1. Introduction
Concrete is a versatile composite material used for the worldwide constructions that is made up of coarse granular material known as aggregates that are strongly linked together with the assistance of cement to form a strong structure. The quality of aggregate used therein is the major contributing factor to the quality of concrete; proper proportioning and aggregate mixing influence the concrete strength and mechanical properties [
1]. As the mechanical forces are received and conducted by the aggregate, they can be referred to as the skeleton of the concrete. Raw steel slag is produced as a by-product in the process of steel-making during the change of iron into steel [
2]. In a blast furnace, molten slag and steel are formed by oxidation of molten iron, metals, scrap, and flux to remove impurities [
3]. The slow cooling of molten slag converts it into a dense rock-like material. As per the Indian scenario, the steel industry generates a huge quantity of waste, which will increase enormously with increasing steel production. According to the Ministry of Environment and Forests and Climate Change (MOEFCC) and Central Pollution Control Board, India, steel slag is produced at a rate of 4 million tons annually, which are continuously discarded in open spaces. A typical blast furnace slag is produced at the rate of 300–400 kg per tonne of liquid iron produced in India. The quantity of steel slag produced has increased from 35.35 million tonne (out of 101.4 million tonne of steel production) in 2017–2018 to 53 million tonne (out of 150 million tonne of steel production) in 2019–2020, which tends to strengthen the utilization of 100% slag effectively and economically viable [
4].
Nippon slag association [
5] has been developing technology to resolve difficulties related to the consumption of steel slag. The mining, transportation, and processing of natural resources will be reduced if steel slag is utilized in place of natural aggregate. Additionally, there will be less disruption to the land, less energy consumption, less pollution of air, land, water, and less emission of greenhouse gases. Reducing the amount of natural aggregate in the concrete mix by replacing it with steel slag can enhance the sustainability of natural resources, since the extraction and transportation phases in the production of natural aggregate are eliminated. Steel slag, a waste product, forms the process of steel-making, requires a little energy to produce. The steel industry will be benefited, since their by-products will be used beneficially, instead of degrading the environment by unsafe dumping. The American National Slag Association (NSA) [
6] established that iron and steel-making slag poses no health or environmental hazards. The great mechanical resistance of steel slag makes it superior to natural aggregate when used as an aggregate. Steel slag as a filler ingredient in concrete has been the subject of several investigations.
It has been identified that the free calcium oxide (CaO) present in the steel slag is the dominant cause of expansion as a result of the formation of calcium hydroxide and calcium carbonate when reacted with water [
