
Improving the Mechanical Properties of Mg-5Al-2Ca-1Mn-0.5Zn Alloy through Rotary Swaging

Abstract
:1. Introduction
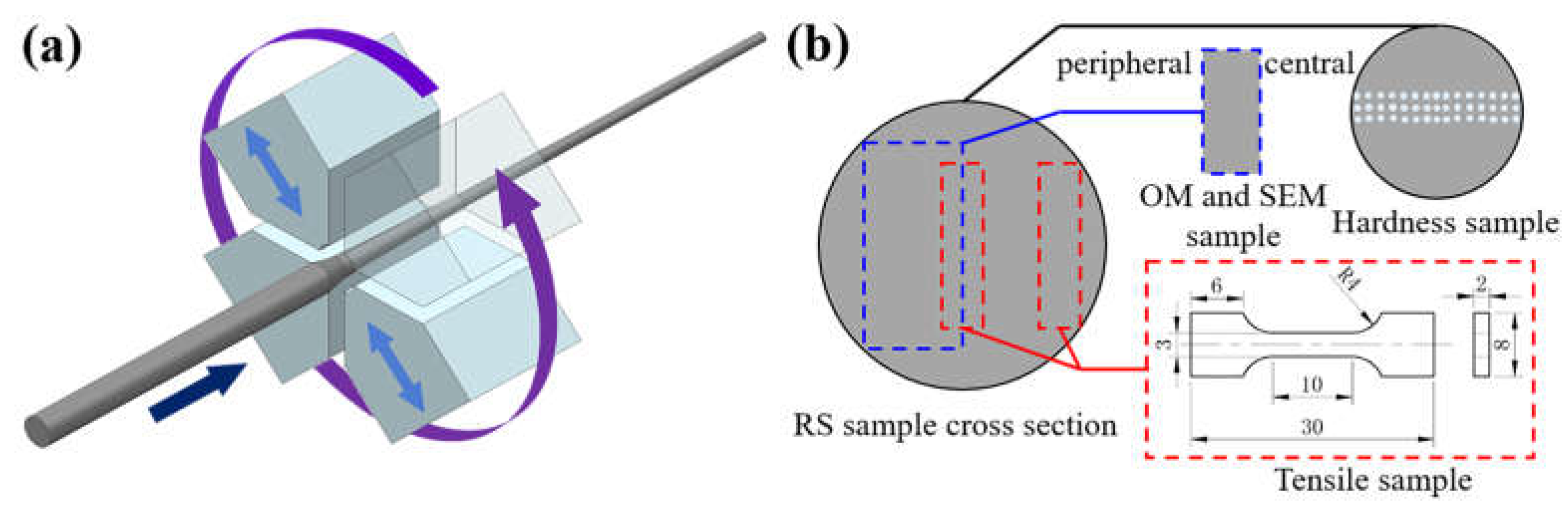
2. Materials and Methods
3. Results and Discussion
