
Ceramic Thermal Insulator Based on Diatomite Obtained by Starch Consolidation Casting




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Design
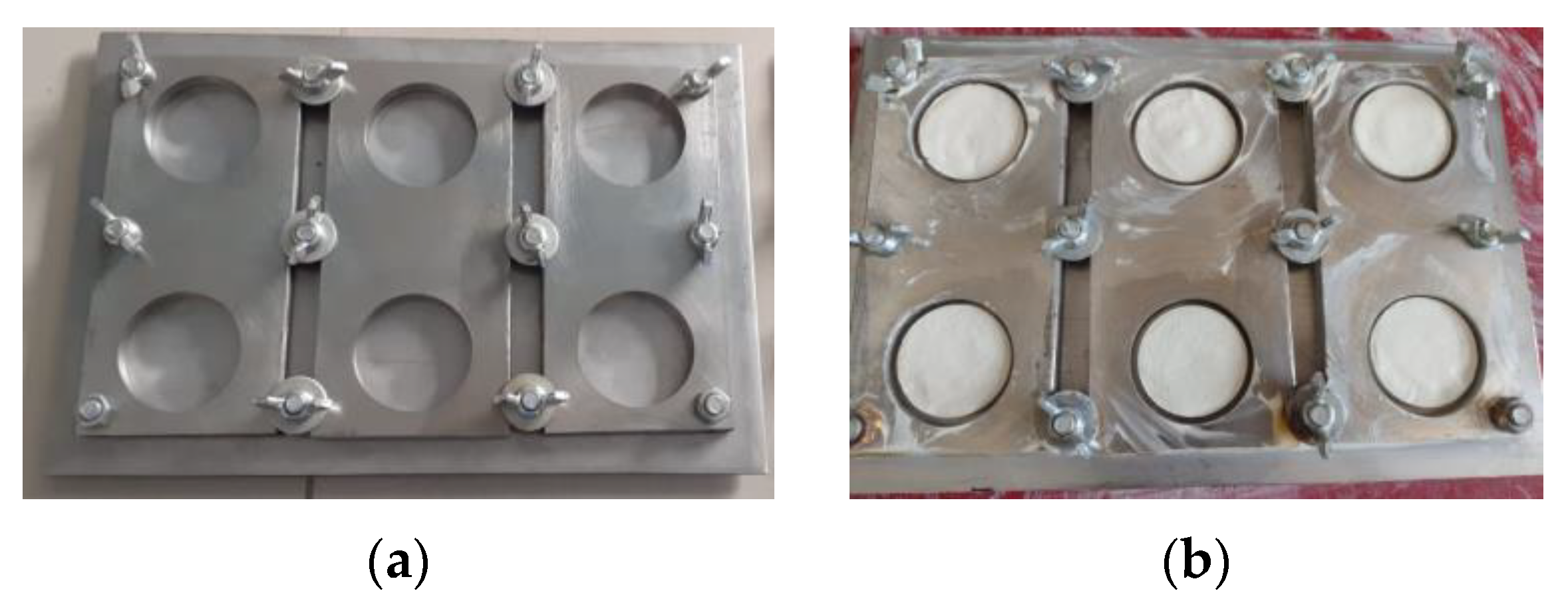
2.3. Experimental Procedure
3. Results
3.1. Characterization of Used Materials
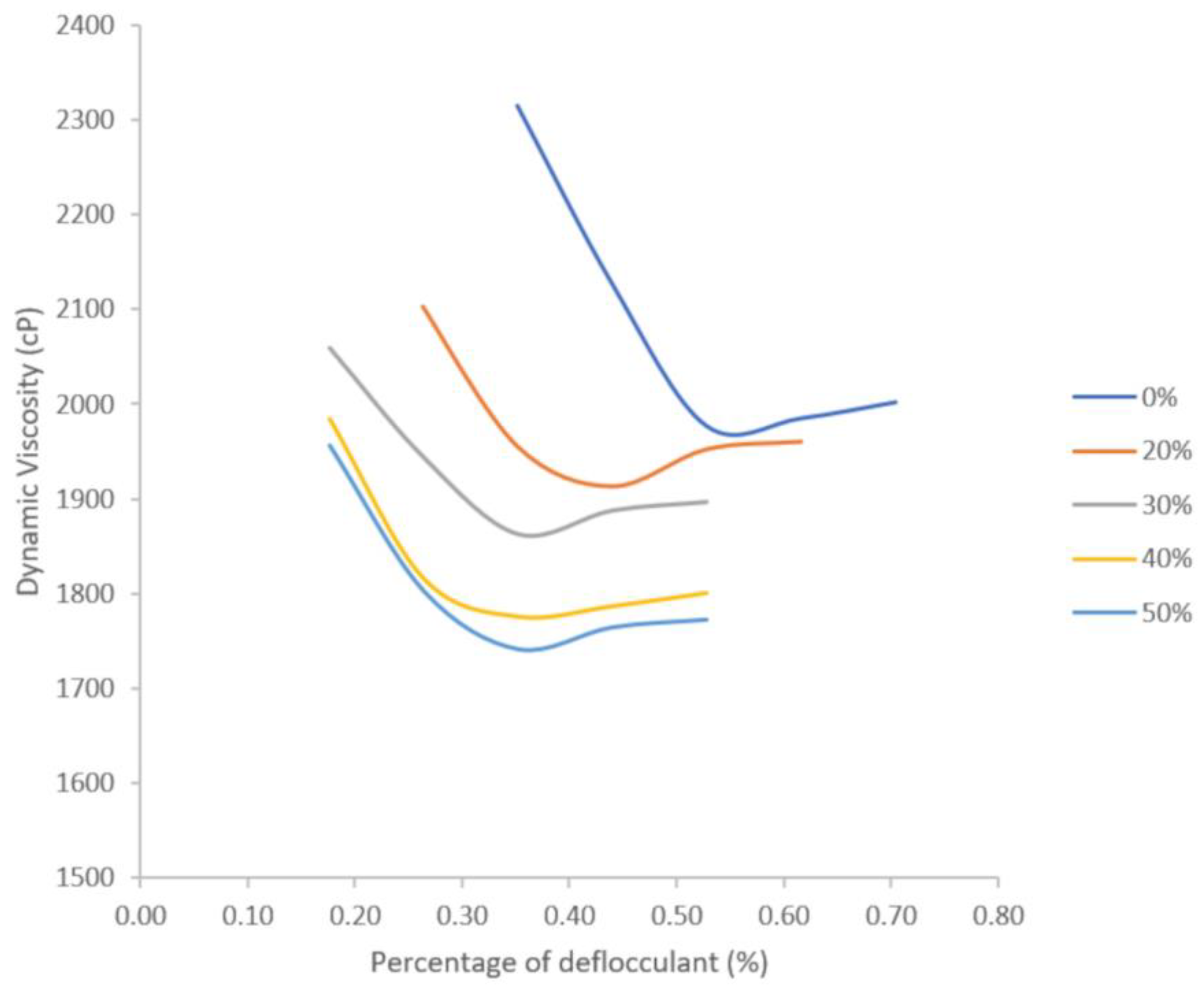
