
Effect of Zirconium Diboride and Titanium Diboride on the Structure and Properties of 316L Steel-Based Composites

Abstract
:1. Introduction
2. Materials and Experimental Methods
3. Results and Discussion
4. Conclusions
- In all tested steel+ZrB2 and steel+TiB2 composites, a very high degree of compaction was achieved. Relative densities of sintered composites were in the range of 96–98%.
- The properties of sintered composites are closely related to the weight fraction and the type of boride phase.
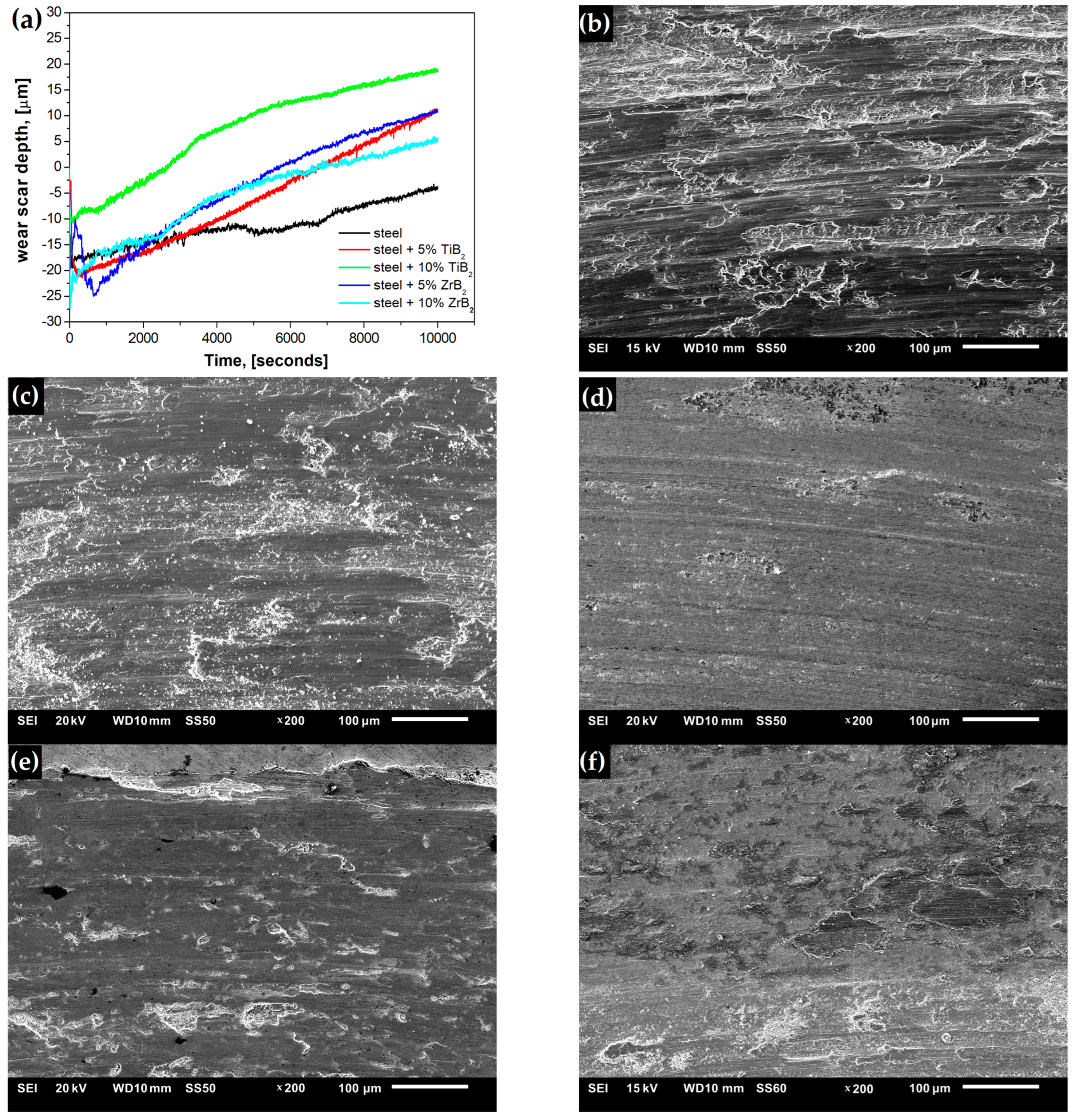
- Young’s modulus and hardness increase with the reinforcing phase content increasing in the steel matrix. It was also demonstrated that the coefficient of friction and the specific wear rate decrease with the increasing content of TiB2 or ZrB2.
