

Effect of Artificial Aging Treatment on the Mechanical Properties and Regulation of Precipitated Phase Particles of High-Pressure Die-Cast Thin-Wall AlSi10MnMg Longitudinal Carrier

Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
3.1. Microstructure and Properties of Single-Aged AlSi10MnMg Alloy
3.2. Microstructure and Properties of Double-Aged AlSi10MnMg Alloy
3.3. Regulation of Precipitated Phase Particles of AlSi10MnMg Longitudinal Carrier
4. Conclusions
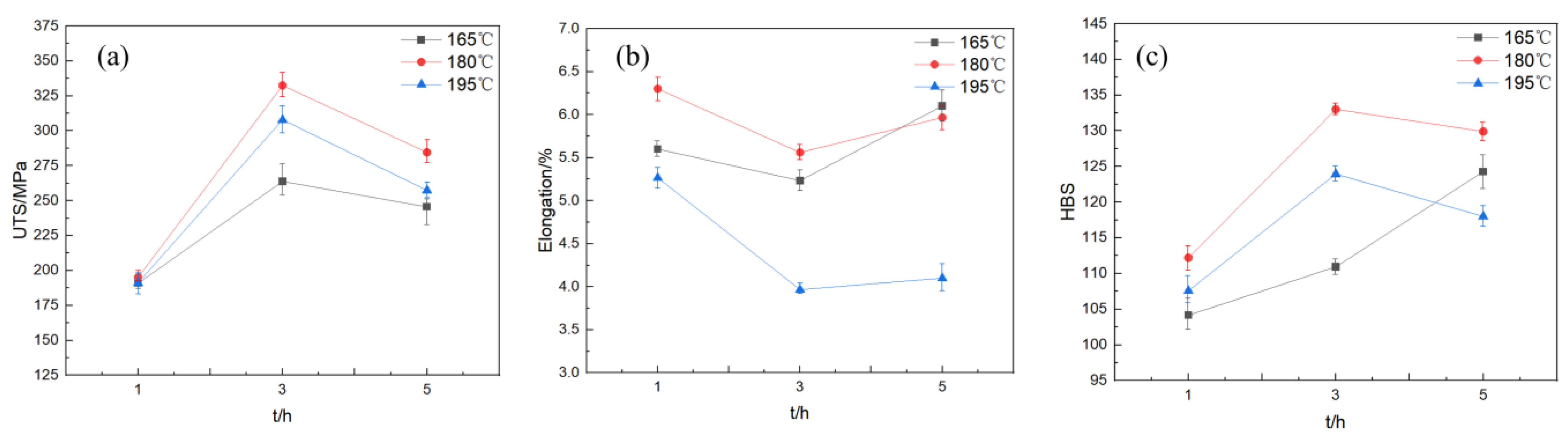
- Under single-stage aging treatment, the AlSi10MnMg longitudinal carrier exhibits the highest strength when aged at 180 °C × 3 h, with a tensile strength of 332.5 MPa, a macroscopic Brinell hardness of 133.0 HB, and an elongation of 5.56%.
- With an increase in aging time, the tensile strength and hardness of the AlSi10MnMg longitudinal carrier display an increasing trend followed by a decreasing trend, while the elongation rate shows a decreasing trend followed by an increasing trend. When the aging time is constant, as the solution treatment temperature increases, both the strength and hardness demonstrate an increasing trend followed by a decreasing trend.
