
Strengthening Effect of Short Carbon Fiber Content and Length on Mechanical Properties of Extrusion-Based Printed Alumina Ceramics



Abstract
:1. Introduction
2. Experimental Procedure
2.1. Powder Mixture Preparation
2.2. Preparation of the Ceramic Suspension
2.3. Preparation of the Carbon-Fiber-Reinforced Ceramic Suspension
- (1)
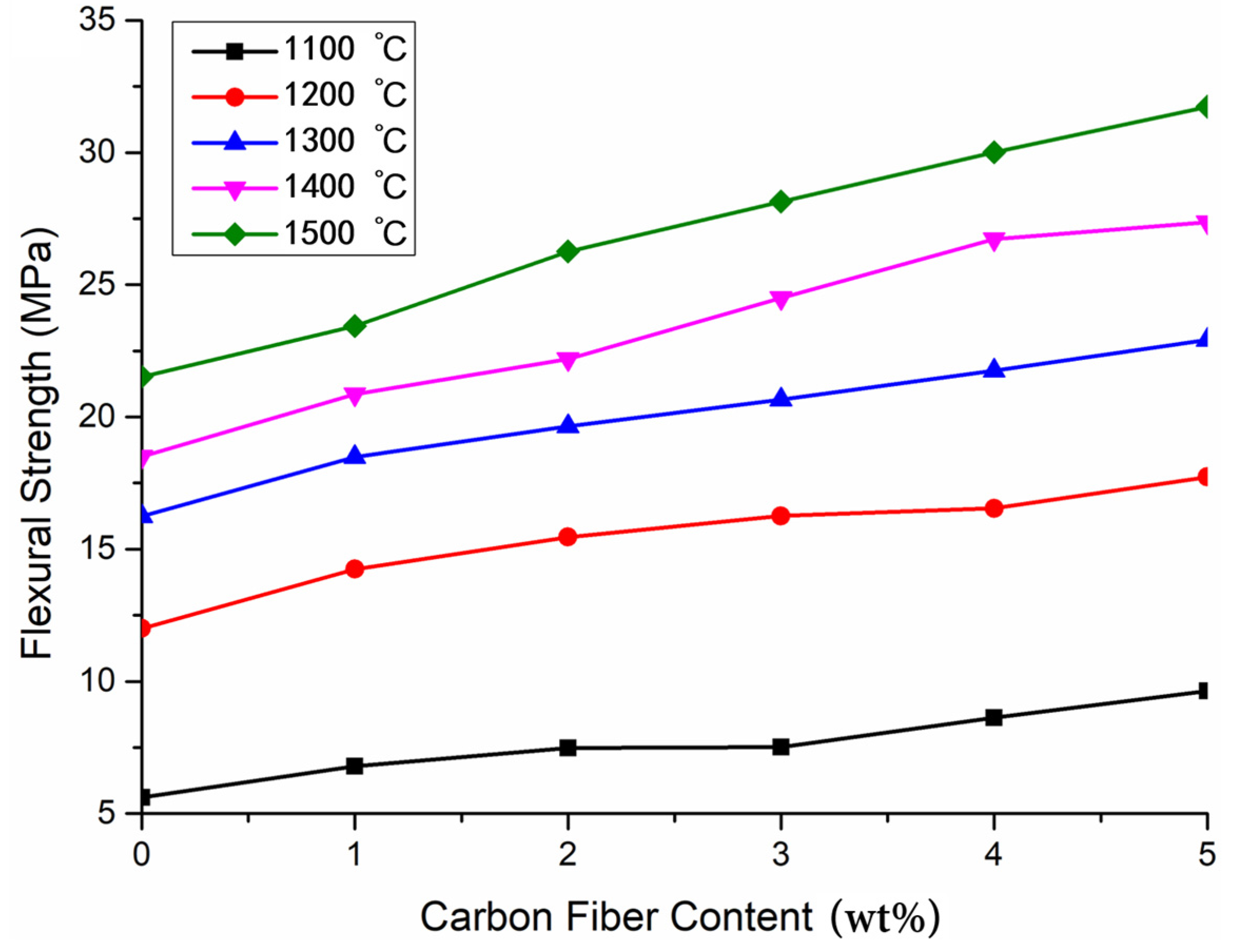
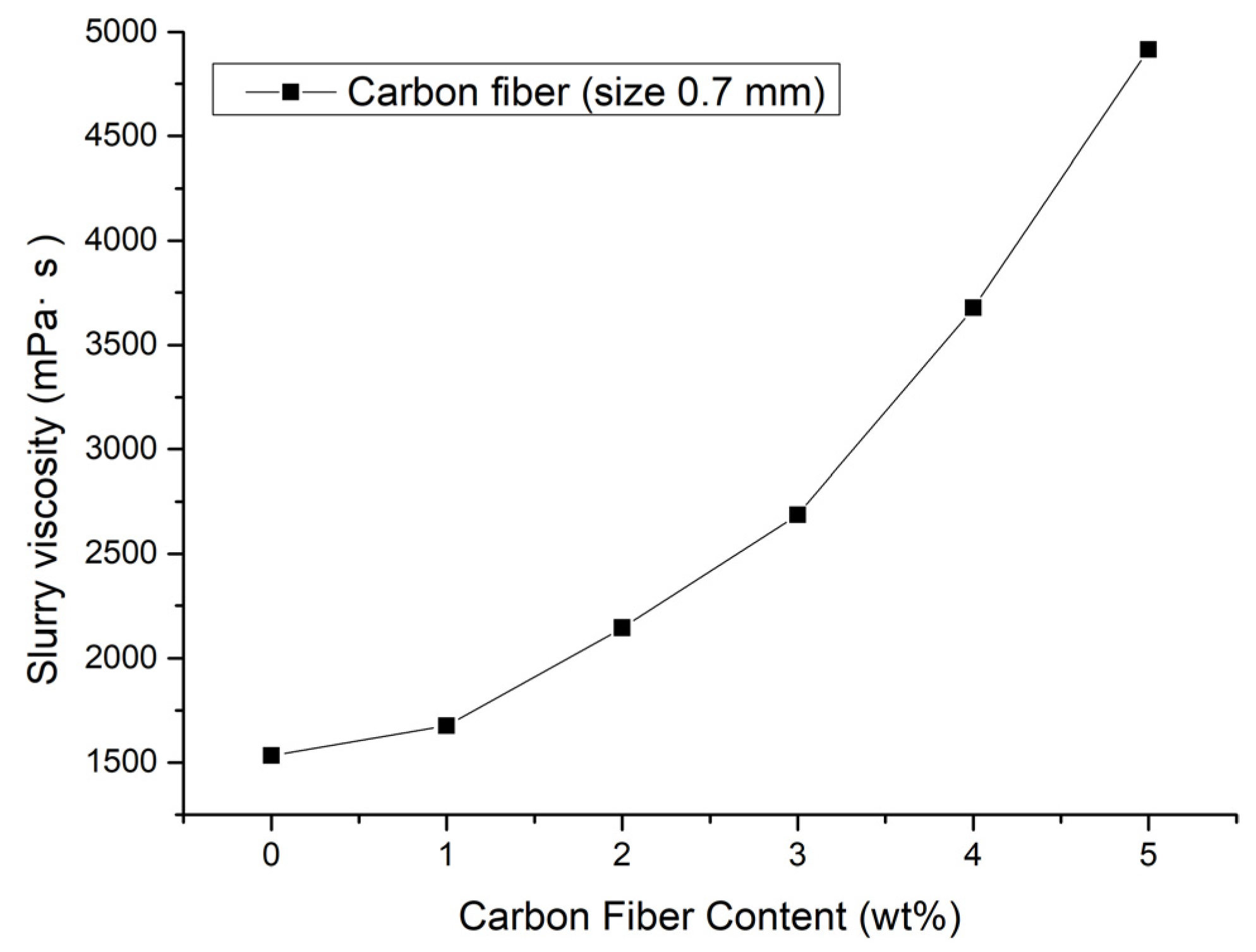
- Carbon fiber (size 300 μm) was added to the ceramic suspension with mass fractions of 1, 2, 3, 4, 5, and 6 wt%. The fiber and powder were stirred evenly under vacuum. The printed green bodies were sintered in an Ar atmosphere at 1100 °C, 1200 °C, 1300 °C, 1400 °C, and 1500 °C, respectively. The effects of carbon fiber content and sintering temperature on the compactness and strength of ceramics were studied.
- (2)
- The effect of composite carbon fiber on ceramic strength was studied. The added components of fiber are shown in Table 1. The mass fraction of the total fiber component accounted for 5 wt% of ceramic suspension, and the sintering temperature was 1500 °C. By comparing the effects of different fiber composite components on ceramic properties, the most appropriate carbon fiber composite ratio was obtained.
