
Rare-Earth Elements Extraction from Low-Alkali Desilicated Coal Fly Ash by (NH4)2SO4 + H2SO4
 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Reagents
2.2. Analysis
2.3. Experiment
3. Results and Discussion
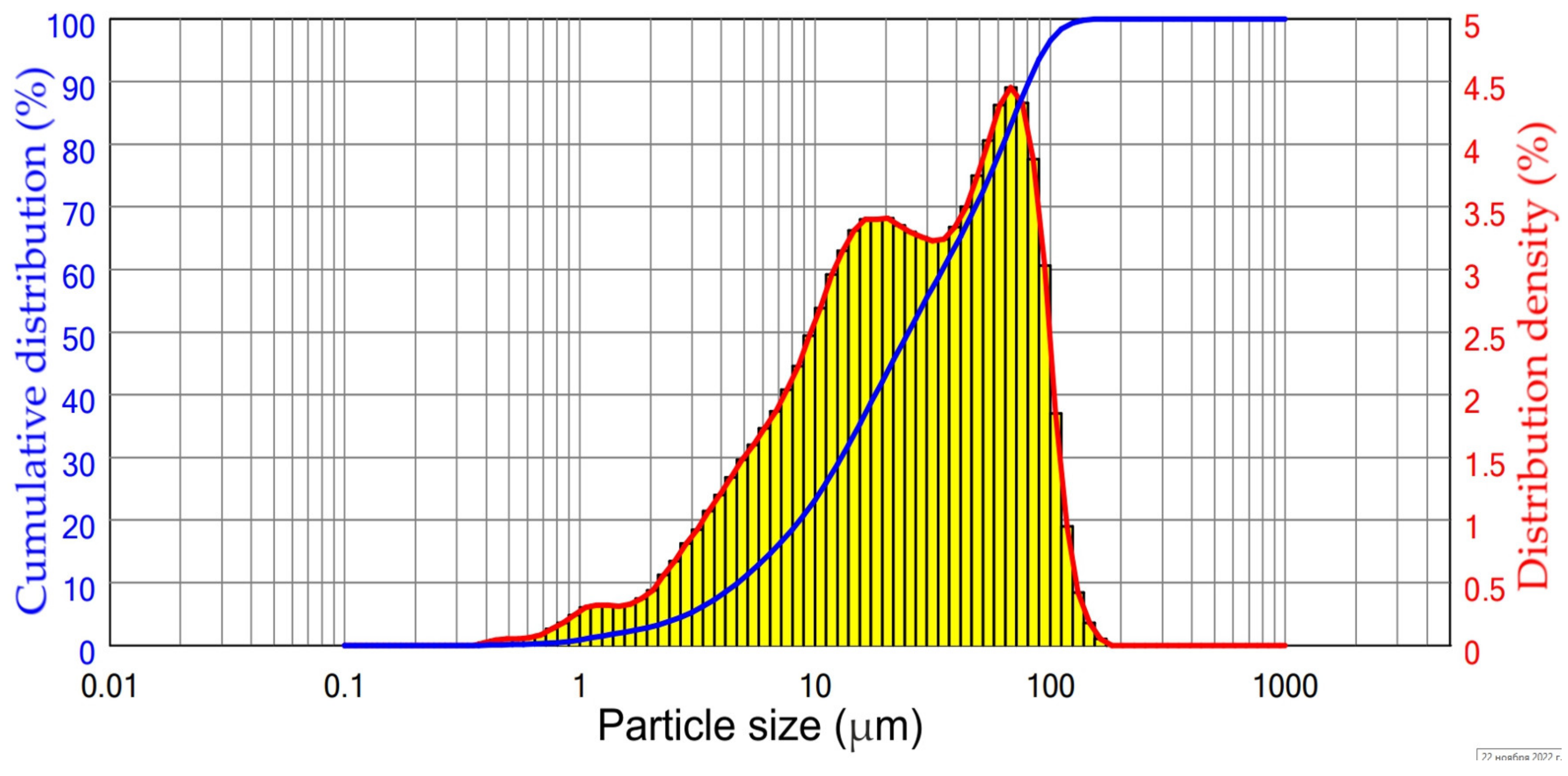
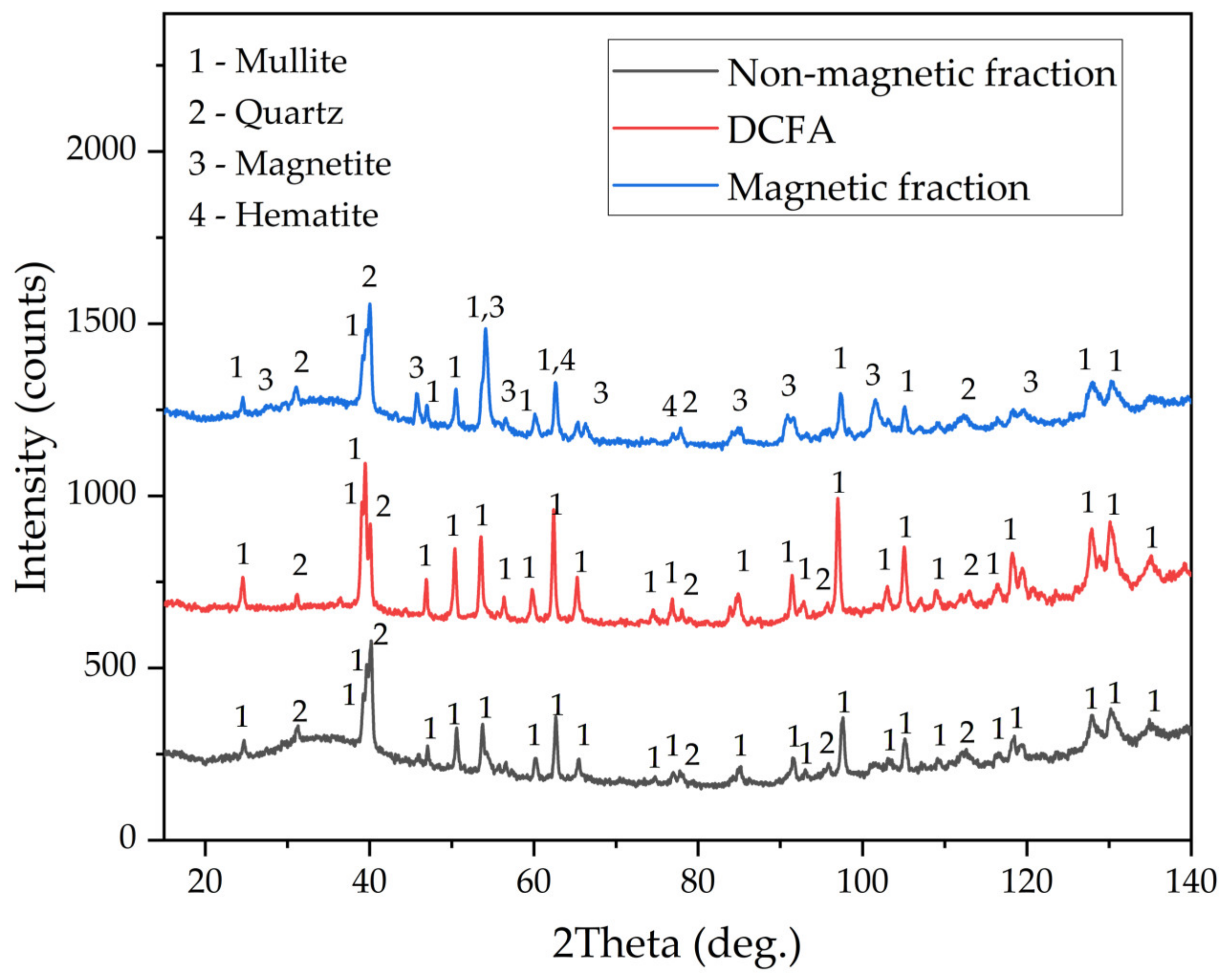
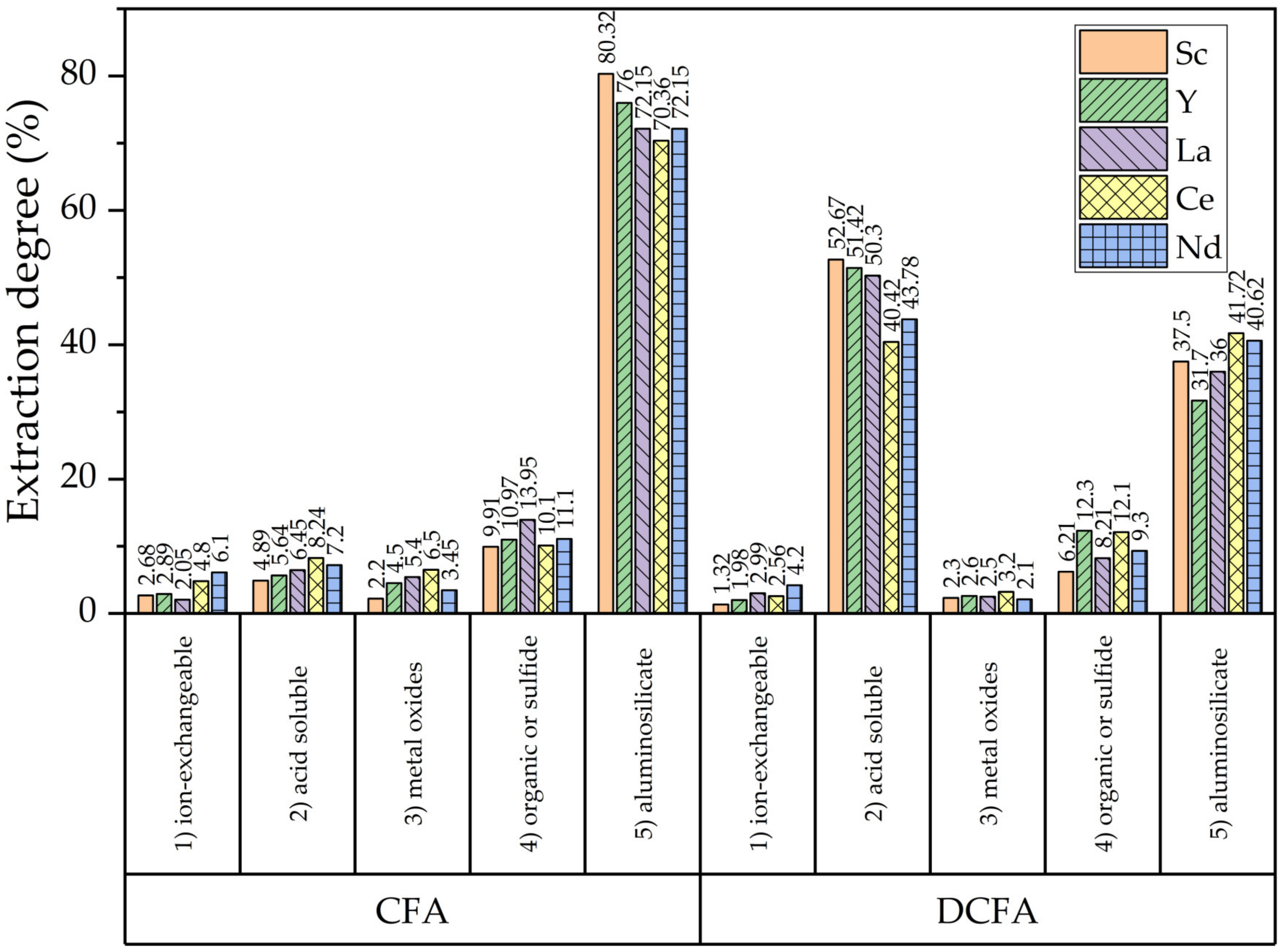
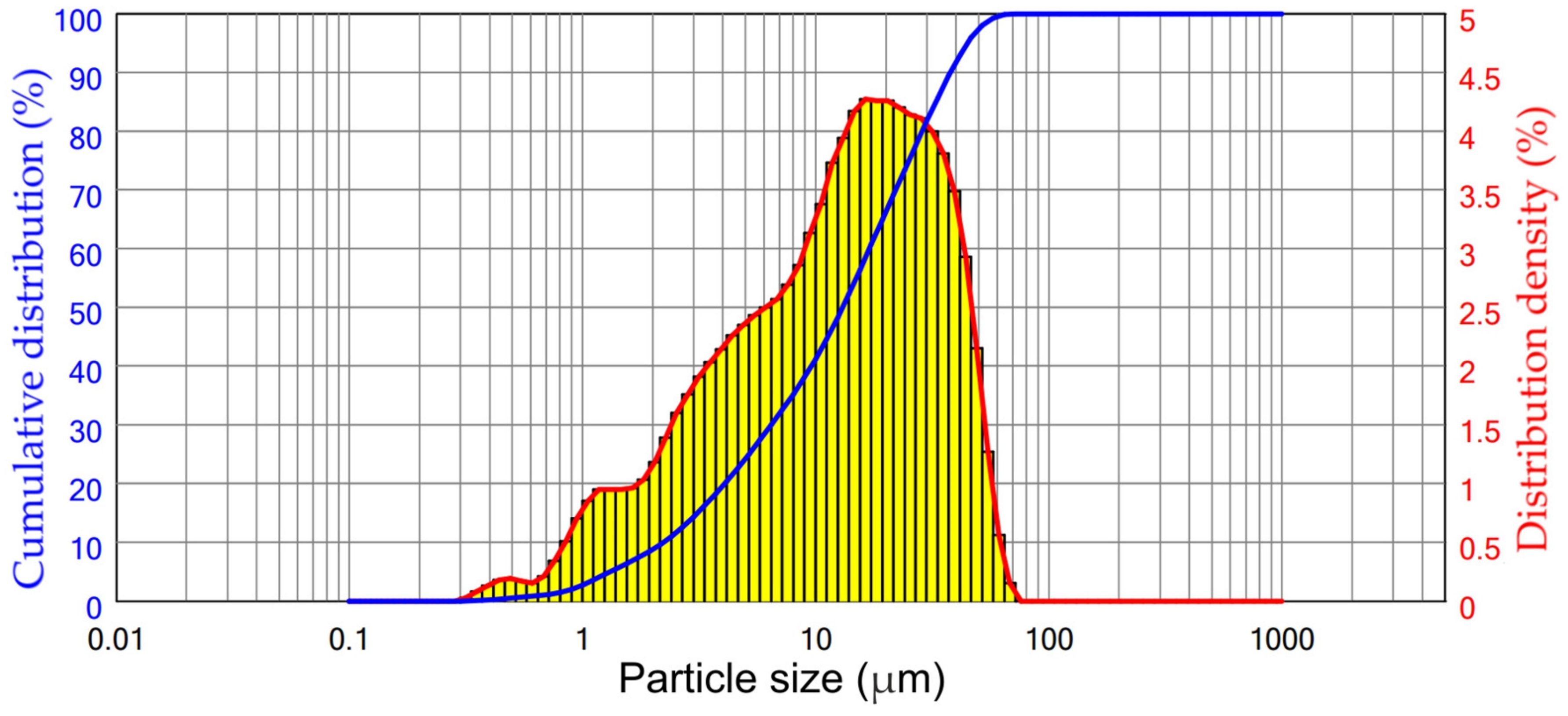
3.1. Raw Materials Characterization
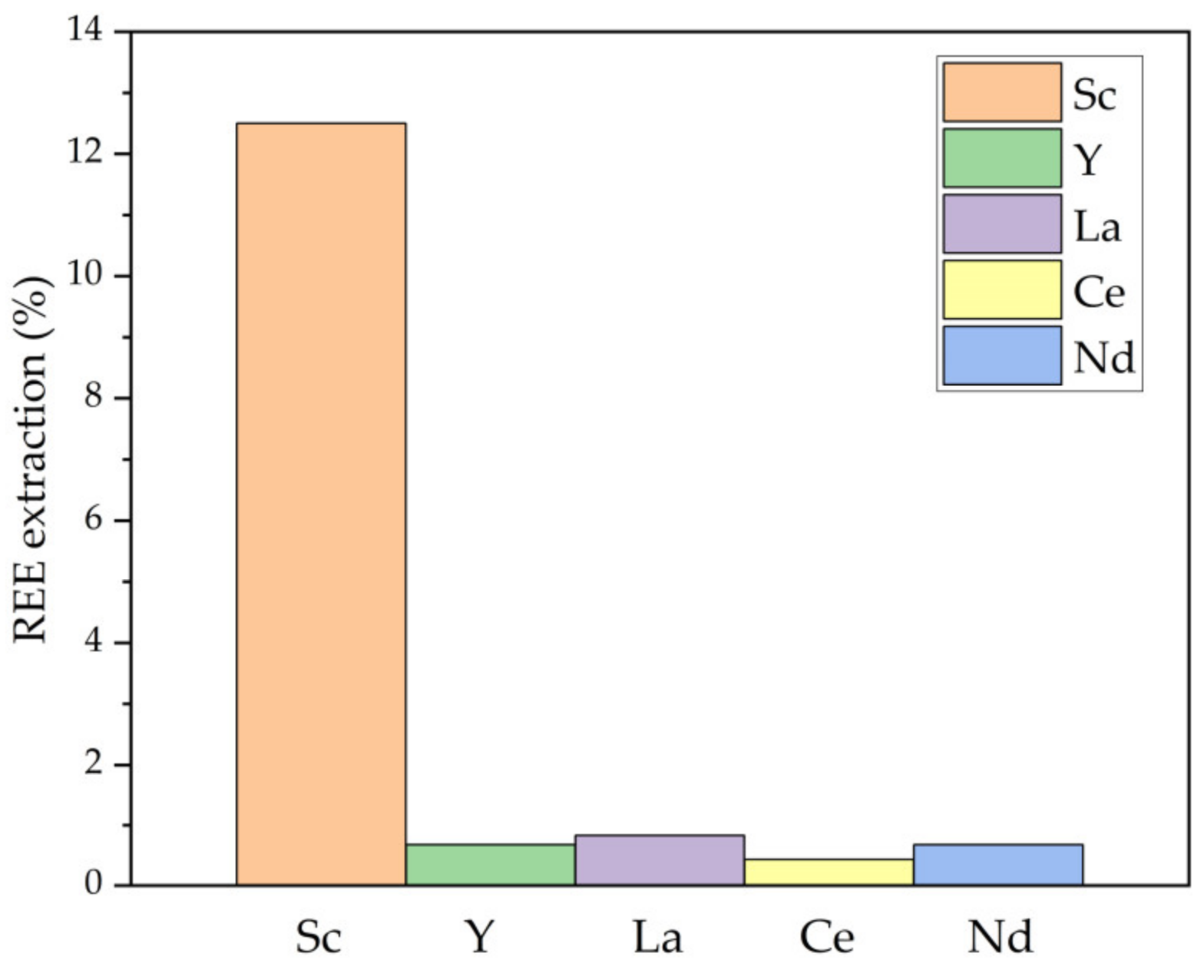
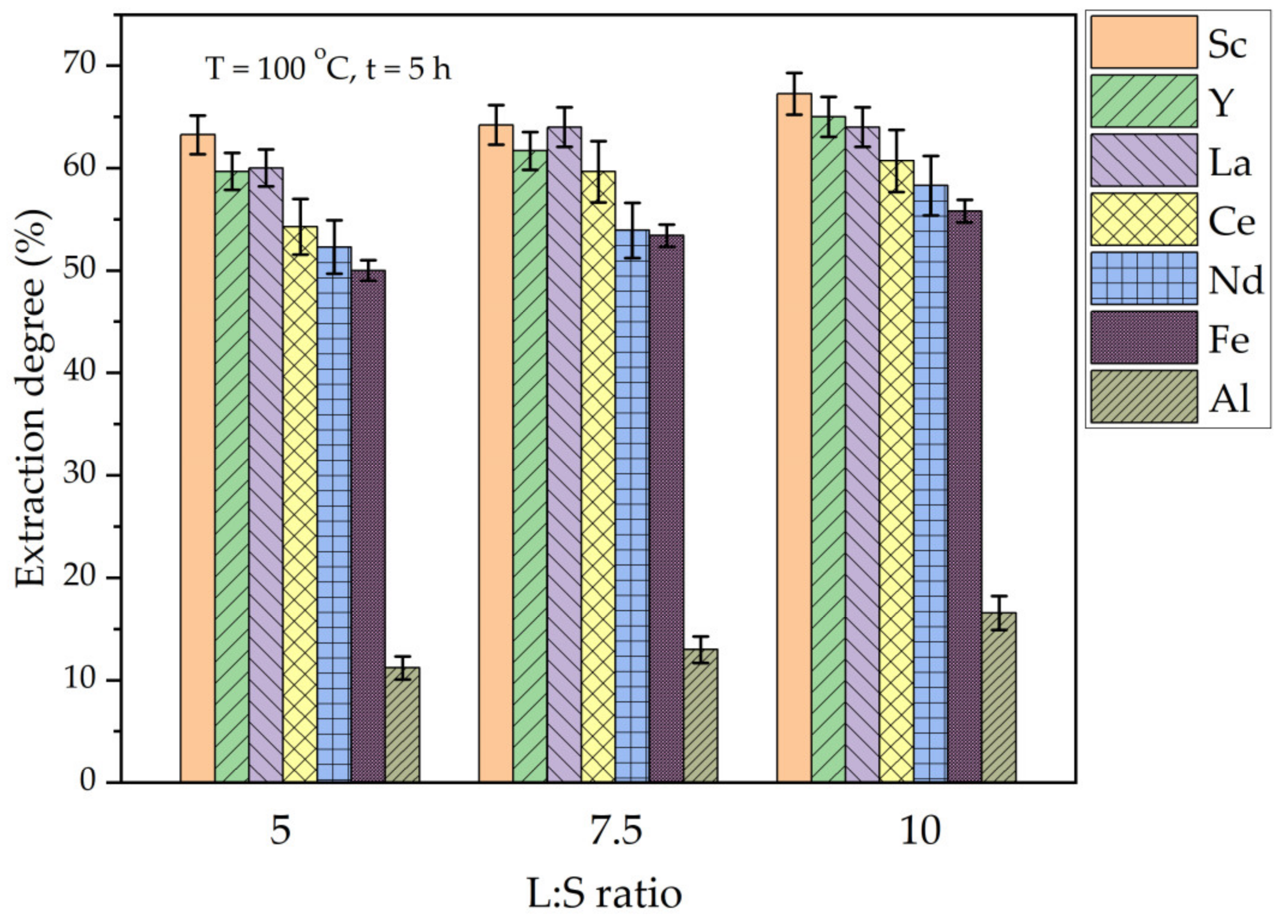
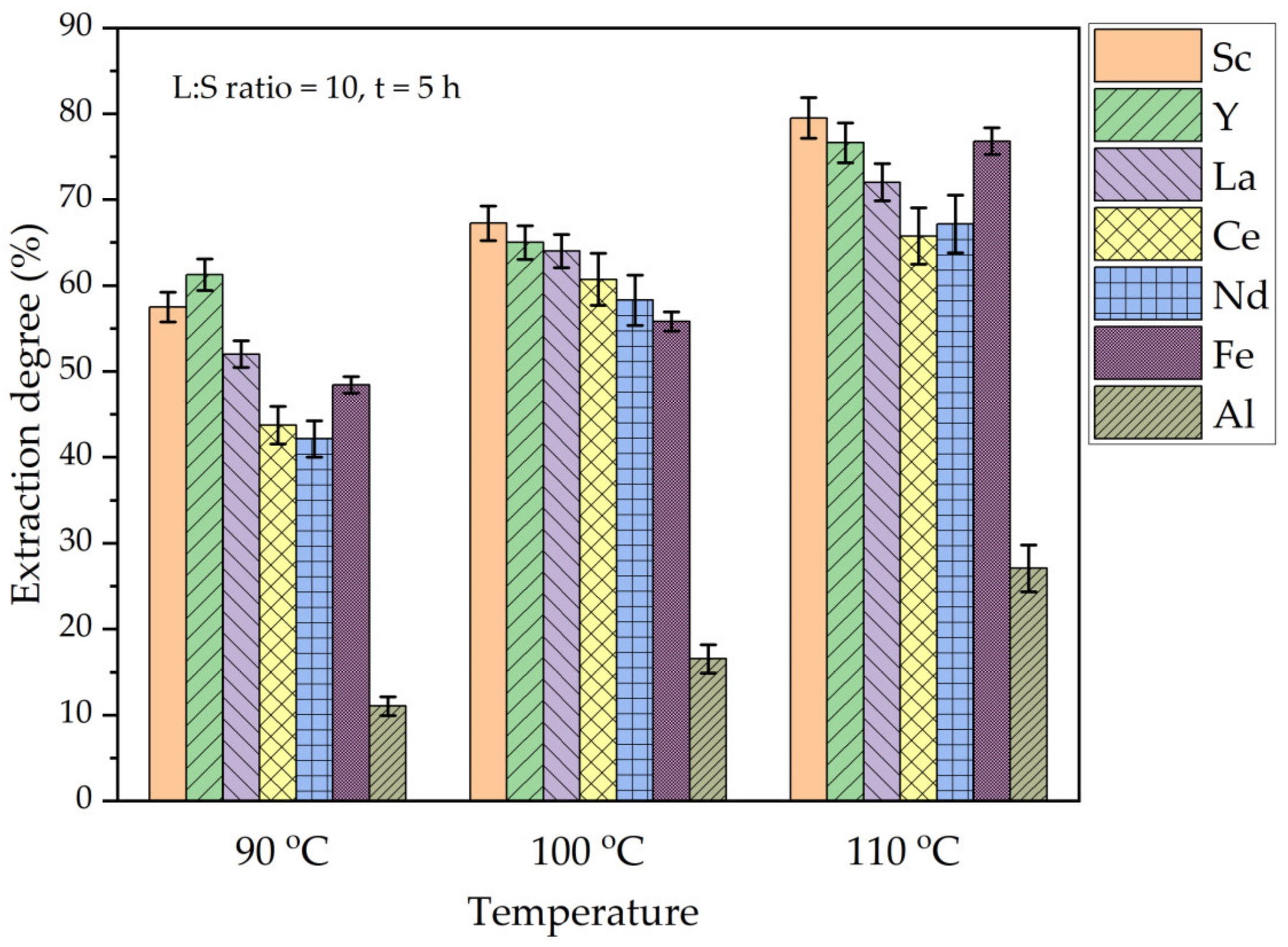
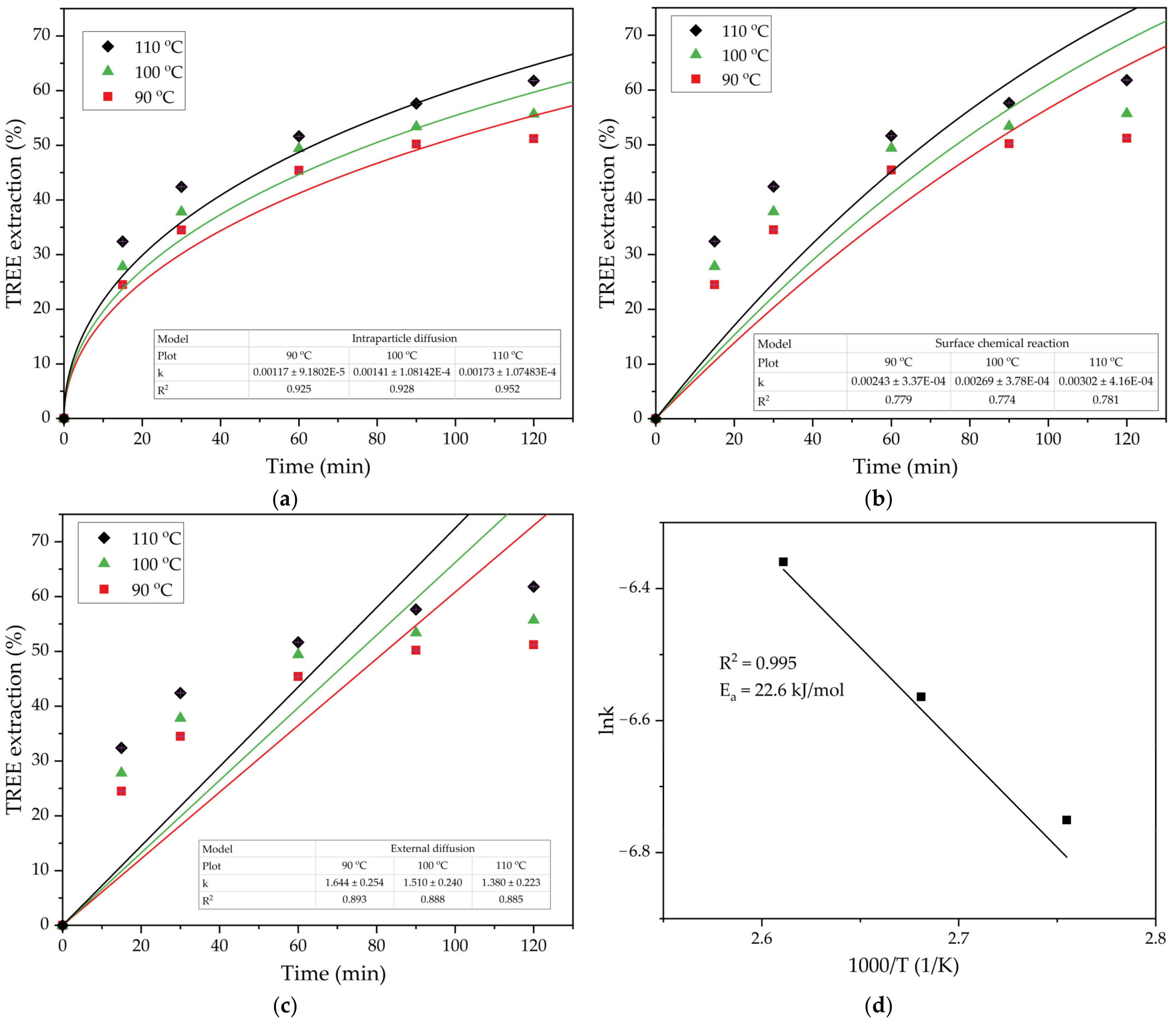
3.2. (NH4)2SO4 + H2SO4 Leaching
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, J.; Wang, Z.; Xie, G.; Li, Z.; Fan, X.; Zhang, W.; Xing, F.; Tang, L.; Ren, J. Resource Utilization of Municipal Solid Waste Incineration Fly Ash-Cement and Alkali-Activated Cementitious Materials: A Review. Sci. Total Environ. 2022, 852, 158254. [Google Scholar] [CrossRef] [PubMed]
- Bieliatynskyi, A.; Yang, S.; Pershakov, V.; Shao, M.; Ta, M. The Use of Fiber Made from Fly Ash from Power Plants in China in Road and Airfield Construction. Constr. Build. Mater. 2022, 323, 126537. [Google Scholar] [CrossRef]
- Hemalatha, T.; Ramaswamy, A. Fly Ash Cement. In Handbook of Fly Ash; Elsevier: Amsterdam, The Netherlands, 2022; pp. 547–563. ISBN 978-0-12-817686-3. [Google Scholar]
- Pati, P.K.; Sahu, S.K. Innovative Utilization of Fly Ash in Concrete Tiles for Sustainable Construction. Mater. Today Proc. 2020, 33, 5301–5305. [Google Scholar] [CrossRef]
- Wang, C.; Liu, K.; Huang, D.; Chen, Q.; Tu, M.; Wu, K.; Shui, Z. Utilization of Fly Ash as Building Material Admixture: Basic Properties and Heavy Metal Leaching. Case Stud. Constr. Mater. 2022, 17, e01422. [Google Scholar] [CrossRef]
