
A Finite Element Analysis on the Effect of Scanning Pattern and Energy on Residual Stress and Deformation in Wire Arc Additive Manufacturing of EH36 Steel
Abstract
:1. Introduction
2. Materials and Methods
2.1. Thermal Analysis
2.2. Mechanical Analysis
2.3. Material Properties
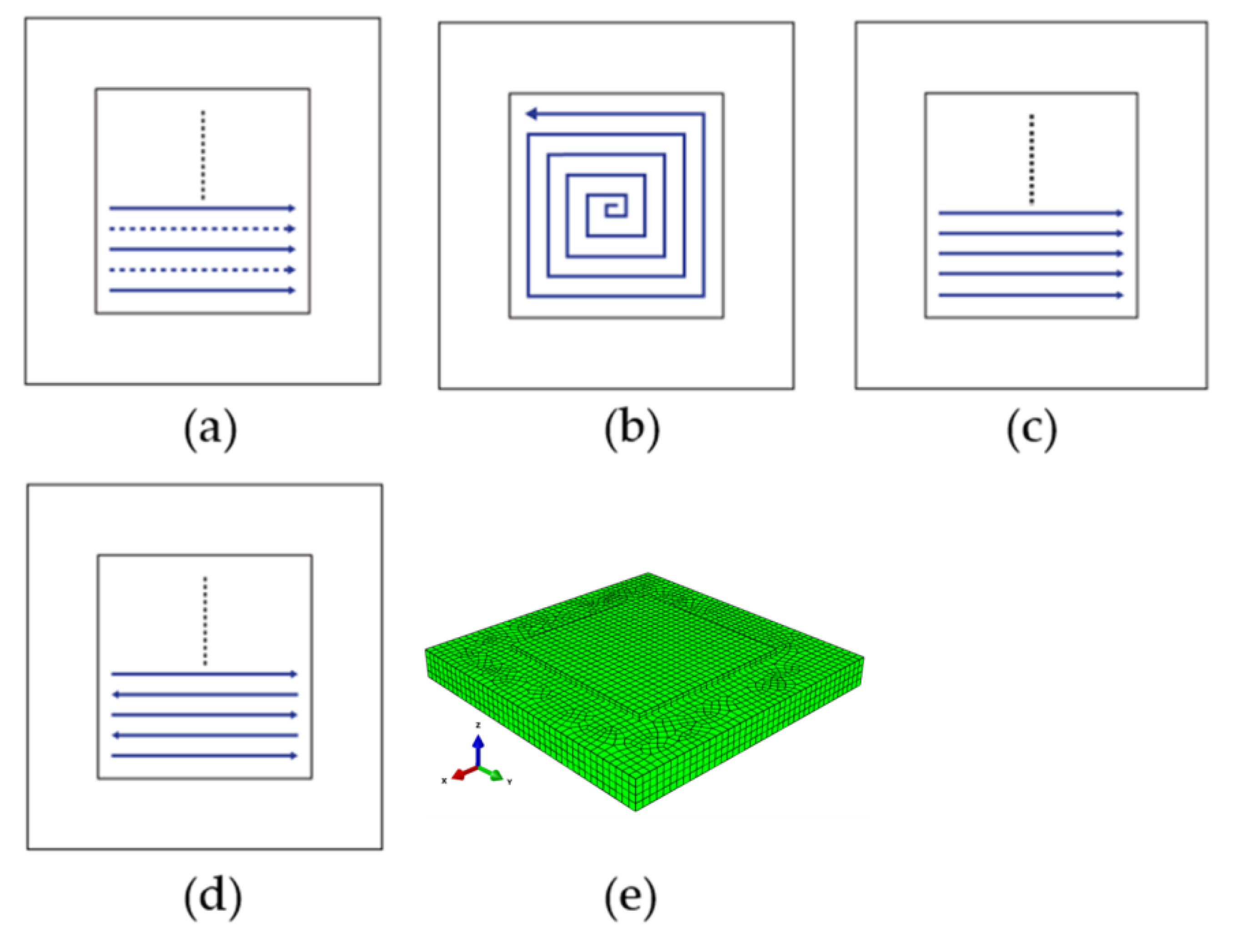
