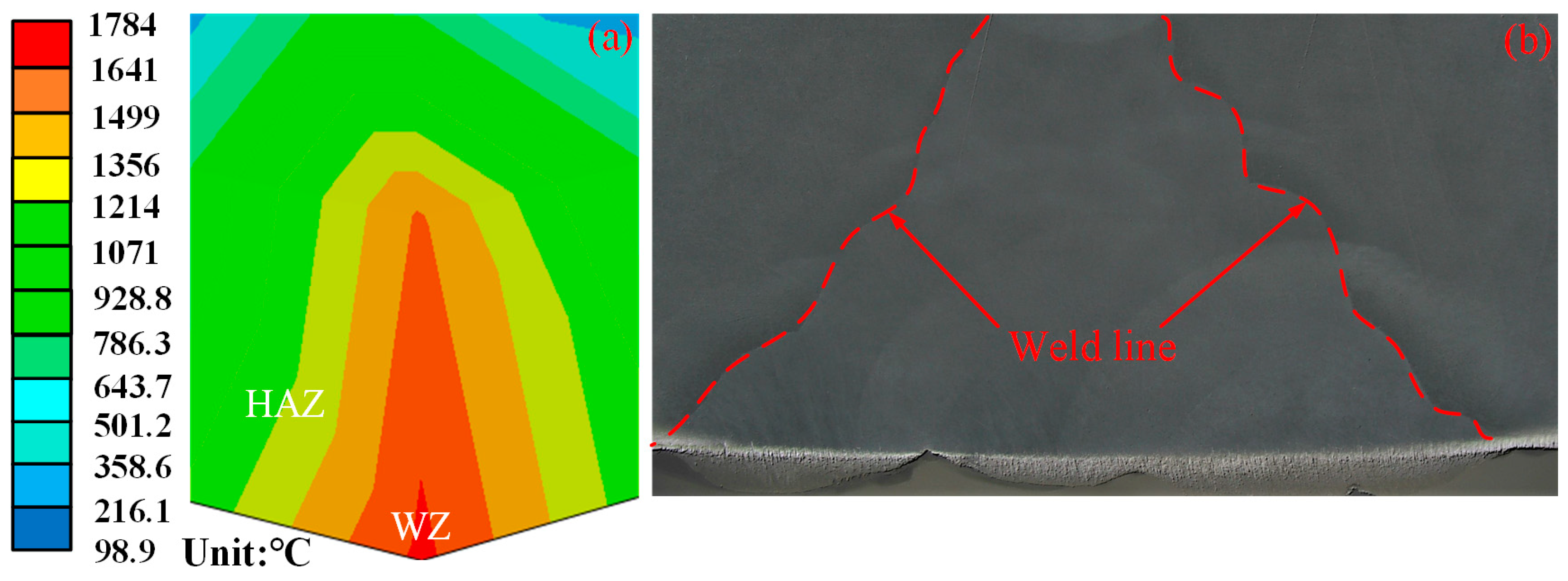
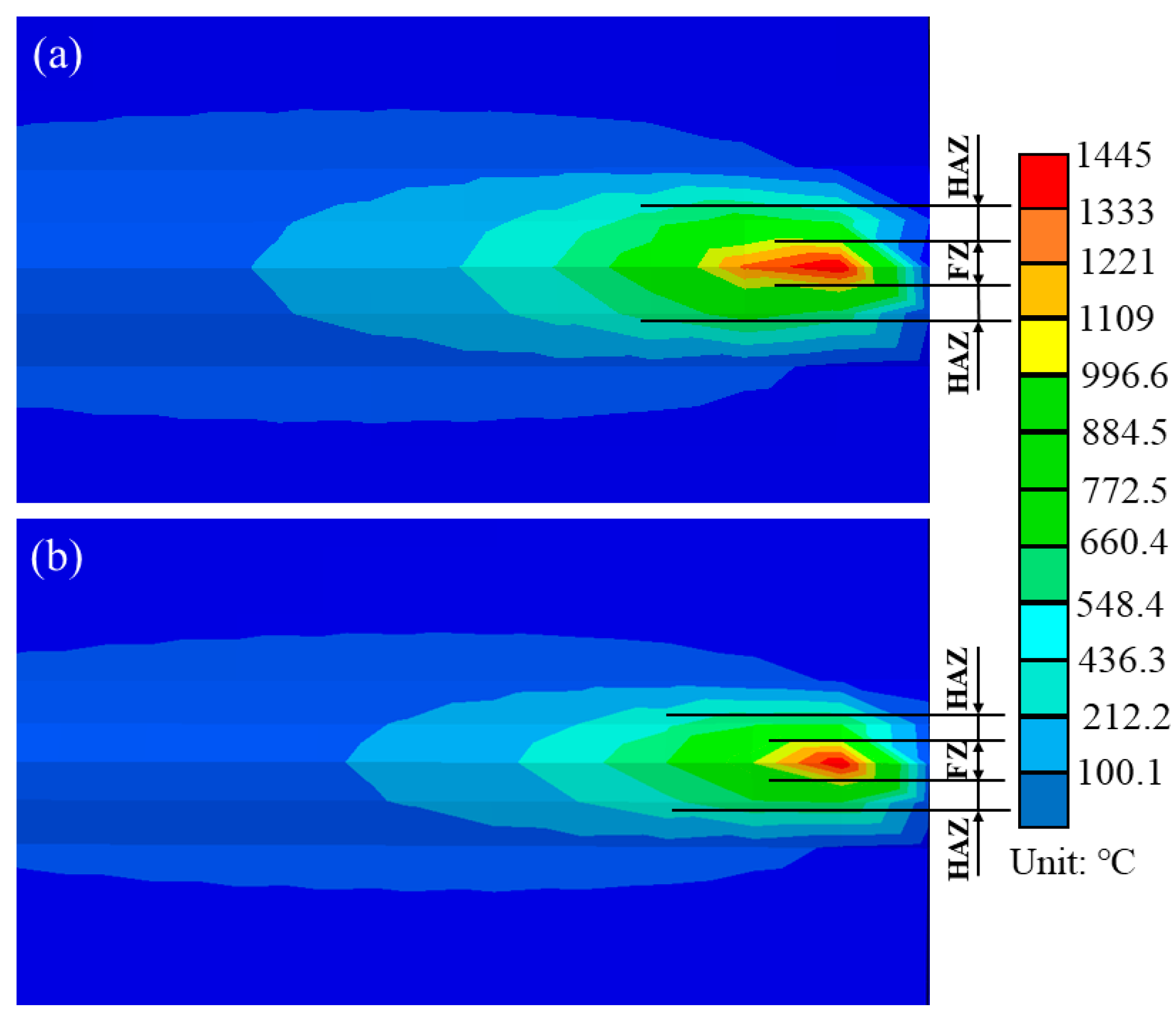
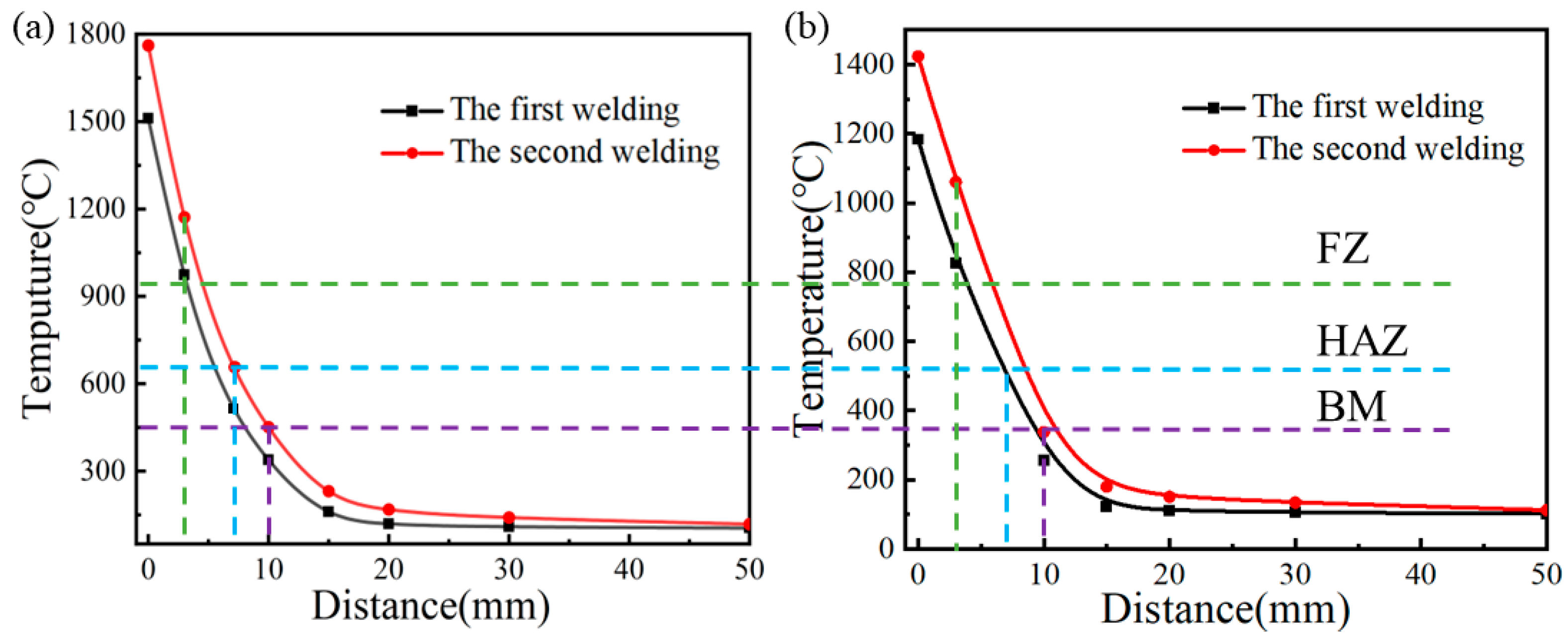
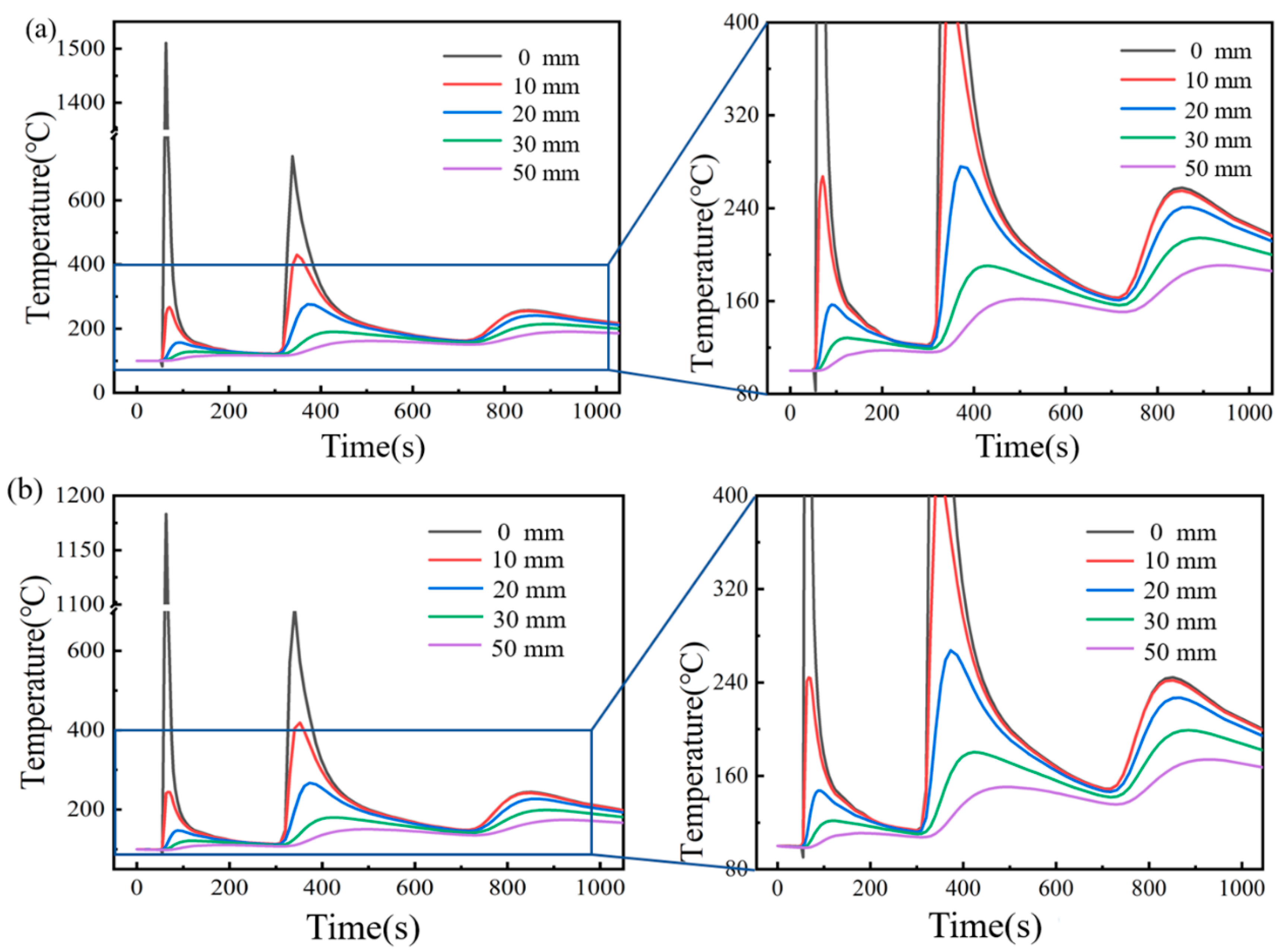
- A three-layer and three-pass welding model of the thick plate weldment was established. The results show that the experimental weld morphology was basically consistent with the simulated weld morphology. It showed that although the pre-welding heating method had little influence on the welding temperature field, the maximum temperature of the node affected by the welding process was significantly reduced, and the maximum temperature difference between the two at the same characteristic point was 170 °C. The heating mode of the ceramic sheet affected the maximum temperature of the molten pool and the temperature field behind the heat source, and it effectively improved the thermal cycle curve.