- Kapustin, F.; Ufimtsev, V.; Vishnevsky, A.; Fomina, I.; Kapustin, A.; Zemlyanoy, K. The Use of Reftinskaya State District Power Plant Fly Ash in the Production of Building Materials and Products. KnE Mater. Sci. 2020, 133–142. [Google Scholar] [CrossRef]
- Borm, P. Toxicity and Occupational Health Hazards of Coal Fly Ash (CFA). A Review of Data and Comparison to Coal Mine Dust. Ann. Occup. Hyg. 1997, 41, 659–676. [Google Scholar] [CrossRef]
- Shaheen, S.M.; Hooda, P.S.; Tsadilas, C.D. Opportunities and Challenges in the Use of Coal Fly Ash for Soil Improvements—A Review. J. Environ. Manag. 2014, 145, 249–267. [Google Scholar] [CrossRef] [Green Version]
- Shoppert, A.; Loginova, I.; Napol’skikh, J.; Kyrchikov, A.; Chaikin, L.; Rogozhnikov, D.; Valeev, D. Selective Scandium (Sc) Extraction from Bauxite Residue (Red Mud) Obtained by Alkali Fusion-Leaching Method. Materials 2022, 15, 433. [Google Scholar] [CrossRef]
- Shoppert, A.; Loginova, I.; Napol’skikh, J.; Valeev, D. High-Selective Extraction of Scandium (Sc) from Bauxite Residue (Red Mud) by Acid Leaching with MgSO4. Materials 2022, 15, 1343. [Google Scholar] [CrossRef]
- Loginova, I.V.; Shoppert, A.A.; Chaikin, L.I. Extraction of Rare-Earth Metals During the Systematic Processing of Diaspore-Boehmite Bauxites. Metallurgist 2016, 60, 198–203. [Google Scholar] [CrossRef]
- Rivera, R.M.; Ounoughene, G.; Borra, C.R.; Binnemans, K.; Van Gerven, T. Neutralisation of Bauxite Residue by Carbon Dioxide Prior to Acidic Leaching for Metal Recovery. Miner. Eng. 2017, 112, 92–102. [Google Scholar] [CrossRef]