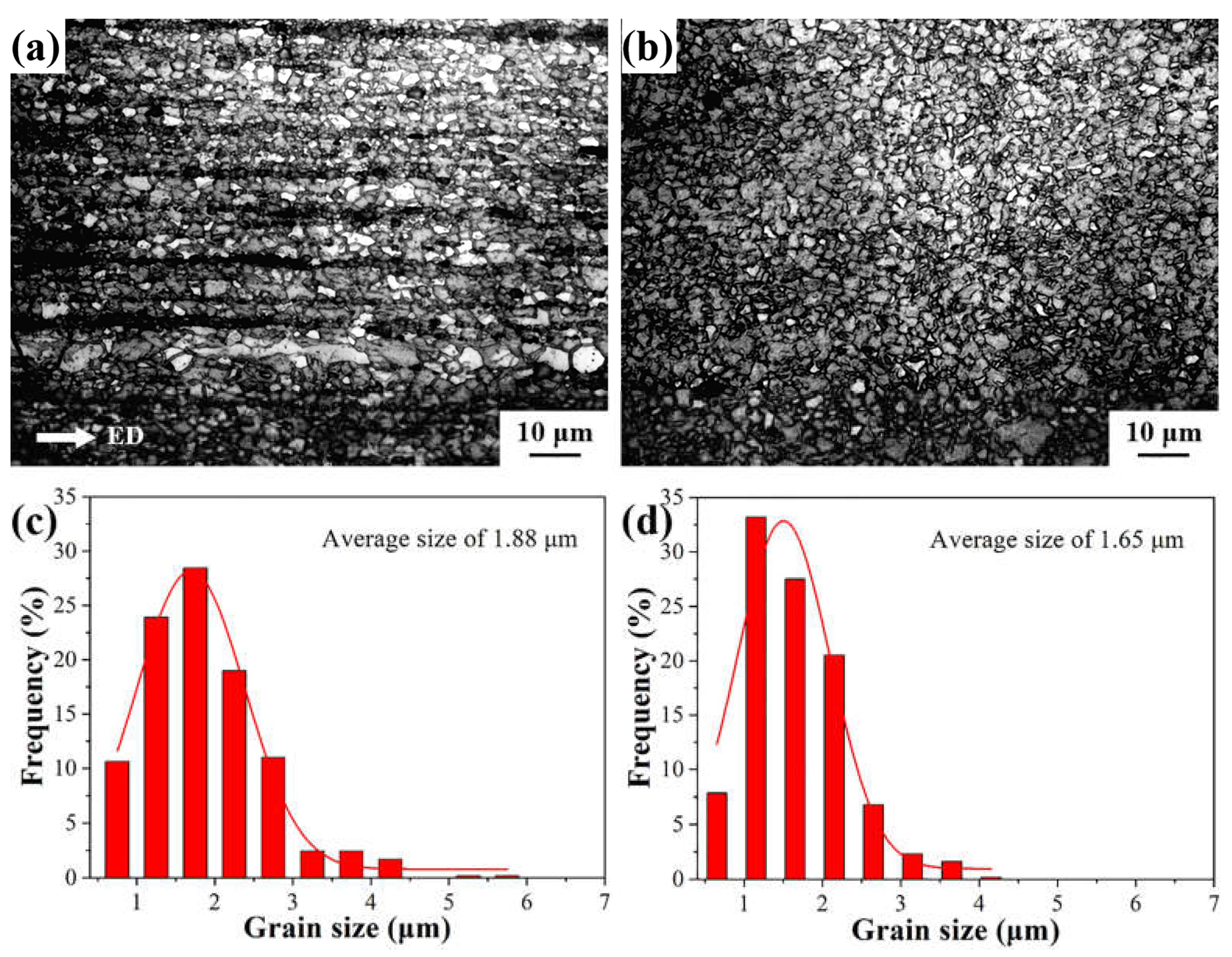
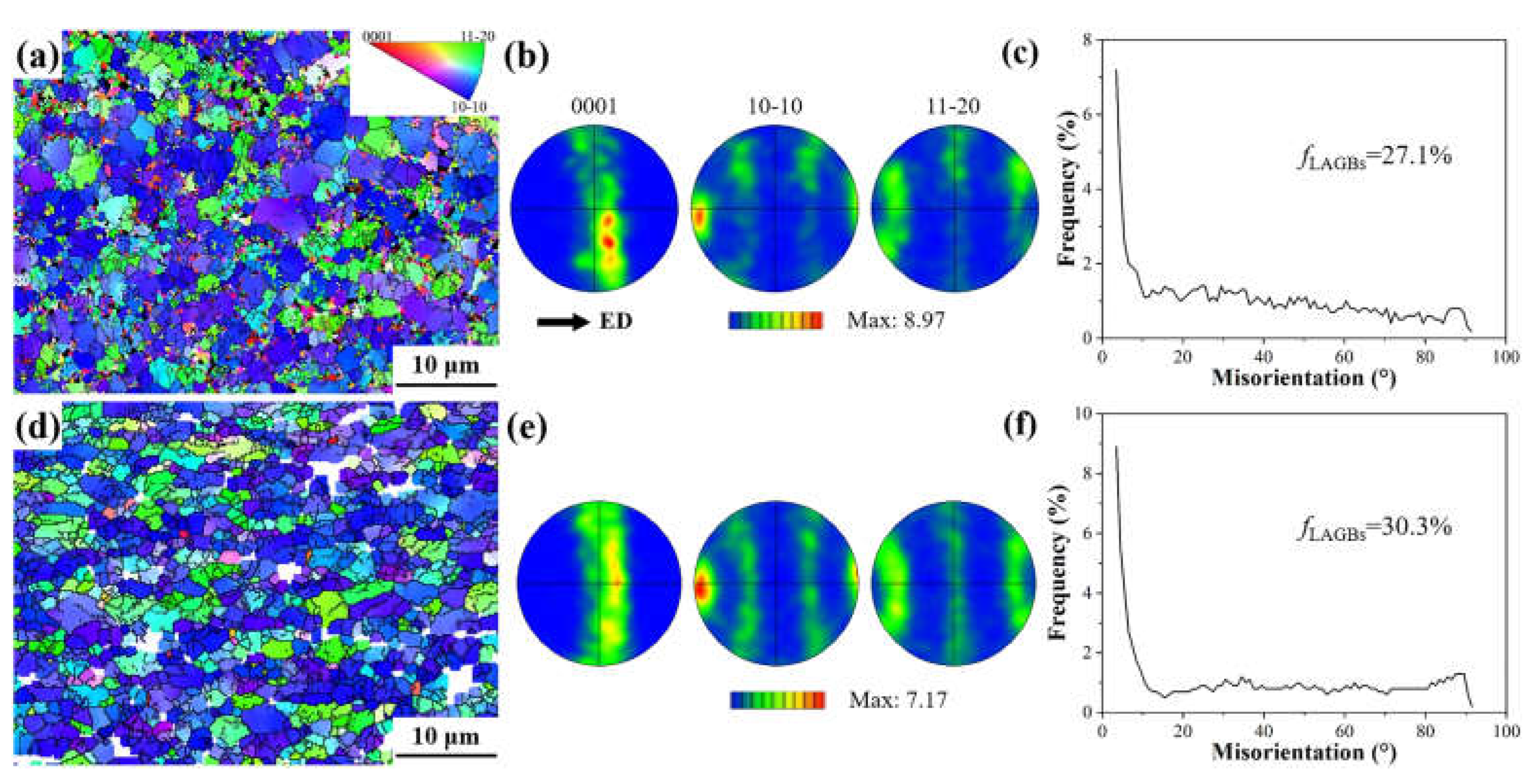
3.1. Microstructure Analyses
3.2. Mechanical Properties
3.3. Strengthening Mechanism
4. Conclusions