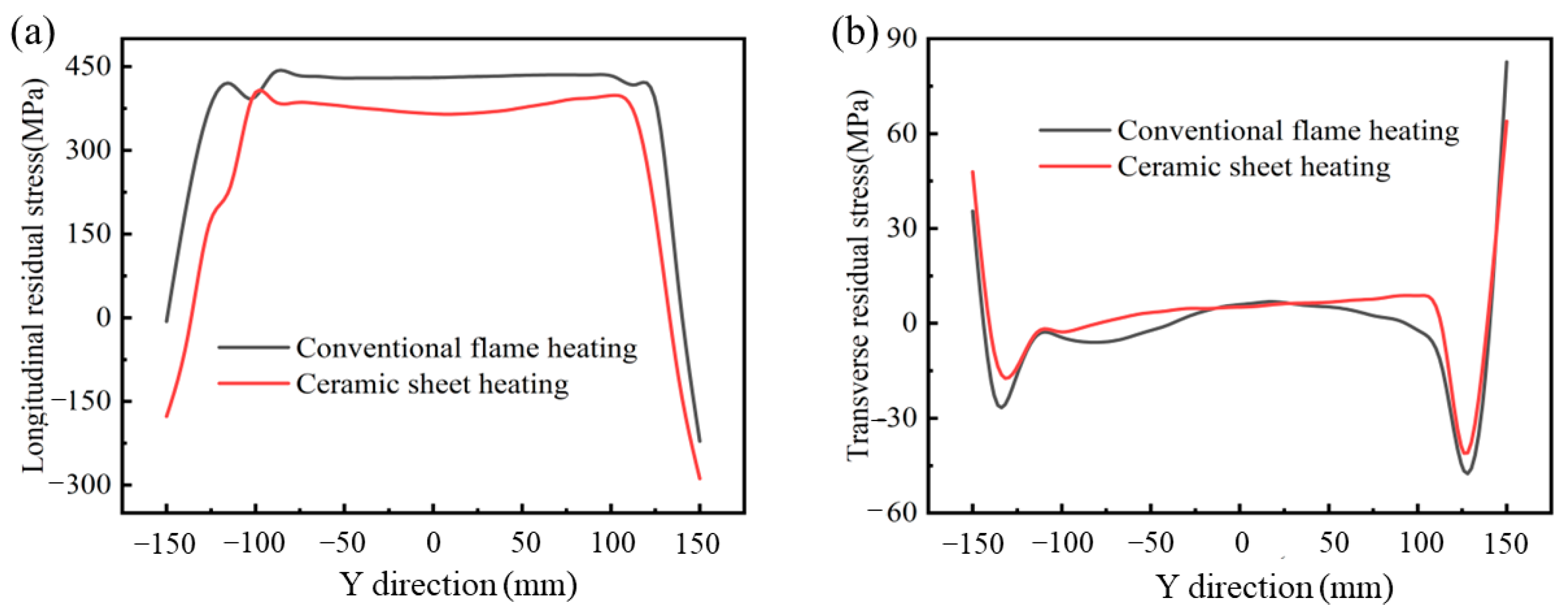
- (3)
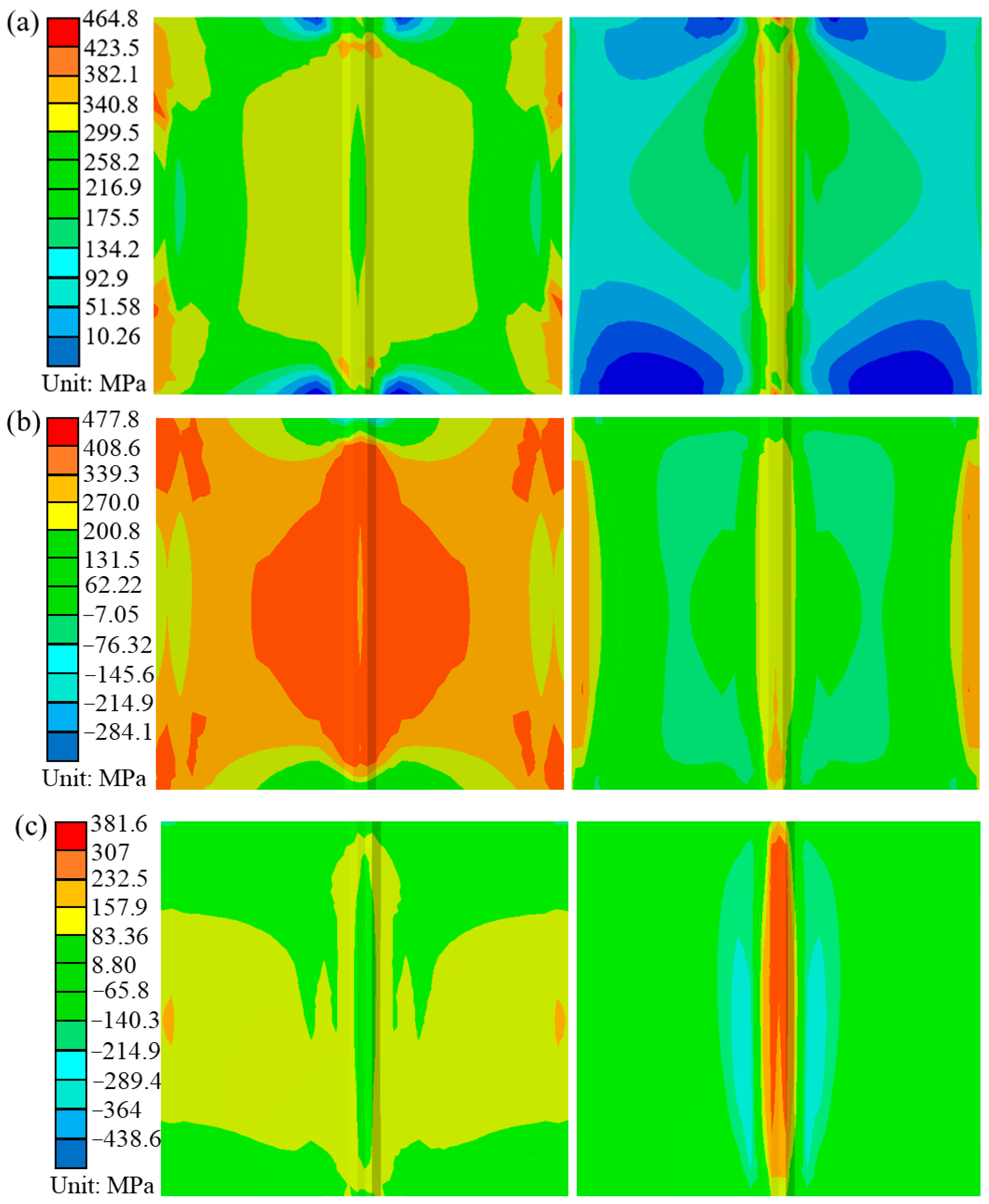
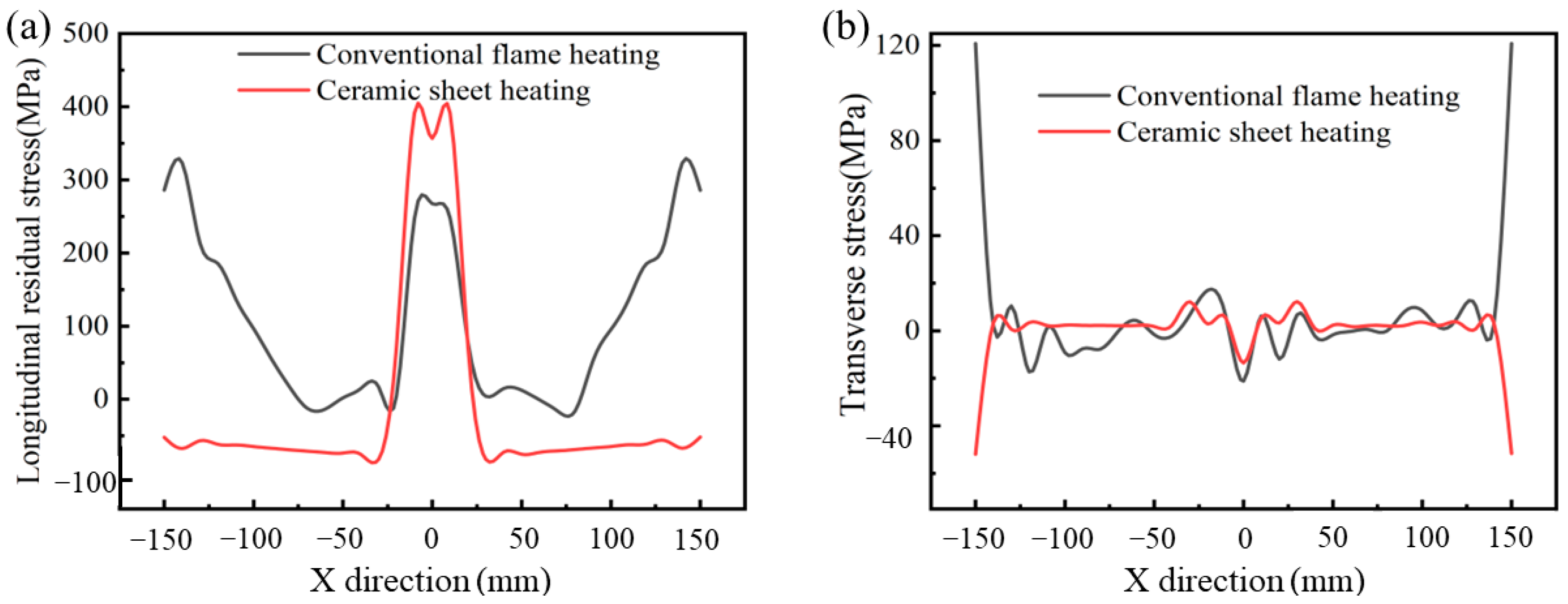
- The influence of the two heating methods on the reduction or even elimination of the residual stress and deformation caused by welding was analyzed. The results show that the ceramic heating had a significant weakening effect on the residual stress of the welded parts, and especially, the effect on the residual stress perpendicular to the weld direction was more significant, which decreased by 5.88%.