- Rybak, A.; Rybak, A. Characteristics of Some Selected Methods of Rare Earth Elements Recovery from Coal Fly Ashes. Metals 2021, 11, 142. [Google Scholar] [CrossRef]
- Nugroho, N.D.; Rosita, W.; Perdana, I.; Bendiyasa, I.M.; Mufakhir, F.R.; Astuti, W. Iron Bearing Oxide Minerals Separation from Rare Earth Elements (REE) Rich Coal Fly Ash. IOP Conf. Ser. Mater. Sci. Eng. 2019, 478, 012026. [Google Scholar] [CrossRef]
- Pan, J.; Hassas, B.V.; Rezaee, M.; Zhou, C.; Pisupati, S.V. Recovery of Rare Earth Elements from Coal Fly Ash through Sequential Chemical Roasting, Water Leaching, and Acid Leaching Processes. J. Clean. Prod. 2021, 284, 124725. [Google Scholar] [CrossRef]
- Thompson, R.L.; Bank, T.; Montross, S.; Roth, E.; Howard, B.; Verba, C.; Granite, E. Analysis of Rare Earth Elements in Coal Fly Ash Using Laser Ablation Inductively Coupled Plasma Mass Spectrometry and Scanning Electron Microscopy. Spectrochim. Acta Part B At. Spectrosc. 2018, 143, 1–11. [Google Scholar] [CrossRef]
- Dai, S.; Zhao, L.; Hower, J.C.; Johnston, M.N.; Song, W.; Wang, P.; Zhang, S. Petrology, Mineralogy, and Chemistry of Size-Fractioned Fly Ash from the Jungar Power Plant, Inner Mongolia, China, with Emphasis on the Distribution of Rare Earth Elements. Energy Fuels 2014, 28, 1502–1514. [Google Scholar] [CrossRef]
- Kolker, A.; Scott, C.; Hower, J.C.; Vazquez, J.A.; Lopano, C.L.; Dai, S. Distribution of Rare Earth Elements in Coal Combustion Fly Ash, Determined by SHRIMP-RG Ion Microprobe. Int. J. Coal Geol. 2017, 184, 1–10. [Google Scholar] [CrossRef]
- Trinh, H.B.; Kim, S.; Lee, J. Recovery of Rare Earth Elements from Coal Fly Ash Using Enrichment by Sodium Hydroxide Leaching and Dissolution by Hydrochloric Acid. Geosyst. Eng. 2022, 25, 53–62. [Google Scholar] [CrossRef]