- (1)
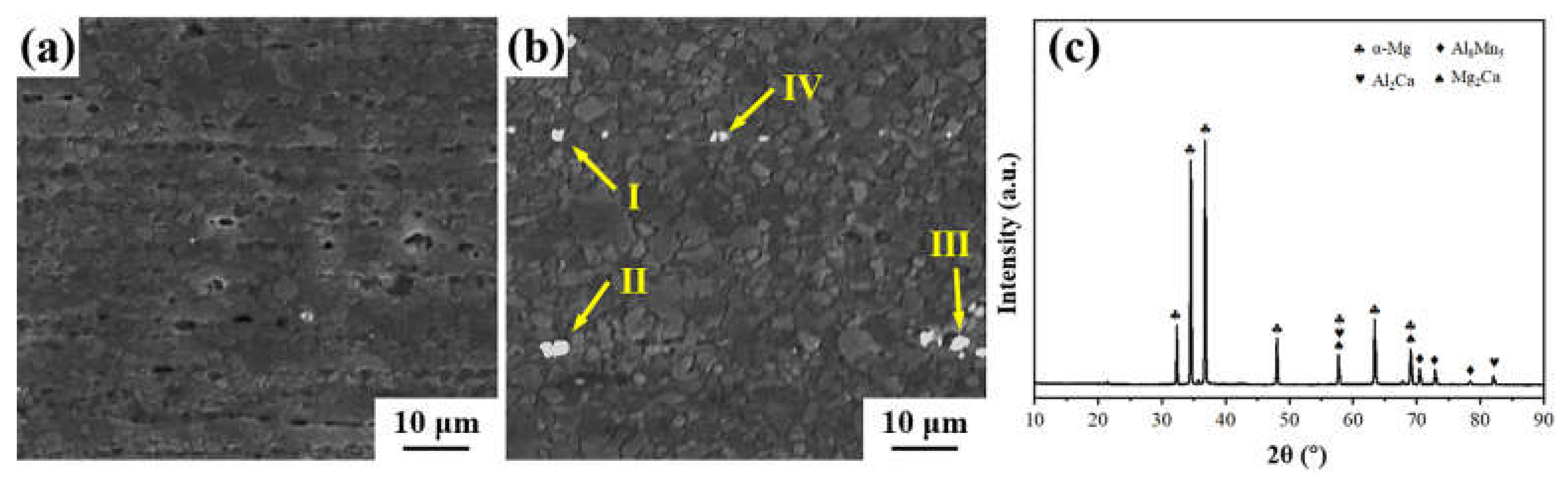
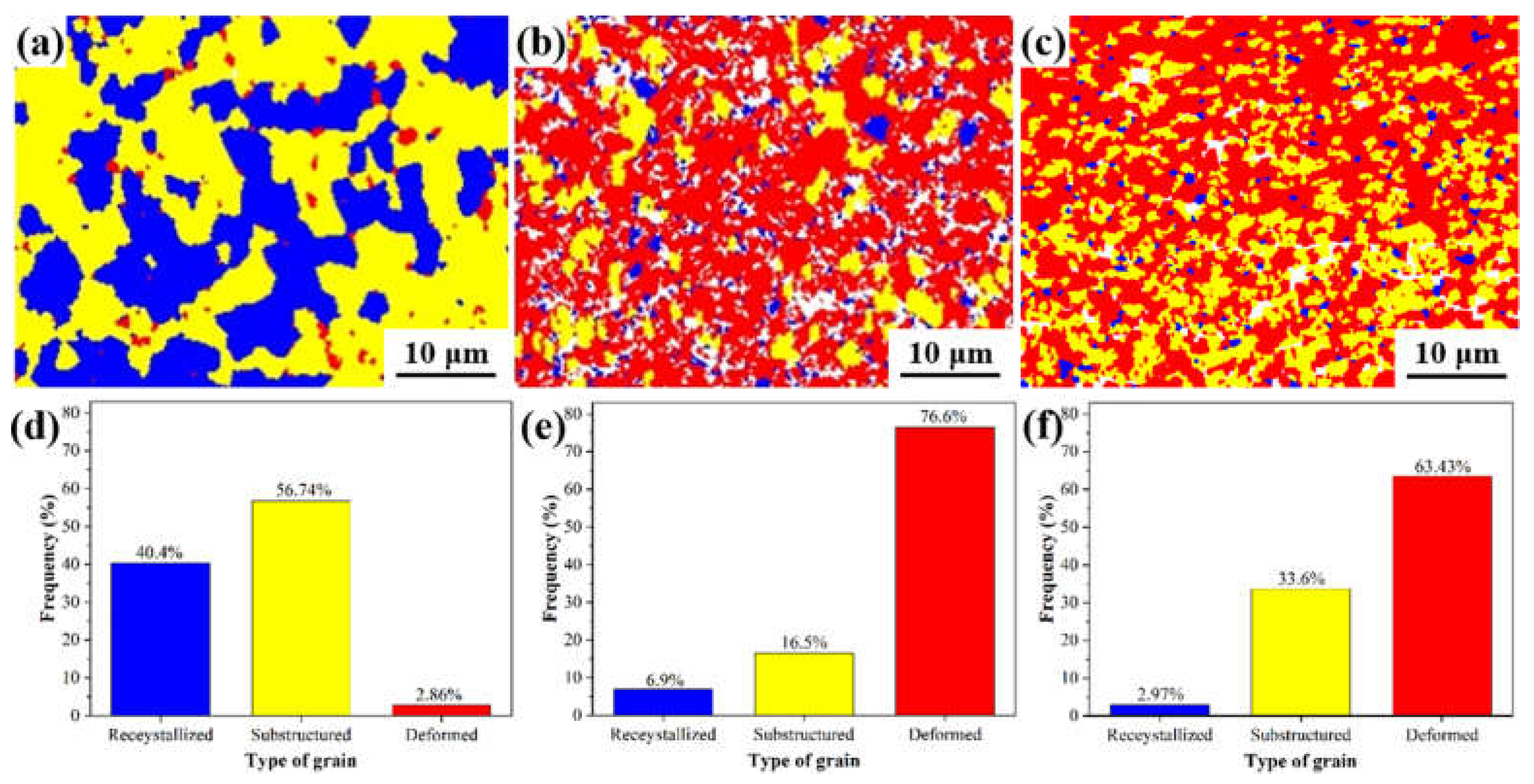
- The grain size is obviously refined, and the proportion of low-angle grain boundaries increases significantly after rotary swaging, especially in the peripheral area. The second phase particles are mainly composed of Al8Mn5, which are broken and partially dissolved into the matrix during rotary swaging.