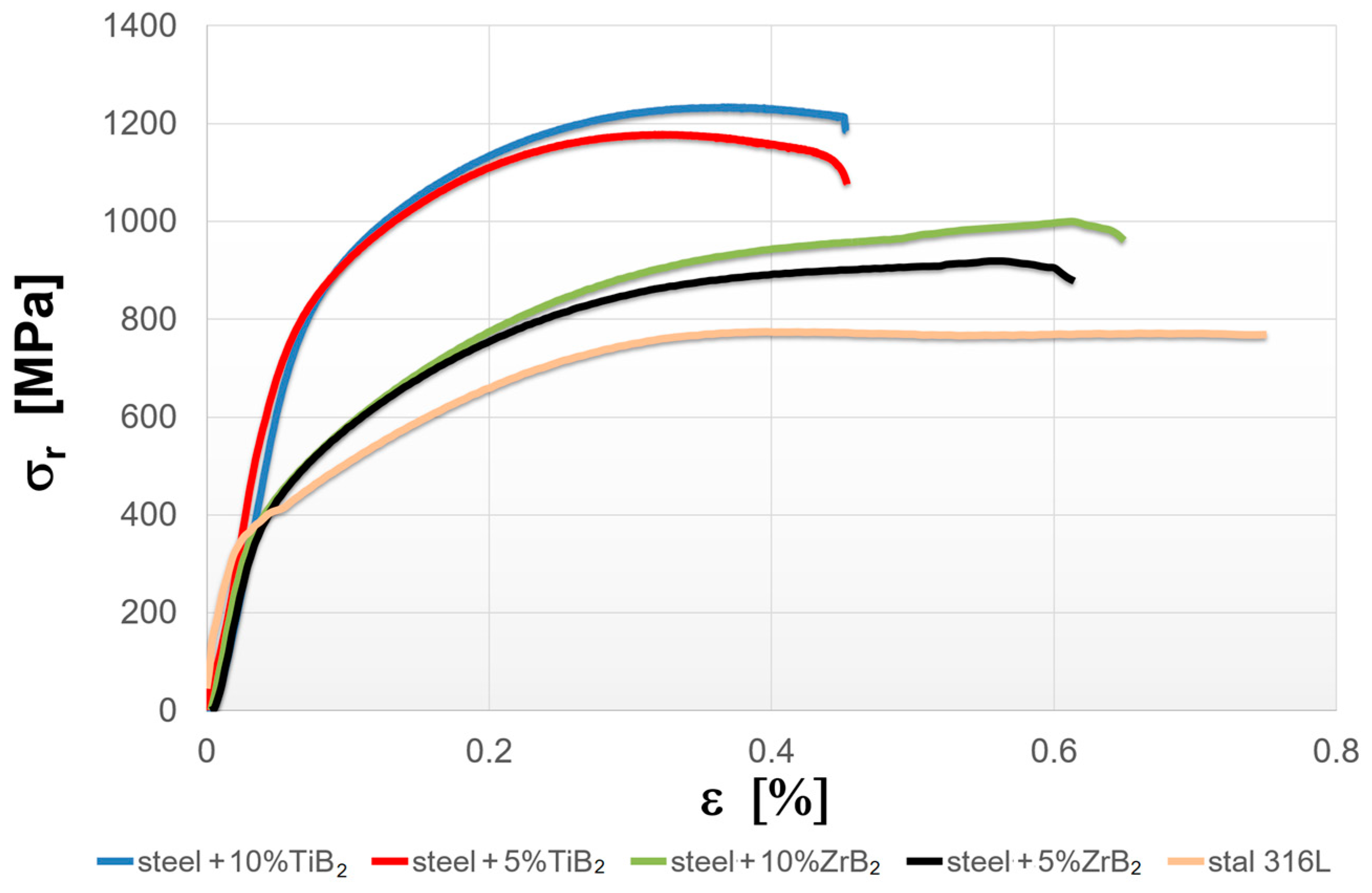
- Compared to composites containing ZrB2, composites reinforced with TiB2 are characterized by higher mechanical properties.
