
Effect of Process Parameters on the Formability, Microstructure, and Mechanical Properties of Laser-Arc Hybrid Welding of Q355B Steel
 ,
,
Abstract
:1. Introduction
2. Experimental Material and Methods
2.1. Materials
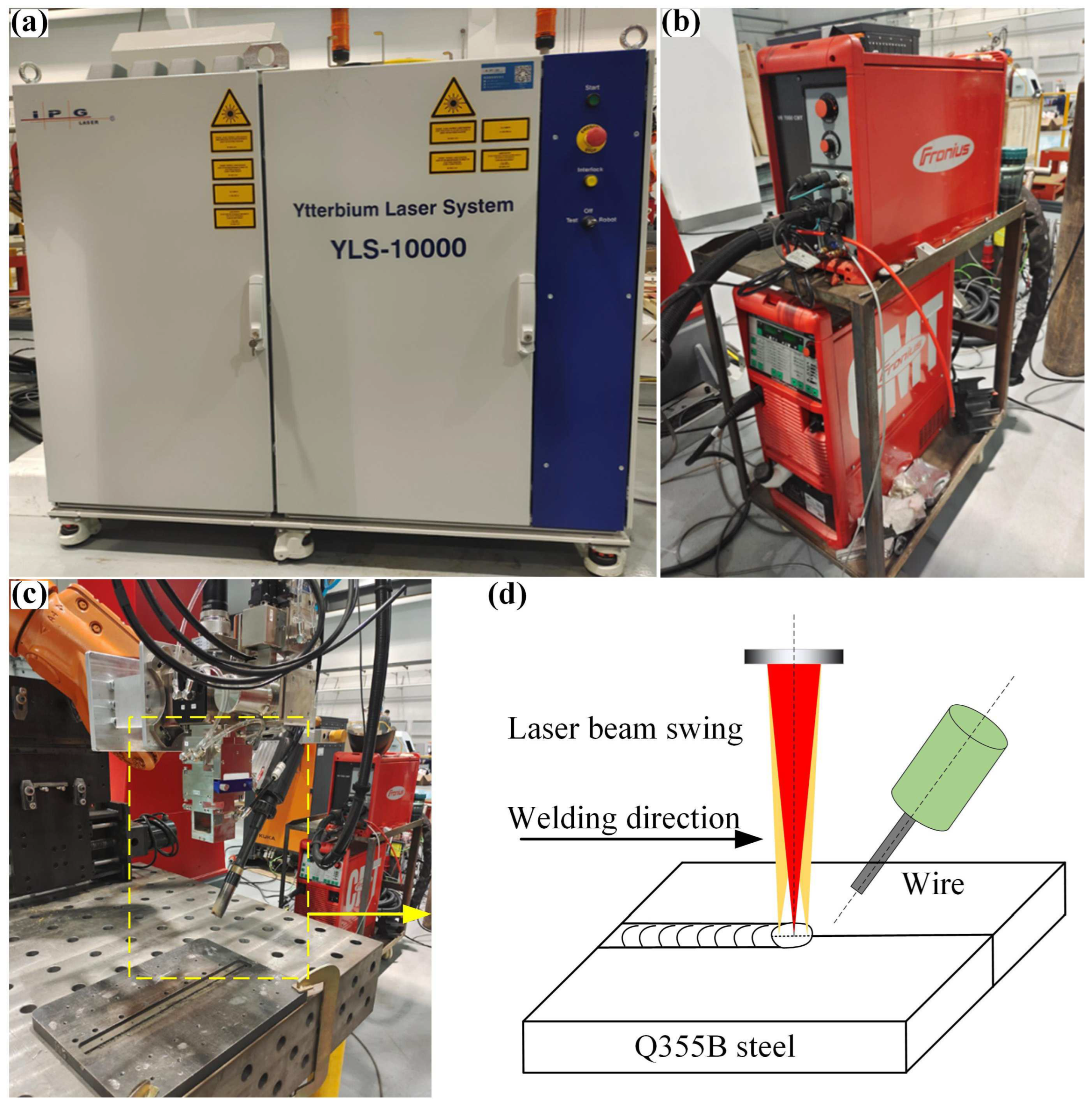
2.2. Welding Process
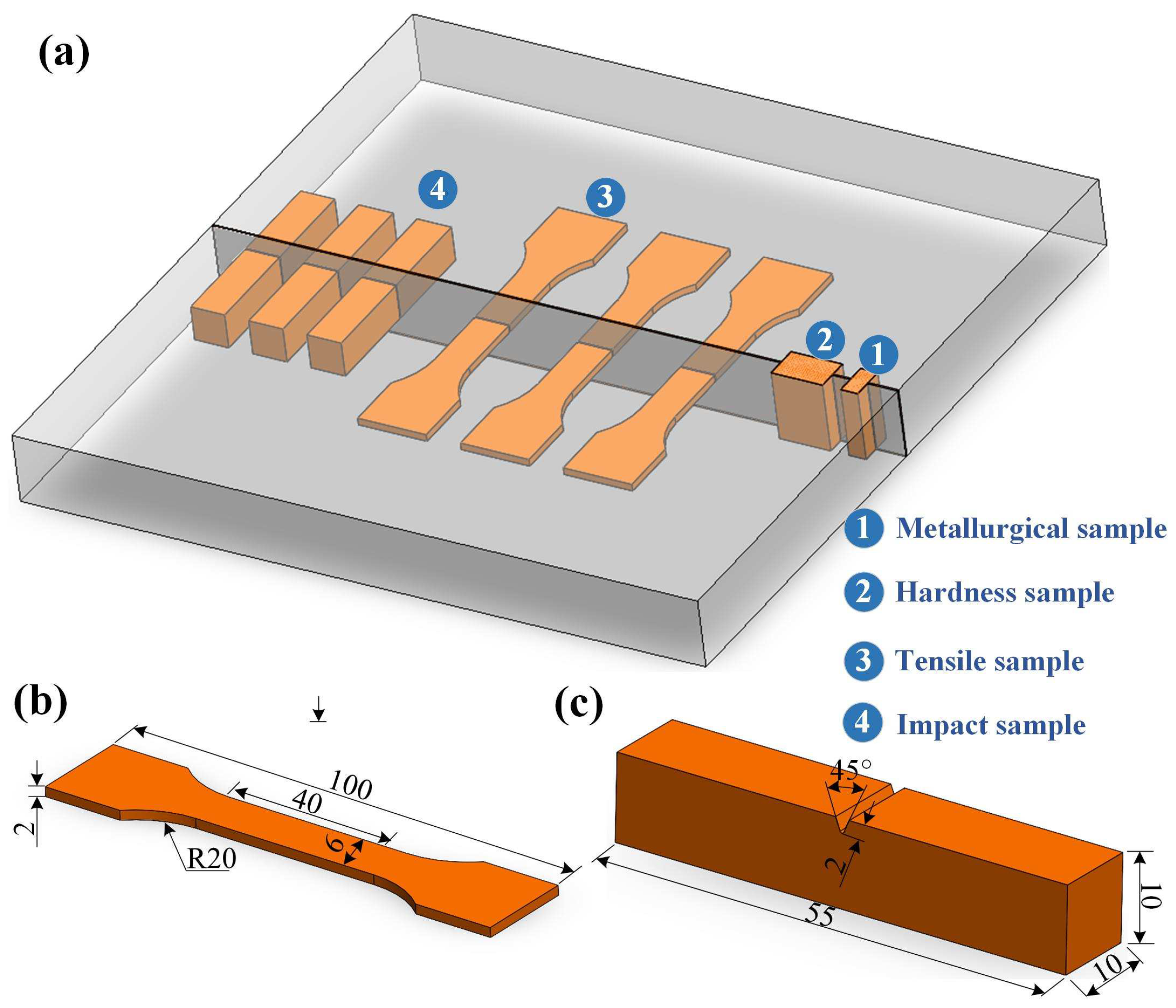
2.3. Microstructure and Mechanical Properties