- (2)
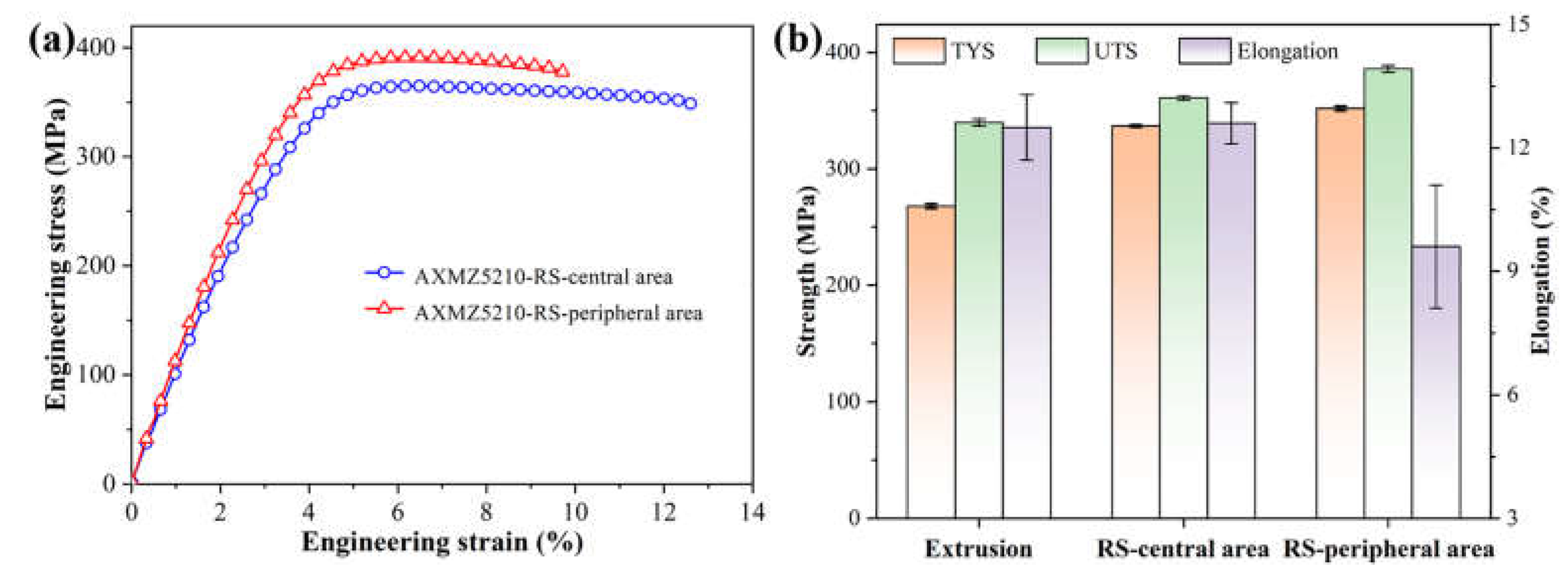
- The YS and UTS of the alloy are significantly improved after rotary swaging, which can be mainly attributed to fine grain strengthening. The strengthening effect of the peripheral area is more significant, and its YS and UTS reach 352 MPa and 386 MPa, respectively.
- (3)
- The as-swaged Mg-5Al-2Ca-1Mn-0.5Zn alloy still maintains high plasticity (elongation of 9.6%) with good strength–ductility synergy while improving strength, which is related to the activation of non-basal slips during rotary swaging.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rivard, E.; Trudeau, M.; Zaghib, K. Hydrogen Storage for Mobility: A Review. Materials 2019, 12, 1973. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lyu, J.; Kudiiarov, V.; Lider, A. Experimentally Observed Nucleation and Growth Behavior of Mg/MgH2 during De/Hydrogenation of MgH2/Mg: A Review. Materials 2022, 15, 8004. [Google Scholar] [CrossRef] [PubMed]
- Dong, X.; Feng, L.; Wang, S.; Nyberg, E.A.; Ji, S. A New Die-Cast Magnesium Alloy for Applications at Higher Elevated Temperatures of 200–300 °C. J. Magnes. Alloy. 2021, 9, 90–101. [Google Scholar] [CrossRef]
- Song, J.; She, J.; Chen, D.; Pan, F. Latest Research Advances On Magnesium and Magnesium Alloys Worldwide. J. Magnes. Alloy. 2020, 8, 1–41. [Google Scholar] [CrossRef]
- Jin, C.; Liu, Z.; Yu, W.; Qin, C.; Yu, H.; Wang, Z. Biodegradable Mg-Zn-Ca-Based Metallic Glasses. Materials 2022, 15, 2172. [Google Scholar] [CrossRef]
- Ando, D.; Koike, J.; Sutou, Y. The Role of Deformation Twinning in the Fracture Behavior and Mechanism of Basal Textured Magnesium Alloys. Mater. Sci. Eng. A 2014, 600, 145–152. [Google Scholar] [CrossRef]
- Wan, Y.; Tang, B.; Gao, Y.; Tang, L.; Sha, G.; Zhang, B.; Liang, N.; Liu, C.; Jiang, S.; Chen, Z.; et al. Bulk Nanocrystalline High-Strength Magnesium Alloys Prepared Via Rotary Swaging. Acta Mater. 2020, 200, 274–286. [Google Scholar] [CrossRef]
- Badkoobeh, F.; Mostaan, H.; Rafiei, M.; Bakhsheshi-Rad, H.R.; Berto, F. Friction Stir Welding/Processing of Mg-Based Alloys: A Critical Review on Advancements and Challenges. Materials 2021, 14, 6726. [Google Scholar] [CrossRef]
- Ma, C.; Duan, X.; Guo, X.; Qiao, H.; Zhang, L.; Wu, P. Numerical Study On the Effect of Pre-Strain On Detwinning in Rolled Mg Alloy AZ31. Materials 2021, 14, 6069. [Google Scholar] [CrossRef]
- Sharma, S.; Handa, A.; Singh, S.S.; Verma, D. Influence of Tool Rotation Speeds On Mechanical and Morphological Properties of Friction Stir Processed Nano Hybrid Composite of MWCNT-Graphene-AZ31 Magnesium. J. Magnes. Alloy. 2019, 7, 487–500. [Google Scholar] [CrossRef]
- Luo, X.; Feng, Z.; Yu, T.; Luo, J.; Huang, T.; Wu, G.; Hansen, N.; Huang, X. Transitions in Mechanical Behavior and in Deformation Mechanisms Enhance the Strength and Ductility of Mg-3Gd. Acta Mater. 2020, 183, 398–407. [Google Scholar] [CrossRef]