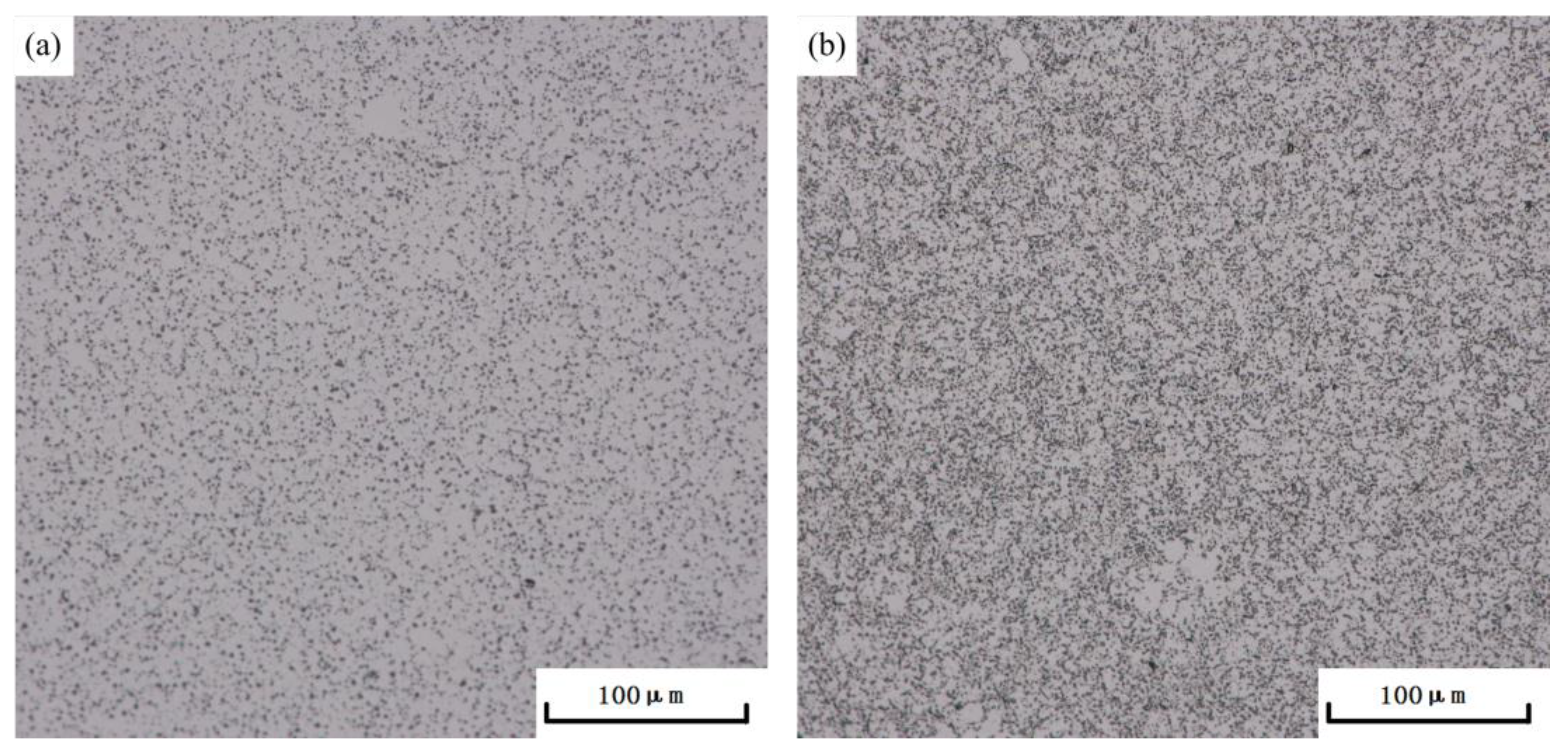
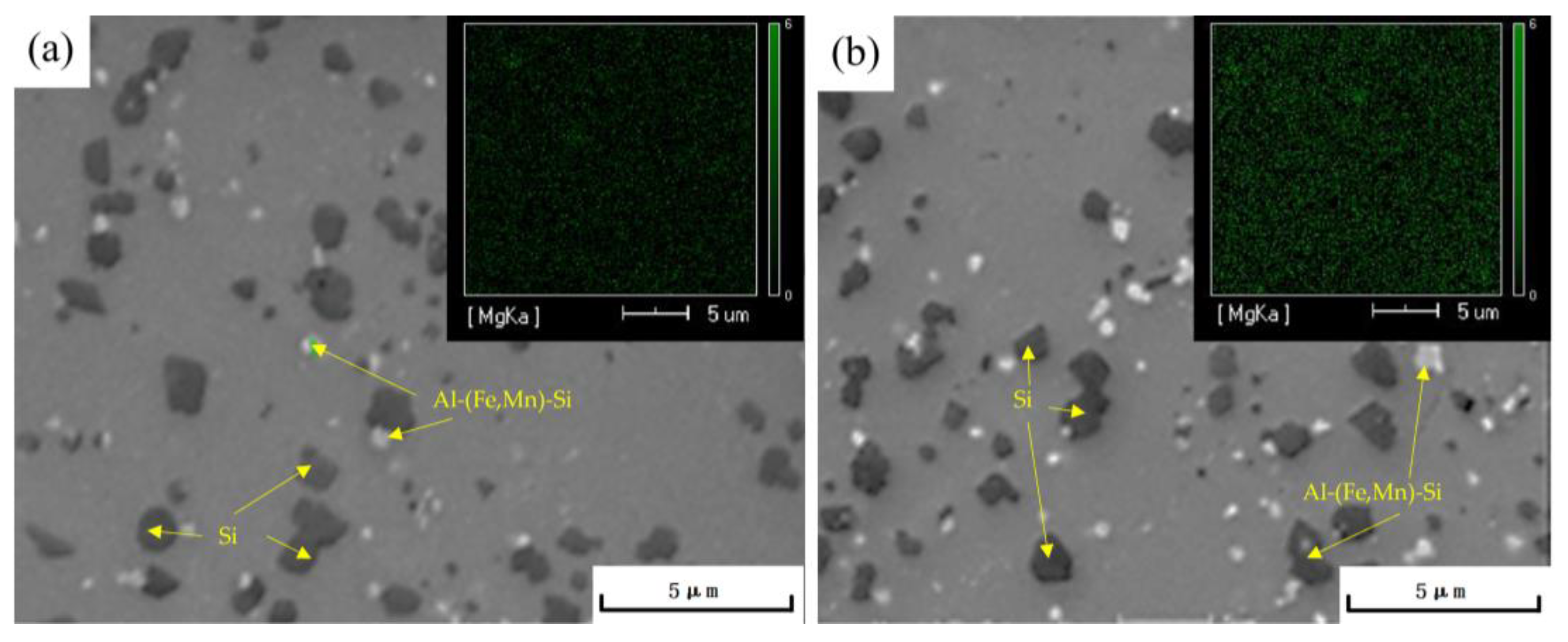
- Through metallographic observation, the amount of secondary phase particles gradually increases and diffuses at grain boundaries with an increase in aging temperature and holding time. The secondary phase particle precipitation rate slows down as aging continues, and the quantity reaches stability. As the aging temperature and time increase, the secondary phase particles begin to grow, and the strengthening effect on the alloy begins to weaken.
- The fracture surface morphology of the tensile samples was observed using scanning electron microscopy, and the fracture surface exhibited mixed fracture characteristics, with the presence of ductile dimples and brittle cleavage steps.
- Range analysis was used to analyze the tensile strength results after double-stage aging, and the degree of influence of different parameters on the mechanical properties of the alloy follows this order: the first-stage aging > the temperature of the first-stage aging > the time of the second-stage aging > the temperature of the second-stage aging.
