
Microstructure and Wear Resistance of Laser-Clad Ni–Cu–Mo–W–Si Coatings on a Cu–Cr–Zr Alloy
Abstract
:1. Introduction
2. Experimental Methods
2.1. Raw Materials
2.2. Coating Preparation
2.3. Microstructural Characterization
2.4. Performance Test
3. Results and Discussion
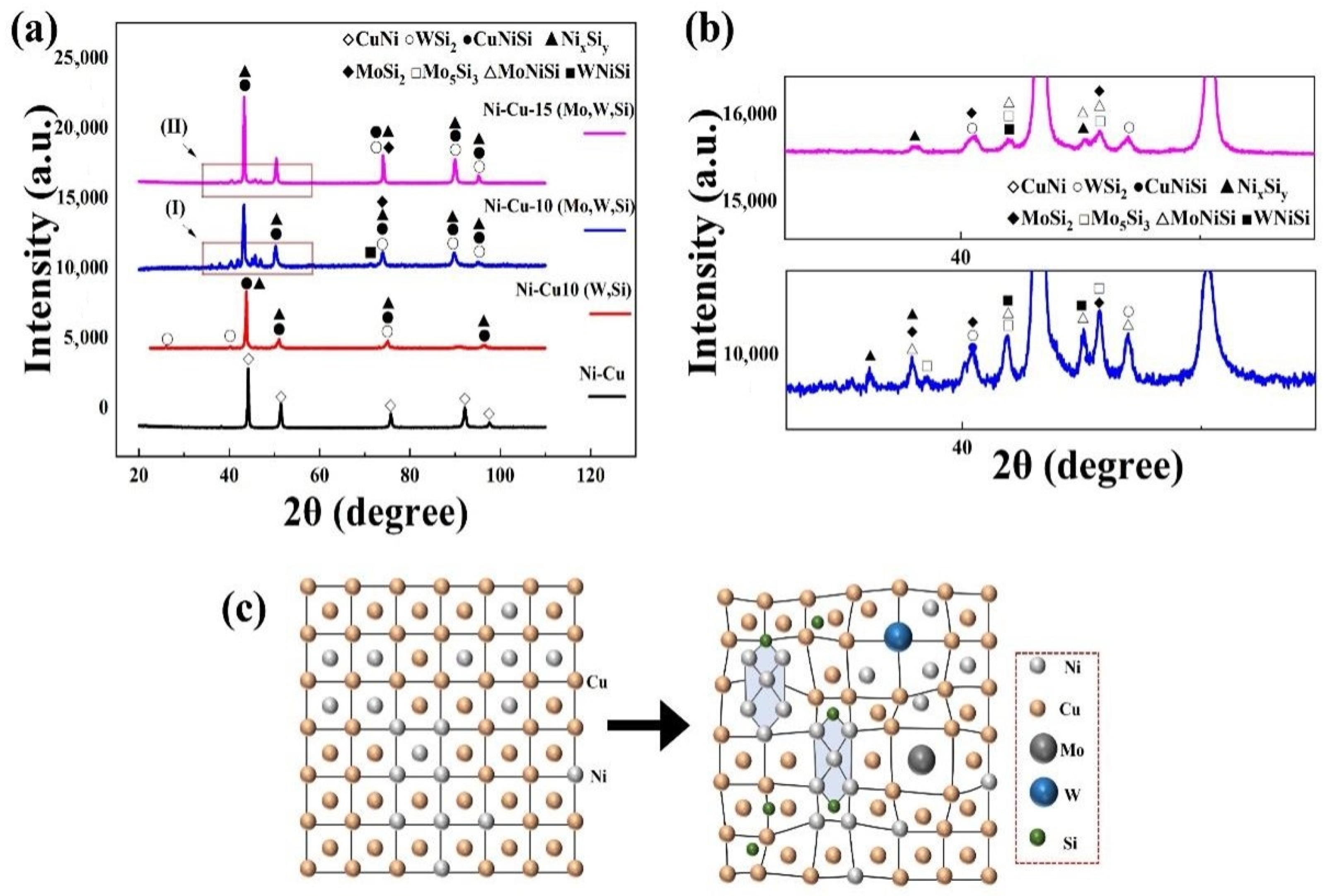
3.1. Phase Analysis of Coatings
3.2. Microstructure of Coatings
3.3. Micro-Hardness
3.4. Wear Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ma, Y.; Chen, H.; Li, H.; Dang, S. Influence Mechanism of Ageing Parameters of Cu-Cr-Zr Alloy on Its Structure and Properties. 2022, 15, 7605. Materials 2022, 15, 7605. [Google Scholar] [CrossRef] [PubMed]
- Montanari, R.; Varone, A. Flat-Top Cylinder Indenter for Mechanical Characterization: A Report of Industrial Applications. Materials 2021, 14, 1742. [Google Scholar] [CrossRef] [PubMed]
- Sun, F.; Liu, P.; Chen, X.; Zhou, H.; Guan, P.; Zhu, B. Mechanical Properties of High-Strength Cu–Cr–Zr Alloy Fabricated by Selective Laser Melting. Materials 2020, 13, 5028. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Zhang, Y.; Tian, B.; Song, K.; Liu, P.; Jia, Y.; Chen, X.; An, J.; Zhao, Z.; Liu, Y.; et al. Review of nano-phase effects in high strength and conductivity copper alloys. Nanotechnol. Rev. 2019, 8, 383–395. [Google Scholar] [CrossRef]
- Aliofkhazraei, M.; Walsh, F.C.; Zangari, G.; Köçkar, H.; Alper, M.; Rizal, C.; Magagnin, L.; Protsenko, V.; Arunachalam, R.; Rezvanian, A.; et al. Development of electrodeposited multilayer coatings: A review of fabrication, microstructure, properties and applications. Appl. Surf. Sci. Adv. 2021, 6, 100141. [Google Scholar] [CrossRef]
- Eto, M.; Araki, N.; Yamada, T.; Sugiyama, M.; Fujimoto, S. Microstructural characterization of alloyed palladium coated copper wire under high temperature. Microelectron. Reliab. 2021, 120, 114125. [Google Scholar] [CrossRef]
- Xie, H.-B.; Yang, H.-Y.; Yu, J.; Gao, M.-Y.; Shou, J.-D.; Fang, Y.-T.; Liu, J.-B.; Wang, H.-T. Research progress on advanced rail materials for electromagnetic railgun technology. Def. Technol. 2021, 17, 429–439. [Google Scholar] [CrossRef]
- Winkler, R.; Saborowski, E.; Paczkowski, G.; Grund, T.; Lampke, T. Characterization of thermally sprayed copper and numerically supported residual stress determination by the incremental hole-drilling method. Surf. Coat. Technol. 2018, 371, 255–261. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, R.; Zhang, J.; Hu, R.; Zhang, Y.; Li, G.; Lu, X. Investigation on high-temperature stability of Ni60A alloy coating on copper substrate fabricated by plasma cladding. Mater. Chem. Phys. 2022, 287, 126378. [Google Scholar] [CrossRef]