- Fu, B.; Hower, J.C.; Zhang, W.; Luo, G.; Hu, H.; Yao, H. A Review of Rare Earth Elements and Yttrium in Coal Ash: Content, Modes of Occurrences, Combustion Behavior, and Extraction Methods. Prog. Energy Combust. Sci. 2022, 88, 100954. [Google Scholar] [CrossRef]
- Taggart, R.K.; Hower, J.C.; Dwyer, G.S.; Hsu-Kim, H. Trends in the Rare Earth Element Content of U.S.-Based Coal Combustion Fly Ashes. Environ. Sci. Technol. 2016, 50, 5919–5926. [Google Scholar] [CrossRef]
- Taggart, R.K.; Hower, J.C.; Hsu-Kim, H. Effects of Roasting Additives and Leaching Parameters on the Extraction of Rare Earth Elements from Coal Fly Ash. Int. J. Coal Geol. 2018, 196, 106–114. [Google Scholar] [CrossRef]
- Pan, J.; Zhou, C.; Tang, M.; Cao, S.; Liu, C.; Zhang, N.; Wen, M.; Luo, Y.; Hu, T.; Ji, W. Study on the Modes of Occurrence of Rare Earth Elements in Coal Fly Ash by Statistics and a Sequential Chemical Extraction Procedure. Fuel 2019, 237, 555–565. [Google Scholar] [CrossRef]
- Pan, J.; Zhou, C.; Liu, C.; Tang, M.; Cao, S.; Hu, T.; Ji, W.; Luo, Y.; Wen, M.; Zhang, N. Modes of Occurrence of Rare Earth Elements in Coal Fly Ash: A Case Study. Energy Fuels 2018, 32, 9738–9743. [Google Scholar] [CrossRef]
- Lin, R.; Stuckman, M.; Howard, B.H.; Bank, T.L.; Roth, E.A.; Macala, M.K.; Lopano, C.; Soong, Y.; Granite, E.J. Application of Sequential Extraction and Hydrothermal Treatment for Characterization and Enrichment of Rare Earth Elements from Coal Fly Ash. Fuel 2018, 232, 124–133. [Google Scholar] [CrossRef]