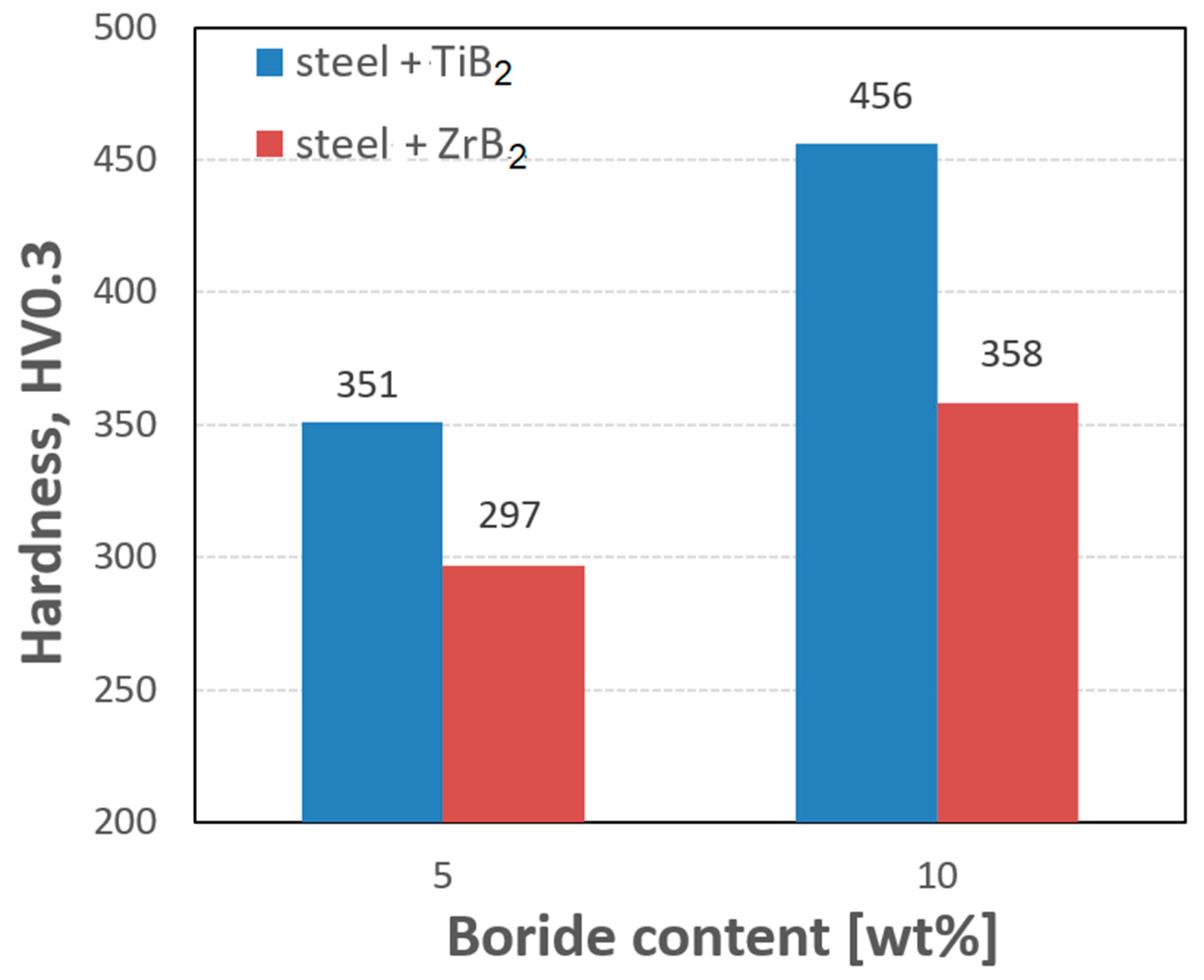
- In contrast to the 316 L steel without reinforcement, the hardness and the compressive strength of the composites with the addition of 10% TiB2 increased by 100% and 60%, respectively. On the other hand, the addition of ZrB2 ceramics to the steel matrix improved the wear resistance of the composites. The lowest values of the coefficient of friction and the specific wear rate were obtained in the steel+10% ZrB2 composites.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Clyne, T.W.; Withers, P.J. An Introduction to Metal Matrix Composites; Clyne, T.W., Withers, P.J., Eds.; Cambridge University Press: Cambridge, UK, 1993. [Google Scholar]
- Markgraaff, J. Overview of new developments in composite materials for industrial and mining applications. J. S. Afr. Inst. Min. Metall. 1995, 96, 55–65. [Google Scholar]
- Yutao, K.T.; Lei, Z.; Songli, J.; Zhenya, Z.; Wu, Z.X. Effects of in situ generated ZrB2 nano-particles on microstructure and tensile properties of 2024Al matrix composite. J. Alloys Compd. 2014, 594, 1–6. [Google Scholar]
- Morsi, K.; Patel, V.V.; Naraghi, S.; Garay, J.E. Processing of titanium–titanium boride dual matrix composites. J. Mater. Proc. Technol. 2008, 196, 236–242. [Google Scholar] [CrossRef]
- Fujii, T.; Tohgo, K.; Iwao, M.; Shimamura, Y. Fabrication of alumina-titanium composites by spark plasma sintering and their mechanical properties. J. Alloys Compd. 2018, 744, 759–768. [Google Scholar] [CrossRef]
- Muhammad, W.N.A.W.; Sajuri, Z.; Mutoh, Y.; Miyashita, Y. Microstructure and mechanical properties of magnesium composites prepared by spark plasma sintering technology. J. Alloys Compd. 2011, 509, 6021–6029. [Google Scholar] [CrossRef]
- Novak, C.J. Handbook of Stainless Steels; Peckner, D., Bernstein, I.M., Eds.; McGraw-Hill: New York, NY, USA, 1977. [Google Scholar]
- Padmavathi, C.; Upadhyayaa, A.; Agrawal, D. Corrosion behavior of microwave-sintered austenitic stainless steel composites. Scr. Mater. 2007, 57, 651–654. [Google Scholar] [CrossRef]
- Sulima, I.; Kowalik, R. Microstructure, corrosion behaviors and mechanical properties of the steel matrix composites fabricated by HP-HT method. Mater. Sci. Eng. A 2015, 639, 671–680. [Google Scholar] [CrossRef]