- Natarajan, J.; Yang, C.-H.; Karuppasamy, S.S. Investigation on Microstructure, Nanohardness and Corrosion Response of Laser Cladded Colmonoy-6 Particles on 316L Steel Substrate. Materials 2021, 14, 6183. [Google Scholar] [CrossRef]
- Ocelík, V.; Furár, I.; De Hosson, J. Microstructure and properties of laser clad coatings studied by orientation imaging microscopy. Acta Mater. 2010, 58, 6763–6772. [Google Scholar] [CrossRef]
- Liu, Y.; Ding, Y.; Yang, L.; Sun, R.; Zhang, T.; Yang, X. Research and progress of laser cladding on engineering alloys: A review. J. Manuf. Process. 2021, 66, 341–363. [Google Scholar] [CrossRef]
- Yang, Z.; Jian, Y.; Chen, Z.; Qi, H.; Huang, Z.; Huang, G.; Xing, J. Microstructure, hardness and slurry erosion-wear behaviors of high-speed laser cladding Stellite 6 coatings prepared by the inside-beam powder feeding method. J. Mater. Res. Technol. 2022, 19, 2596–2610. [Google Scholar] [CrossRef]
- Samoilova, O.; Shaburova, N.; Pashkeev, K.; Samodurova, M.; Trofimov, E. Al0.25CoCrFeNiV High Entropy Alloy Coating Deposited by Laser Cladding on Stainless Steel. Materials 2022, 15, 7058. [Google Scholar] [CrossRef] [PubMed]
- Petring, D.; Goneghany, V.N. Parameter Dependencies of Copper Welding with Multi-kW Lasers at 1 Micron Wavelength. Phys. Procedia 2011, 12, 95–104. [Google Scholar] [CrossRef]
- Hara, T.; Sato, Y.; Higashino, R.; Funada, Y.; Ohkubo, T.; Morimoto, K.; Abe, N.; Tsukamoto, M. Pure copper layer formation on pure copper substrate using multi-beam laser cladding system with blue diode lasers. Appl. Phys. A 2020, 126, 418. [Google Scholar] [CrossRef]
- Zhang, D.; Cai, Q.; Liu, J.; He, J.; Li, R. Microstructural evolvement and formation of selective laser melting W–Ni–Cu composite powder. Int. J. Adv. Manuf. Technol. 2012, 67, 2233–2242. [Google Scholar] [CrossRef]
- Zhang, P.; Liu, X.; Yan, H. Phase composition, microstructure evolution and wear behavior of Ni-Mn-Si coatings on copper by laser cladding. Surf. Coat. Technol. 2017, 332, 504–510. [Google Scholar] [CrossRef]
- Liu, F.; Liu, C.; Tao, X.; Chen, S. Laser cladding of Ni-based alloy on copper substrate. J. Univ. Sci. Technol. Beijing Miner. Met. Mater. 2006, 13, 329–332. [Google Scholar] [CrossRef]
- Yan, H.; Zhang, P.; Yu, Z.; Li, C.; Li, R. Development and characterization of laser surface cladding (Ti,W)C reinforced Ni–30Cu alloy composite coating on copper. Opt. Laser Technol. 2012, 44, 1351–1358. [Google Scholar] [CrossRef]