- The optimal double-stage aging process for obtaining the highest tensile strength of the AlSi10MnMg longitudinal carrier is as follows: the temperature of the first-stage aging is 100 °C, the time of the first-stage aging is 3 h, the temperature of the second-stage aging is 180 °C, and the time of the second-stage aging is 3 h. Compared to single-stage aging, the strength–toughness index increased by 2.3%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dhara, S.; Das, A. Impact of ultrasonic welding on multi-layered Al–Cu joint for electric vehicle battery applications: A layer-wise microstructural analysis. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2020, 791, 139795. [Google Scholar] [CrossRef]
- Dunn, J.; Gaines, L.; Kelly, J.; James, C.; Gallagher, K. The significance of Li-ion batteries in electric vehicle life-cycle energy and emissions and recycling’s role in its reduction. Energy Environ. Sci. 2015, 8, 158–168. [Google Scholar] [CrossRef]
- De Leon, M.; Shin, H. Review of the advancements in aluminum and copper ultrasonic welding in electric vehicles and superconductor applications. J. Mater. Process. Technol. 2022, 307, 117691. [Google Scholar] [CrossRef]
- Sadeghian, A.; Iqbal, N. A review on dissimilar laser welding of steel-copper, steel-aluminum, aluminum-copper, and steel-nickel for electric vehicle battery manufacturing. Opt. Laser Technol. 2022, 146, 107595. [Google Scholar] [CrossRef]
- Camargos, P.; Santos, P.; Santos, I.; Ribeiro, G.; Caetano, R. Perspectives on Li-ion battery categories for electric vehicle applications: A review of state of the art. Int. J. Energy Res. 2022, 46, 19258–19268. [Google Scholar] [CrossRef]
- Popescu, M.; Goss, J.; Staton, D.; Hawkins, D.; Chong, Y.; Boglietti, A. Electrical Vehicles-Practical Solutions for Power Traction Motor Systems. IEEE Trans. Ind. Appl. 2018, 54, 2751–2762. [Google Scholar] [CrossRef] [Green Version]
- Battaglia, E.; Bonollo, F.; Ferro, P.; Fabrizi, A. Effect of Heat Treatment on Commercial AlSi12Cu1(Fe) and AlSi12(b) Aluminum Alloy Die Castings. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2018, 49, 1631–1640. [Google Scholar] [CrossRef]
- Dash, S.; Li, D.; Zeng, X.; Li, D.; Chen, D. Low-cycle fatigue behavior of Silafont®-36 automotive aluminum alloy: Effect of negative strain ratio. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2022, 852, 143701. [Google Scholar] [CrossRef]
- Zhang, J.; Cinkilic, E.; Huang, X.; Wang, G.; Liu, Y.; Weiler, J.; Luo, A. Optimization of T5 heat treatment in high pressure die casting of Al–Si–Mg–Mn alloys by using an improved Kampmann-Wagner numerical (KWN) model. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2023, 865, 144604. [Google Scholar] [CrossRef]
- Schwankl, M.; Himmler, D.; Urban, M.; Körner, C. Optimization of Mechanical Properties of Al–Al-Compound Castings by Adapted Heat Treatment. Adv. Eng. Mater. 2018, 20, 1800400. [Google Scholar] [CrossRef]
- Shi, J.; Pries, H.; Stammen, E.; Dilger, K. Chemical pretreatment and adhesive bonding properties of high-pressure die cast aluminum alloy: AlSi10MnMg. Int. J. Adhes. Adhes. 2015, 61, 112–121. [Google Scholar] [CrossRef]