- Marshall, P. Austenitic Stainless Steel: Microstructure and Mechanical Properties; Elsevier Applied Science Publisher: London, UK; New York, NY, USA, 1984. [Google Scholar]
- Jones, W.D. Fundamental Principles of Powder Metallurgy; Edward Arnalod: London, UK, 1960. [Google Scholar]
- Kang, S.L. Sintering: Densification, Grain Growth and Microstructure; Elsevier Bitterworth-Heinemann: Oxford, UK, 2005. [Google Scholar]
- Konigshofer, R.; Furnsinn, S.; Steinkellner, P.; Lengauer, W.; Haas, R.; Rabitsch, K.; Scheerer, M. Solid-state properties of hot-pressed TiB2 ceramics. Int. J. Refract. Met. Hard Mater. 2005, 23, 350–357. [Google Scholar] [CrossRef]
- Basu, B.; Raju, G.B.; Suri, A.K. Processing Properties of Monolithic TiB2 Based Materials. Int. Mater. Rev. 2006, 51, 352–374. [Google Scholar] [CrossRef]
- Chamberlain, A.L.; Fahrenholtz, W.G.; Hilmas, G.E.; Ellerby, D.T. High-strength zirconium diboride-based ceramics. J. Am. Ceram. Soc. 1994, 8, 1170–1172. [Google Scholar] [CrossRef]
- Wilkins, J.M.L. Boron and Refractory Borides; Matkovich, V.I., Ed.; Springer: New York, NY, USA, 1977; p. 633. [Google Scholar]
- Mroz, C. Titanium diboride. Am. Ceram. Soc. Bull. 1995, 74, 158–159. [Google Scholar]
- Mroz, C. Zirconium diboride. J. Am. Ceram. Soc. Bull. 1994, 73, 141–142. [Google Scholar]
- Li, B.; Liu, Y.; Cao, H.; He, L.; Li, J. Rapid synthesis of TiB2/Fe composite in situ by spark plasma sintering. J. Mater. Sci. 2009, 44, 3909–3912. [Google Scholar] [CrossRef]
- Sulima, I.; Hyjek, P.; Jaworska, L.; Perek-Nowak, M. Influence of ZrB2 on Microstructure and Properties of Steel Matrix Composites Prepared by Spark Plasma Sintering. Materials 2020, 13, 2459. [Google Scholar] [CrossRef] [PubMed]
- Fedrizzi, A.; Pellizzari, M.; Zadra, M.; Marin, E. Microstructural study and densification analysis of hot work tool steel matrix composites reinforced with TiB2 particles. Mater. Charact. 2013, 86, 69–79. [Google Scholar] [CrossRef]