3.2. Rheological Study to Establish the Quantity of Deflocculant
3.3. Apparent Porosity
3.4. Water Absorption
3.5. Thermal Conductivity
3.6. Diametral Compressive Strength
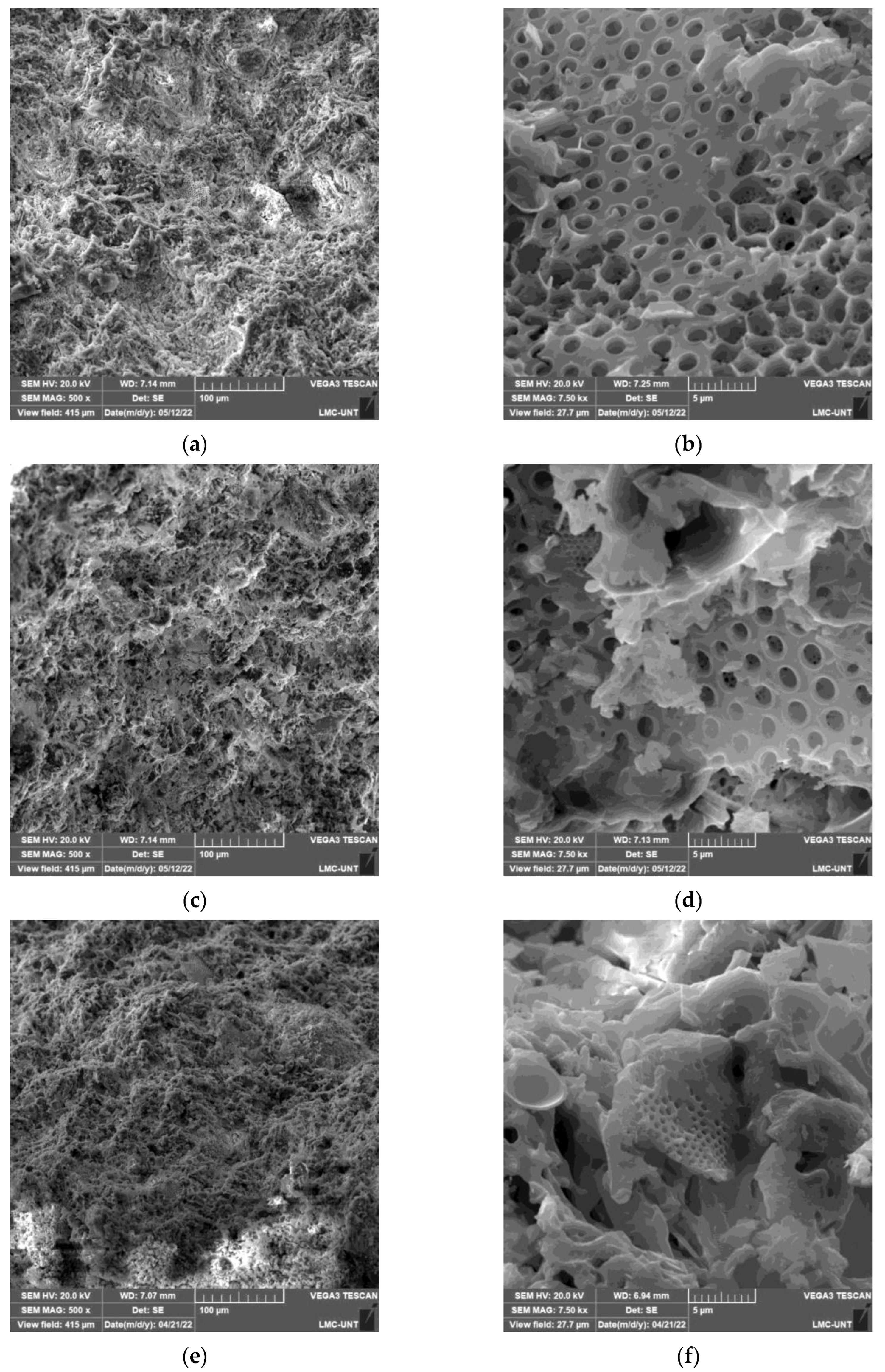
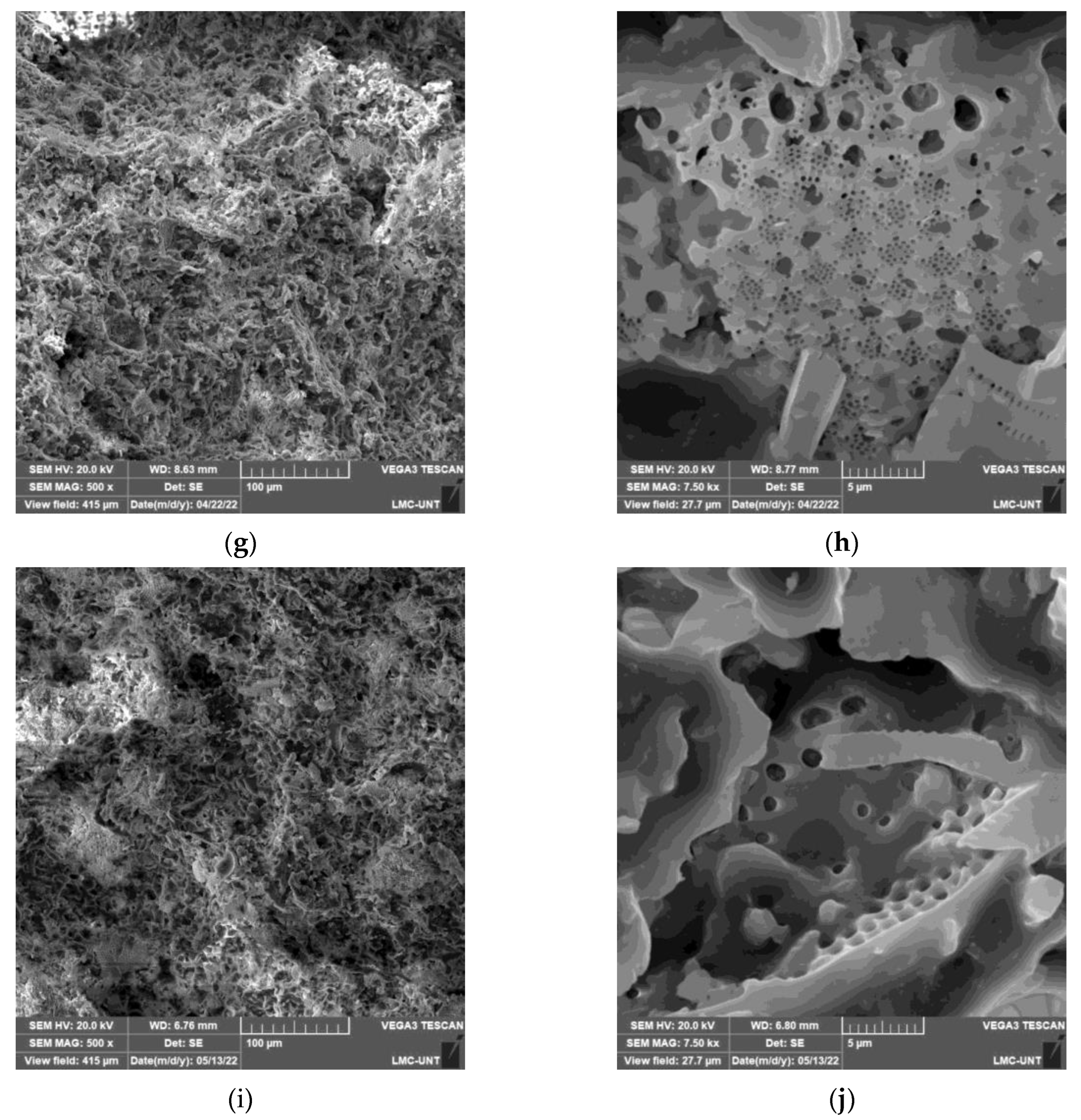
3.7. Microstructures Obtained by SEM
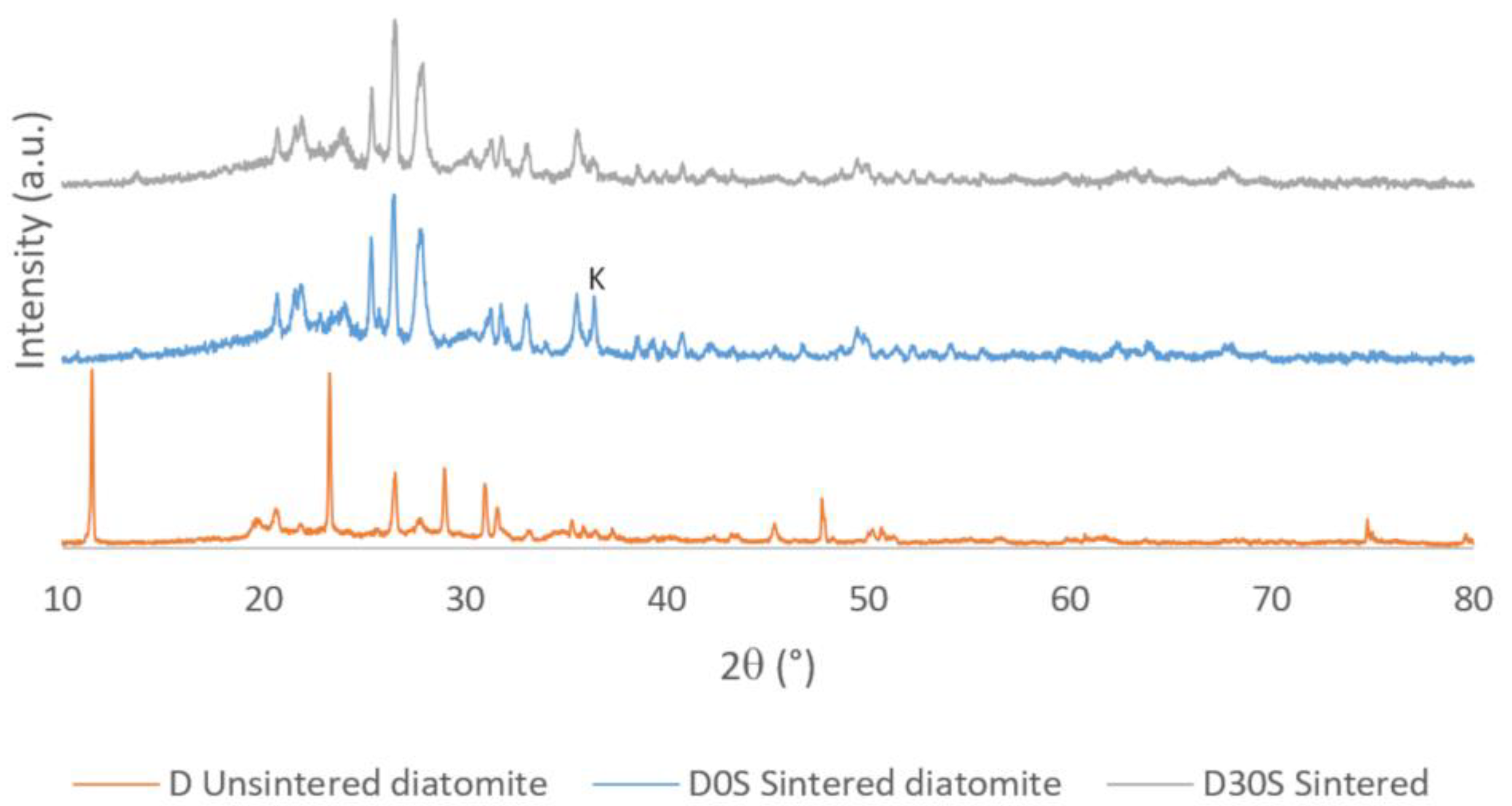
3.8. XRD of the Sintered Samples
4. Discussion
5. Conclusions
- (1)
- “Influence of starch content”: Starch content significantly influences the apparent porosity, and this, in turn, influences several parameters, such as thermal conductivity, diametral compressive strength, microstructure, and water absorption of the diatomite-based ceramic. As starch content increases, apparent porosity and water absorption increase, while thermal conductivity and diametral compressive strength decrease. This is important because the lower the thermal conductivity of a material, the better it is as a thermal insulator, and the greater the thermal comfort inside the house.