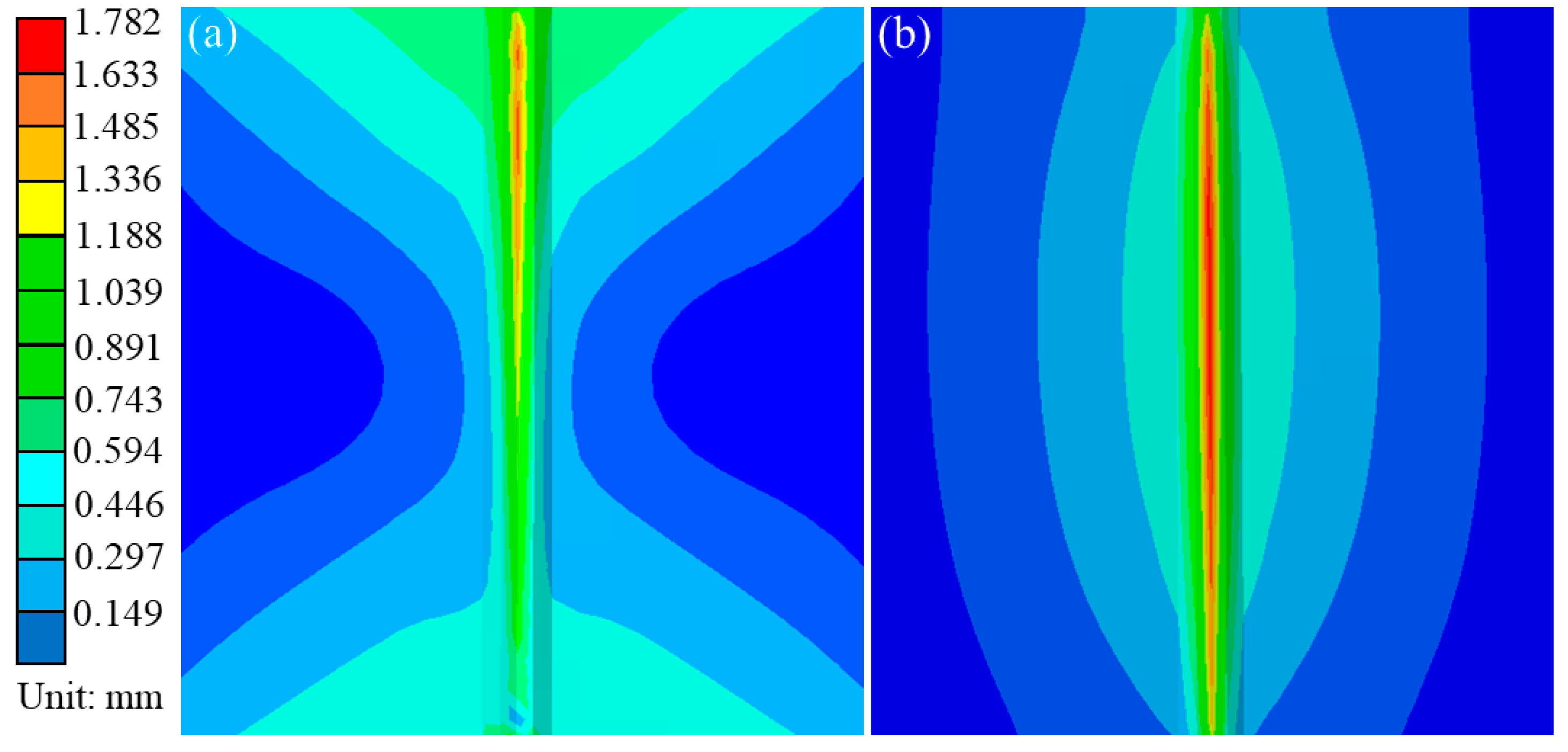
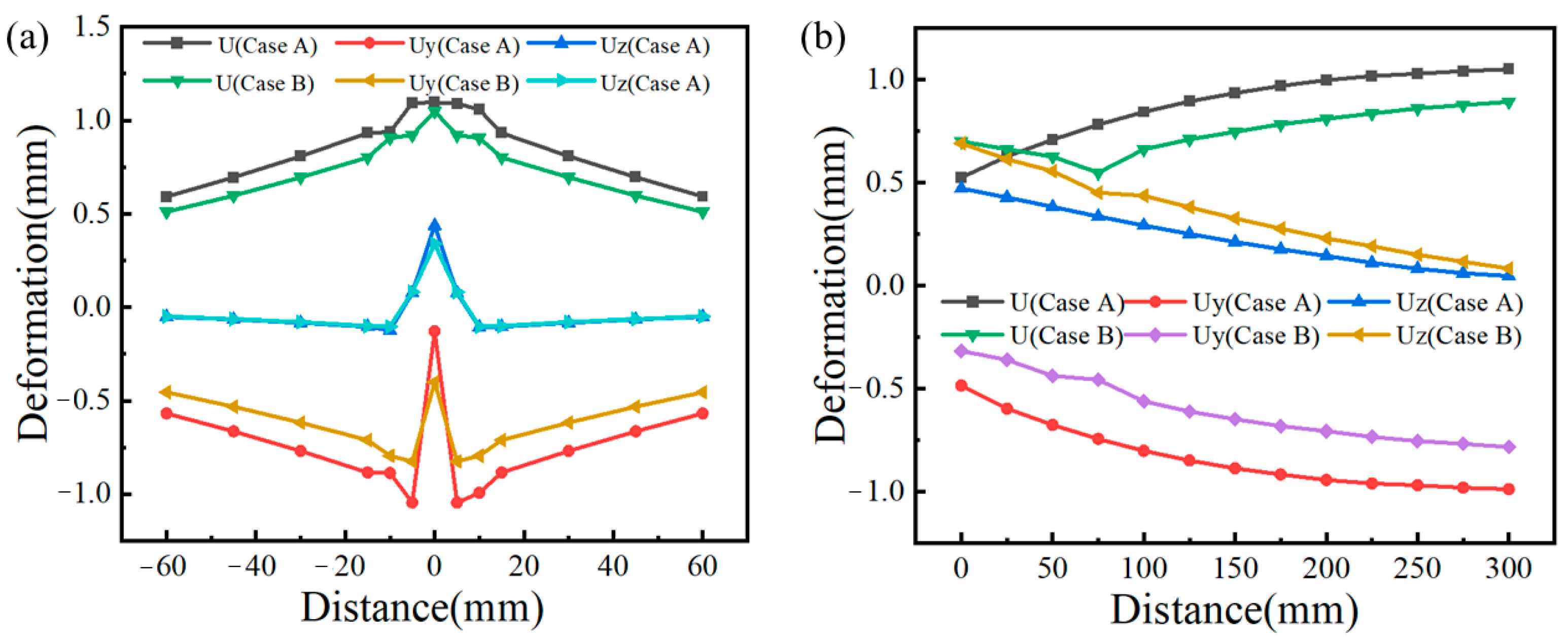
- (4)
- The welding deformation under the heating mode of the ceramic plate was significantly less than that under the traditional flame heating, and especially, the weakening effect of the deformation parallel to the weld direction was more obvious. The maximum total post-welding deformation of the ceramic sheet after heating was 1.782 mm, which was 9.06% higher than the maximum welding deformation of 1.634 mm under the traditional flame heating.