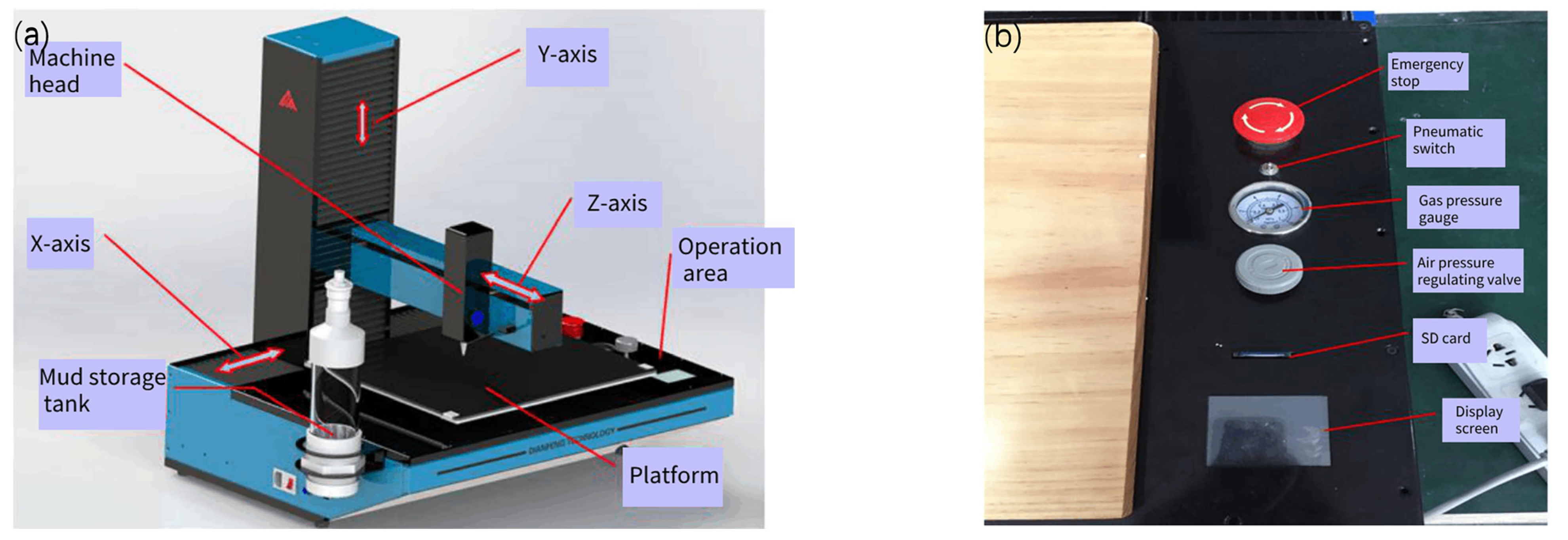
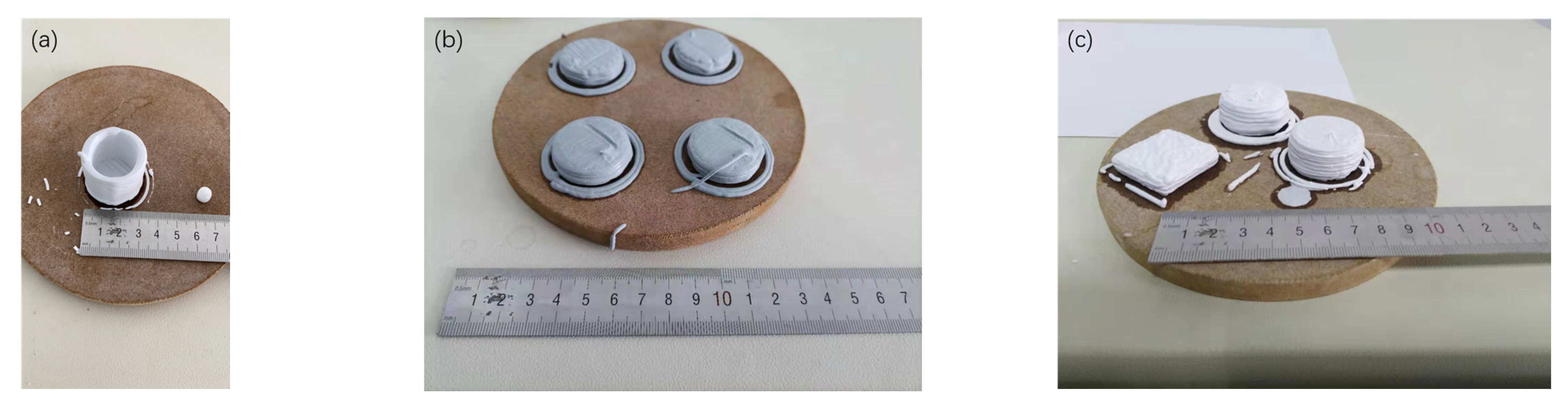
2.4. Fabrication of the Ceramic Parts through an Extrusion-Based 3D Printer
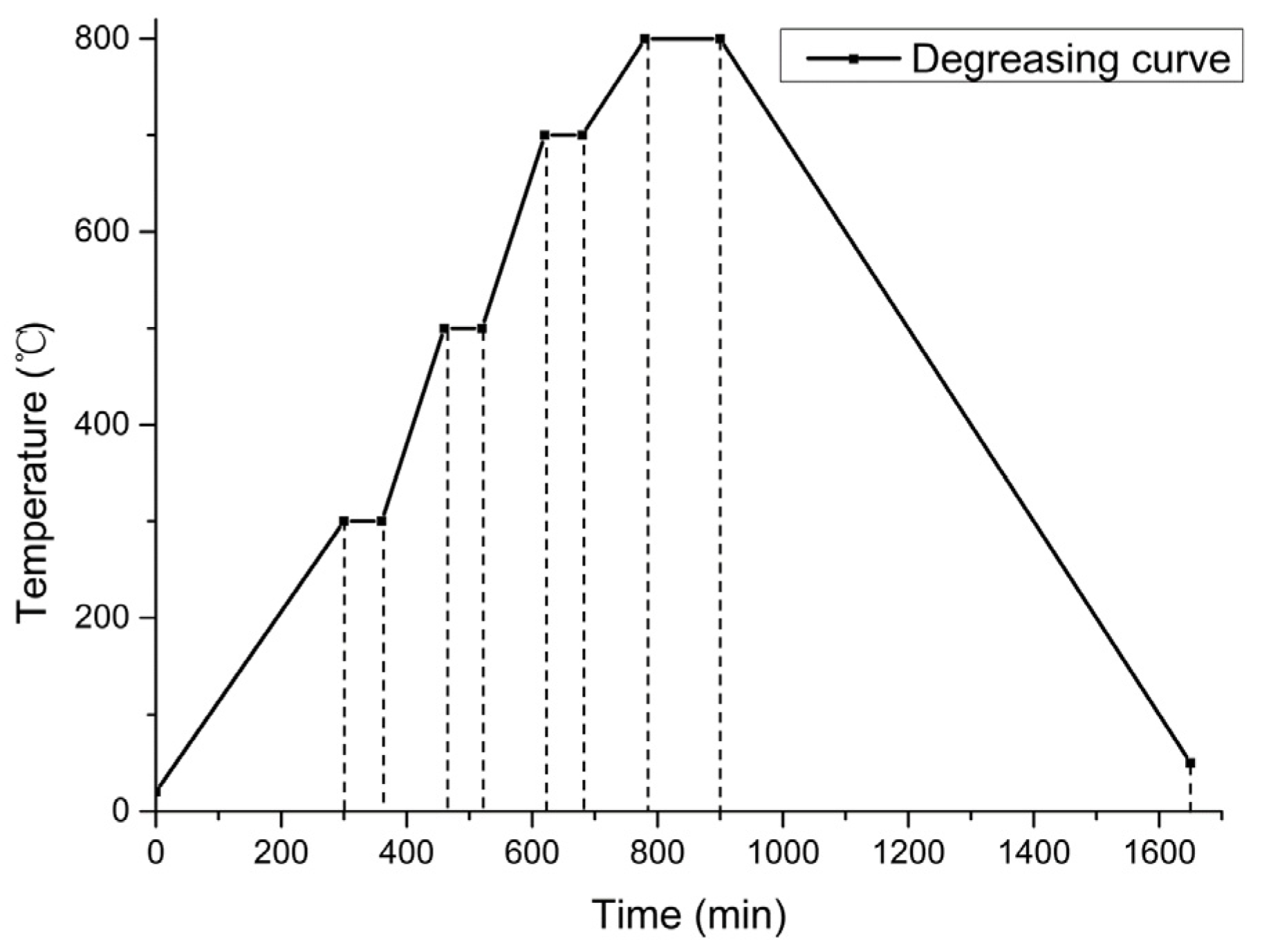
2.5. Post-Processing of the Printed Green Body
2.6. Characterization
3. Results and Discussion
3.1. Effects of Sintering Temperature and Fiber Content on Properties of Alumina Ceramics
3.2. Effects of Different Fiber-Mixing Components on the Properties of Alumina Ceramic Sintered Body
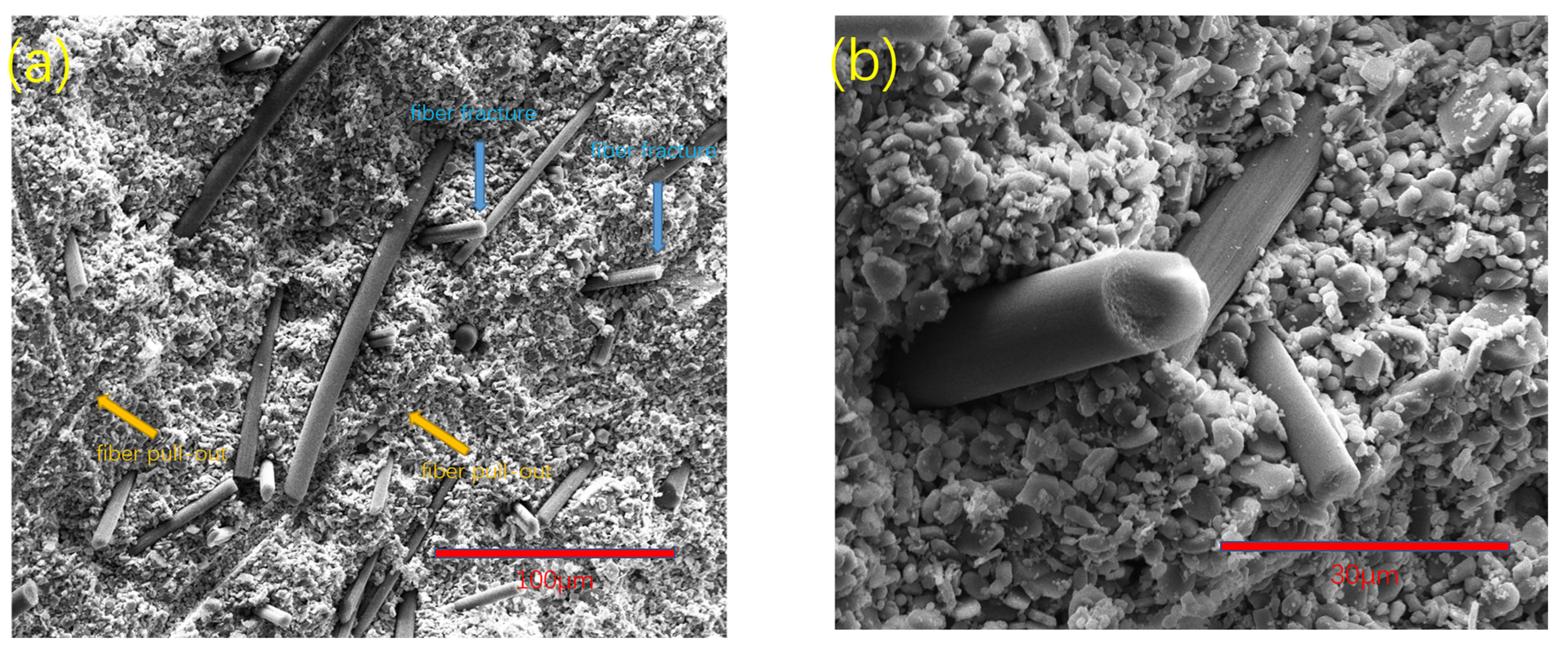
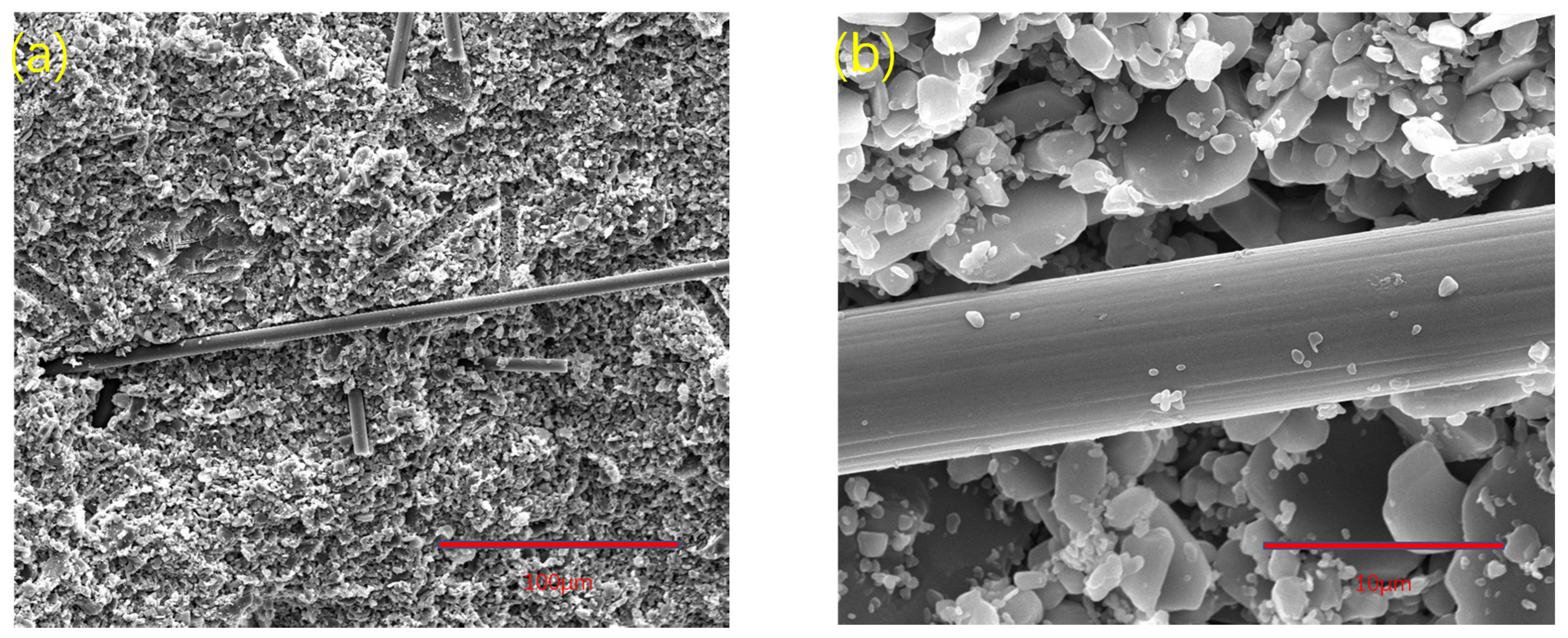
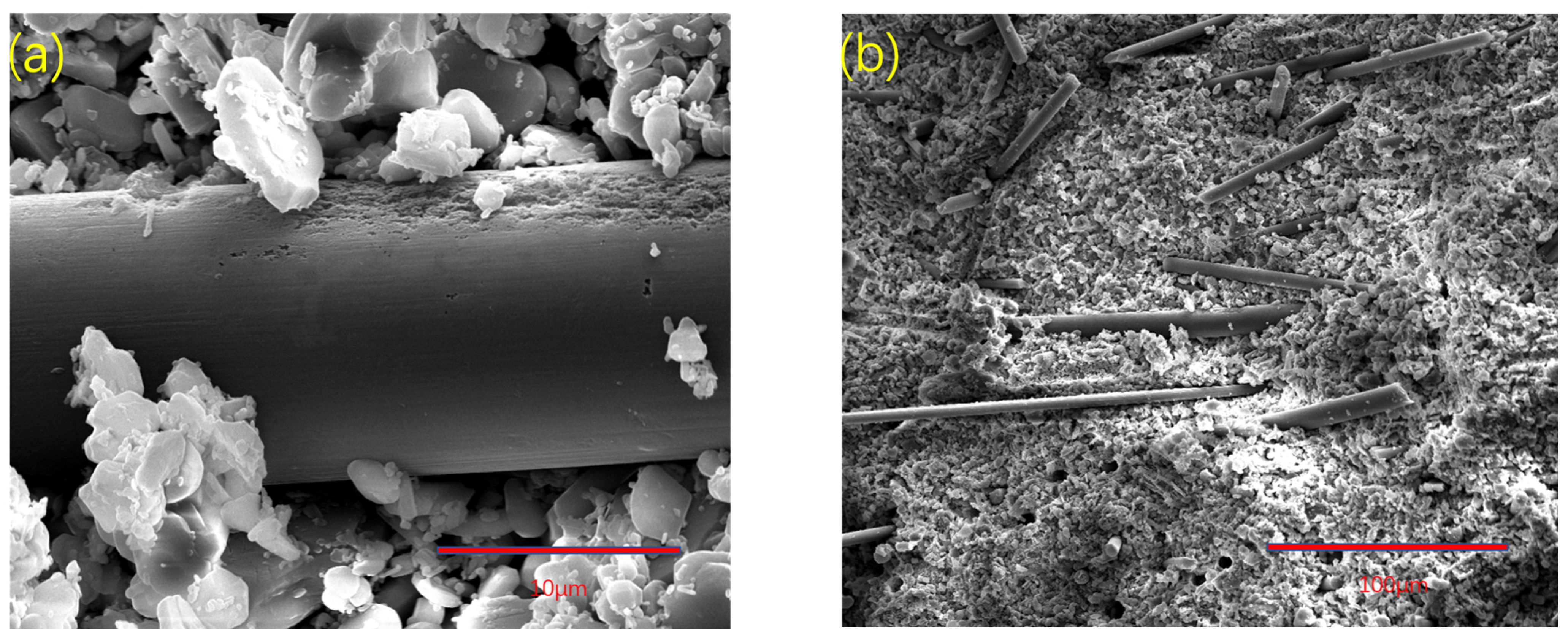
3.3. SEM Image Analysis of Alumina-Sintered Body
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sarraf, H.; Herbig, R.; Maryška, M. Fine-grained Al2O3–ZrO2 composites by optimization of the processing parameters. Scr. Mater. 2008, 59, 155–158. [Google Scholar] [CrossRef]
- Echeberria, J.; Ollo, J.; Bocanegra-Bernal, M.H.; Garcia-Reyes, A.; Domínguez-Rios, C.; Aguilar-Elguezabal, A.; Reyes-Rojas, A. Sinter and hot isostatic pressing (HIP) of multi-wall carbon nanotubes (MWCNTs) reinforced ZTA nanocomposite: Microstructure and fracture toughness. Int. J. Refract. Met. Hard Mater. 2010, 28, 399–406. [Google Scholar] [CrossRef]
- Wang, S.K.; Yu, J.Y.; Li, Q.; Zheng, E.Y.; Duan, Y.G.; Qi, G.C. Preparation of gradient ZTA ceramic by centrifugal slip casting method. Adv. Mater. Res. 2012, 569, 324–327. [Google Scholar] [CrossRef]