- (2)
- “Optimal diatomite–starch mixture”: The optimal mixture was diatomite with 30% starch. With this mixture, ceramic tiles can be manufactured to provide thermal insulation for residential roofs in cold regions. This mixture had a thermal conductivity of 0.0984 W/m·K, an apparent porosity of 57.88%, a water absorption of 58.45%, and a diametral compressive strength of 35.18 kg/cm2 (3.45 MPa). These values of thermal conductivity and thermal resistance are adequate for a thermal insulating material.
- (3)
- “Thermal insulator with hierarchical porosity”: A cellular ceramic with hierarchical porosity at the nanoscale, microscale, and mesoscale was obtained, making it suitable for application as an effective thermal insulator. It is important for thermal insulators to have pores of different sizes, because this will make it more difficult for heat to flow through them.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, M.; Shi, J. Mechanical and Thermal Performance Assessment of Paraffin/Expanded Vermiculite-Diatomite Composite Phase Change Materials Integrated Mortar: Experimental and Numerical Approach. Sol. Energy 2021, 227, 343–353. [Google Scholar] [CrossRef]
- Yao, C.; Kong, X.; Li, Y.; Du, Y.; Qi, C. Numerical and Experimental Research of Cold Storage for a Novel Expanded Perlite-Based Shape-Stabilized Phase Change Material Wallboard Used in Building. Energy Convers. Manag. 2018, 155, 20–31. [Google Scholar] [CrossRef]
- Li, M.; Shi, J. Review on Micropore Grade Inorganic Porous Medium Based Form Stable Composite Phase Change Materials: Preparation, Performance Improvement and Effects on the Properties of Cement Mortar. Constr. Build. Mater. 2019, 194, 287–310. [Google Scholar] [CrossRef]
- Jin, W.; Jiang, L.; Chen, L.; Yin, T.; Gu, Y.; Guo, M.; Yan, X.; Ben, X. Enhancement of Thermal Conductivity by Graphene as Additive in Lauric-Stearic Acid/Treated Diatomite Composite Phase Change Materials for Heat Storage in Building Envelope. Energy Build. 2021, 246, 111087. [Google Scholar] [CrossRef]
- Tabard, L.; Garnier, V.; Prud’Homme, E.; Courtial, E.J.; Meille, S.; Adrien, J.; Jorand, Y.; Gremillard, L. Robocasting of Highly Porous Ceramics Scaffolds with Hierarchized Porosity. Addit. Manuf. 2021, 38, 101776. [Google Scholar] [CrossRef]
- Wu, C.; Li, Z.; Li, Y.; Wu, J.; Zhao, Y.; Liao, Y. Effect of Starch on Pore Structure and Thermal Conductivity of Diatomite-Based Porous Ceramics. Ceram. Int. 2023, 49, 383–391. [Google Scholar] [CrossRef]
- Navalón, C.; Ros-Tárraga, P.; Murciano, A.; Velasquez, P.; Mazón, P.; De Aza, P.N. Easy Manufacturing of 3D Ceramic Scaffolds by the Foam Replica Technique Combined with Sol-Gel or Ceramic Slurry. Ceram. Int. 2019, 45, 18338–18346. [Google Scholar] [CrossRef]
