
The Effect of B4C Powder on Properties of the WAAM 2319 Al Alloy

 , , , and
, , , and
Abstract
:1. Introduction
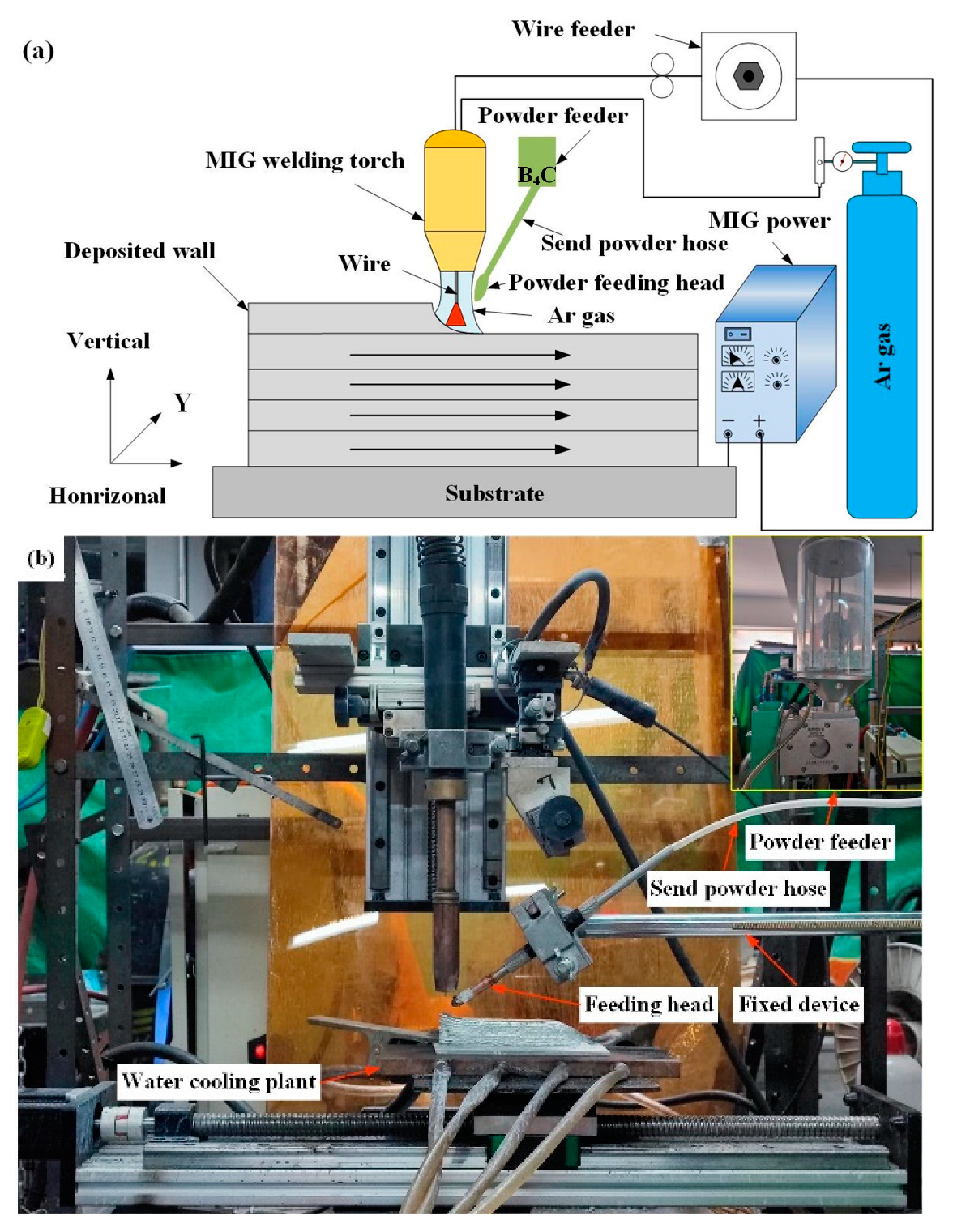
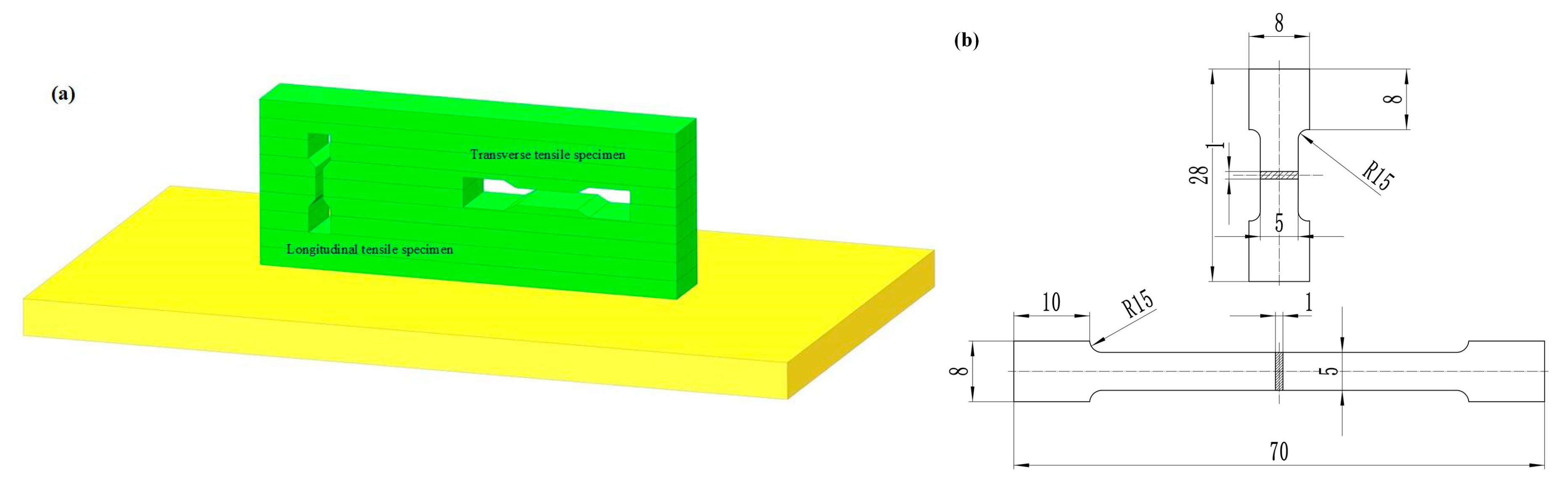
2. Experimental Details
3. Results
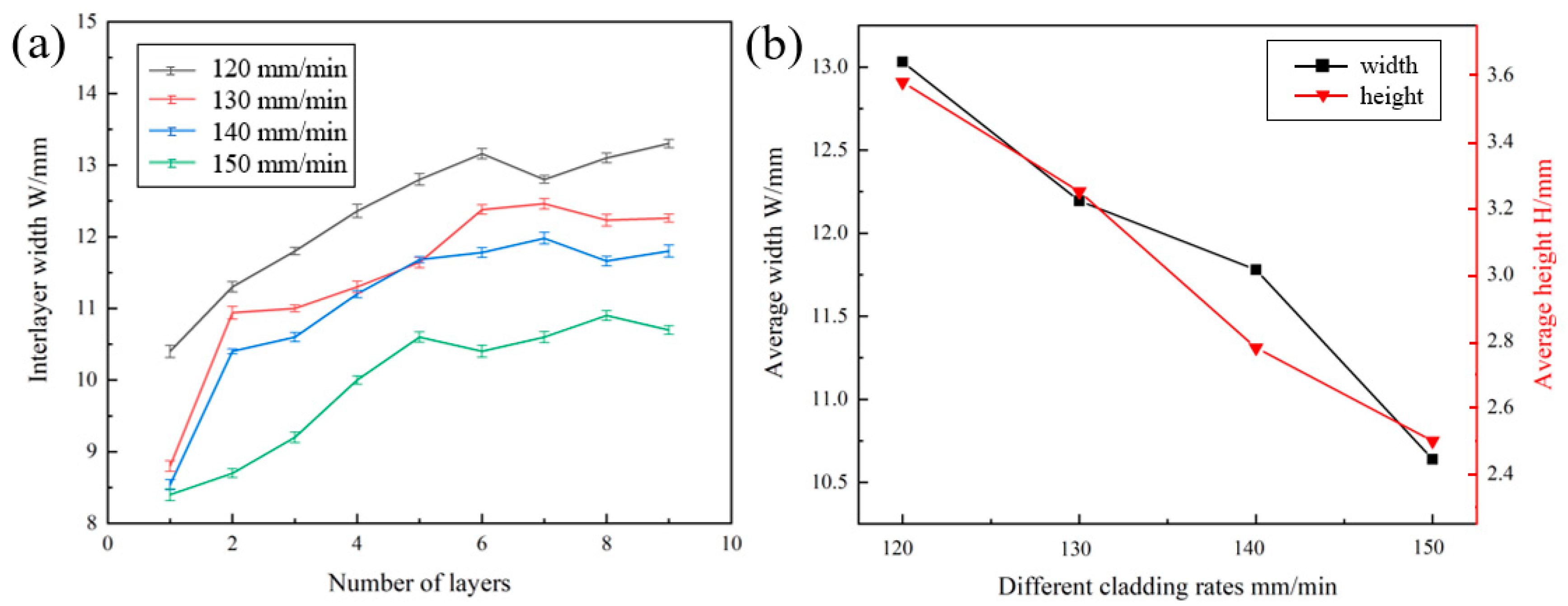
3.1. Formation of Deposited Layer