- Jiménez-Melendo, M.; Clauss, C.; Dominguez-Rodriguez, A.; de Portu, G.; Roncari, E.; Pinasco, P. Domianguez-Rodriaguez. High temperature plastic deformation of multilayered YTZP/ZTA composites obtained by tape casting. Acta Mater. 1998, 46, 3995–4004. [Google Scholar] [CrossRef]
- Gadow, R.; Kern, F. Pressureless sintering of injection molded zirconia toughened alumina nanocomposites. J. Ceram. Soc. Jpn. 2006, 114, 958–962. [Google Scholar] [CrossRef] [Green Version]
- Wu, H.; Liu, W.; He, R.; Wu, Z.; Jiang, Q.; Song, X.; Chen, Y.; Cheng, L.; Wu, S. Fabrication of dense zirconia-toughened alumina ceramics through a stereolithography-based additive manufacturing. Ceram. Int. 2017, 43, 968–972. [Google Scholar] [CrossRef]
- Vanaei, H.R.; Khelladi, S.; Deligant, M. Numerical Prediction for Temperature Profile of Parts Manufactured using Fused Filament Fabrication. J. Manuf. Processes 2022, 76, 548–558. [Google Scholar] [CrossRef]
- Liu, K.; Sun, H.; Tan, Y.; Shi, Y.; Liu, J.; Zhang, S.; Huang, S. Additive manufacturing of traditional ceramic powder via selective laser sintering with cold isostatic pressing. Int. J. Adv. Manuf. Technol. 2017, 90, 945–952. [Google Scholar] [CrossRef]
- Lee, J.-H.; Hwang, H.-J.; Kim, J.-H.; Hwang, K.-T.; Han, K.-S. Ceramic ink-jet printing on glass substrate using oleophobic surface treatment. J. Korean Ceram. Soc. 2016, 53, 75–80. [Google Scholar] [CrossRef] [Green Version]