- Song, B.; She, J.; Guo, N.; Qiu, R.; Pan, H.; Chai, L.; Yang, C.; Guo, S.; Xin, R. Regulating Precipitates by Simple Cold Deformations to Strengthen Mg Alloys: A Review. Materials 2019, 12, 2507. [Google Scholar] [CrossRef] [Green Version]
- Hu, F.; Chen, H.; Liu, R.; Wei, G.; Qiu, F.; Li, H.; Xie, W. Microstructural Evolution and its Effects On the Mechanical Properties of Fine-Grained Mg-3Gd During Tension. Mater. Sci. Eng. A 2022, 855, 143877. [Google Scholar] [CrossRef]
- Chen, H.; Yang, Y.; Hu, F.; Liu, X.; Kong, F.; Cui, X.; Xie, W.; Wei, G.; Yang, Y.; Peng, X.; et al. Improvement of Severe Plastic Deformation Realized by Several Passes Rotary Swaging in the Microstructure and Properties of Mg-0.6Mn-0.5Al-0.5Zn-0.4Ca Alloy. Mater. Sci. Eng. A 2023, 865, 144629. [Google Scholar] [CrossRef]
- Chai, F.; Zhang, D.; Li, Y. Effect of Thermal History on Microstructures and Mechanical Properties of AZ31 Magnesium Alloy Prepared by Friction Stir Processing. Materials 2014, 7, 1573–1589. [Google Scholar] [CrossRef]
- Chen, X.; Liu, C.; Wan, Y.; Jiang, S.; Han, X.; Chen, Z. Formation of Nanocrystalline AZ31B Mg Alloys Via Cryogenic Rotary Swaging. J. Magnes. Alloy. 2021. [Google Scholar] [CrossRef]
- Knauer, E.; Freudenberger, J.; Marr, T.; Kauffmann, A.; Schultz, L. Grain Refinement and Deformation Mechanisms in Room Temperature Severe Plastic Deformed Mg-AZ31. Metals 2013, 3, 283–297. [Google Scholar] [CrossRef] [Green Version]
- Masood Chaudry, U.; Hoo Kim, T.; Duck Park, S.; Sik Kim, Y.; Hamad, K.; Kim, J. On the High Formability of AZ31-0.5Ca Magnesium Alloy. Materials 2018, 11, 2201. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.; Chen, X.; Chen, J.; Atrens, A.; Pan, F. The Effects of Ca and Mn On the Microstructure, Texture and Mechanical Properties of Mg-4 Zn Alloy. J. Magnes. Alloy. 2021, 9, 1084–1097. [Google Scholar] [CrossRef]
- Yang, L.; He, S.; Yang, C.; Zhou, X.; Lu, X.; Huang, Y.; Qin, G.; Zhang, E. Mechanism of Mn On Inhibiting Fe-caused Magnesium Corrosion. J. Magnes. Alloy. 2021, 9, 676–685. [Google Scholar] [CrossRef]
- Xu, C.; Nakata, T.; Fan, G.H.; Li, X.W.; Tang, G.Z.; Kamado, S. Enhancing Strength and Creep Resistance of Mg-Gd-Y-Zn-Zr Alloy by Substituting Mn for Zr. J. Magnes. Alloy. 2019, 7, 388–399. [Google Scholar] [CrossRef]
- Chen, H.; Hu, C.; Hu, F.; Liu, X.; Kong, F.; Xie, W.; Wei, G.; Yang, Y.; Peng, X.; Huang, Y.; et al. Effect of Rotary Swaging On the Microstructure and Mechanical Properties of High-Strength Mg-Mn-Al-Ca-Zn Alloys. Mater. Charact. 2023, 196, 112575. [Google Scholar] [CrossRef]
- Zeng, Z.; Zhu, Y.; Nie, J.; Xu, S.; Davies, C.; Birbilis, N. Effects of Calcium On Strength and Microstructural Evolution of Extruded Alloys Based On Mg-3Al-1Zn-0.3Mn. Metall. Mater. Trans. A 2019, 50, 4344–4363. [Google Scholar] [CrossRef]
- Yang, Y.; Chen, X.; Nie, J.; Wei, K.; Mao, Q.; Lu, F.; Zhao, Y. Achieving Ultra-Strong Magnesium-lithium Alloys by Low-Strain Rotary Swaging. Mater. Res. Lett. 2021, 9, 255–262. [Google Scholar] [CrossRef]