3.2. Microstructure Morphology
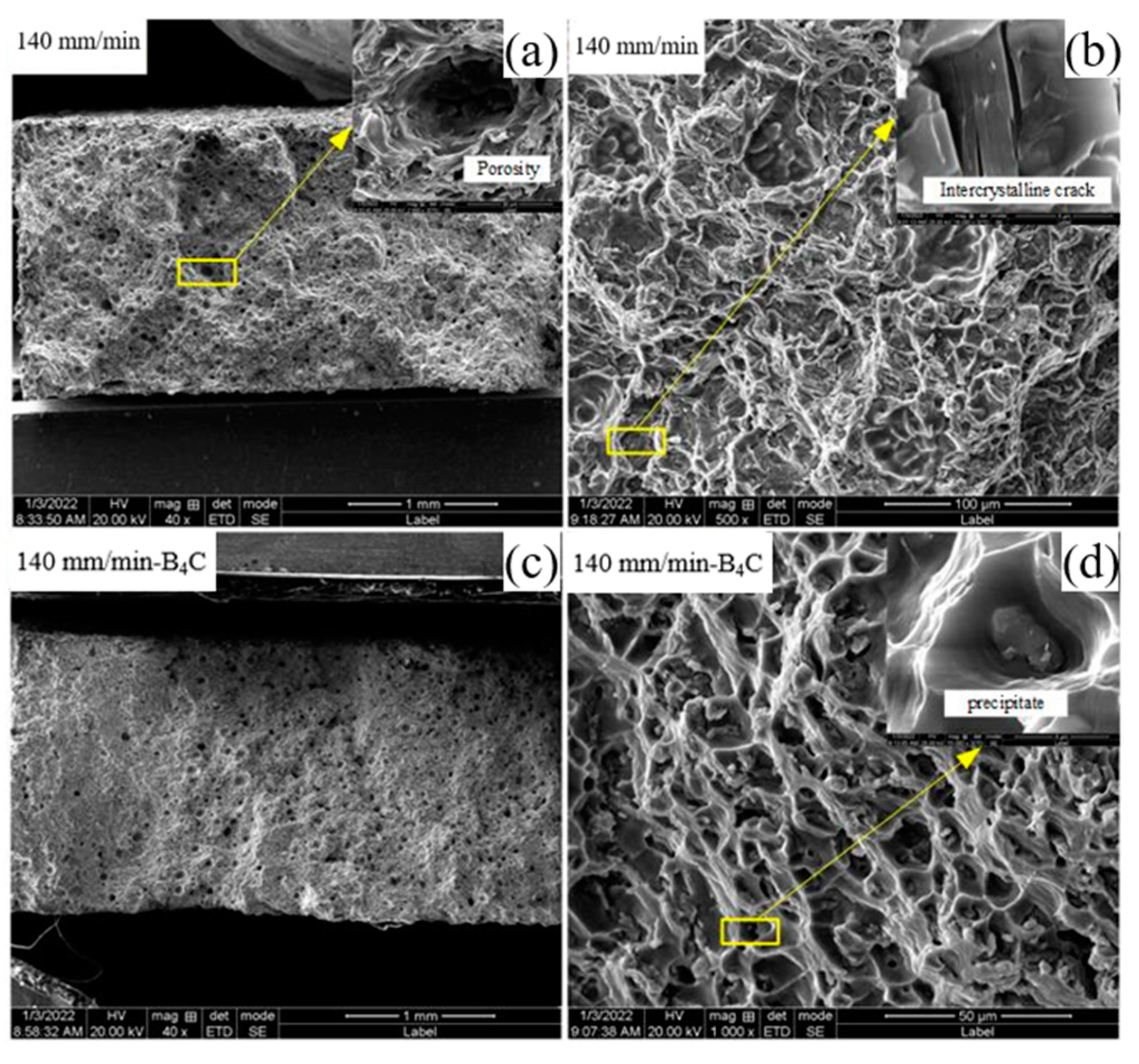
3.3. Mechanical Properties
4. Discussion
4.1. Effect of Melting Rate on Forming Accuracy
4.2. Effect of B4C Powder on Microstructure
4.3. Effect of B4C Powder on Mechanical Properties
5. Conclusions
- (1)
- As the melting rate increases, the heat input gradually decreases, and the deposited aluminum alloy is formed with the highest accuracy at a deposition rate of 140 mm/min. The microstructure consists mainly of columnar crystals with only a small number of equiaxial crystals when the melting rate is small, and mainly of fine equiaxial crystals when the melting rate is large.