7]. By minimizing the free calcium oxide content in steel slag, the stress resulting from the expansion of free calcium oxide will be lowered and higher will be the stability of cement concrete. Steel slag undergoes mineral change at high temperatures, resulting in irregular volumetric expansion that reflected adversely on slag-based concrete mixtures’ residual properties [
8]. The harmful effect of free CaO could be minimized to acceptable limits by aging. During this aging, the steel slag is stockpiled for 4–6 months and hydration of free lime (CaO) takes place with atmospheric moisture. Aging for a long time mainly reduces the presence of harmful expansive materials in steel slag [
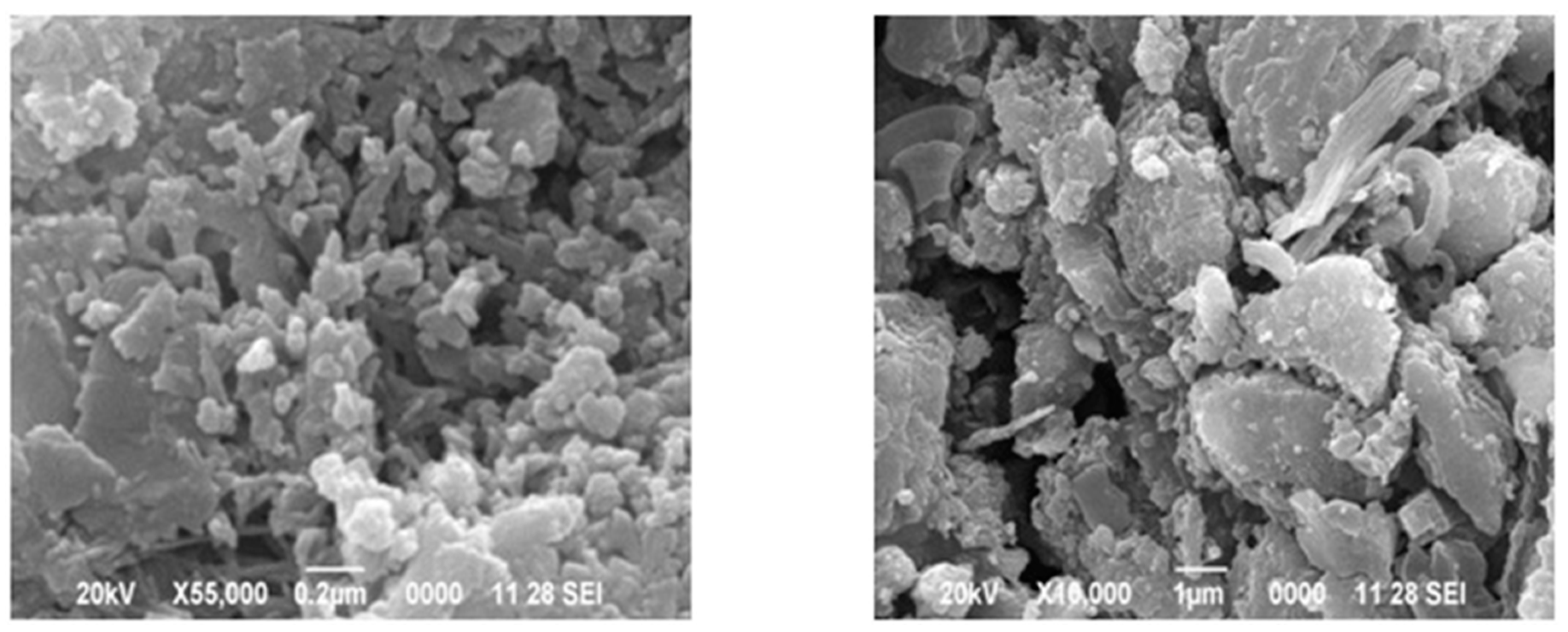
9]. By studying the morphological character of and electric arc furnace steel slag and basic oxygen furnace (BOF) slag, it can be seen that slag particles have high sphericity, solid structure, and favorable frictional properties [
10]. The scanning electron microscope test reveals the steel slags rough texture, which enhances the mechanical strength of concrete [
11].
In building road foundations and anti-slippery blacktop, steel slag may be substituted for the limestone aggregates entirely to generate lightweight concrete, due to its hydraulic property [
12]. The compressive, split tensile, and flexure strength were enhanced by between 4 and 8 percent in concrete made using steel slag as coarse aggregate, compared to the control mixes. The density of concrete is increased by 5 to 7% when using coarse aggregate that is 100 percent slag, rather than natural aggregate, as a reference [
13]. Recent researchers reported that the split tensile, flexural, and compressive strength of steel slag aggregate concrete were higher than the control mix [
7,
14,
15]. This shows that adding slag could satisfy the role of the accelerator at the initial stage, whereas, at 28 days, the effect diminished. Replacement of slag notches is the primary outcome [
16]; additionally, the utilization of iron slag in concrete can augment the concrete strength properties [
17]. Steel slag aggregate concrete has also inclined to decrease the water absorption characteristics and porosity after 28 days, compared to the reference mix with coarse aggregate in the form of stone chips [
14].
The aggregate shape can profoundly characterize the aggregate quality, affecting concrete mixtures property. Daily, measuring the shape parameter using calliper devices is tiresome and time-consuming for quality control. Digital image processing (DIP) has been applied to characterize aggregate shape in recent years. The relationship between the DIP and experimental results was strong. It was inferred that the DIP method was a much faster and improved substitute for traditional particle shape measurement [
18,
19,
20]. The surface roughness, shape, and surface area of fine aggregate were analyzed by data acquisition procedures [
20]. The shape features of the aggregates were examined using Image J, including elongation, flatness, roundness, aspect ratio, form factor, shape factor, and sphericity. The coarse aggregate’s shape and texture greatly influenced the concrete slump. As the sphericity and form factor of aggregate increased, the compressive strength also increased [
21,
22]. Interfacial roughness, specific surface area, and aspect ratio of the lightweight aggregate significantly affected mechanical strength [
23].