- Chen, Y.; Chen, J.; Hao, Z.; Selim, M.S.; Yu, J.; Chen, X. Polyvinylpyrrolidone-Bridged MXene Skeleton Constructed by Photothermal Assisted Sacrificial Template Method for Phase Change Materials with Form Stability and Photothermal Conversion. Chem. Eng. J. 2023, 463, 142375. [Google Scholar] [CrossRef]
- Xia, F.; Cui, S.; Pu, X. Performance Study of Foam Ceramics Prepared by Direct Foaming Method Using Red Mud and K-Feldspar Washed Waste. Ceram. Int. 2022, 48, 5197–5203. [Google Scholar] [CrossRef]
- Kalemtas, A.; Topates, G.; Aytekin Aydin, M.T.; Özey, N. Starch Consolidation of SiC Ceramics: Processing and Low-Temperature Sintering in an Air Atmosphere. J. Asian Ceram. Soc. 2020, 8, 106–115. [Google Scholar] [CrossRef]
- Barros Calado, C.M.; Iturri, M.S.; Colonetti, V.C.; Constantino de Souza, V.; Fernandes, C.P.; Hotza, D.; Novy Quadri, M.G. Green Production of Cellular Ceramics by Emulsification of Sunflower Oil Followed by Gelcasting and Starch Consolidation. J. Clean. Prod. 2021, 282, 124468. [Google Scholar] [CrossRef]
- Li, X.; Li, S.; Yin, Z.; Shi, W.; Tao, M.; Liu, W.; Gao, Z.; Ma, C. Foam-Gelcasting Preparation and Properties of High-Strength Mullite Porous Ceramics. Ceram. Int. 2023, 49, 6873–6879. [Google Scholar] [CrossRef]
- Han, L.; Li, F.; Zhang, H.; Pei, Y.; Dong, L.; Liang, F.; Jia, Q.; Zhang, S. Freeze-Drying Preparation of Porous Diatomite Ceramics with High Porosity and Low Thermal Conductivity. Adv. Appl. Ceram. 2020, 119, 195–203. [Google Scholar] [CrossRef]
- Cao, J.; Li, W.; Guo, H.; Feng, X.; Liu, B.; Shen, T.; Hou, Y.; Shi, K.; Peng, J.; Wang, J.; et al. Effects of Nano-CaCO3 and Nano-Iron Phosphate on Microstructure and Properties of SiO2 Porous Ceramics Prepared by Direct Foaming. Mater. Today Commun. 2023, 35, 105690. [Google Scholar] [CrossRef]
- Galzerano, B.; Capasso, I.; Verdolotti, L.; Lavorgna, M.; Vollaro, P.; Caputo, D.; Iannace, S.; Liguori, B. Design of Sustainable Porous Materials Based on 3D-Structured Silica Exoskeletons, Diatomite: Chemico-Physical and Functional Properties. Mater. Des. 2018, 145, 196–204. [Google Scholar] [CrossRef]
- Li, C.; Wang, M.; Xie, B.; Ma, H.; Chen, J. Enhanced Properties of Diatomite-Based Composite Phase Change Materials for Thermal Energy Storage. Renew. Energy 2020, 147, 265–274. [Google Scholar] [CrossRef]
- Qian, T.; Li, J. Octadecane/C-Decorated Diatomite Composite Phase Change Material with Enhanced Thermal Conductivity as Aggregate for Developing Structural–Functional Integrated Cement for Thermal Energy Storage. Energy 2018, 142, 234–249. [Google Scholar] [CrossRef]
- Pavlíková, M.; Rovnaníková, P.; Záleská, M.; Pavlík, Z. Diatomaceous Earth—Lightweight Pozzolanic Admixtures for Repair Mortars—Complex Chemical and Physical Assessment. Materials 2022, 15, 6881. [Google Scholar] [CrossRef]