- (2)
- At a deposition rate of 140 mm/min and the addition of uniformly fine B4C powder, the B4C powder appeared in the microstructure of the deposited aluminum alloy. The grain size is reduced, and the microhardness and mechanical properties of the de-posited aluminum alloy are significantly improved, and there is anisotropy between the mechanical properties in the transverse and longitudinal directions, with better mechanical properties in the transverse direction than in the longitudinal direction.
- (3)
- B4C powder makes the grain size of the microstructure of the deposited layer smaller. As the grain size on the deposited layer becomes smaller, the mechanical properties of the deposited layer are obviously raised. Compared with the manufacturing without B4C, the microhardness, horizontal tensile strength, horizontal elongation, vertical tensile strength and vertical elongation of the deposited alloy are increased by 12.53%, 23.98%, 37.27%, 26.44% and 42.95% respectively.
- (4)
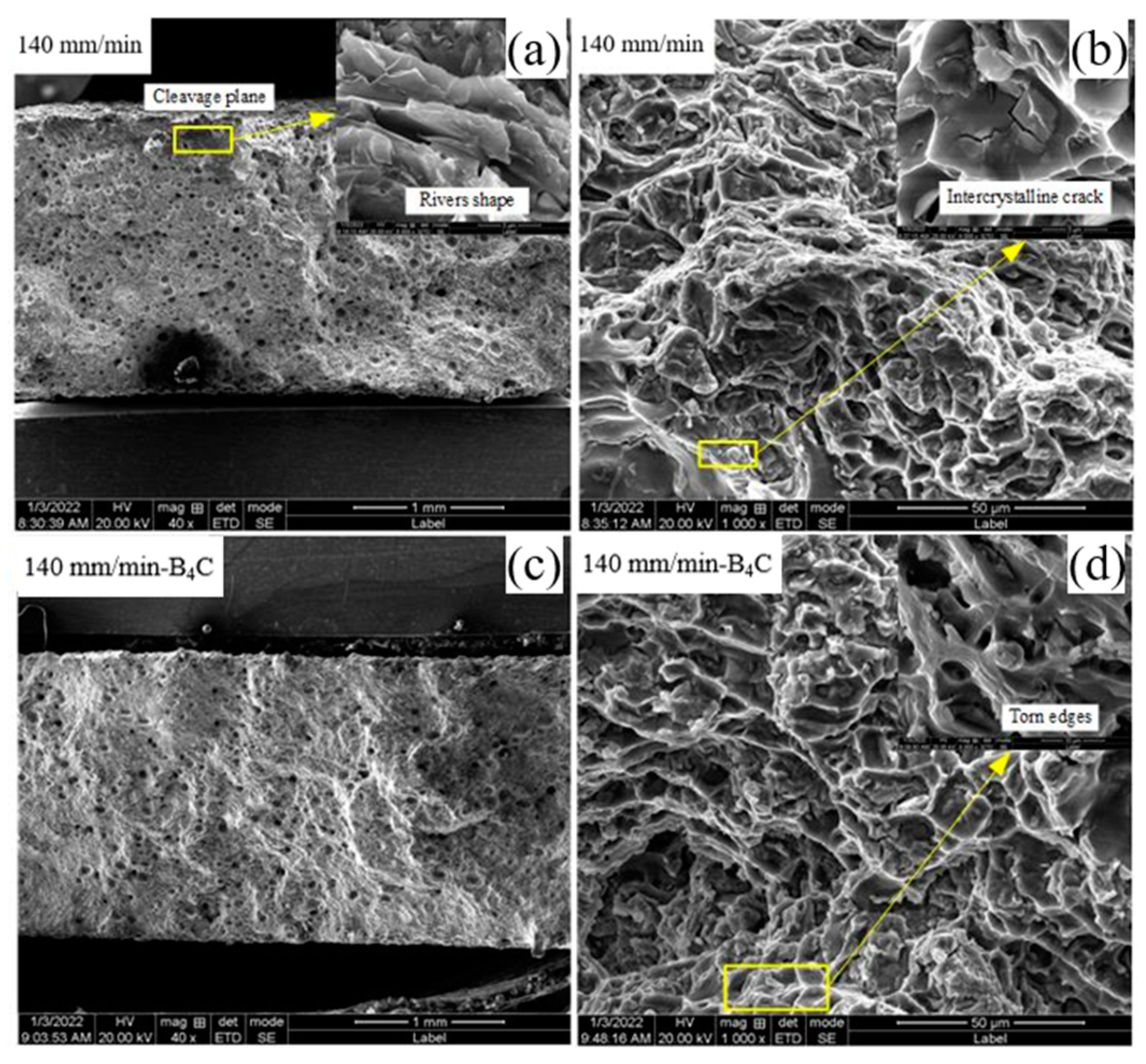
- The fracture mode is a mixture of destructive fracture and ductile fracture for different parameters, and the strengthening mechanism of B4C powder on the mechanical properties of aluminum alloy additive manufacturing is also revealed to be conducive to enhancing fine grain and precipitation phase.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- DebRoy, T.; Wei, H.; Zuback, J.; Mukherjee, T.; Elmer, J.; Milewski, J.; Beese, A.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Ghaini, F.M.; Sheikhi, M.; Torkamany, M.J.; Sabbaghzadeh, J. The relation between liquation and solidification cracks in pulsed laser welding of 2024 aluminium alloy. Mater. Sci. Eng. A 2009, 519, 167–171. [Google Scholar] [CrossRef]
- Liu, X.; Liu, Y.; Zhou, Z.; Wang, K.; Zhan, Q.; Xiao, X. Grain refinement and crack inhibition of selective laser melted AA2024 aluminum alloy via inoculation with TiC–TiH2. Mater. Sci. Eng. A 2021, 813, 141171. [Google Scholar] [CrossRef]
- Han, C.; Babicheva, R.; Chua, J.D.Q.; Ramamurty, U.; Tor, S.B.; Sun, C.-N.; Zhou, K. Microstructure and mechanical properties of (TiB + TiC)/Ti composites fabricated in situ via selective laser melting of Ti and B4C powders. Addit. Manuf. 2020, 36, 101466. [Google Scholar] [CrossRef]
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.A.; Schaedler, T.A.; Pollock, T.M. 3D printing of high-strength aluminium alloys. Nature 2017, 549, 365–369. [Google Scholar] [CrossRef] [PubMed]