- Ma, Z.; Zhang, S.; Zhang, H.; Cheng, F. Novel Extraction of Valuable Metals from Circulating Fluidized Bed-Derived High-Alumina Fly Ash by Acid–Alkali–Based Alternate Method. J. Clean. Prod. 2019, 230, 302–313. [Google Scholar] [CrossRef]
- Li, Q.; Ji, B.; Xiao, Z.; Zhang, W. Alkali Pretreatment Effects on Acid Leaching Recovery of Rare Earth Elements from Coal Waste of the Western Kentucky No. 13 and Fire Clay Seams. Miner. Miner. Mater. 2022, 1, 7. [Google Scholar] [CrossRef]
- Shoppert, A.; Loginova, I.; Valeev, D. Kinetics Study of Al Extraction from Desilicated Coal Fly Ash by NaOH at Atmospheric Pressure. Materials 2021, 14, 7700. [Google Scholar] [CrossRef]
- Shoppert, A.; Valeev, D.; Loginova, I.; Chaikin, L. Complete Extraction of Amorphous Aluminosilicate from Coal Fly Ash by Alkali Leaching under Atmospheric Pressure. Metals 2020, 10, 1684. [Google Scholar] [CrossRef]
- Zhang, J.-B.; Li, S.-P.; Li, H.-Q.; He, M.-M. Acid Activation for Pre-Desilicated High-Alumina Fly Ash. Fuel Process. Technol. 2016, 151, 64–71. [Google Scholar] [CrossRef]
- Wang, M.W.; Yang, J.; Ma, H.W.; Shen, J.; Li, J.H.; Guo, F. Extraction of Aluminum Hydroxide from Coal Fly Ash by Pre-Desilication and Calcination Methods. Adv. Mater. Res. 2011, 396, 706–710. [Google Scholar] [CrossRef]
- Pan, J.; Nie, T.; Hassas, B.V.; Rezaee, M.; Wen, Z.; Zhou, C. Recovery of Rare Earth Elements from Coal Fly Ash by Integrated Physical Separation and Acid Leaching. Chemosphere 2020, 248, 126112. [Google Scholar] [CrossRef]
- Valeev, D.; Kunilova, I.; Alpatov, A.; Mikhailova, A.; Goldberg, M.; Kondratiev, A. Complex Utilisation of Ekibastuz Brown Coal Fly Ash: Iron & Carbon Separation and Aluminum Extraction. J. Clean. Prod. 2019, 218, 192–201. [Google Scholar] [CrossRef]