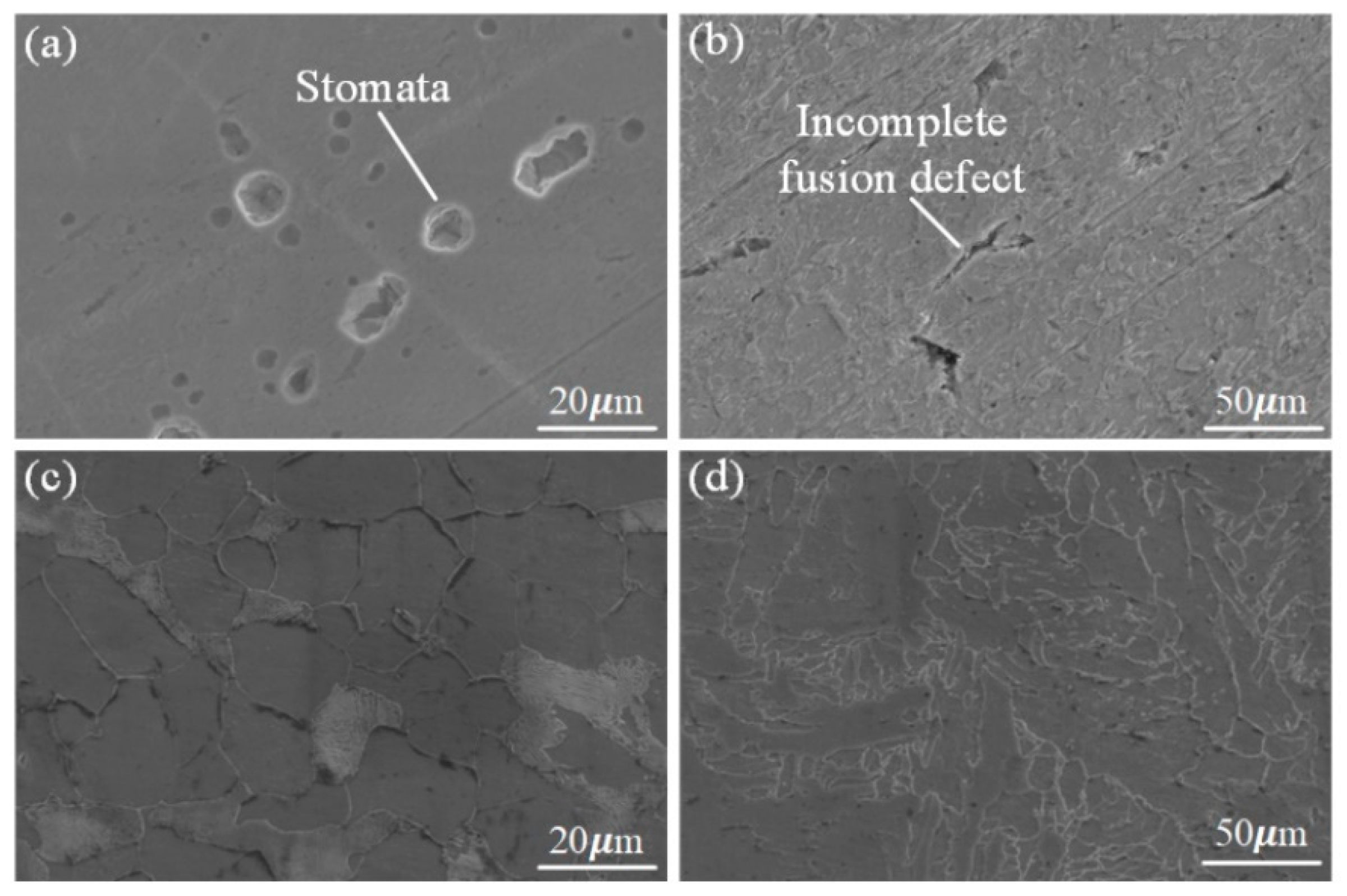
- (5)
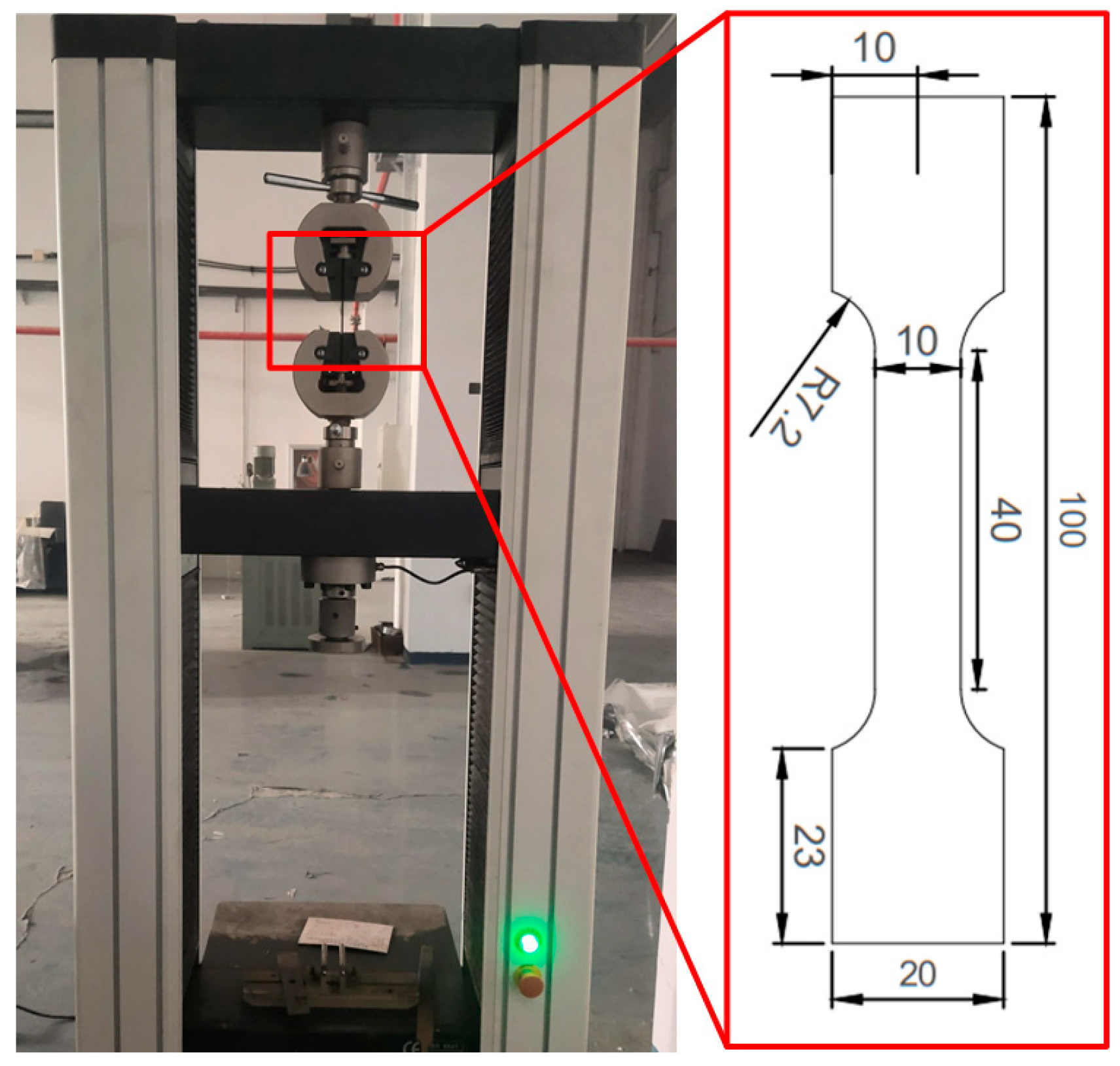
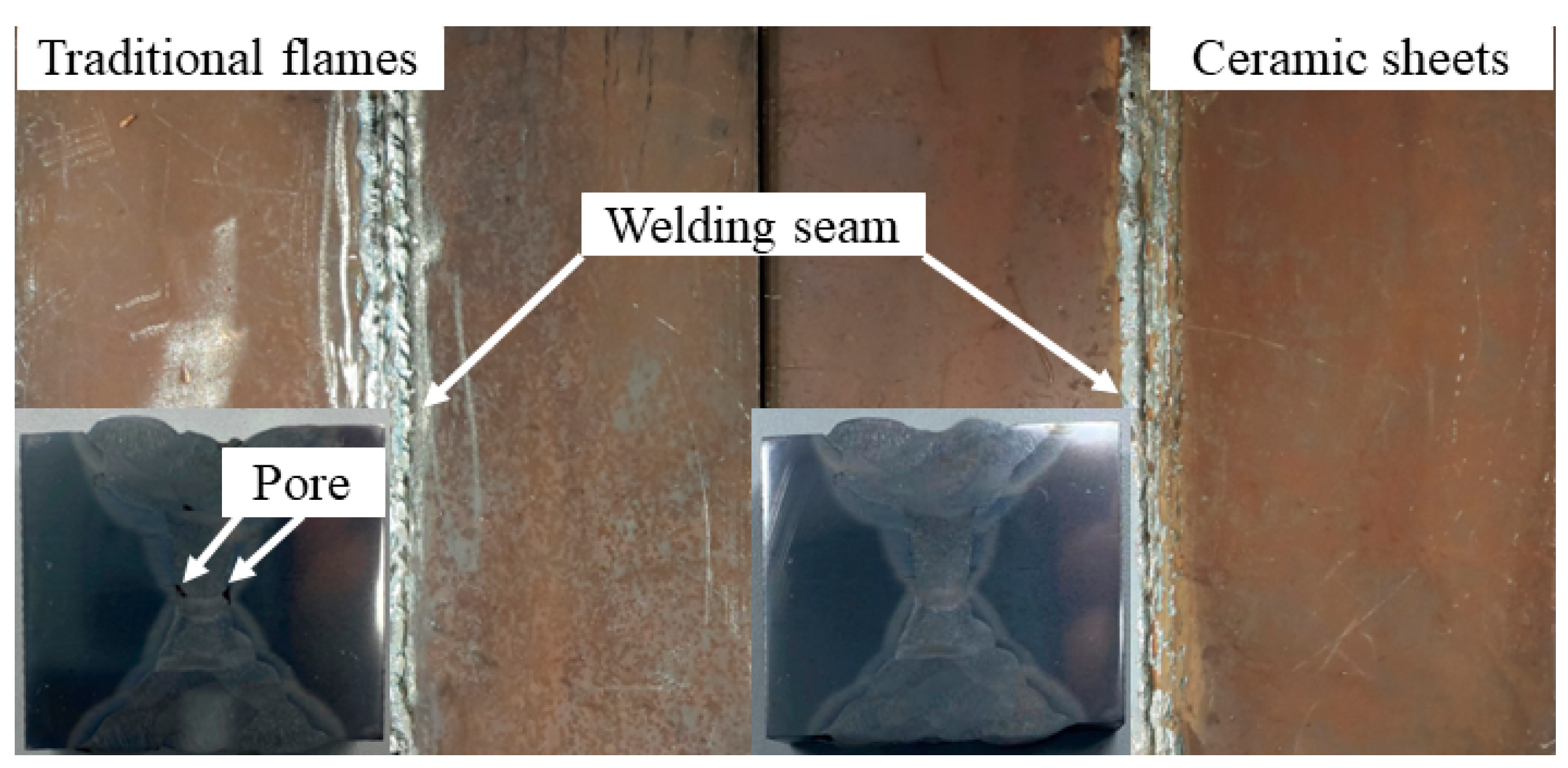
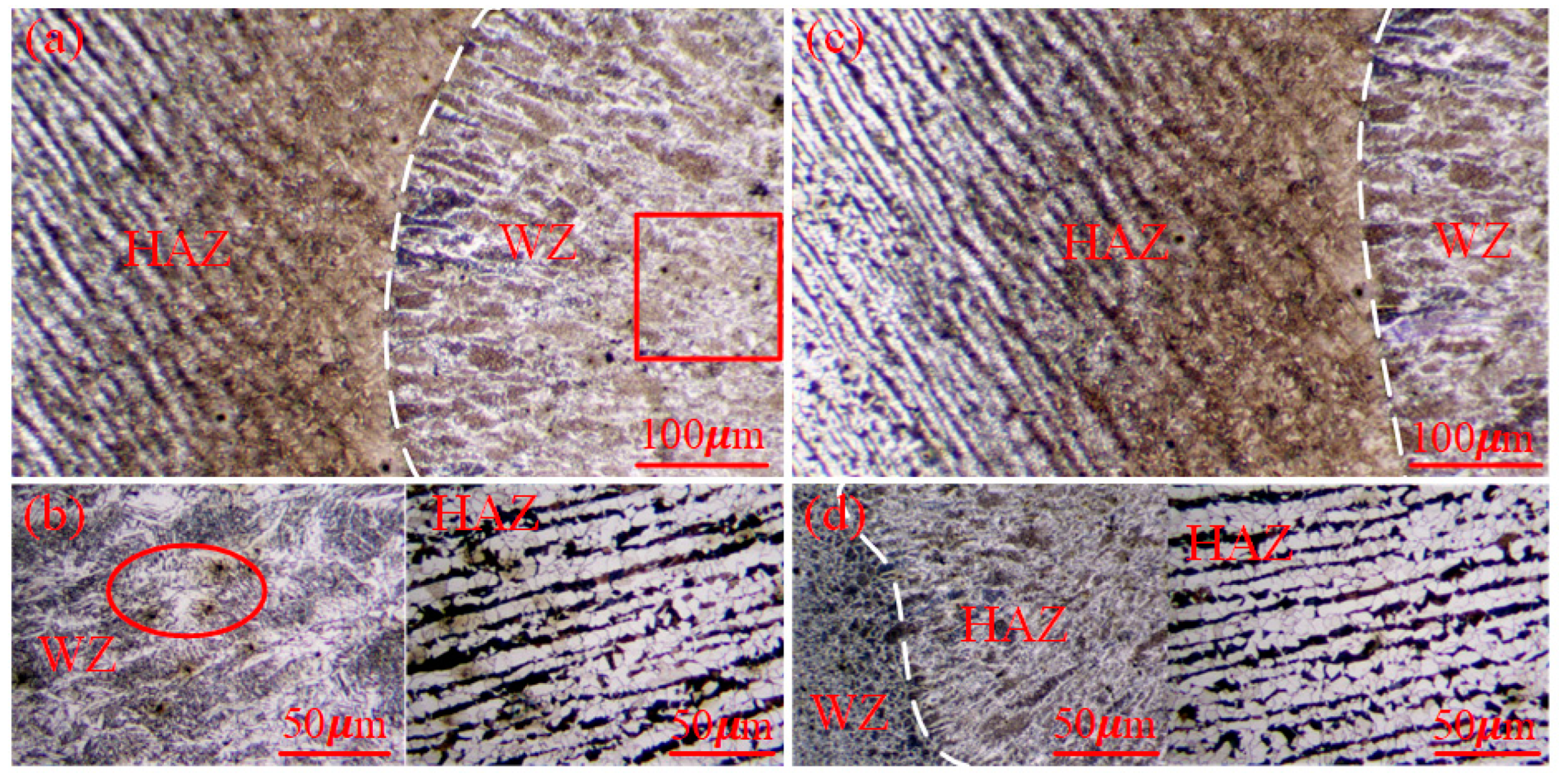
- The microcosmic experiment showed that the ceramic heating method produced a better strength and joint quality. In the flame heat treatment, the butt joint had some welding defects, such as incomplete fusion defects, and WZ and HAZ porosity defects. The weld strength of the ceramic sheet after the heat treatment was higher than that after the flame heating, while there were no obvious pores and cracks in the weld zone and weld edge, and it had a better tensile strength.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, N.; Su, C.; Wang, X.-F.; Bai, F. Research on damage evolution in thick steel plates. J. Constr. Steel Res. 2016, 122, 213–225. [Google Scholar] [CrossRef]
- Zhang, X.; Wu, L.; Andrä, H.; Gan, W.; Hofmann, M.; Wang, D.; Ni, D.; Xiao, B.; Ma, Z. Effects of welding speed on the multiscale residual stresses in friction stir welded metal matrix composites. J. Mater. Sci. Technol. 2019, 35, 824–832. [Google Scholar] [CrossRef]
- Lee, J.-H.; Jang, B.-S.; Kim, H.-J.; Shim, S.H.; Im, S.W. The effect of weld residual stress on fracture toughness at the intersection of two welding lines of offshore tubular structure. Mar. Struct. 2020, 71, 102708. [Google Scholar] [CrossRef]
- James, M.N. Residual stress influences on structural reliability. Eng. Fail. Anal. 2011, 18, 1909–1920. [Google Scholar] [CrossRef]
- Adamkowski, A.; Lewandowski, M. Analytical model of stress concentration for the welded joints with angular distortion of thin-walled pipelines. Thin-Walled Struct. 2015, 97, 101–113. [Google Scholar] [CrossRef]
- Sadeghian, B.; Taherizadeh, A.; Atapour, M. Simulation of weld morphology during friction stir welding of aluminum- stainless steel joint. J. Mater. Process. Technol. 2018, 259, 96–108. [Google Scholar] [CrossRef]
- Barsoum, Z.; Lundbäck, A. Simplified FE welding simulation of fillet welds–3D effects on the formation residual stresses. Eng. Fail. Anal. 2009, 16, 2281–2289. [Google Scholar] [CrossRef]
- Zeng, P.; Gao, Y.; Lei, L.P. Welding process simulation under varying temperatures and constraints. Mater. Sci. Eng. A 2009, 499, 287–292. [Google Scholar] [CrossRef]
- Yegaie, Y.S.; Kermanpur, A.; Shamanian, M. Numerical simulation and experimental investigation of temperature and residual stresses in GTAW with a heat sink process of Monel 400 plates. J. Mater. Process. Technol. 2010, 210, 1690–1701. [Google Scholar] [CrossRef]