- Koh, H.K.; Moo, J.G.S.; Sing, S.L.; Yeong, W.Y. Use of fumed silica nanostructured additives in selective laser melting and fabrication of steel matrix nanocomposites. Materials 2022, 15, 1869. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Xiao, Z.; Yu, W.; Chua, C.K.; Zhu, L.; Wang, Z.; Xue, P.; Tan, S.; Wu, Y.; Zheng, H. Influence of erbium addition on the defects of selective laser-melted 7075 aluminium alloy. Virtual Phys. Prototyp. 2022, 17, 406–418. [Google Scholar] [CrossRef]
- Riedel, R. Novel ultrahard materials. Adv. Mater. 1994, 6, 549–560. [Google Scholar] [CrossRef]
- Jiang, T.; Jin, Z.; Yang, J.; Qiao, G. Mechanical property and R-curve behavior of the B4C/BN ceramics composites. Mater. Sci. Eng. A 2008, 494, 203–216. [Google Scholar] [CrossRef]
- Yue, X.; Wang, J.; Li, Y.; Ru, H. Properties of B4C/Al–B4C composite with a two-layer structure. Mater. Res. Bull. 2013, 48, 1720–1724. [Google Scholar] [CrossRef]
- Hayun, S.; Rittel, D.; Frage, N.; Dariel, M. Static and dynamic mechanical properties of infiltrated B4C–Si composites. Mater. Sci. Eng. A 2008, 487, 405–409. [Google Scholar] [CrossRef]
- Tsarfati, T.; Schellenberg, F.M.; Fontaine, B.L.; Zoethout, E.; Louis, E.; Robbert, V. Improved contrast and reflectivity of multilayer reflective optics for wavelengths beyond the extreme uv. Int. Soc. Opt. Photonics 2009, 7271, 72713V. [Google Scholar]
- Heian, E.; Khalsa, S.; Lee, J.; Munir, Z.; Yamamoto, T.; Ohyanagi, M. Synthesis of Dense, High-Defect-Concentration B4C through Mechanical Activation and Field-Assisted Combustion. J. Am. Ceram. Soc. 2004, 87, 779–783. [Google Scholar] [CrossRef]
- Cunningham, C.; Flynn, J.; Shokrani, A.; Dhokia, V.; Newman, S. Invited review article: Strategies and processes for high quality wire arc additive manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar] [CrossRef]
- Brice, C.A.; Tayon, W.A.; Newman, J.A.; Kral, M.V.; Bishop, C.; Sokolova, A. Effect of compositional changes on microstructure in additively manufactured aluminum alloy 2139. Mater. Charact. 2018, 143, 50–58. [Google Scholar] [CrossRef]
- Brice, C.; Shenoy, R.; Kral, M.; Buchannan, K. Precipitation behavior of aluminum alloy 2139 fabricated using additive manufacturing. Mater. Sci. Eng. A 2015, 648, 9–14. [Google Scholar] [CrossRef]
- Fang, X.; Zhang, L.; Li, H.; Li, C.; Huang, K.; Lu, B. Microstructure evolution and mechanical behavior of 2219 aluminum alloys additively fabricated by the cold metal transfer process. Materials 2018, 11, 812. [Google Scholar] [CrossRef] [Green Version]