- Xu, D.; Li, H.; Bao, W.; Wang, C. A New Process of Extracting Alumina from High-Alumina Coal Fly Ash in NH4HSO4+H2SO4 Mixed Solution. Hydrometallurgy 2016, 165, 336–344. [Google Scholar] [CrossRef]
- Valeev, D.; Shoppert, A.; Dogadkin, D.; Romashova, T.; Kuz’mina, T.; Salazar-Concha, C. Extraction of Al and Rare Earth Elements via High-Pressure Leaching of Boehmite-Kaolinite Bauxite Using NH4HSO4 and H2SO4. Hydrometallurgy 2023, 215, 105994. [Google Scholar] [CrossRef]
- Aphane, M.E.; Doucet, F.J.; Kruger, R.A.; Petrik, L.; van der Merwe, E.M. Preparation of Sodium Silicate Solutions and Silica Nanoparticles from South African Coal Fly Ash. Waste Biomass Valorization 2019, 11, 4403–4417. [Google Scholar] [CrossRef]
- Fan, X.; Xia, J.; Zhang, D.; Nie, Z.; Liu, Y.; Zhang, L.; Zhang, D. Highly-Efficient and Sequential Recovery of Rare Earth Elements, Alumina and Silica from Coal Fly Ash via a Novel Recyclable ZnO Sinter Method. J. Hazard. Mater. 2022, 437, 129308. [Google Scholar] [CrossRef]
- Tang, M.; Zhou, C.; Pan, J.; Zhang, N.; Liu, C.; Cao, S.; Hu, T.; Ji, W. Study on Extraction of Rare Earth Elements from Coal Fly Ash through Alkali Fusion—Acid Leaching. Miner. Eng. 2019, 136, 36–42. [Google Scholar] [CrossRef]
- Wen, Z.; Zhou, C.; Pan, J.; Cao, S.; Hu, T.; Ji, W.; Nie, T. Recovery of Rare-Earth Elements from Coal Fly Ash via Enhanced Leaching. Int. J. Coal Prep. Util. 2022, 42, 2041–2055. [Google Scholar] [CrossRef]
- Khamizov, R.K.; Zaitsev, V.A.; Gruzdeva, A.N. Features of the Hydrosulfate Method for Processing Alumina-Containing Raw Materials in a Closed Reagent Cycle. Appl. Sci. 2022, 12, 11057. [Google Scholar] [CrossRef]