- Taoukil, D.; El meski, Y.; Lahlaouti, M.I.; Djedjig, R.; El bouardi, A. Effect of the Use of Diatomite as Partial Replacement of Sand on Thermal and Mechanical Properties of Mortars. J. Build. Eng. 2021, 42, 103414. [Google Scholar] [CrossRef]
- Kaplan, G.; Yavuz Bayraktar, O.; Bayrak, B.; Celebi, O.; Bodur, B.; Oz, A.; Aydin, A.C. Physico-Mechanical, Thermal Insulation and Resistance Characteristics of Diatomite and Attapulgite Based Geopolymer Foam Concrete: Effect of Different Curing Regimes. Constr. Build. Mater. 2023, 373, 130850. [Google Scholar] [CrossRef]
- Dome, K.; Podgorbunskikh, E.; Bychkov, A.; Lomovsky, O. Changes in the Crystallinity Degree of Starch Having Different Types of Crystal Structure after Mechanical Pretreatment. Polymers 2020, 12, 641. [Google Scholar] [CrossRef]
- Li, H.; Gidley, M.J.; Dhital, S. High-Amylose Starches to Bridge the “Fiber Gap”: Development, Structure, and Nutritional Functionality. Compr. Rev. Food Sci. Food Saf. 2019, 18, 362–379. [Google Scholar] [CrossRef]
- Pranckevičienė, J.; Pundienė, I. Use of Magnesium Silicate Contaminated with Organic Compounds in Ceramic Materials as a Pore Modifier. Materials 2022, 15, 8833. [Google Scholar] [CrossRef]
- Gaarder, J.E.; Friis, N.K.; Larsen, I.S.; Time, B.; Møller, E.B.; Kvande, T. Optimization of Thermal Insulation Thickness Pertaining to Embodied and Operational GHG Emissions in Cold Climates—Future and Present Cases. Build. Env. 2023, 234, 110187. [Google Scholar] [CrossRef]
- Zhu, G.; Jing, H.; Wu, J.; Chen, S.; Gao, Y.; Yin, Q.; Yu, Z.; Qiao, Y.; Ren, J. Study on Heat Transfer Characteristics of Cement-Based Honeycomb Structures Based on Infrared Imaging. J. Build. Eng. 2023, 68, 106134. [Google Scholar] [CrossRef]
- Fernandes, F.A.D.S.; Costa, D.D.S.D.O.; Martin, C.A.G.; Rossignolo, J.A. Vitreous Foam with Thermal Insulating Property Produced with the Addition of Waste Glass Powder and Rice Husk Ash. Sustainability 2023, 15, 796. [Google Scholar] [CrossRef]
- Gaenssle, A.L.O.; Satyawan, C.A.; Xiang, G.; Maarel, M.J.E.C.V.D.; Jurak, E. Long Chains and Crystallinity Govern the Enzymatic Degradability of Gelatinized Starches from Conventional and New Sources. Carbohydr. Polym. 2021, 260, 117801. [Google Scholar] [CrossRef]
- Lee, S.; Lee, C.Y.; Ha, J.H.; Lee, J.; Song, I.H.; Kwon, S.H. Effect of Processing Conditions on the Properties of Reticulated Porous Diatomite–Kaolin Composites. Appl. Sci. 2020, 10, 7297. [Google Scholar] [CrossRef]
- Ho, C.H.; Lo, H.M.; Lin, K.L.; Lan, J.Y. Characteristics of Porous Ceramics Prepared from Sandblasting Waste and Waste Diatomite by Co-Sintering Process. Env. Prog. Sustain. Energy 2019, 38, 321–328. [Google Scholar] [CrossRef]
- Raya-Moreno, M.; Cartoixà, X.; Carrete, J. BTE-Barna: An Extension of AlmaBTE for Thermal Simulation of Devices Based on 2D Materials. Comput. Phys. Commun. 2022, 281, 108504. [Google Scholar] [CrossRef]