3. Results and Discussion
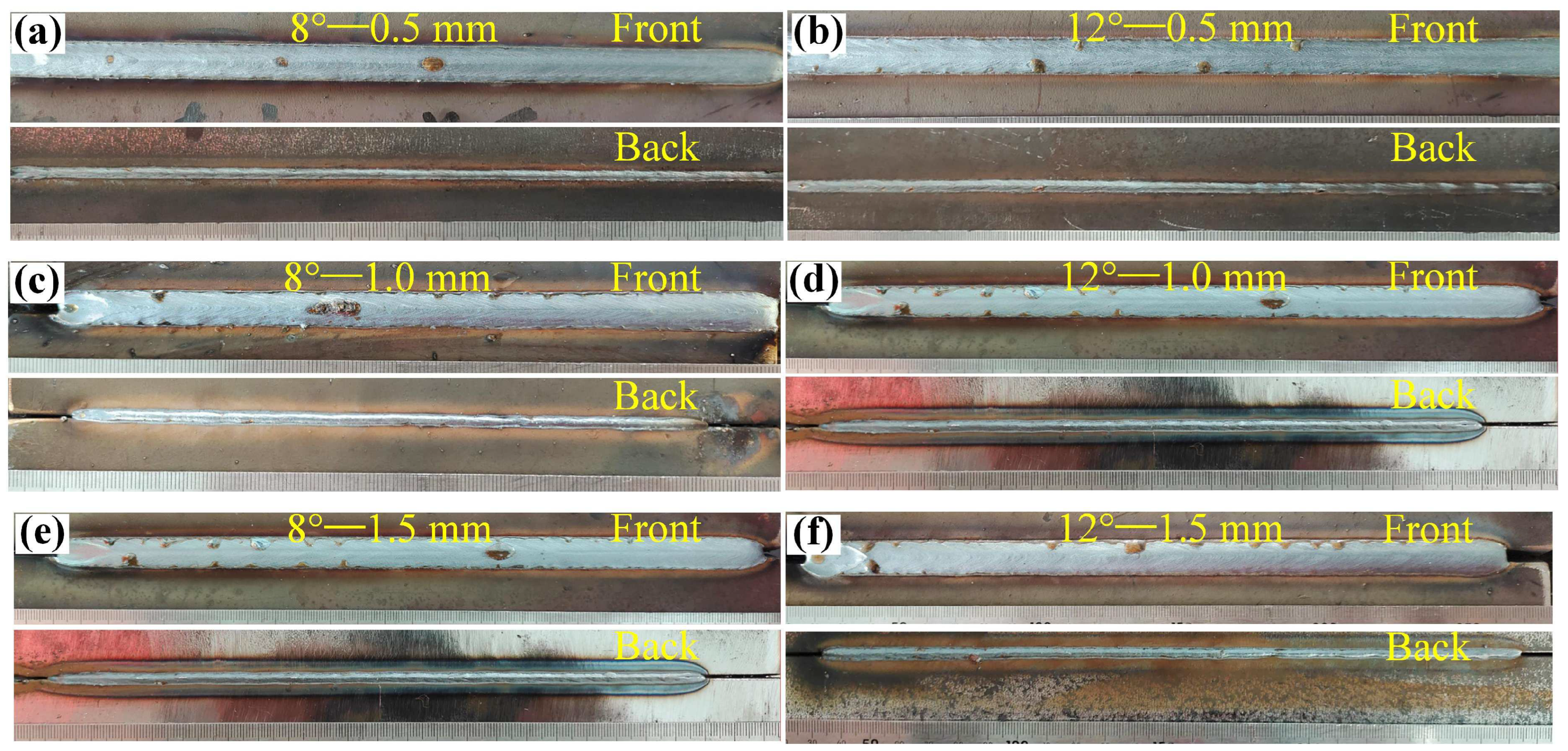
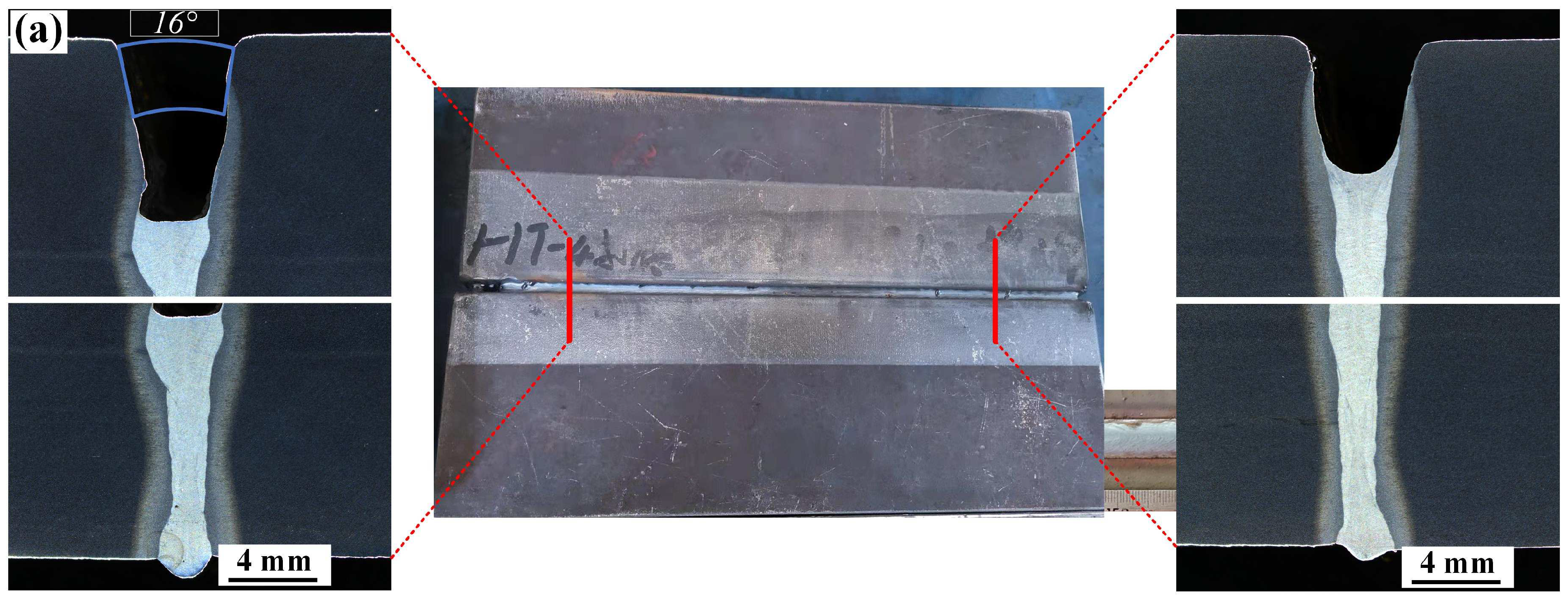
3.1. Weld Formability
3.2. Microstructure Analysis
4. Conclusions
- (1)
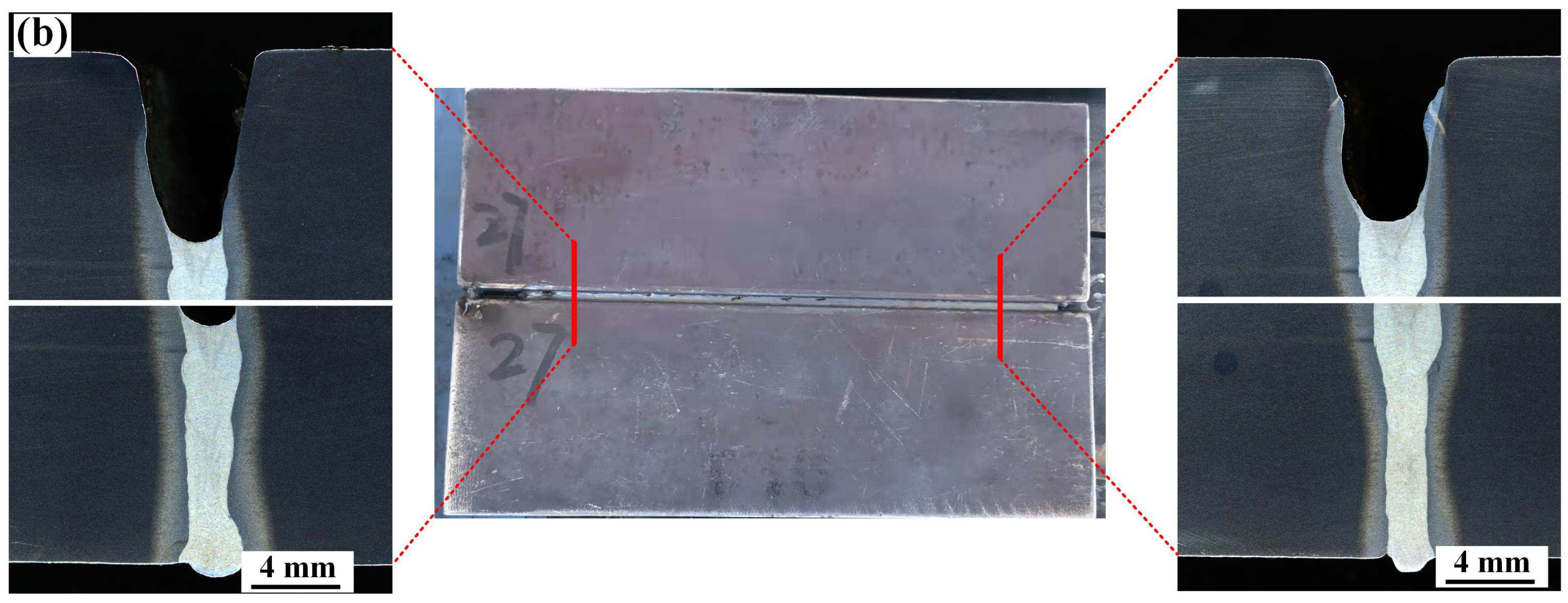
- Twenty mm thick Q355B steel plates were successfully joined by the laser–MIG hybrid welding method, and the laser-arc welded joints of