- Wang, X.; Wang, H.; Sui, C.; Zhou, L.; Feng, X.; Huang, C.; Zhao, K.; Zhong, W.; Hu, K. Permeability and Adsorption–Desorption Behavior of Rare Earth in Laboratory Leaching Tests. Minerals 2020, 10, 889. [Google Scholar] [CrossRef]
- Valeev, D.; Kunilova, I.; Shoppert, A.; Salazar-Concha, C.; Kondratiev, A. High-Pressure HCl Leaching of Coal Ash to Extract Al into a Chloride Solution with Further Use as a Coagulant for Water Treatment. J. Clean. Prod. 2020, 276, 123206. [Google Scholar] [CrossRef]
- Levenspiel, O. Chemical Reaction Engineering, 3rd ed.; John Wiley & Sons: New York, NY, USA, 1999; ISBN 978-0-471-25424-9. [Google Scholar]
- Allam, E.M.; Lashen, T.A.; Abou El-Enein, S.A.; Hassanin, M.A.; Sakr, A.K.; Hanfi, M.Y.; Sayyed, M.I.; Al-Otaibi, J.S.; Cheira, M.F. Cetylpyridinium Bromide/Polyvinyl Chloride for Substantially Efficient Capture of Rare Earth Elements from Chloride Solution. Polymers 2022, 14, 954. [Google Scholar] [CrossRef]
- Weshahy, A.R.; Gouda, A.A.; Atia, B.M.; Sakr, A.K.; Al-Otaibi, J.S.; Almuqrin, A.; Hanfi, M.Y.; Sayyed, M.I.; El Sheikh, R.; Radwan, H.A.; et al. Efficient Recovery of Rare Earth Elements and Zinc from Spent Ni–Metal Hydride Batteries: Statistical Studies. Nanomaterials 2022, 12, 2305. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Liao, C.; Yang, Y.; Xu, H.; Xiao, Y.; Yan, C. Effects of Organic Acids on the Leaching Process of Ion-Adsorption Type Rare Earth Ore. J. Rare Earths 2017, 35, 1233–1238. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Main Components, wt.% | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | CaO | Fe2O3 | TiO2 | MgO | Na2O | K2O | LOI | C |
| 62.10 | 26.45 | 1.49 | 3.43 | 1.17 | 0.78 | 0.54 | 0.52 | 3.52 | 1.52 |