- Cao, S.; Liang, J.; Wang, L.; Zhou, J. Effects of NiCr intermediate layer on microstructure and tribological property of laser cladding Cr3C2 reinforced Ni60A-Ag composite coating on copper alloy. Opt. Laser Technol. 2021, 142, 106963. [Google Scholar] [CrossRef]
- Li, W.; Yang, X.; Xiao, J.; Hou, Q. Effect of WC mass fraction on the microstructure and friction properties of WC/Ni60 laser cladding layer of brake discs. Ceram. Int. 2021, 47, 28754–28763. [Google Scholar] [CrossRef]
- Xie, Z.; Zhang, C.; Wang, R.; Li, D.; Zhang, Y.; Li, G.; Lu, X. Microstructure and wear resistance of WC/Co-based coating on copper by plasma cladding. J. Mater. Res. Technol. 2021, 15, 821–833. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhan, Z.; Lv, X.; Cao, H. Microstructure and Properties of ZrB2-SiC Reinforced Copper Matrix Composite Coatings Prepared by Laser Cladding. Materials 2022, 15, 6777. [Google Scholar] [CrossRef] [PubMed]
- Zhang, D.; Li, Y.; Cong, W. In-situ synthesis of high-quality pseudoelastic NiTi alloys with intrinsic Ni4Ti3 phase precipitation using laser DED. J. Manuf. Process. 2021, 74, 308–318. [Google Scholar] [CrossRef]
- Alidokht, S.A.; Chromik, R.R. Sliding wear behavior of cold-sprayed Ni-WC composite coatings: Influence OF WC content. Wear 2021, 477, 203792. [Google Scholar] [CrossRef]
- Zhu, L.; Chen, P.; Cai, Z.-M.; Feng, P.-Z.; Kang, X.-Q.; Akhtar, F.; Wang, X.-H. Fabrication of MoSi2 coatings on molybdenum and its high-temperature anti-oxidation properties. Trans. Nonferrous Met. Soc. China 2022, 32, 935–946. [Google Scholar] [CrossRef]
- Liu, Y.-H.; Chang, L.-C.; Liu, B.-W.; Chen, Y.-I. Mechanical properties and oxidation behavior of W–Si–N coatings. Surf. Coat. Technol. 2019, 375, 727–738. [Google Scholar] [CrossRef]
- Huang, B.; Song, C.; Liu, Y.; Gui, Y. Microstructure Characterization and Wear-Resistant Properties Evaluation of an Intermetallic Composite in Ni–Mo–Si System. Materials 2017, 10, 130. [Google Scholar] [CrossRef] [Green Version]
- Tekoğlu, E.; Yürektürk, Y.; Ağaoğulları, D.; Ovalı, D.; Mertdinç, S.; Öveçoğlu, M.L. Characterization of mechanically alloyed and pressureless sintered Al-7 wt% Si-2 wt% LaB6-2 wt% (MoSi2, WSi2) hybrid composites. Adv. Powder Technol. 2019, 30, 2626–2635. [Google Scholar] [CrossRef]
- Wang, K.; Wang, H.; Zhu, G.; Zhu, X. Cr13Ni5Si2-Based Composite Coating on Copper Deposited Using Pulse Laser Induction Cladding. Materials 2017, 10, 160. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pope, C.G. X-Ray Diffraction and the Bragg Equation. J. Chem. Educ. 1997, 74, 129–131. [Google Scholar] [CrossRef]