- Mazahery, A.; Shabani, M.O. Experimental Investigation on the Aging Response, Hardness and Total Impact Energy Absorption of Sr-Modified Heat-Treatable Cast Automotive Aluminum Alloys. Trans. Indian Inst. Met. 2014, 67, 753–759. [Google Scholar] [CrossRef]
- Jiao, X.; Zhang, Y.; Wang, J.; Nishat, H.; Liu, Y.; Liu, W.; Xiong, S. Characterization of externally solidified crystals in a high-pressure die-cast AlSi10MnMg alloy and their effect on porosities and mechanical properties. J. Mater. Process. Technol. 2021, 298, 117299. [Google Scholar] [CrossRef]
- Niklas, A.; Orden, S.; Bakedano, A.; Da Silva, M.; Nogués, E.; Fernández-Calvo, A. Effect of solution heat treatment on gas porosity and mechanical properties in a die cast step test part manufactured with a new AlSi10MnMg(Fe) secondary alloy. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2016, 667, 376–382. [Google Scholar] [CrossRef]
- Huang, L.; Peng, L.; Mi, X.; Zhao, G.; Huang, G.; Xie, H.; Zhang, W. Effect of Cold Working on the Properties and Microstructure of Cu-3.5 wt% Ti Alloy. Materials 2022, 15, 8042. [Google Scholar] [CrossRef] [PubMed]
- Kapil, A.; Lee, T.; Vivek, A.; Cooper, R.; Hetrick, E.; Daehn, G. Spot impact welding of an age-hardening aluminum alloy: Process, structure and properties. J. Manuf. Process. 2019, 37, 42–52. [Google Scholar] [CrossRef]
- Tao, K.; Xu, J.; Zhang, D.; Zhang, A.; Su, G.; Zhang, J. Effect of Final Thermomechanical Treatment on the Mechanical Properties and Microstructure of T Phase Hardened Al-5.8Mg-4.5Zn-0.5Cu Alloy. Materials 2023, 16, 3062. [Google Scholar] [CrossRef]
- Liu, F.; Yu, F.; Zhao, D. Aging Behavior and Precipitates Analysis of Wrought Al-Si-Mg Alloy. Materials 2022, 15, 8194. [Google Scholar] [CrossRef]
- Szlancsik, A.; Kincses, D.; Orbulov, I. Mechanical properties of AlSi10MnMg matrix syntactic foams filled with lightweight expanded clay particles. IOP Conference Series. Mater. Sci. Eng. 2020, 903, 12045. [Google Scholar]
- Nishiwaki, Y.; Takekawa, T. Forensic Comparison of Automotive Aluminum Wheel Fragments Using Synchrotron Radiation X-ray Fluorescence with 18- and 116-keV Excitation X-rays. J. Forensic Sci. 2019, 64, 1034–1039. [Google Scholar] [CrossRef]
- Srivastava, M.C.; Lohne, O. Effects of Heat Treatment on the Microstructure and Mechanical Properties of Ductile AlSi9MgMn Die Castings. Inter. Metalcast. 2016, 10, 556–565. [Google Scholar] [CrossRef]
- Birol, Y.; Karlik, M. The interaction of natural ageing with straining in a twin-roll cast AlMgSi automotive sheet. Scr. Mater. 2006, 55, 625–628. [Google Scholar] [CrossRef]
- Wang, W.; Pan, Q.; Wang, X.; Sun, Y.; Ye, J.; Lin, G.; Liu, Y. Non-isothermal aging: A heat treatment method that simultaneously improves the mechanical properties and corrosion resistance of ultra-high strength Al-Zn-Mg-Cu alloy. J. Alloys Compd. 2020, 845, 156286. [Google Scholar] [CrossRef]
- Wu, C.; Feng, D.; Ren, J.; Zang, Q.; Li, J.; Liu, S.; Zhang, X. Effect of non-isothermal retrogression and re-ageing on through-thickness homogeneity of microstructure and properties of Al-8Zn-2Mg-2Cu alloy thick plate. J. Cent. South Univ. 2022, 29, 960–972. [Google Scholar] [CrossRef]