2.4. Deposition Patterns
3. Results and Discussions
3.1. Temperature Analysis
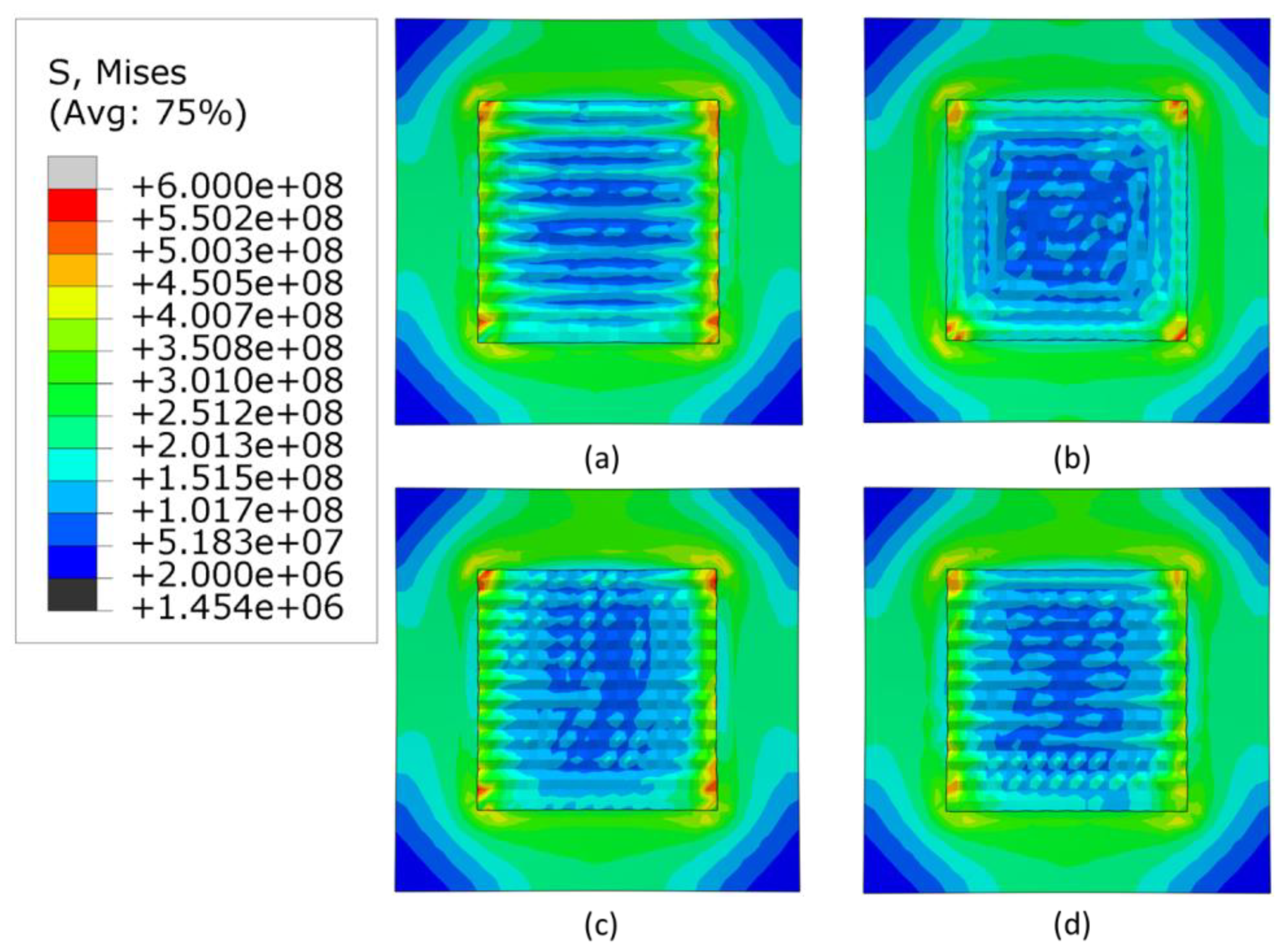
3.2. Stress Analysis
3.3. Warpage Analysis
3.4. Difference between Single Layer and Multi-Layer Results
3.4.1. Stress
3.4.2. Warpage
4. Conclusions
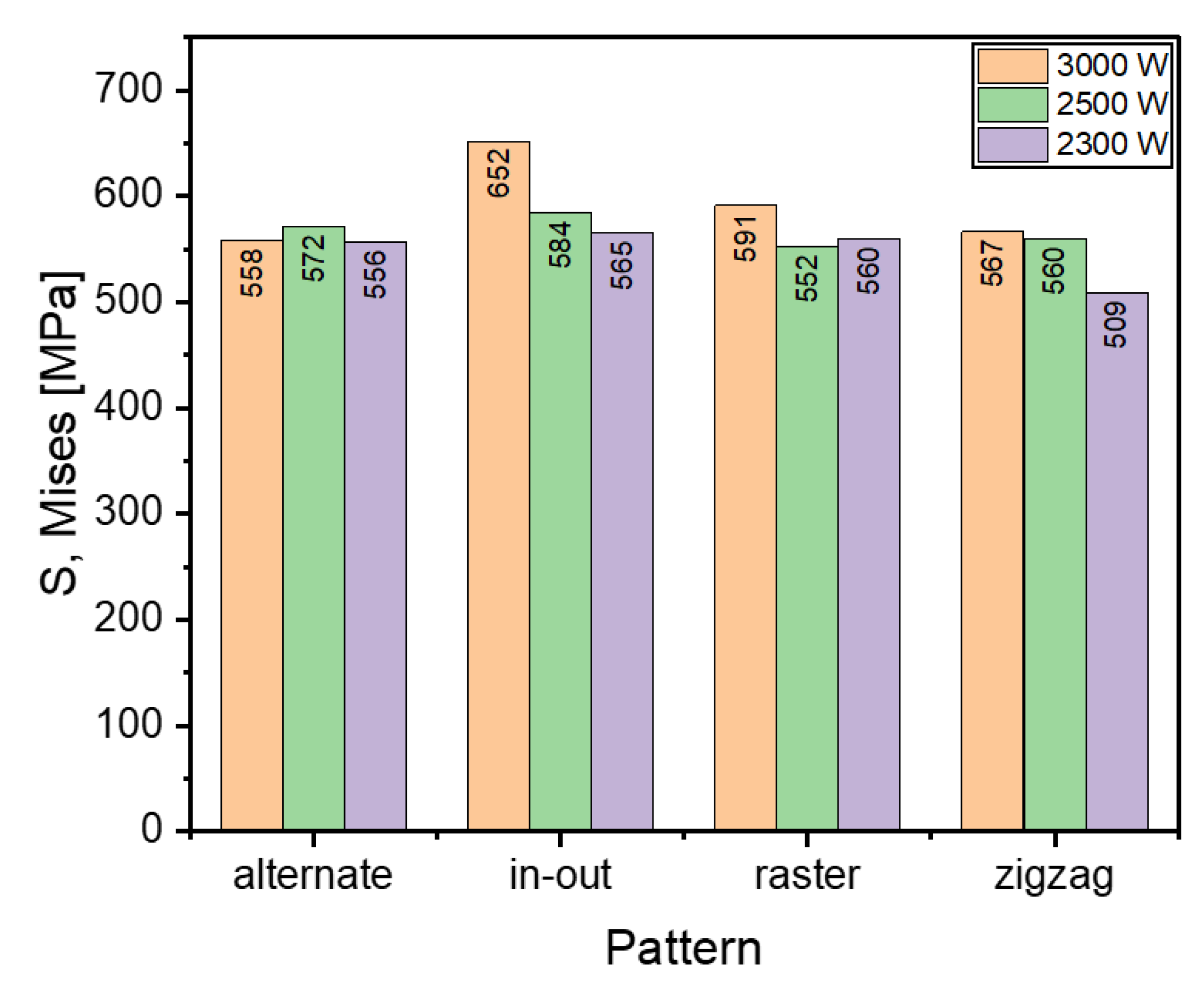
- Analyses show that the in-out scanning pattern leads to the highest residual stress (652 MPa) while the zigzag pattern results in the lowest residual stress (567 MPa) among all scanning energies considered in this study. The difference is up to 15%. This trend results from the discontinuous nature of the pattern.