- Gabrielyan, A.V.; Manukyan, K.V.; Kharatyan, S.L. Comparative study of combustion laws for Mo–Si–N and W–Si–N ternary systems. J. Alloy. Compd. 2008, 454, 394–399. [Google Scholar] [CrossRef]
- Pu, R.; Sun, Y.; Xu, J.; Zhou, X.; Li, S.; Zhang, B.; Cai, Z.; Liu, S.; Xiao, L. Microstructure and properties of Mo-based double-layer MoSi2 thick coating by a new two-step method. Surf. Coat. Technol. 2020, 394, 125840. [Google Scholar] [CrossRef]
- Hu, Y.; Chen, H.; Liang, X.; Xie, J. Monitoring molten pool temperature, grain size and molten pool plasma with integrated area of the spectrum during laser additive manufacturing. J. Manuf. Process. 2021, 64, 851–860. [Google Scholar] [CrossRef]
- David, S.A.; Babu, S.S.; Vitek, J.M. Welding: Solidification and microstructure. Jom 2003, 55, 14–20. [Google Scholar] [CrossRef]
- Gu, Z.; Peng, W.; Guo, W.; Zhang, Y.; Hou, J.; He, Q.; Zhao, K.; Xi, S. Design and characterization on microstructure evolution and properties of laser-cladding Ni1.5CrFeTi2B0.5Mox high-entropy alloy coatings. Surf. Coat. Technol. 2021, 408, 126793. [Google Scholar] [CrossRef]
- Easton, M.A.; Stjohn, D.H. A model of grain refinement incorporating alloy constitution and potency of heterogeneous nucleant particles. Acta Mater. 2001, 49, 1867–1878. [Google Scholar] [CrossRef]
- Yin, B.; Ma, H.; Wang, Y.; Zhao, H.; Jin, G.; Wang, J. Modeling and application of continuous growth restriction factor for elucidating development of as-welded grain size. J. Alloy. Compd. 2018, 739, 901–908. [Google Scholar] [CrossRef]
- Dilawary, S.A.A.; Motallebzadeh, A.; Houdková, Š.; Medlin, R.; Haviar, S.; Lukáč, F.; Afzal, M.; Cimenoglu, H. Modification of M2 hardfacing: Effect of molybdenum alloying and laser surface melting on microstructure and wear performance. Wear 2018, 404–405, 111–121. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, N.; Rong, C. Effect of molybdenum content on the microstructure and mechanical properties of ultra-fine Ti(C, N) based cermets. Mater. Charact. 2008, 59, 1690–1696. [Google Scholar] [CrossRef]
- Blixt, K.H.; Hallberg, H. Grain boundary and particle interaction: Enveloping and pass-through mechanisms studied by 3D phase field crystal simulations. Mater. Des. 2022, 220, 110845. [Google Scholar] [CrossRef]
- Sabzi, H.E.; Hernandez-Nava, E.; Li, X.-H.; Fu, H.; San-Martín, D.; Rivera-Díaz-Del-Castillo, P.E. Strengthening control in laser powder bed fusion of austenitic stainless steels via grain boundary engineering. Mater. Des. 2021, 212, 110246. [Google Scholar] [CrossRef]