- Martynenko, N.; Anisimova, N.; Kiselevskiy, M.; Tabachkova, N.; Temralieva, D.; Prosvirnin, D.; Terentiev, V.; Koltygin, A.; Belov, V.; Morosov, M.; et al. Structure, Mechanical Characteristics, Biodegradation, and in Vitro Cytotoxicity of Magnesium Alloy ZX11 Processed by Rotary Swaging. J. Magnes. Alloy. 2020, 8, 1038–1046. [Google Scholar] [CrossRef]
- Luo, D.; Pan, Y.; Wang, H.; Zhao, L.; Liu, G.; Liu, Y.; Jiang, Q. Effect of Rolling Route on Microstructure and Tensile Properties of Twin-Roll Casting AZ31 Mg Alloy Sheets. Materials 2016, 9, 433. [Google Scholar] [CrossRef] [Green Version]
- He, W.; Chen, X.; Liu, N.; Luan, B.; Yuan, G.; Liu, Q. Cryo-Rolling Enhanced Inhomogeneous Deformation and Recrystallization Grain Growth of a Zirconium Alloy. J. Alloys Compd. 2017, 699, 160–169. [Google Scholar] [CrossRef]
- Medeiros, M.P.; Lopes, D.R.; Kawasaki, M.; Langdon, T.G.; Figueiredo, R.B. An Overview On the Effect of Severe Plastic Deformation On the Performance of Magnesium for Biomedical Applications. Materials 2023, 16, 2401. [Google Scholar] [CrossRef]
- Zheng, R.; Du, J.; Gao, S.; Somekawa, H.; Ogata, S.; Tsuji, N. Transition of Dominant Deformation Mode in Bulk Polycrystalline Pure Mg by Ultra-Grain Refinement Down to Sub-Micrometer. Acta Mater. 2020, 198, 35–46. [Google Scholar] [CrossRef]
- Trojanová, Z.; Džugan, J.; Halmešová, K.; Németh, G.; Minárik, P.; Lukáč, P.; Bohlen, J. Influence of Accumulative Roll Bonding on the Texture and Tensile Properties of an AZ31 Magnesium Alloy Sheets. Materials 2018, 11, 73. [Google Scholar] [CrossRef] [Green Version]
- Furukawa, M.; Horita, Z.; Nemoto, M.; Langdon, T.G. The Use of Severe Plastic Deformation for Microstructural Control. Mater. Sci. Eng. A 2002, 324, 82–89. [Google Scholar] [CrossRef]
- Trojanová, Z.; Drozd, Z.; Halmešová, K.; Džugan, J.; Škraban, T.; Minárik, P.; Németh, G.; Lukáč, P. Strain Hardening in an AZ31 Alloy Submitted to Rotary Swaging. Materials 2021, 14, 157. [Google Scholar] [CrossRef]
- Mao, Q.; Liu, Y.; Zhao, Y. A Review On Mechanical Properties and Microstructure of Ultrafine Grained Metals and Alloys Processed by Rotary Swaging. J. Alloys Compd. 2022, 896, 163122. [Google Scholar] [CrossRef]
- Chen, H.; Sun, L.; Ke, X.; Kong, F.; Xie, W.; Wei, G.; Yang, Y.; Peng, X. Microstructure Evolution and Mechanical Properties of the Mg-5Al-1Mn-0.5Zn-xCa Alloys Prepared by Regular Extrusion. Mater. Sci. Eng. A 2022, 858, 144117. [Google Scholar] [CrossRef]
- Macháčková, A.; Krátká, L.; Petrmichl, R.; Kunčická, L.; Kocich, R. Affecting Structure Characteristics of Rotary Swaged Tungsten Heavy Alloy Via Variable Deformation Temperature. Materials 2019, 12, 4200. [Google Scholar] [CrossRef] [Green Version]
- She, J.; Pan, F.; Zhang, J.; Tang, A.; Luo, S.; Yu, Z.; Song, K.; Rashad, M. Microstructure and Mechanical Properties of Mg-Al-Sn Extruded Alloys. J. Alloys Compd. 2016, 657, 893–905. [Google Scholar] [CrossRef]