- The difference between the highest and the lowest stress across patterns decreases with lower heat source power. When the heat source power is 3000 W, the difference is 85 MPa, while it decreases to 56 MPa. It should be noted that the influence of heat source energy on the residual stress decreases for all cases considered in this study.
- Warpage/distortion is proportional to the power of the heat source, regardless of the pattern. The deflection for 3000 W heat source energy is calculated as 0.41–0.54 mm; it decreases to 0.33–0.35 mm, depending on the scanning type.
- With added layers, residual stress increases significantly for the in-out pattern (from 531 MPa to 652 MPa) and slightly increases for the raster pattern (from 550 MPa to 591 MPa).
- The value of the highest warpage increases with the addition of a new layer. It increases by 23% in the alternate pattern, and by 15–16% for other scanning patterns considered in this study.
- Findings in the present study also show that the scanning pattern affects the residual stress and deformation more than does the scanning energy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Singh, S.R.; Khanna, P. Wire arc additive manufacturing (WAAM): A new process to shape engineering materials. Mater. Today Proc. 2021, 44, 118–128. [Google Scholar] [CrossRef]
- Taşdemir, A.; Nohut, S. An overview of wire arc additive manufacturing (WAAM) in shipbuilding industry. Ships Offshore Struct. 2021, 16, 797–814. [Google Scholar] [CrossRef]
- Jin, W.; Zhang, C.; Jin, S.; Tian, Y.; Wellmann, D.; Liu, W. Wire arc additive manufacturing of stainless steels: A review. Appl. Sci. 2020, 10, 1563. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Xu, Y.; Ge, Y.; Hou, Z.; Chen, S. Wire and arc additive manufacturing of metal components: A review of recent research developments. Int. J. Adv. Manuf. Technol. 2020, 111, 149–198. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. A tool-path generation strategy for wire and arc additive manufacturing. Int. J. Adv. Manuf. Technol. 2014, 73, 173–183. [Google Scholar] [CrossRef] [Green Version]
- Zhang, C.; Shen, C.; Hua, X.; Li, F.; Zhang, Y.; Zhu, Y. Influence of wire-arc additive manufacturing path planning strategy on the residual stress status in one single buildup layer. Int. J. Adv. Manuf. Technol. 2020, 111, 797–806. [Google Scholar] [CrossRef]
- Rajan, V.; Srinivasan, V.; Tarabanis, K.A. The optimal zigzag direction for filling a two-dimensional region. Rapid Prototyp. J. 2001, 7, 231–241. [Google Scholar] [CrossRef]
- Wu, Q.; Mukherjee, T.; Liu, C.; Lu, J.; DebRoy, T. Residual stresses and distortion in the patterned printing of titanium and nickel alloys. Addit. Manuf. 2019, 29, 100808. [Google Scholar] [CrossRef]
- Sun, L.; Ren, X.; He, J.; Zhang, Z. Numerical investigation of a novel pattern for reducing residual stress in metal additive manufacturing. J. Mater. Sci. Technol. 2021, 67, 11–22. [Google Scholar] [CrossRef]
- Cheng, B.; Shrestha, S.; Chou, K. Stress and deformation evaluations of scanning strategy effect in selective laser melting. Addit. Manuf. 2016, 12, 240–251. [Google Scholar]
- Song, J.; Wu, W.; Zhang, L.; He, B.; Lu, L.; Ni, X.; Long, Q.; Zhu, G. Role of scanning strategy on residual stress distribution in Ti-6Al-4V alloy prepared by selective laser melting. Optik 2018, 170, 342–352. [Google Scholar] [CrossRef]