- Müller, I.C.; Sharp, J.; Rainforth, W.M.; Hovsepian, P.; Ehiasarian, A. Tribological response and characterization of Mo–W doped DLC coating. Wear 2017, 376–377, 1622–1629. [Google Scholar] [CrossRef]
- Ding, L.; Hu, S.; Quan, X.; Shen, J. Effect of Ti on the microstructure evolution and wear behavior of VN alloy/Co-based composite coatings by laser cladding. J. Mater. Process. Technol. 2018, 252, 711–719. [Google Scholar] [CrossRef]
- Chiker, N.; Benamor, A.; Haddad, A.; Hadji, Y.; Hakem, M.; Badji, R.; Labaiz, M.; Azzaz, M.; Hadji, M. Pressureless sintering and tribological properties of in-situ TiC-Ni3(Al,Ti)/Ni(Al,Ti) composites. Int. J. Refract. Met. Hard Mater. 2021, 98, 105559. [Google Scholar] [CrossRef]
- Gao, Y.-B.; Li, X.-Y.; Ma, Y.-J.; Kitchen, M.; Ding, Y.-T.; Luo, Q.-S. Formation mechanism and wear behavior of gradient nanostructured Inconel 625 alloy. Trans. Nonferrous Met. Soc. China 2022, 32, 1910–1925. [Google Scholar] [CrossRef]
- Alpas, A.T.; Bhattacharya, S.; Hutchings, I.M. 4.5 Wear of Particulate Metal Matrix Composites. Compr. Compos. Mater. II. 2018, 4, 137–172. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | Ni | Cu | Mo | W | Si |
|---|---|---|---|---|---|
| Ni–Cu | 70 | 30 | - | - | - |
| Ni–Cu–10(W,Si) | 65 | 30 | - | 6 | 4 |
| Ni–Cu–10(Mo,W,Si) | 60 | 30 | 2.5 | 4.6 | 2.9 |
| Ni–Cu–15(Mo,W,Si) | 55 | 30 | 3.7 | 7.0 | 4.3 |
| Ni | Cu | W | Si | |
|---|---|---|---|---|
| 1 | 70.4 | 29.6 | - | - |
| 2 | 2.6 | - | 97.3 | - |
| 3 | 35.3 | 59.4 | 0.2 | 5.1 |
| 4 | 35.7 | 61.2 | 0.3 | 2.8 |
| 5 | 30.7 | 23.7 | 12.4 | 33.2 |
| Ni | Cu | Mo | W | Si | |
|---|---|---|---|---|---|
| 1 | 2.8 | 6.5 | 87.4 | 0.1 | 3.2 |
| 2 | 1.0 | - | 1.1 | 97.8 | - |
| 3 | 55.9 | 27.3 | 2.3 | 0.7 | 13.8 |
| 4 | 45.0 | 49.0 | - | 0.4 | 5.6 |
| 5 | 13.3 | 2.8 | 4.9 | 23.3 | 49.7 |
| 6 | 14.2 | 2.4 | 27.9 | 2.6 | 52.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, X.; Zhong, Q.; Zhai, P.; Fan, P.; Wu, R.; Fang, J.; Xiao, Y.; Jiang, Y.; Liu, S.; Li, W. Microstructure and Wear Resistance of Laser-Clad Ni–Cu–Mo–W–Si Coatings on a Cu–Cr–Zr Alloy. Materials 2023, 16, 284. https://doi.org/10.3390/ma16010284
Zhao X, Zhong Q, Zhai P, Fan P, Wu R, Fang J, Xiao Y, Jiang Y, Liu S, Li W. Microstructure and Wear Resistance of Laser-Clad Ni–Cu–Mo–W–Si Coatings on a Cu–Cr–Zr Alloy. Materials. 2023; 16(1):284. https://doi.org/10.3390/ma16010284
Chicago/Turabian StyleZhao, Xiaojun, Qi Zhong, Pengyuan Zhai, Pengyu Fan, Ruiling Wu, Jianxiao Fang, Yuxiang Xiao, Yuxiang Jiang, Sainan Liu, and Wei Li. 2023. "Microstructure and Wear Resistance of Laser-Clad Ni–Cu–Mo–W–Si Coatings on a Cu–Cr–Zr Alloy" Materials 16, no. 1: 284. https://doi.org/10.3390/ma16010284