Q355B steel had an acceptable nugget form with groove angles of 8~12° and plate gaps of 0.5~1.5 mm. For the selected process parameters, the front and back surfaces of the welded joint had good forming quality.
- (2)
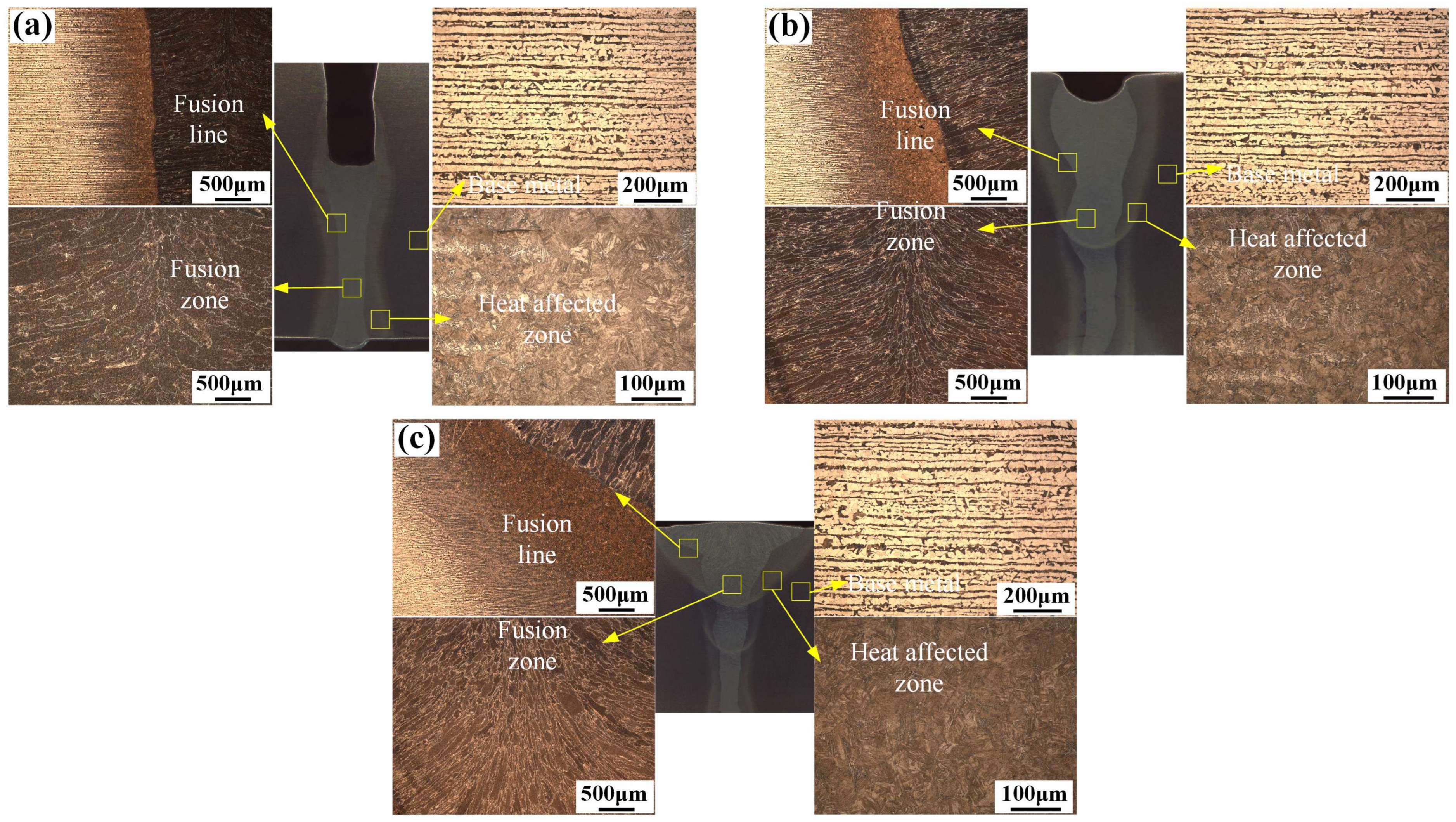
- Based on the microstructure analysis of the welded joint, the fusion zone had a mixed structure of columnar