- Islam, M.; Buijk, A.; Rais-Rohani, M.; Motoyama, K. Simulation-based numerical optimization of arc welding process for reduced distortion in welded structures. Finite Elem. Anal. Des. 2014, 84, 54–64. [Google Scholar] [CrossRef]
- Ai, Y.; Jiang, P.; Shao, X.; Li, P.; Wang, C.; Mi, G.; Geng, S.; Liu, Y.; Liu, W. The prediction of the whole weld in fiber laser keyhole welding based on numerical simulation. Appl. Therm. Eng. 2017, 113, 980–993. [Google Scholar] [CrossRef]
- Kik, T.; Moravec, J.; Novakova, I. Numerical simulations of X22CrMoV12-1 steel multilayer welding. Arch. Metall. Mater. 2019, 64, 1441–1448. [Google Scholar]
- Chen, G.; Shu, X.; Liu, J.; Zhang, B.; Zhang, B.; Feng, J. Investigation on microstructure of electron beam welded WC-Co/40Cr joints. Vacuum 2018, 149, 96–100. [Google Scholar] [CrossRef]
- Bal, K.S.; Dutta Majumdar, J.; Roy Choudhury, A. Effect of electron beam accelerating voltage on the melt zone area, secondary-dendrite arm spacing and fusion line microstructure of bead-on-plate welded Hastelloy C-276 sheet. Optik 2019, 183, 355–366. [Google Scholar] [CrossRef]
- Cho, D.-W.; Cho, W.-I.; Na, S.-J. Modeling and simulation of arc: Laser and hybrid welding process. J. Manuf. Process. 2014, 16, 26–55. [Google Scholar] [CrossRef]
- He, G.-Q.; Yang, Z.-G.; Xi, B.; Zhang, Y.-P.; Wang, D.; Liu, B.; Li, S. Deformation control during the welding of AP1000 main pump casing and steam generator. Nucl. Mater. Energy 2021, 29, 101090. [Google Scholar] [CrossRef]
- Zhao, M.S.; Chiew, S.P.; Lee, C.K. Post weld heat treatment for high strength steel welded connections. J. Constr. Steel Res. 2016, 122, 167–177. [Google Scholar] [CrossRef] [Green Version]
- Li, S.; Xu, W.; Xiao, G.; Zhou, Z.; Su, F.; Feng, J. Effects of Sc on laser hot-wire welding performance of 7075 aluminum alloy. Mater. Res. Express 2020, 7, 106506. [Google Scholar] [CrossRef]
- Heinze, C.; Schwenk, C.; Rethmeier, M. The effect of tack welding on numerically calculated welding-induced distortion. J. Mater. Process. Technol. 2012, 212, 308–314. [Google Scholar] [CrossRef]
- Palanisamy, V.; Solberg, J.K.; Salberg, B.; Moe, P.T. Weld thermal simulation of API 5CT L80 grade steel. Weld. World 2021, 65, 1983–1995. [Google Scholar] [CrossRef]
- Köse, C. Heat treatment and heat input effects on the dissimilar laser beam welded AISI 904L super austenitic stainless steel to AISI 317L austenitic stainless steel: Surface, texture, microstructure and mechanical properties. Vacuum 2022, 205, 111440. [Google Scholar] [CrossRef]
- Ola, O.T.; Ojo, O.A.; Chaturvedi, M.C. On the development of a new pre-weld thermal treatment procedure for preventing heat-affected zone (HAZ) liquation cracking in nickel-base IN 738 superalloy. Philos. Mag. 2014, 94, 3295–3316. [Google Scholar] [CrossRef]