- Halloran, J.W. Ceramic Stereolithography: Additive manufacturing for ceramics by photopolymerization. Annu. Rev. Mater. Res. 2016, 46, 19–46. [Google Scholar] [CrossRef]
- Del-Mazo-Barbara, L.; Ginebra, M.-P. Rheological characterisation of ceramic inks for 3D direct ink writing: A review. J. Eur. Ceram. Soc. 2021, 41, 18–33. [Google Scholar] [CrossRef]
- Stuffle, K.; Mulligan, A.; Lombardi, J.; Calvert, P.; Solid, B.F. freebody forming of ceramics from polymerizable slurry. MRS Online Proc. Libr. 1994, 346, 1027–1033. [Google Scholar] [CrossRef] [Green Version]
- Imen Grida, J.R.G.E. Extrusion freeforming of ceramics through fine nozzles. J. Eur. Ceram. Soc. 2003, 23, 629–635. [Google Scholar] [CrossRef]
- Wu, Y.; Azmi, D.F.B.; Rosa, V.; Fawzy, A.S.; Fuh, J.Y.H.; Wong, Y.S.; Lu, W.F.; Meng, W. Fabrication of dentin-like scaffolds through combined 3D printing and bio-mineralisation. Cogent Eng. 2016, 3, 1222777. [Google Scholar] [CrossRef]
- Athirasala, A.; Tahayeri, A.; Thrivikraman, G.; Franca, C.M.; Monteiro, N.; Tran, V.; Ferracane, J.; Bertassoni, L.E. A Dentin-derived hydrogel bioink for 3D bioprinting of cell laden scaffolds for regenerative dentistry. Int. Soc. Biofabr. 2017, 10, 024101. [Google Scholar] [CrossRef] [PubMed]
- Nyberg, E.; Rindone, A.; Dorafshar, A.; Grayson, W.L. Comparison of 3D-printed Poly-varepsilon-caprolactone scaffolds functionalized with tricalcium phosphate, hydroxyapatite, bio-oss, or decellularized bone matrix. Tissue Eng. 2017, 23, 503–514. [Google Scholar] [CrossRef] [PubMed]