Many investigations have been conducted to see whether concrete aggregate may be replaced with industrial by-products. It is observed from the previous studies that the characteristics of steel slag largely depend on the production process of steel and the chemical composition of flux added [
6,
8,
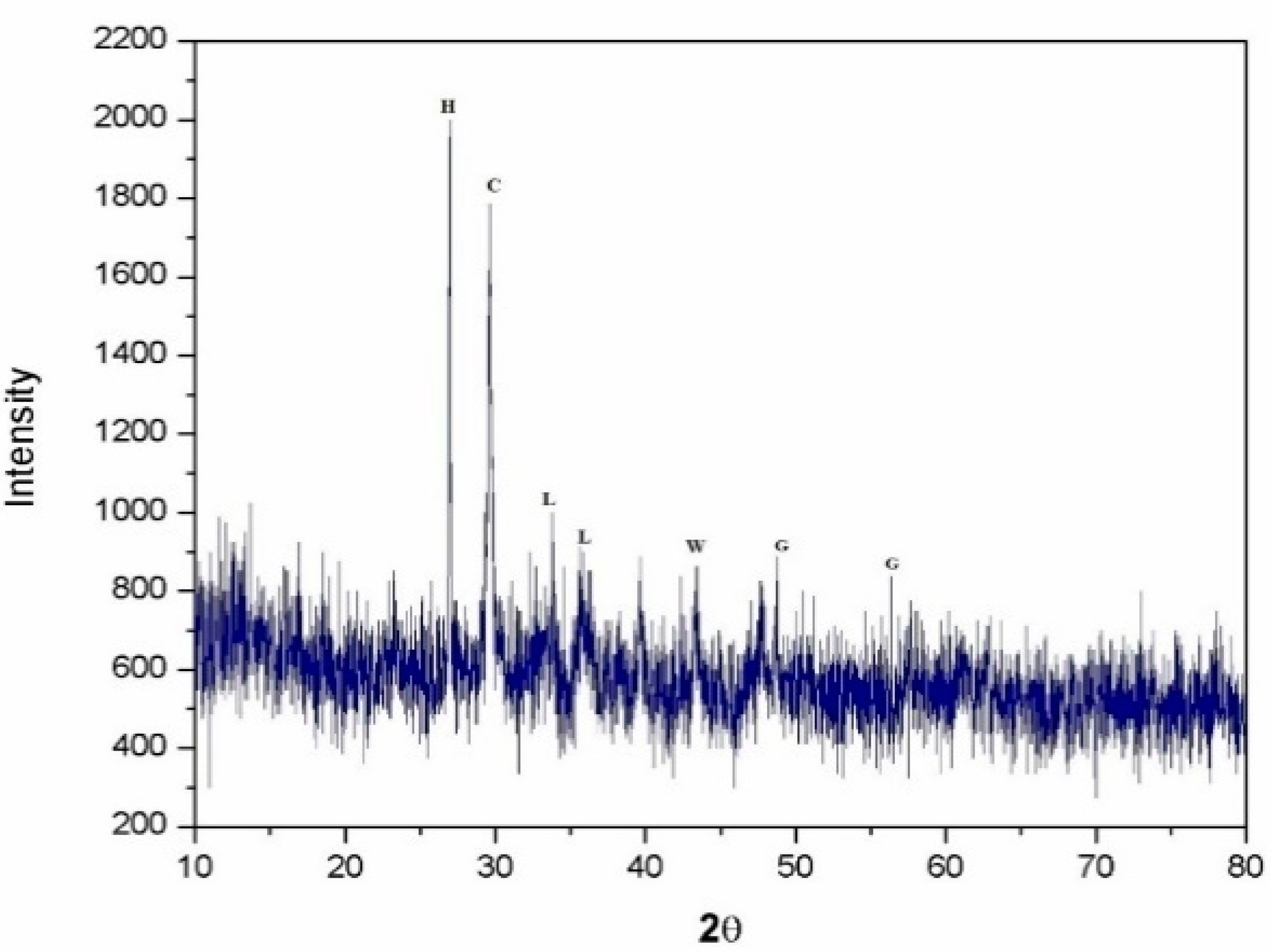
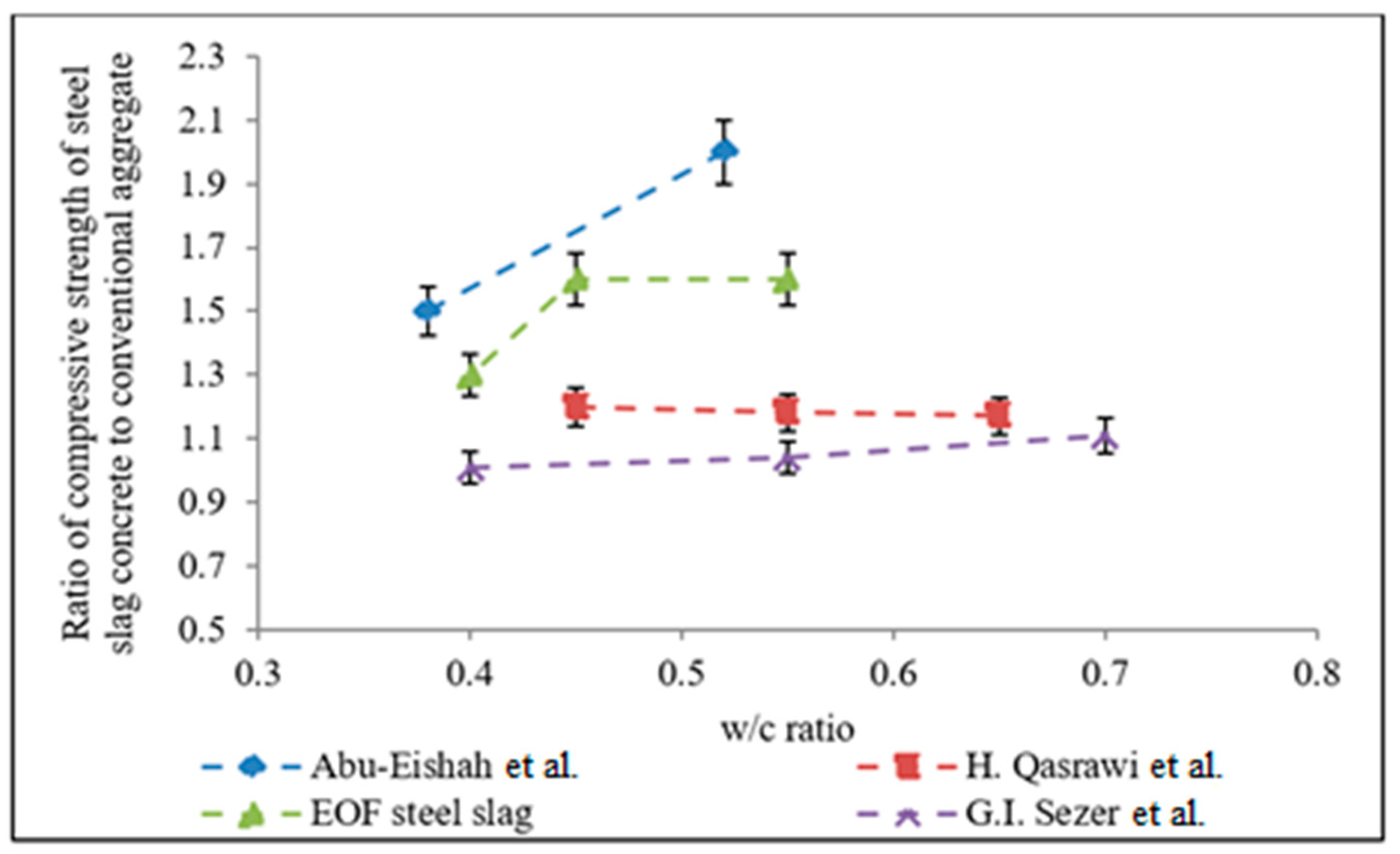
9]. EOF steel slag is a by-product of steel production industries. EOF steel slag is not used in cement production because it has no cementitious properties. The mechanical qualities of EOF steel slag are critical to its use, and they are intimately linked to concrete’s physical, chemical, and morphological features. The chemical composition of the EOF steel slag influences the volumetric stability of the resulting material. Similarly, the EOF steel slag based concrete strength is a function of the mechanical properties of steel slag. This paper presents a thorough characterization of EOF steel slag to facilitate its use in concrete. In this context, an experimental investigation has been carried to evaluate the effectiveness of EOF steel slag on the fresh properties (such as the slump cone test), hardened properties (such as compressive strength), microstructural characteristics (such as scanning electron microscope), X-ray diffraction, and shape parameters (using digital image processing of concrete mixes) were carried out, and the results are summarized.