- Fang, X.; Zhang, L.; Chen, G.; Dang, X.; Huang, K.; Wang, L.; Lu, B. Correlations between microstructure characteristics and mechanical properties in 5183 aluminium alloy fabricated by wire-arc additive manufacturing with different arc modes. Materials 2018, 11, 2075. [Google Scholar] [CrossRef] [Green Version]
- Fang, X.; Zhang, L.; Yang, J.; Bai, H.; Zhao, L.; Huang, K.; Lu, B. Effect of characteristic substrate parameters on the deposition geometry of CMT additive manufactured Al-6.3% Cu alloy. Appl. Therm. Eng. 2019, 162, 114302. [Google Scholar] [CrossRef]
- Sridhar Raja, K.S.; Bupesh Raja, V.K. Effect of boron carbide particle in wear characteristic of cast aluminium A356 composite. IOSR J. Mech. Civ. Eng. Natl. Conf. Contemp. Approaches Mech. Automob. Build. Sci. 2014, 73–77. [Google Scholar]
- Rebba, B.; Ramanaiah, N. Studies on Mechanical Properties of 2024 Al–B4C Composites. Int. J. Int. J. Adv. Mater. Manuf. Charact. 2014, 4, 42–47. [Google Scholar] [CrossRef] [Green Version]
- Raviteja, T.; Radhika, N.; Raghu, R. Fabrication and mechanical properties of stir cast Al-Si12Cu/B4C composites. Int. J. Res. Eng. Technol. 2014, 3, 343–346. [Google Scholar]
- Baradeswaran, A.; Perumal, A.E. Influence of B4C on the tribological and mechanical properties of Al 7075–B4C composites. Compos. Part B Eng. 2013, 54, 146–152. [Google Scholar] [CrossRef]
- Yan, F.; Wei, X.; Eric, F. Grain Structure Control of Additively Manufactured Metallic Materials. Materials 2017, 10, 1260. [Google Scholar] [CrossRef] [Green Version]
- Zhao, L.; Yue, H.; Guo, C.; Li, Q.; Hao, G. Analytical modelling and experimental study of the cladding characteristics of a laser powder-fed additive manufacturing process. Int. J. Adv. Manuf. Technol. 2020, 109, 2891–2900. [Google Scholar] [CrossRef]
- Jia, C.; Liu, W.; Chen, M.; Guo, M.; Wu, S.; Wu, C. Investigation on arc plasma, droplet, and molten pool behaviours in compulsively constricted WAAM. Addit. Manuf. 2020, 34, 101235. [Google Scholar] [CrossRef]
- Cao, H.; Huang, R.; Yi, H.; Liu, M.; Jia, L. Asymmetric molten pool morphology in wire-arc directed energy deposition: Evolution mechanism and suppression strategy. Addit. Manuf. 2022, 59, 103113. [Google Scholar] [CrossRef]
- Zhou, Y.; Lin, X.; Kang, N.; Huang, W.; Wang, J.; Wang, Z. Influence of travel speed on microstructure and mechanical properties of wire+ arc additively manufactured 2219 aluminum alloy. J. Mater. Sci. Technol. 2020, 37, 143–153. [Google Scholar] [CrossRef]