- Mousavi Nejad, Z.; Zamanian, A.; Saeidifar, M.; Vanaei, H.R.; Salar Amoli, M. 3D bioprinting of polycaprolactone-based scaffolds for pulp-dentin regeneration: Investigation of physicochemical and biological behavior. Polymers 2021, 13, 4442. [Google Scholar] [CrossRef] [PubMed]
- Xing, H.; Zou, B.; Liu, X.; Wang, X.; Chen, Q.; Fu, X.; Li, Y. Effect of particle size distribution on the preparation of ZTA ceramic paste applying for stereolithography 3D printing. Powder Technol. 2020, 359, 314–322. [Google Scholar] [CrossRef]
- Pappas, J.M.; Thakur, A.R.; Dong, X. Effects of zirconia doping on additively manufactured alumina ceramics by laser direct deposition. Mater. Des. 2020, 192, 108711. [Google Scholar] [CrossRef]
- Manotham, S.; Channasanon, S.; Nanthananon, P.; Tanodekaew, S.; Tesavibul, P. Photosensitive binder jetting technique for the fabrication of alumina ceramic. J. Manuf. Processes 2021, 62, 313–322. [Google Scholar] [CrossRef]
- Sambell, R.A.J.; Bowen, D.H.; Phillips, D.C. Carbon fibre composites with ceramic and glass matrices. J. Mater. Sci. 1972, 7, 676–681. [Google Scholar] [CrossRef]
- Akatsu, T.; Umehara, Y.; Shinoda, Y.; Wakai, F.; Muto, H. Mechanical properties of alumina matrix composite reinforced with carbon nanofibers affected by small interfacial sliding shear stress. Ceram. Int. 2022, 48, 8466–8472. [Google Scholar] [CrossRef]