- Stepien, M.; Sulima, I.; Hyjek, P.; Kowalik, R. Evaluation of the corrosion resistance of spark plasma sintered stainless steel 316L matrix composites with zirconium diboride in sulfuric acid. Archiv. Civ. Mech. Eng. 2022, 127, 22. [Google Scholar]
- Sivakumar, S.; Golla, B.R.; Rajulapati, K.V. Influence of ZrB2 hard ceramic reinforcement on mechanical and wear properties of aluminum. Ceram. Int. 2019, 45, 7055–7070. [Google Scholar] [CrossRef]
- Balcı, Ö.; Ağaoğulları, D.; Gökçe, H.; Duman, I.; Öveçoğlu, M.L. Influence of TiB2 particle size on the microstructure and properties of Al matrix composites prepared via mechanical alloying and pressureless sintering. J. Alloys Compd. 2014, 586, S78–S84. [Google Scholar] [CrossRef]
- Fan, X.; Huang, X.; Liu, Q.; Ding, H.; Wang, H.; Hao, C. The microstructures and properties of in-situ ZrB2 reinforced Cu matrix composites. Results Phys. 2019, 14, 102494. [Google Scholar] [CrossRef]
- Wang, C.; Lin, H.; Zhang, Z.; Li, W. Fabrication, interfacial characteristics and strengthening mechanisms of ZrB2 microparticles reinforced Cu composites prepared by hot-pressed sintering. J. Alloys Compd. 2018, 748, 546–552. [Google Scholar] [CrossRef]
- Hyjek, P.; Sulima, I.; Malczewski, P.; Bryla, K.; Jaworska, L. Effect of Reactive SPS on the Microstructure and Properties of a Dual-Phase Ni-Al Intermetallic Compound and Ni-Al-TiB2 Composite. Materials 2020, 13, 5668. [Google Scholar] [CrossRef] [PubMed]
- Nahme, H. Mechanical property under high dynamic loading and microstructure evaluation of a TiB2 particle-reinforced stainless steel. J. Mater. Sci. 2009, 44, 463–468. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Z.Q.; Wang, H.Y.; Ma, B.X.; Jiang, Q.C. Effect of Fe content in Fe–Ti–B system on fabricating TiB2 particulate locally reinforced steel matrix composites. Mater. Sci. Eng. A 2006, 422, 339–345. [Google Scholar] [CrossRef]
- Tjong, S.C.; Lau, K.C. Abrasion resistance of stainless-steel composites reinforced with hard TiB2 particles. Comp. Sci. Tech. 2000, 60, 1141–1146. [Google Scholar] [CrossRef]
- Sulima, I.; Putyra, P.; Hyjek, P.; Tokarski, T. Effect of SPS parameters on densification and properties of steel matrix composites. Adv. Pow. Tech. 2015, 26, 1152–1161. [Google Scholar] [CrossRef]