- Zheng, X.; Yang, Y.; Tang, J.; Han, B.; Xu, Y.; Zeng, Y.; Zhang, Y. Influence of Retrogression Time on the Fatigue Crack Growth Behavior of a Modified AA7475 Aluminum Alloy. Materials 2023, 16, 2733. [Google Scholar] [CrossRef]
- Anijdan, S.M.; Kang, D.; Singh, N.; Gallerneault, M. Precipitation behavior of strip cast Al-Mg-0.4Sc-0.15Zr alloy under single and multiple-stage aging processes. Mater. Sci. Eng. A 2015, 640, 275–279. [Google Scholar] [CrossRef]
- Santhosh, R.; Geetha, M.; Saxena, V.K.; Nageswararao, M. Studies on single and duplex aging of metastable beta titanium alloy Ti-15V-3Cr-3Al-3Sn. J. Alloys Compd. 2014, 605, 222–229. [Google Scholar] [CrossRef]
- Oh-ishi, K.; Hono, K.; Shin, K.S. Effect of pre-aging and Al addition on age-hardening and microstructure in Mg-6wt% Zn alloys. Mater. Sci. Eng. A 2008, 496, 425–433. [Google Scholar] [CrossRef]
- Antunes, P.; Silva, C.; Correa, E.; Tavares, S. Influence of the heat input and aging treatment on microstructure and mechanical properties of AISI 317 L steel weldments using 0020 robotic–pulsed GMAW. Int. J. Adv. Manuf. Technol. 2019, 105, 5151–5163. [Google Scholar] [CrossRef]
- Zhu, S.Z.; Luo, T.J.; Yang, Y.S. Improving mechanical properties of age-hardenable Mg-6Zn-4Al-1Sn alloy processed by double aging treatment. J. Mater. Sci. Technol. 2017, 33, 1249–1254. [Google Scholar] [CrossRef]
- Shaeri, M.; Taheri, K.; Taheri, A.; Shaeri, M. Influence of heat treatment and aging on microstructure and mechanical properties of Mg-1.8Zn-0.7Si-0.4Ca alloy. Mater. Werkst. 2019, 50, 187–196. [Google Scholar] [CrossRef]
- Abdelaziz, M.; Samuel, A.; Doty, H.; Songmene, V.; Samuel, F. Mechanical Performance and Precipitation Behavior in Al-Si-Cu-Mg Cast Alloys: Effect of Prolonged Thermal Exposure. Materials 2022, 15, 2830. [Google Scholar] [CrossRef] [PubMed]
- Ammar, H.; Moreau, C.; Samuel, A.; Samuel, F.; Doty, H. Influences of alloying elements, solution treatment time and quenching media on quality indices of 413-type Al–Si casting alloys. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2008, 489, 426–438. [Google Scholar] [CrossRef]
- Xu, J.; Pan, Y.; Lu, T.; Bo, B. Synergistic effects of composition and heat treatment on microstructure and properties of vacuum die cast Al-Si-Mg-Mn alloys. China Foundry 2018, 15, 117–123. [Google Scholar] [CrossRef] [Green Version]
- Vissers, R.; Van Huis, M.; Jansen, J.; Zandbergen, H.; Marioara, C.; Andersen, S. The crystal structure of the β′ phase in Al–Mg–Si alloys. Acta Mater. 2017, 55, 3815–3823. [Google Scholar] [CrossRef]
- Lazić, M.M.; Lazić, M.; Milašin, J.; Popović, D.; Majerič, P.; Rudolf, R. In Vitro Evaluation of the Potential Anticancer Properties of Cu-based Shape Memory Alloys. Materials 2023, 16, 2851. [Google Scholar] [CrossRef]
- Ninive, P.; Strandlie, A.; Gulbrandsen-Dahl, S.; Lefebvre, W.; Marioara, C.; Andersen, S.; Løvvik, O. Detailed atomistic insight into the β″ phase in Al–Mg–Si alloys. Acta Mater. 2014, 69, 126–134. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Mg | Mn | Fe | Mn/Fe | Ti | Sr | Zn | Cu | Al |