- Lausund, K.B.; Johnsen, B.B.; Rahbek, D.B.; Hansen, F.K. Surface treatment of alumina ceramic for improved adhesion to a glass fibre-reinforced polyester composite. Int. J. Adhes. Adhes. 2015, 63, 34–45. [Google Scholar] [CrossRef]
- Shin, J.-H.; Choi, J.; Kim, M.; Hong, S.-H. Comparative study on carbon nanotube and reduced graphene oxide-reinforced alumina ceramic composites. Ceram. Int. 2018, 44, 8350–8357. [Google Scholar] [CrossRef]
- Fei, M.; Lin, R.; Lu, Y.; Zhang, X.; Bian, R.; Cheng, J.; Luo, P.; Xu, C.; Cai, D. MXene-reinforced alumina ceramic composites. Ceram. Int. 2017, 43, 17206–17210. [Google Scholar] [CrossRef]
- Tamura, Y.; Moshtaghioun, B.M.; Zapata-Solvas, E.; Gomez-Garcia, D.; Domínguez-Rodríguez, A.; Cerecedo-Fernández, C.; Valcárcel-Juárez, V. Is an alumina-whisker-reinforced alumina composite the most efficient choice for an oxidation-resistant high-temperature ceramic? J. Eur. Ceram. Soc. 2018, 38, 1812–1818. [Google Scholar] [CrossRef]
- Sun, J.; Yu, S.; Wade-Zhu, J.; Chen, X.; Binner, J.; Bai, J. 3D printing of layered ceramic/carbon fiber composite with improved toughness. Addit. Manuf. 2022, 50, 102543. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Length | Mass Fraction/wt% | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Sample Reference | A | B | C | D | E | F | G | H | I | O |
| 0.7 mm | 100 | 0 | 0 | 5 | 15 | 80 | 10 | 30 | 60 | 0 |
| 0.3 mm | 0 | 100 | 0 | 15 | 80 | 5 | 30 | 60 | 10 | 0 |
| 0.1 mm | 0 | 0 | 100 | 80 | 5 | 15 | 60 | 10 | 30 | 0 |