- Cui, Z.Q.; Liu, B.X. Metallography and Heat Treatment, 3rd ed.; Harbin Industrial University Press: Harbin, China, 2007; Volume 159. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Cu | Mg | Mn | Zr | Ti | V | Zn | Fe | Si | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| 2319 | 6.30 | ≤0.02 | 0.20 | 0.18 | 0.10 | 0.10 | ≤0.10 | ≤0.30 | ≤0.20 | Del. |
| 1060 | 0.05 | ≤0.03 | 0.03 | 0.18 | 0.03 | 0.05 | ≤0.10 | ≤0.35 | ≤0.25 | Del. |
| Number | Melting Current (A) | Duty Cycle (%) | Pulse Frequency (Hz) | Melting Speed (mm/min) | Shield Gas Flow Rate (L/min) | Powder Injection Rate (g/min) |
|---|---|---|---|---|---|---|
| 1 | 80 | 50 | 3 | 120 | 0 | 0 |
| 2 | 80 | 50 | 3 | 130 | 0 | 0 |
| 3 | 80 | 50 | 3 | 140 | 0 | 0 |
| 4 | 80 | 50 | 3 | 150 | 0 | 0 |
| 5 | 80 | 50 | 3 | 140 | 20 | 25 |
| Spot | Al | Cu | Possible Material Phase Composition |
|---|---|---|---|
| 1 | 98.26 | 1.74 | α-Al |
| 2 | 80.21 | 19.79 | α-Al and θ-Al2Cu |
| 3 | 59.65 | 40.35 | α-Al and θ-Al2Cu |
| 4 | 63.35 | 36.65 | α-Al and θ-Al2Cu |
| Spot | Al | Cu | C | B | Possible Material Phase Composition |
|---|---|---|---|---|---|
| 1 | 97.86 | 1.80 | 0 | 0.34 | α-Al |
| 2 | 72.23 | 27.36 | 0 | 0.41 | α-Al and θ-Al2Cu |
| 3 | 0.51 | 0 | 30.56 | 68.53 | B4C |
| 4 | 68.55 | 31.25 | 0 | 0.20 | α-Al and θ-Al2Cu |
| Melting Rate (mm/min) | Direction | Tensile Strength/MPa | Elongation/% |
|---|---|---|---|
| 120 | Horizontal | 179.60 | 5.89 |
| 130 | Horizontal | 200.31 | 6.94 |
| 140 | Horizontal | 230.56 | 7.46 |
| 150 | Horizontal | 228.25 | 6.91 |
| 140-B4C particle | Horizontal | 285.84 | 10.24 |
| 120 | Vertical | 168.55 | 3.72 |
| 130 | Vertical | 193.36 | 3.39 |
| 140 | Vertical | 214.25 | 4.40 |
| 150 | Vertical | 219.23 | 4.02 |
| 140- B4C particle | Vertical | 270.90 | 6.29 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, X.; Niu, J.; Huang, J.; Fan, D.; Yu, S.; Ma, Y.; Yu, X. The Effect of B4C Powder on Properties of the WAAM 2319 Al Alloy. Materials 2023, 16, 436. https://doi.org/10.3390/ma16010436
Song X, Niu J, Huang J, Fan D, Yu S, Ma Y, Yu X. The Effect of B4C Powder on Properties of the WAAM 2319 Al Alloy. Materials. 2023; 16(1):436. https://doi.org/10.3390/ma16010436
Chicago/Turabian StyleSong, Xueping, Jinke Niu, Jiankang Huang, Ding Fan, Shurong Yu, Yuanjun Ma, and Xiaoquan Yu. 2023. "The Effect of B4C Powder on Properties of the WAAM 2319 Al Alloy" Materials 16, no. 1: 436. https://doi.org/10.3390/ma16010436