- Panov, D.; Naumov, S.; Stepanov, N.; Sokolovsky, V.; Volokitina, E.; Kashaev, N.; Salishchev, G.; Ventzke, V.; Dinse, R.; Riekehr, S.; et al. Effect of pre-heating and post-weld heat treatment on structure and mechanical properties of laser beam-welded Ti2AlNb-based joints. Intermetallics 2022, 143, 107466. [Google Scholar] [CrossRef]
- Luo, Z.; Ao, S.; Chao, Y.J.; Cui, X.; Li, Y.; Lin, Y. Application of Pre-heating to Improve the Consistency and Quality in AA5052 Resistance Spot Welding. J. Mater. Eng. Perform. 2015, 24, 3881–3891. [Google Scholar] [CrossRef]
- Guo, L.; Zhang, X.-Z.; Feng, C.-X. Continuous bending and straightening technology of Q345c slab based on high-temperature creep deformation. J. Iron Steel Res. Int. 2017, 24, 595–600. [Google Scholar] [CrossRef]
- Zhang, C.; Gong, M.; Zhu, L. Post-fire mechanical behavior of Q345 structural steel after repeated cooling from elevated temperatures with fire-extinguishing foam. J. Constr. Steel Res. 2022, 191, 107201. [Google Scholar] [CrossRef]
- Dai, W.-H.; Song, Y.-T.; Xin, J.-J.; Fang, C.; Wei, J.; Wu, J.-F. Numerical simulation of the ITER BTCC prototype case enclosure welding. Fusion Eng. Des. 2020, 154, 111538. [Google Scholar] [CrossRef]
- Lezaack, M.B.; Simar, A. Avoiding abnormal grain growth in thick 7XXX aluminium alloy friction stir welds during T6 post heat treatments. Mater. Sci. Eng. A 2021, 807, 140901. [Google Scholar] [CrossRef]
- Kumar, U.; Gope, D.K.; Srivastava, J.P.; Chattopadhyaya, S.; Das, A.K.; Krolczyk, G. Experimental and Numerical Assessment of Temperature Field and Analysis of Microstructure and Mechanical Properties of Low Power Laser Annealed Welded Joints [J/OL]. Materials 2018, 11, 11091514. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Chen, X.; Yang, L.; Zhang, G. Sequentially combined thermo-mechanical and mechanical simulation of double-pulse MIG welding of 6061-T6 aluminum alloy sheets. J. Manuf. Process. 2022, 77, 616–631. [Google Scholar] [CrossRef]
- Chen, L.; Zhang, Y.; Xue, X.; Wang, B.; Yang, J.; Zhang, Z.; Tyrer, N.; Barber, G.C. Investigation on shearing strength of resistance spot-welded joints of dissimilar steel plates with varying welding current and time. J. Mater. Res. Technol. 2022, 16, 1021–1028. [Google Scholar] [CrossRef]
- Wu, T.; Ma, Y.; Xia, H.; Geng, P.; Niendorf, T.; Ma, N. Measurement and simulation of residual stresses in laser welded CFRP/steel lap joints. Compos. Struct. 2022, 292, 115687. [Google Scholar] [CrossRef]