| Sample Reference | Slurry Viscosity (mPa·s) | Relative Density | Bending Strength (MPa) | Fracture Toughness (MPa·m1/2) |
|---|---|---|---|---|
| A | 4917.21 | 87.20% | 33.426 ± 1.027 | 4.53 ± 0.46 |
| B | 3873.79 | 88.15% | 31.684 ± 1.164 | 4.36 ± 0.34 |
| C | 3456.42 | 87.16% | 28.835 ± 0.756 | 3.54 ± 0.27 |
| D | 2115.62 | 92.46% | 29.734 ± 0.945 | 3.73 ± 0.48 |
| E | 2713.41 | 90.24% | 29.242 ± 1.725 | 3.84 ± 0.19 |
| F | 3170.96 | 90.16% | 32.610 ± 1.049 | 4.32 ± 0.43 |
| G | 1887.99 | 93.24% | 29.434 ± 1.226 | 3.82 ± 0.37 |
| H | 2302.22 | 91.42% | 29.472 ± 0.452 | 4.02 ± 0.64 |
| I | 2890.65 | 91.61% | 30.446 ± 1.049 | 4.15 ± 0.29 |
| O | 1533.44 | 96.38% | 21.512 ± 0.629 | 3.07 ± 0.28 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Wu, J.; Zheng, H.; Tang, M.; Shen, X. Strengthening Effect of Short Carbon Fiber Content and Length on Mechanical Properties of Extrusion-Based Printed Alumina Ceramics. Materials 2022, 15, 3080. https://doi.org/10.3390/ma15093080
Wang H, Wu J, Zheng H, Tang M, Shen X. Strengthening Effect of Short Carbon Fiber Content and Length on Mechanical Properties of Extrusion-Based Printed Alumina Ceramics. Materials. 2022; 15(9):3080. https://doi.org/10.3390/ma15093080
Chicago/Turabian StyleWang, Haihua, Jian Wu, Hai Zheng, Mingliang Tang, and Xiaodong Shen. 2022. "Strengthening Effect of Short Carbon Fiber Content and Length on Mechanical Properties of Extrusion-Based Printed Alumina Ceramics" Materials 15, no. 9: 3080. https://doi.org/10.3390/ma15093080