and equiaxed grains, where the columnar grains grew from the fusion line to the center area and the equiaxed grains formed in the middle of the fusion zone. The HAZ showed a different morphology compared with the fusion zone and the base metal—namely the typical coarse grain morphology.
- (3)
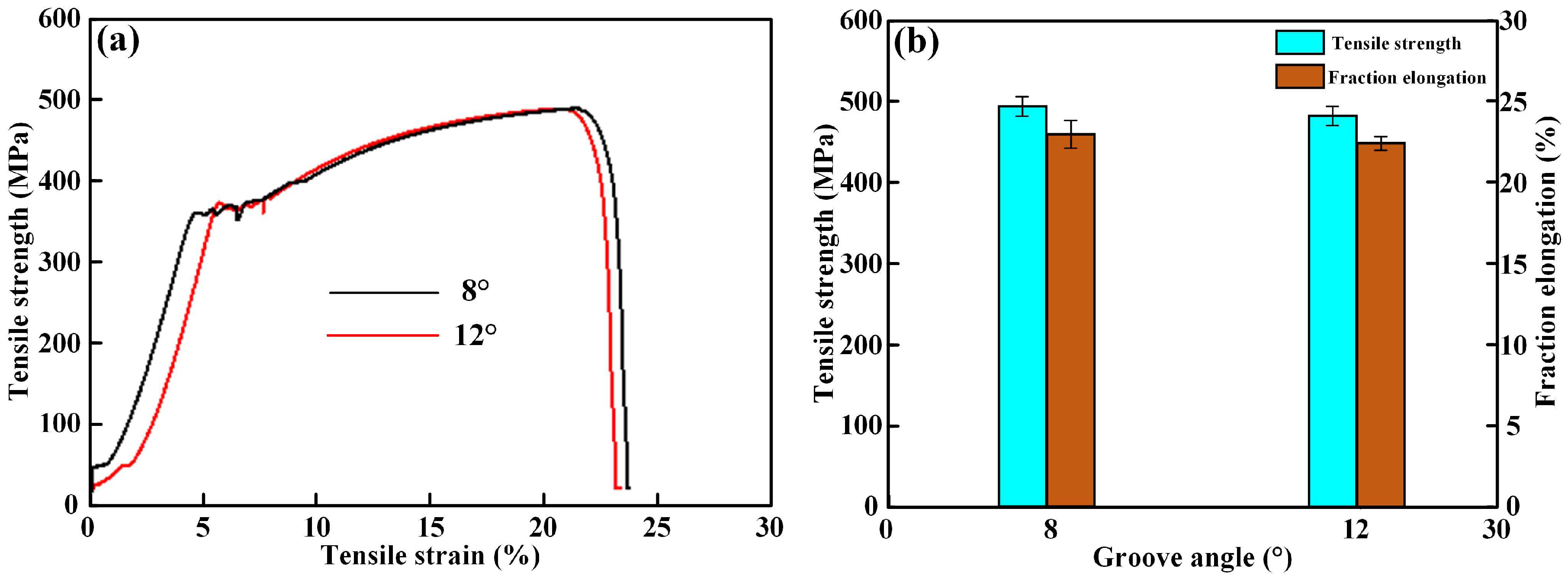
- The tensile strength and the elongation to fracture of the Q355B steel welded joint were 493 MPa and 23.8%, respectively, with a small groove angle of 8°. As the groove angle increased to 12°, the tensile properties of the welded joint dropped slightly. The tensile strength and the fraction elongation of the welded joint with the groove angle of 12° were 486 MPa and 22.9%, respectively.