- Somashekara, M.; Naveenkumar, M.; Kumar, A.; Viswanath, C.; Simhambhatla, S. Investigations into effect of weld-deposition pattern on residual stress evolution for metallic additive manufacturing. Int. J. Adv. Manuf. Technol. 2017, 90, 2009–2025. [Google Scholar] [CrossRef]
- Köhler, M.; Sun, L.; Hensel, J.; Pallaspuro, S.; Kömi, J.; Dilger, K.; Zhang, Z. Comparative study of deposition patterns for DED-Arc additive manufacturing of Al-4046. Mater. Des. 2021, 210, 110122. [Google Scholar] [CrossRef]
- Ali, M.H.; Han, Y.S. Effect of Phase Transformations on Scanning Strategy in WAAM Fabrication. Materials 2021, 14, 7871. [Google Scholar] [CrossRef]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Ding, J.; Colegrove, P.; Mehnen, J.; Ganguly, S.; Almeida, P.M.S.; Wang, F.; Williams, S. Thermo-mechanical analysis of Wire and Arc Additive Layer Manufacturing process on large multi-layer parts. Comput. Mater. Sci. 2011, 50, 3315–3322. [Google Scholar] [CrossRef] [Green Version]
- Hu, Z.; Qin, X.; Shao, T.; Liu, H. Understanding and overcoming of abnormity at start and end of the weld bead in additive manufacturing with GMAW. Int. J. Adv. Manuf. Technol. 2018, 95, 2357–2368. [Google Scholar] [CrossRef]
- Ding, J. Thermo-Mechanical Analysis of Wire and Arc Additive Manufacturing Process. Ph.D. Thesis, Cranfield University, Silsoe, UK, 2012. [Google Scholar]
- Wu, W.; Tor, S.B.; Chua, C.K.; Leong, K.F.; Merchant, A. Investigation on processing of ASTM A131 Eh36 high tensile strength steel using selective laser melting. Virtual Phys. Prototyp. 2015, 10, 187–193. [Google Scholar] [CrossRef]
- Ziółkowski, M.; Dyl, T. Possible Applications of Additive Manufacturing Technologies in Shipbuilding: A Review. Machines 2020, 8, 84. [Google Scholar] [CrossRef]
- Vahedi Nemani, A.; Ghaffari, M.; Nasiri, A. Comparison of microstructural characteristics and mechanical properties of shipbuilding steel plates fabricated by conventional rolling versus wire arc additive manufacturing. Addit. Manuf. 2020, 32, 101086. [Google Scholar] [CrossRef]
- Rong, Y.; Lei, T.; Xu, J.; Huang, Y.; Wang, C. Residual stress modelling in laser welding marine steel EH36 considering a thermodynamics-based solid phase transformation. Int. J. Mech. Sci. 2018, 146, 180–190. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (mm) | (mm) | (mm) | (mm) | ||
|---|---|---|---|---|---|
| 2 | 6 | 2.5 | 2.3 | 0.6 | 1.4 |
| εpl | H (MPa) (T = 20 °C) | H (MPa) (T = 700 °C) | H (MPa) (T = 1300 °C) |
|---|---|---|---|
| 0.0 | 0 | 0 | 0 |
| 0.1 | 290 | 200 | 8.75 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ali, M.H.; Han, Y.S. A Finite Element Analysis on the Effect of Scanning Pattern and Energy on Residual Stress and Deformation in Wire Arc Additive Manufacturing of EH36 Steel. Materials 2023, 16, 4698. https://doi.org/10.3390/ma16134698
Ali MH, Han YS. A Finite Element Analysis on the Effect of Scanning Pattern and Energy on Residual Stress and Deformation in Wire Arc Additive Manufacturing of EH36 Steel. Materials. 2023; 16(13):4698. https://doi.org/10.3390/ma16134698
Chicago/Turabian StyleAli, Muhammad Hassaan, and You Sung Han. 2023. "A Finite Element Analysis on the Effect of Scanning Pattern and Energy on Residual Stress and Deformation in Wire Arc Additive Manufacturing of EH36 Steel" Materials 16, no. 13: 4698. https://doi.org/10.3390/ma16134698