- Han, L.; Li, F.; Zhang, H.; Dong, L.; Pei, Y.; Zhu, Q.; Wu, W.; Jia, Q.; Zhang, S. Low-Temperature Preparation of Porous Diatomite Ceramics via Direct-Gelcasting Using Melamine and Boric Acid as Cross-Linker and Sintering Agent. Ceram. Int. 2019, 45, 24469–24473. [Google Scholar] [CrossRef]
- Mathews, J.M.; Vivek, B.; Charde, M. Thermal Insulation Panels for Buildings Using Recycled Cardboard: Experimental Characterization and Optimum Selection. Energy Build. 2023, 281, 112747. [Google Scholar] [CrossRef]
- Roberts, A.D.; Scrutton, N.S. StarCrete: A Starch-Based Biocomposite for off-World Construction. Open. Eng. 2023, 13, 20220390. [Google Scholar] [CrossRef]
- Ta, X.; Zhang, Y.; Wan, Z.; Shi, P.; Zhou, J. Study on Preparation and Performance of CO2 Foamed Concrete for Heat Insulation and Carbon Storage. Materials 2023, 16, 2725. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Compound | SiO2 | Al2O3 | CaO | SO3 | Fe2O3 | MgO | Na2O | K2O | P2O5 | Cl | TiO2 | SrO | V2O5 | Cr2O3 | ZnO | LOI |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| wt.% | 59.96 | 10.69 | 4.99 | 4.05 | 4.02 | 2.86 | 2.01 | 1.45 | 1.21 | 1.06 | 0.33 | 0.09 | 0.04 | 0.02 | 0.02 | 7.2 |
| Compound Name | Formula | Crystal System | Percentage |
|---|---|---|---|
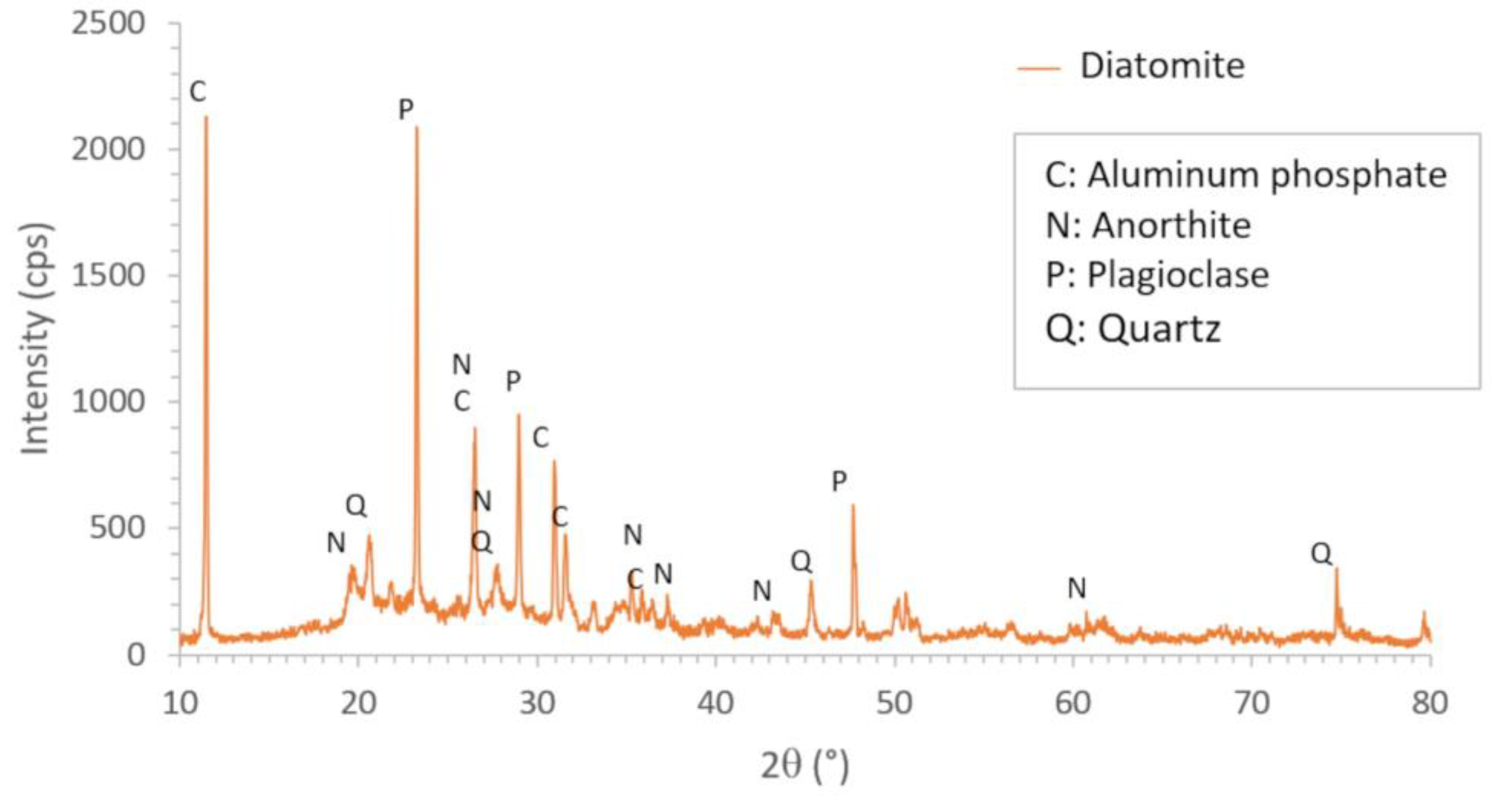
| C: Aluminum phosphate | Al P O4 | Triclinic | 21.6% |
| N: Anorthite | Ca (Al2 Si2 O8) | Triclinic | 33.0% |
| P: Plagioclase | Al3.88 Ca0.88 H2 Na0.12 O12 Si2.12 | Monoclinic | 36.3% |
| Q: Quartz | SiO2 | Triclinic | 9.1% |
| Compound Name | Formula | Crystal System | Percentage |
|---|---|---|---|
| A: Apjohnite | Al2 Fe0.02 H44 Mg0.28 Mn0.64 O38 S4 Zn0.06 | Monoclinic | 46.3% |
| K: K12 (Al P2)2 (Al2 P4) | Al4 K12 P8 | Triclinic | 26.5% |
| B: Bytownite | Al7.76 Ca3.44 Na0.56 O32 Si8.24 | Triclinic | 27.2% |
| Compound Name | Formula | Crystal System | Percentage |
|---|---|---|---|
| A: Apjohnite | Al2 Fe0.02 H44 Mg0.28 Mn0.64 O38 S4 Zn0.06 | Monoclinic | 51.2% |
| N: Anorthite | Al2 Ca O8 Si2 | Triclinic | 39.0% |
| M: Manitobaite | Al6.56 Ca2.44 Fe12 Mg0.44 Mn12.2 Na15.13 O120 P30 | Monoclinic | 9.8% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alvarado, C.; Alvarado-Quintana, H.; Siche, R. Ceramic Thermal Insulator Based on Diatomite Obtained by Starch Consolidation Casting. Materials 2023, 16, 4028. https://doi.org/10.3390/ma16114028
Alvarado C, Alvarado-Quintana H, Siche R. Ceramic Thermal Insulator Based on Diatomite Obtained by Starch Consolidation Casting. Materials. 2023; 16(11):4028. https://doi.org/10.3390/ma16114028
Chicago/Turabian StyleAlvarado, Cinthya, Hernán Alvarado-Quintana, and Raúl Siche. 2023. "Ceramic Thermal Insulator Based on Diatomite Obtained by Starch Consolidation Casting" Materials 16, no. 11: 4028. https://doi.org/10.3390/ma16114028