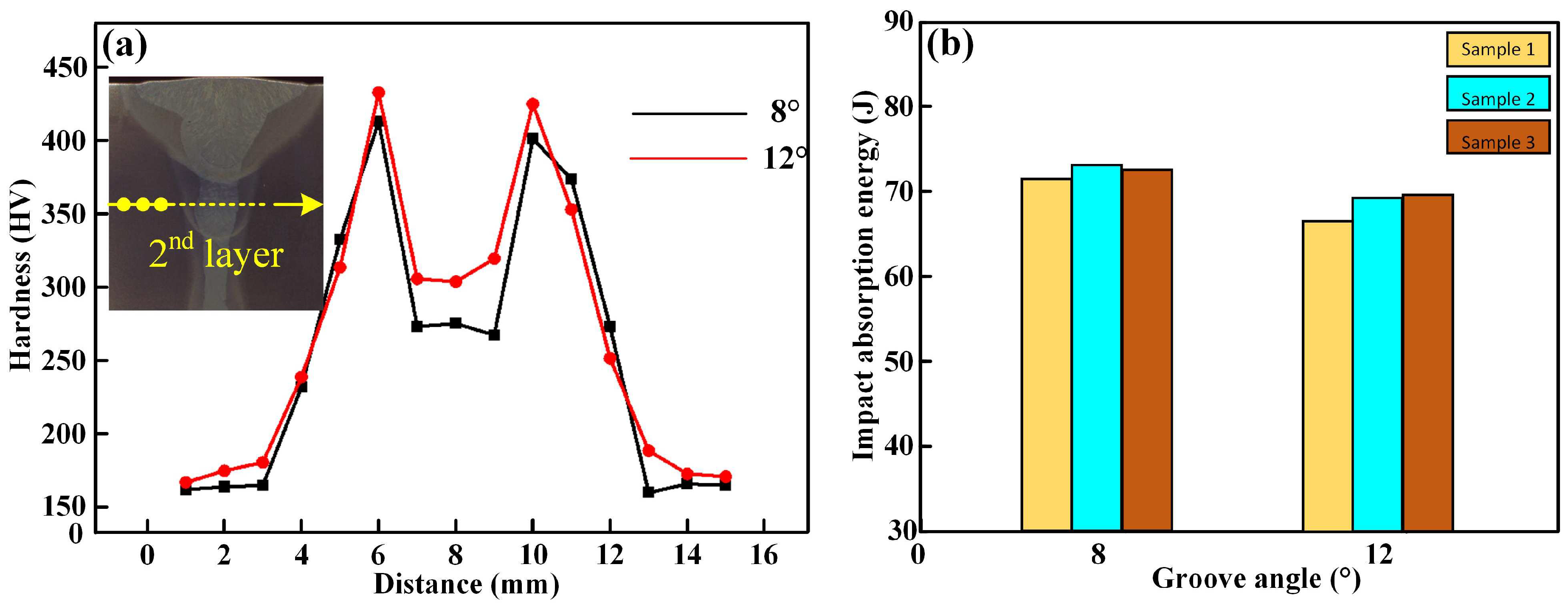
- (4)
- The micro-hardness distribution of the fusion zone exhibited as an “M” shape, as the base metal had the lowest hardness of 160~165 HV. The fusion zone had a higher hardness, of 270~440 HV, than that of the base metal. The impact absorption energies at the center of the fusion zone were 66~74 J.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jiang, W.C.; Wan, Y.; Tu, S.T.; Wang, H.M.; Huang, Y.L.; Xie, X.F.; Li, J.; Sun, G.G.; Woo, W.C. Determination of the through-thickness residual stress in thick duplex stainless steel welded plate by wavelength-dependent neutron diffraction method. Int. J. Press. Vessel. Pip. 2022, 196, 104603. [Google Scholar] [CrossRef]
- Li, Y.W.; Wang, Z.J.; Fu, D.G.; Li, G.; Liu, H.T.; Zhang, X.M. Fabrication of high borated austenitic stainless steel thick plates with enhanced ductility and toughness using a hot-roll-bonding method. Mater. Sci. Eng. A 2021, 799, 140212. [Google Scholar] [CrossRef]
- Krichel, T.; Olschok, S.; Reisgen, U. Comparison of penetration depth in bead-on-plate welds of thick-walled steel sheets with laser beam welding in vacuum and electron beam welding. Vacuum 2022, 203, 111314. [Google Scholar]
- Feng, G.J.; Wang, Y.F.; Luo, W.Z.; Hu, L.; Deng, D. Comparison of welding residual stress and deformation induced by local vacuum electron beam welding and metal active gas arc welding in a stainless steel thick-plate joint. J. Mater. Res. Technol. 2021, 13, 1967–1979. [Google Scholar] [CrossRef]
- Liu, Z.; Fan, C.L.; Yang, C.L.; Ming, Z.; Lin, S.B.; Wang, L.P. Dissimilar welding of high nitrogen stainless steel and low alloy high strength steel under different shielding gas composition: Process, microstructure and mechanical properties. Def. Technol. 2022; in press. [Google Scholar] [CrossRef]
- Zhang, J.; Peng, L.J.; Zhou, L.Z.; Chen, Y.G. On the Si content prediction for submerged arc welded metal via Calphad technique: A brief discussion. J. Mater. Res. Technol. 2022, 21, 1856–1862. [Google Scholar] [CrossRef]
- Ning, J.; Na, S.J.; Wang, C.H.; Zhang, L.J. A comparison of laser-metal inert gas hybrid welding and metal inert gas welding of high nitrogen austenitic stainless steel. J. Mater. Res. Technol. 2021, 13, 1841–1854. [Google Scholar] [CrossRef]
- Li, X.X.; Zhang, H. Analysis of microstructure and properties of welded joint of high nitrogen steel by hybrid welding. Mater. Res. Express 2019, 6, 045602. [Google Scholar] [CrossRef]