- Li, L.; Wang, Y.; Li, H.; Jiang, W.; Wang, T.; Zhang, C.; Wang, F.; Garmestani, H. Effect of the Zener-Hollomon Parameter On the Dynamic Recrystallization Kinetics of Mg-Zn-Zr-Yb Magnesium Alloy. Comp. Mater. Sci. 2019, 166, 221–229. [Google Scholar] [CrossRef]
- Liu, R.; Wang, W.; Chen, H. Synthesis of Nano- to Micrometer-Sized B4C Particle-Reinforced Aluminum Matrix Composites Via Powder Metallurgy and Subsequent Heat Treatment. J. Cent. South Univ. 2021, 28, 2295–2306. [Google Scholar] [CrossRef]
- Liu, J.; Li, C.; Lu, H.; He, Y.; Wang, Y.; Wei, G. Deformation Behavior and Phase Transformation of a Dual-Phase Mg-8.9Li-2.7Al-0.85Si Alloy Under Compression Test at Elevated Temperatures. J. Alloys Compd. 2022, 927, 167034. [Google Scholar] [CrossRef]
- Chen, X.; Li, S.; Wan, Y. The Effect of Initial Grain Size On the Nanocrystallization of AZ31 Mg Alloy during Rotary Swaging. Materials 2022, 15, 7979. [Google Scholar] [CrossRef]
- Li, X.; Ren, L.; Le, Q.; Bao, L.; Jin, P.; Wang, P.; Cheng, C.; Zhou, X.; Hu, C. Reducing the Yield Asymmetry in Mg-5Li-3Al-2Zn Alloy by Hot-Extrusion and Multi-Pass Rolling. J. Magnes. Alloy. 2021, 9, 937–949. [Google Scholar] [CrossRef]
- Nitol, M.S.; Adibi, S.; Barrett, C.D.; Wilkerson, J.W. Solid Solution Softening in Dislocation-Starved Mg-Al Alloys. Mech. Mater. 2020, 150, 103588. [Google Scholar] [CrossRef]
- Wang, R.; Han, Y.; Yu, H.; Su, Q.; Li, H.; Cheng, K.; Zhou, J.; Tang, S.; Ju, W. Exceptional Strengthening Efficiency and Hardness of Ti/Mg-9Al-Zn-0.3Mn Matrix Composite. Materials 2022, 15, 7075. [Google Scholar] [CrossRef] [PubMed]
- Schuh, C.A.; Nieh, T.G.; Iwasaki, H. The Effect of Solid Solution W Additions on the Mechanical Properties of Nanocrystalline Ni. Acta Mater. 2003, 51, 431–443. [Google Scholar] [CrossRef]
- Huang, Z.W.; Yong, P.L.; Liang, N.N.; Li, Y.S. Slip, Twinning and Twin-Twin Interaction in a Gradient Structured Titanium. Mater. Charact. 2019, 149, 52–62. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Positions | Mg (at.%) | Al (at.%) | Ca (at.%) | Mn (at.%) | Zn (at.%) | Phase |
|---|---|---|---|---|---|---|
| Ⅰ | 79.3 | 12.3 | 0.2 | 7.9 | 0.3 | Al8Mn5 |
| Ⅱ | 69.9 | 15.4 | 0.2 | 14.3 | 0.2 | Al8Mn5 |
| Ⅲ | 82.1 | 10.6 | 0.1 | 7.1 | 0.1 | Al8Mn5 |
| Ⅳ | 87.7 | 5.6 | 1.1 | 5.5 | 0.1 | Al8Mn5, (Mg, Al)2Ca |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, B.; Chen, H.; Ke, X.; Wei, G.; Yang, Q. Improving the Mechanical Properties of Mg-5Al-2Ca-1Mn-0.5Zn Alloy through Rotary Swaging. Materials 2023, 16, 4489. https://doi.org/10.3390/ma16124489
Li B, Chen H, Ke X, Wei G, Yang Q. Improving the Mechanical Properties of Mg-5Al-2Ca-1Mn-0.5Zn Alloy through Rotary Swaging. Materials. 2023; 16(12):4489. https://doi.org/10.3390/ma16124489
Chicago/Turabian StyleLi, Bin, Hao Chen, Xiangnan Ke, Guobing Wei, and Qingshan Yang. 2023. "Improving the Mechanical Properties of Mg-5Al-2Ca-1Mn-0.5Zn Alloy through Rotary Swaging" Materials 16, no. 12: 4489. https://doi.org/10.3390/ma16124489