| Fraction | Main Components, wt.% | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | CaO | Fe2O3 | TiO2 | MgO | Na2O | K2O | LOI | C | |
| Magnetic fraction | 50.86 | 24.19 | 2.53 | 13.87 | 0.92 | 0.89 | 0.22 | 0.67 | 2.78 | 0.78 |
| Non-magnetic fraction | 62.50 | 26.76 | 1.50 | 1.58 | 1.20 | 0.77 | 0.53 | 0.55 | 3.51 | 1.51 |
| DCFA | 40.00 | 42.01 | 2.94 | 3.41 | 2.32 | 0.87 | 0.85 | 0.08 | 7.20 | 3.10 |
| Fraction | Minor Components, mg kg−1 | |||||||||
| Sc | Y | La | Ce | Nd | ||||||
| Magnetic fraction | 20 | 30 | 18 | 41 | 22 | |||||
| Non-magnetic fraction | 24 | 37 | 27 | 58 | 36 | |||||
| DCFA | 40 | 70 | 49 | 110 | 70 | |||||
| Product | Specific Surface Area (BET) (m2/g) | Total Pore Volume (cm3/g) | Pore Diameter (nm) |
|---|---|---|---|
| Non-magnetic fraction | 4.7 | 8 | 35.5 |
| DCFA | 15.1 | 28 | 18.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shoppert, A.; Valeev, D.; Napol’skikh, J.; Loginova, I.; Pan, J.; Chen, H.; Zhang, L. Rare-Earth Elements Extraction from Low-Alkali Desilicated Coal Fly Ash by (NH4)2SO4 + H2SO4. Materials 2023, 16, 6. https://doi.org/10.3390/ma16010006
Shoppert A, Valeev D, Napol’skikh J, Loginova I, Pan J, Chen H, Zhang L. Rare-Earth Elements Extraction from Low-Alkali Desilicated Coal Fly Ash by (NH4)2SO4 + H2SO4. Materials. 2023; 16(1):6. https://doi.org/10.3390/ma16010006
Chicago/Turabian StyleShoppert, Andrei, Dmitry Valeev, Julia Napol’skikh, Irina Loginova, Jinhe Pan, Hangchao Chen, and Lei Zhang. 2023. "Rare-Earth Elements Extraction from Low-Alkali Desilicated Coal Fly Ash by (NH4)2SO4 + H2SO4" Materials 16, no. 1: 6. https://doi.org/10.3390/ma16010006