- Balakrishnan, J.; Vasileiou, A.N.; Francis, J.A.; Smith, M.C.; Roy, M.J.; Callaghan, M.D.; Irvine, N.M. Residual stress distributions in arc, laser and electron-beam welds in 30 mm thick SA508 steel: A cross-process comparison. Int. J. Press. Vessel. Pip. 2018, 162, 59–70. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.Y.; Cui, K.X.; Huang, B.; Mao, X.D.; Zheng, M.J. Influence of heat input on the microstructure and mechanical properties of CLAM steel multilayer butt-welded joints. Fusion Eng. Des. 2020, 152, 111413. [Google Scholar] [CrossRef]
- Hao, K.D.; Gao, Z.Y.; Huang, J.W.; Xu, L.Y.; Liu, Y.Q.; Han, Y.D.; Zhao, L.; Ren, W.J. Comparisons of laser and laser-arc hybrid welded carbon steel with beam oscillation. Opt. Laser Technol. 2023, 157, 108787. [Google Scholar] [CrossRef]
- Yang, S.B.; Yang, L.; Wang, D.X.; Zhang, F.L.; Liu, C.J.; Huang, G.Z. Effect of welding stability on process porosity in laser arc hybrid welding of dissimilar steel. Optik 2022, 271, 170165. [Google Scholar] [CrossRef]
- Bunaziv, I.; Langelandsvik, G.; Ren, X.B.; Westermann, I.; Rørvik, G.; Dørum, G.; Danielsen, M.H.; Eriksson, M. Effect of preheating and preplaced filler wire on microstructure and toughness in laser-arc hybrid welding of thick steel. J. Manuf. Process. 2022, 82, 829–847. [Google Scholar] [CrossRef]
- Zhu, Y.G.; Mu, W.D.; Cai, Y.; Xin, D.Q.; Wang, M. A novel high-efficient welding technology with rotating arc assisted by laser and its application for cryogenic steels. J. Manuf. Process. 2021, 68, 1134–1146. [Google Scholar] [CrossRef]
- Üstündağ, Ö.; Gook, S.; Gumenyuk, A.; Rethmeier, M. Hybrid laser arc welding of thick high-strength pipeline steels of grade X120 with adapted heat input. J. Mater. Process. Technol. 2020, 275, 116358. [Google Scholar] [CrossRef]
- Lei, Z.L.; Li, B.W.; Wu, S.B.; Chen, Y.B.; Xiong, Y. Effects of MnN powder on the microstructure and properties of high nitrogen steel joint via laser-arc hybrid welding. Opt. Laser Technol. 2021, 138, 106877. [Google Scholar] [CrossRef]
- Bao, L.L.; Wang, Y.; Han, T. Study on microstructure-toughness relationship in heat affected zone of EQ70 steel by laser-arc hybrid welding. Mater. Charact. 2021, 171, 110788. [Google Scholar] [CrossRef]
- Meng, W.; Xu, Z.L.; Ma, Q.S.; Yin, X.H.; Fang, J.F. Pulse fiber laser welding of AISI 321-AISI 405 stainless steel thick plates butt joints. J. Mater. Process. Technol. 2019, 271, 214–225. [Google Scholar] [CrossRef]
- Hao, K.D.; Gao, Y.K.; Xu, L.Y.; Han, Y.D.; Zhao, L.; Ren, W.J. Plasticity improvement coupled by carbon nanotubes and beam oscillation in laser-arc hybrid welding of magnesium alloy. Mater. Sci. Eng. A 2022, 857, 144093. [Google Scholar] [CrossRef]
- Meng, Y.F.; Kang, K.; Gao, M.; Zeng, X.Y. Microstructures and properties of single-pass laser-arc hybrid welded stainless clad steel plate. J. Manuf. Process. 2018, 36, 293–300. [Google Scholar] [CrossRef]
- ISO 6892:1998; Metallic Materials—Tensile Testing at Ambient Temperature. ISO: Geneve, Switzerland, 1998.