- Yang, B.; Lin, D.; Xia, H.; Li, H.; Wang, P.; Jiao, J.; Chen, X.; Tan, C.; Li, L.; Wang, Q.; et al. Welding characterization evolutions for dual spot laser welded-brazed Al/steel joint with various spot configurations. J. Mater. Res. Technol. 2022, 19, 697–708. [Google Scholar] [CrossRef]
- Muaz, M.; Choudhury, S.K. Experimental investigations and multi-objective optimization of MQL-assisted milling process for finishing of AISI 4340 steel. Measurement 2019, 138, 557–569. [Google Scholar] [CrossRef]
- Keränen, L.; Nousiainen, O.; Javaheri, V.; Kaijalainen, A.; Pokka, A.-P.; Keskitalo, M.; Niskanen, J.; Kurvinen, E. Mechanical properties of welded ultrahigh-strength S960 steel at low and elevated temperatures. J. Constr. Steel Res. 2022, 198, 107517. [Google Scholar] [CrossRef]
- Lee, C.-H.; Chang, K.-H.; Van Do, V.N. Finite element modeling of residual stress relaxation in steel butt welds under cyclic loading. Eng. Struct. 2015, 103, 63–71. [Google Scholar] [CrossRef]
- Chen, G.; Xue, W.; Jia, Y.; Shen, S.; Liu, G. Microstructure and mechanical property of WC-10Co/RM80 steel dissimilar resistance spot welding joint. Mater. Sci. Eng. A 2020, 776, 139008. [Google Scholar] [CrossRef]
- Wei, H.L.; Elmer, J.W.; Debroy, T. Crystal growth during keyhole mode laser welding. Acta Mater. 2017, 133, 10–20. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition (%) | C | Mn | Si | S | P | Cr | Mo | V | Cu | Ni |
| 0.15 | 1.44 | 0.23 | 0.005 | 0.013 | 0.025 | 0.0077 | 0.031 | 0.016 | 0.0095 |
| Parameters | Unit | Welding | ||
|---|---|---|---|---|
| 1 | 2 | 3 | ||
| Voltage of welding | V | 21 | 22 | 23 |
| Current of welding | A | 110 | 115 | 120 |
| Power of welding | W | 1733 | 1898 | 2070 |
| Speed of welding | mm/s | 0.1 | ||
| Heat Treatment Method | Yield Strength (MPa) | Tensile Strength (MPa) |
|---|---|---|
| Flame heating | 503 | 523 |
| Ceramic heating | 542 | 569 |
| BM | 587 | 612 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, J.; Ji, H.; Zhong, Y.; Cui, G.; Xu, L.; Wang, X. Effects of Different Pre-Heating Welding Methods on the Temperature Field, Residual Stress and Deformation of a Q345C Steel Butt-Welded Joint. Materials 2023, 16, 4782. https://doi.org/10.3390/ma16134782
Yuan J, Ji H, Zhong Y, Cui G, Xu L, Wang X. Effects of Different Pre-Heating Welding Methods on the Temperature Field, Residual Stress and Deformation of a Q345C Steel Butt-Welded Joint. Materials. 2023; 16(13):4782. https://doi.org/10.3390/ma16134782
Chicago/Turabian StyleYuan, Jie, Hongchao Ji, Yingzhuo Zhong, Guofa Cui, Linglong Xu, and Xiuli Wang. 2023. "Effects of Different Pre-Heating Welding Methods on the Temperature Field, Residual Stress and Deformation of a Q345C Steel Butt-Welded Joint" Materials 16, no. 13: 4782. https://doi.org/10.3390/ma16134782