- Pagounis, E.; Lindroos, V.K. Processing and Properties of Particulate Reinforced Steel Matrix Composites. Mater. Sci. Eng. A 1998, 246, 221–234. [Google Scholar] [CrossRef]
- Li, B.; Liu, Y.; Li, J.; Cao, H.; He, L. Effect of sintering process on the microstructures and properties of in situ TiB2–TiC reinforced steel matrix composites produced by spark plasma sintering. J. Mater. Proc. Technol. 2010, 210, 91–95. [Google Scholar] [CrossRef]
- He, S.; Fan, X.; Chang, Q.; Xiao, L. TiC-Fe-Based Composite Coating Prepared by Self-Propagating High-Temperature Synthesis. Metall. Mater. Trans. B 2017, 48, 1748–1753. [Google Scholar] [CrossRef]
- Zhang, Z.; Shen, P.; Wang, Y.; Dong, Y.; Jiang, Q. Fabrication of TiC and Titanium Diboride Locally Reinforced Steel Matrix Composites Using a Fe–Ti–B4C–C System by an SHS-Casting Route. J. Mater. Sci. 2007, 42, 8350–8356. [Google Scholar] [CrossRef]
- Tokita, M. Industrial applications for functionally graded materials fabricated by spark plasma sintering (SPS) systems. Sci. Technol. 2000, 3, 251–256. [Google Scholar]
- Liu, L.; Morita, K. Effect of sintering conditions on optical and mechanical properties of MgAl2O4/Al2O3 laminated transparent composite fabricated by spark-plasma-sintering (SPS) processing. J. Eur. Ceram. Soc. 2022, 42, 2487–2495. [Google Scholar] [CrossRef]
- Abedi, M.; Sovizi, S.; Azarniya, A.; Giuntini, D.; Seraji, M.E.; Hosseini, R.H.M.; Amutha, C.; Ramakrishna, S.; Mukasyan, A. An analytical review on Spark Plasma Sintering of metals and alloys: From processing window, phase transformation, and property perspective. Crit. Rev. Solid State Mater. Sci. 2022, 56, 1–46. [Google Scholar] [CrossRef]
- Suárez, M. Challenges and Opportunities for Spark Plasma Sintering: A Key Technology for a New Generation of Materials. Sinter. Appl. 2013, 13, 320–338. [Google Scholar]
- ASTM B962-08; Standard Test Methods for Density of Compacted or Sintered Powder Metallurgy (PM) Products Using Archimedes’ Principle. ASTM International: West Conshohocken, PA, USA, 2008.
- ASTM G99-05; Standard Test Method for Wear Testing with A Pin-On-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2016.