|---|---|---|---|---|---|---|---|---|---|
| 10.5 | 0.26 | 0.52 | 0.20 | 2.60 | 0.04 | 0.017 | 0.000930 | 0.00189 | 88.4 |
| Aging Process | Mean Diameter of Precipitated Phase (μm) | Average Area of Precipitated Phase (μm2) | Number of Precipitated Phases per Unit Area (PCS/mm2) |
|---|---|---|---|
| 165 °C × 1 h | 1.614 | 5.016 | 2122 |
| 165 °C × 3 h | 1.664 | 5.102 | 2113 |
| 165 °C × 5 h | 1.697 | 5.121 | 2165 |
| 180 °C × 1 h | 1.694 | 5.992 | 2278 |
| 180 °C × 3 h | 1.693 | 6.074 | 2395 |
| 180 °C × 5 h | 1.843 | 6.731 | 2399 |
| 195 °C × 1 h | 1.708 | 6.118 | 2221 |
| 195 °C × 3 h | 1.767 | 6.383 | 2279 |
| 195 °C × 5 h | 1.882 | 6.742 | 2297 |
| Factor | A Fist-Stage Aging Temperature (°C) | B First-Stage Aging Time (h) | C Second-Stage Aging Temperature (°C) | D Second-Stage Aging Time (h) |
|---|---|---|---|---|
| 1 | 100 | 1 | 165 | 1 |
| 2 | 120 | 2 | 180 | 3 |
| 3 | 140 | 3 | 195 | 5 |
| Factor | A | B | C | D | Q/MPa | Elongation/% | |
|---|---|---|---|---|---|---|---|
| A1B1C1D1 | 100 | 1 | 160 | 1 | 390.28 | 265.4 | 6.8 |
| A1B2C2D2 | 100 | 2 | 170 | 3 | 390.01 | 290.6 | 4.6 |
| A1B3C3D3 | 100 | 3 | 180 | 5 | 414.69 | 321.2 | 4.2 |
| A2B1C2D3 | 120 | 1 | 170 | 5 | 373.03 | 269.5 | 4.9 |
| A2B2C3D1 | 120 | 2 | 180 | 1 | 289.80 | 169.9 | 6.3 |
| A2B3C1D2 | 120 | 3 | 160 | 3 | 404.86 | 269.4 | 8.0 |
| A3B1C3D2 | 140 | 1 | 180 | 3 | 375.72 | 259.0 | 6.0 |
| A3B2C1D3 | 140 | 2 | 160 | 5 | 338.40 | 231.0 | 5.2 |
| A3B3C2D1 | 140 | 3 | 170 | 1 | 380.22 | 285.2 | 4.3 |
| K1 | 1194.98 | 1139.03 | 1133.54 | 1060.30 | - | - | - |
| K2 | 1067.69 | 1018.21 | 1143.26 | 1170.59 | - | - | - |
| K3 | 1094.34 | 1199.77 | 1080.21 | 1126.12 | - | - | - |
| k1 | 398.33 | 379.68 | 377.85 | 353.43 | - | - | - |
| k2 | 355.90 | 339.40 | 381.09 | 390.20 | - | - | - |
| k3 | 364.78 | 399.92 | 360.07 | 375.37 | - | - | - |
| R | 42.43 | 60.52 | 21.02 | 36.76 | - | - | - |
| Correlation degree | B > A > D > C | ||||||
| Optimal combination | A1B3C2D2 | ||||||
| HB | Elongation/% | |
|---|---|---|
| 326.60 | 128.4 | 7.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, X.; Wang, P.; Yang, Y.; Wang, S.; Zhao, Q.; Sun, J. Effect of Artificial Aging Treatment on the Mechanical Properties and Regulation of Precipitated Phase Particles of High-Pressure Die-Cast Thin-Wall AlSi10MnMg Longitudinal Carrier. Materials 2023, 16, 4369. https://doi.org/10.3390/ma16124369
Zhao X, Wang P, Yang Y, Wang S, Zhao Q, Sun J. Effect of Artificial Aging Treatment on the Mechanical Properties and Regulation of Precipitated Phase Particles of High-Pressure Die-Cast Thin-Wall AlSi10MnMg Longitudinal Carrier. Materials. 2023; 16(12):4369. https://doi.org/10.3390/ma16124369
Chicago/Turabian StyleZhao, Xu, Ping Wang, Yang Yang, Song Wang, Qiang Zhao, and Jingying Sun. 2023. "Effect of Artificial Aging Treatment on the Mechanical Properties and Regulation of Precipitated Phase Particles of High-Pressure Die-Cast Thin-Wall AlSi10MnMg Longitudinal Carrier" Materials 16, no. 12: 4369. https://doi.org/10.3390/ma16124369