- Liu, L.M.; Chen, M.H.; Li, C.B. Effect of electric arc on laser keyhole behavior based on direct observation during low power pulsed laser–arc hybrid welding process. Opt. Lasers Eng. 2013, 51, 1153–1160. [Google Scholar] [CrossRef]
- Gao, Z.M.; Shao, X.Y.; Jiang, P.; Cao, L.C.; Zhou, Q.; Yue, C.; Liu, Y.; Wang, C.M. Parameters optimization of hybrid fiber laser-arc butt welding on 316L stainless steel using Kriging model and GA. Opt. Laser Technol. 2016, 83, 153–162. [Google Scholar] [CrossRef]
- Li, G.; Zhang, C.; Gao, M.; Zeng, X.Y. Role of arc mode in laser-metal active gas arc hybrid welding of mild steel. Mater. Des. 2014, 61, 239–250. [Google Scholar] [CrossRef]
- Serindag, H.T.; Cam, G. Multi-pass butt welding of thick AISI 316L plates by gas tungsten arc welding: Microstructural and mechanical characterization. Int. J. Press. Vessel. Pip. 2022, 200, 104842. [Google Scholar] [CrossRef]
- Huang, J.K.; He, J.; Yu, X.Q.; Li, C.L.; Fan, D. The study of mechanical strength for fusion-brazed butt joint between aluminum alloy and galvanized steel by arc-assisted laser welding. J. Manuf. Process. 2017, 25, 126–133. [Google Scholar] [CrossRef]
- Xia, H.B.; Li, L.Q.; Tan, C.W.; Yang, J.; Li, H.Y.; Song, W.; Zhang, K.P.; Wang, Q.; Ma, N.S. In situ SEM study on tensile fractured behavior of Al/steel laser welding-brazing interface. Mater. Des. 2022, 224, 111320. [Google Scholar] [CrossRef]
- Turichin, G.; Kuznetsov, M.; Tsibulskiy, I.; Firsova, A. Hybrid laser-arc welding of the high-strength shipbuilding steels: Equipment and technology. Phys. Procedia 2017, 89, 156–163. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | C | Si | Mn | P | S | Cu | Cr | Ni | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Q355B | 0.18 | 0.50 | 1.55 | 0.025 | 0.025 | 0.30 | 0.30 | 0.30 | Bal. |
| ER50-6 | 0.08 | 0.87 | 1.45 | 0.012 | 0.013 | 0.125 | 0.031 | 0.017 | Bal. |
| Groove Angle | Layer | Parameters | ||
|---|---|---|---|---|
| Laser Power (kW) | Current (A) | Welding Speed (m/min) | ||
| 8° | Root | 6.5 | 200 | 1.0 |
| Filling | 1.5 | 240 | 0.6 | |
| Filling | 1.5 | 260 | 0.4 | |
| 12° | Root | 7.0 | 190 | 1.0 |
| Filling | 1.5 | 240 | 0.6 | |
| Filling | 1.5 | 280 | 0.4 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, L.; Peng, G.; Chi, J.; Bi, J.; Yuan, X.; Li, W.; Zhang, L. Effect of Process Parameters on the Formability, Microstructure, and Mechanical Properties of Laser-Arc Hybrid Welding of Q355B Steel. Materials 2023, 16, 4253. https://doi.org/10.3390/ma16124253
Zhang L, Peng G, Chi J, Bi J, Yuan X, Li W, Zhang L. Effect of Process Parameters on the Formability, Microstructure, and Mechanical Properties of Laser-Arc Hybrid Welding of Q355B Steel. Materials. 2023; 16(12):4253. https://doi.org/10.3390/ma16124253
Chicago/Turabian StyleZhang, Liping, Genchen Peng, Jinze Chi, Jiang Bi, Xiaoming Yuan, Wen Li, and Lijie Zhang. 2023. "Effect of Process Parameters on the Formability, Microstructure, and Mechanical Properties of Laser-Arc Hybrid Welding of Q355B Steel" Materials 16, no. 12: 4253. https://doi.org/10.3390/ma16124253