- Sahoo, S.; Jha, B.B.; Sahoo, T.K.; Mandal, A. Influence of reinforcement and processing on steel-based composites: Microstructure and mechanical response. Mater. Manuf. Process. 2018, 33, 564–571. [Google Scholar] [CrossRef]
- Ni, Z.F.; Sun, Y.S.; Xue, F.; Bai, J.; Lu, Y.J. Microstructure and properties of austenitic stainless steel reinforced with in situ TiC particulate. Mater. Des. 2011, 32, 1462–1467. [Google Scholar] [CrossRef]
- Unifantowicz, P.; Oksiuta, Z.; Olier, P.; Carlan, Y.; Baluc, N. Microstructure and mechanical properties of an ODS RAF steel fabricated by hot extrusion or hot isostatic pressing. Fusion Eng. Des. 2011, 86, 2413–2416. [Google Scholar] [CrossRef] [Green Version]
- Salur, E.; Nazik, E.; Acarer, M.; Savklıyıldız, I.; Akdgan, E.K. Ultrahigh hardness in Y2O3 dispersed ferrous multicomponent nanocomposites. Mater. Today Commun. 2021, 28, 102637. [Google Scholar] [CrossRef]
- Salur, E.; Acarer, M.; Savklıyıldız, I. Improving mechanical properties of nano-sized TiC particle reinforced AA7075 Al alloy composites produced by ball milling and hot pressing. Mater. Today Commun. 2021, 27, 102202. [Google Scholar] [CrossRef]
- Degnan, C.C.; Shipway, P.H. Influence of Reinforcement Volume, Fraction on Sliding Wear Behaviour of SHS Derived Ferrous Based Metal Matrix Composite. Mater. Sci. Technol. 2002, 18, 1156–1162. [Google Scholar] [CrossRef]
- Shaik, M.A.; Golla, B.R. Mechanical, tribological and electrical properties of ZrB2 reinforced Cu processed via milling and high-pressure hot pressing. Ceram. Int. 2020, 46, 20226–20235. [Google Scholar] [CrossRef]
- Akhtar, F. Microstructure evolution and wear properties of in situ synthesized TiB2 and TiC reinforced steel matrix composites. J. Alloys Compd. 2008, 459, 491–497. [Google Scholar] [CrossRef]
- Dinaharan, I.; Murugan, N. Dry sliding wear behavior of AA6061/ZrB2 in-situ composite. Trans. Nonferr. Met. Soc. China 2012, 22, 810–818. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sintered Materials | Density (g/cm3) | Relative Density (%) | Porosity (%) | Young’s Modulus (GPa) | Relative Young’s Modulus (%) |
|---|---|---|---|---|---|
| steel | 7.85 | 98 | 0.6 | 198 | 95 |
| steel + 5% ZrB2 | 7.52 | 96 | 1.1 | 211 | 94 |
| steel + 10% ZrB2 | 7.29 | 96 | 1.5 | 227 | 95 |
| steel + 5% TiB2 | 7.61 | 97 | 0.9 | 205 | 91 |
| steel + 10% TiB2 | 7.39 | 96 | 1.3 | 216 | 92 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sulima, I.; Hyjek, P.; Podsiadło, M.; Boczkal, S. Effect of Zirconium Diboride and Titanium Diboride on the Structure and Properties of 316L Steel-Based Composites. Materials 2023, 16, 439. https://doi.org/10.3390/ma16010439
Sulima I, Hyjek P, Podsiadło M, Boczkal S. Effect of Zirconium Diboride and Titanium Diboride on the Structure and Properties of 316L Steel-Based Composites. Materials. 2023; 16(1):439. https://doi.org/10.3390/ma16010439
Chicago/Turabian StyleSulima, Iwona, Paweł Hyjek, Marcin Podsiadło, and Sonia Boczkal. 2023. "Effect of Zirconium Diboride and Titanium Diboride on the Structure and Properties of 316L Steel-Based Composites" Materials 16, no. 1: 439. https://doi.org/10.3390/ma16010439