4. Conclusions
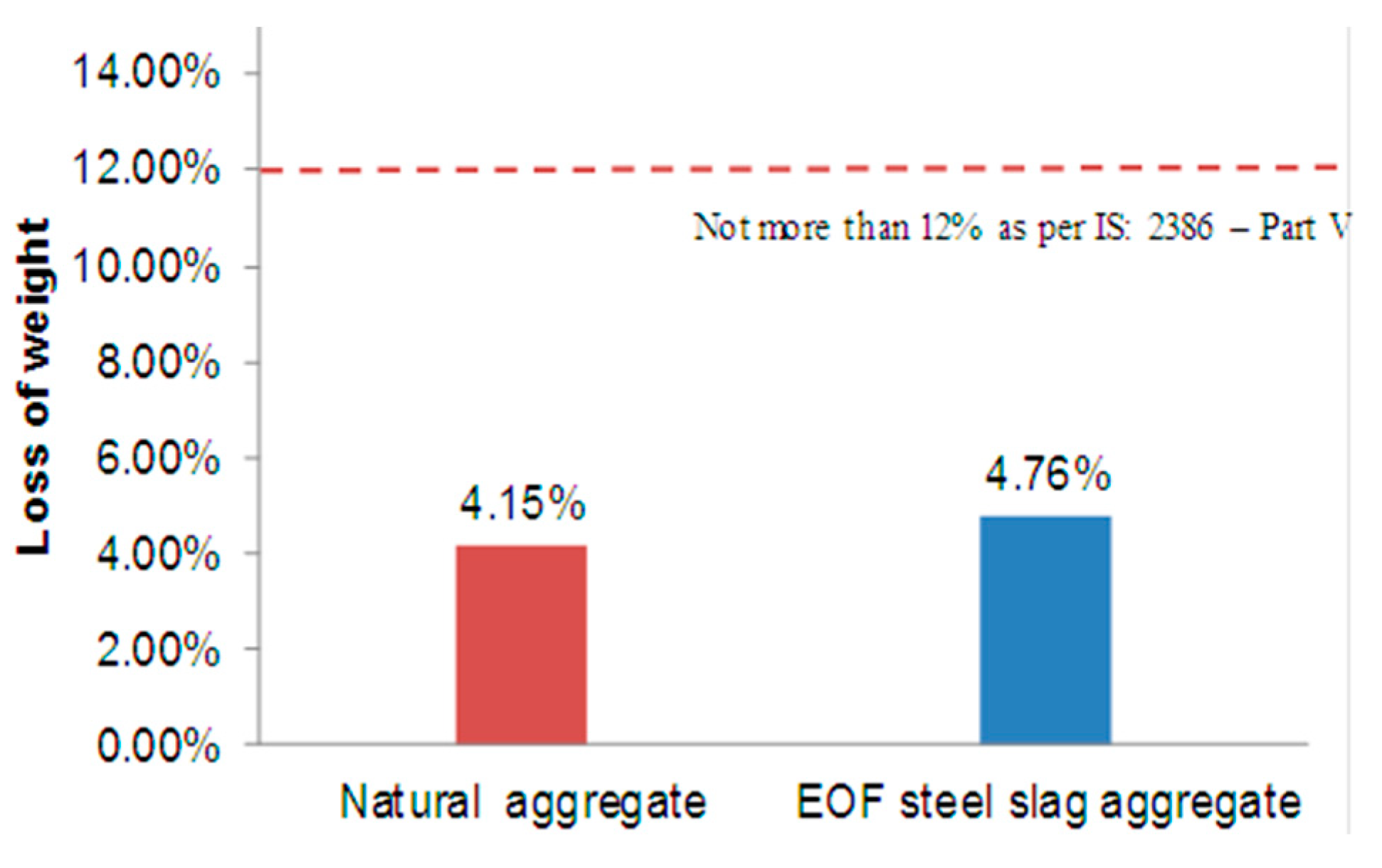
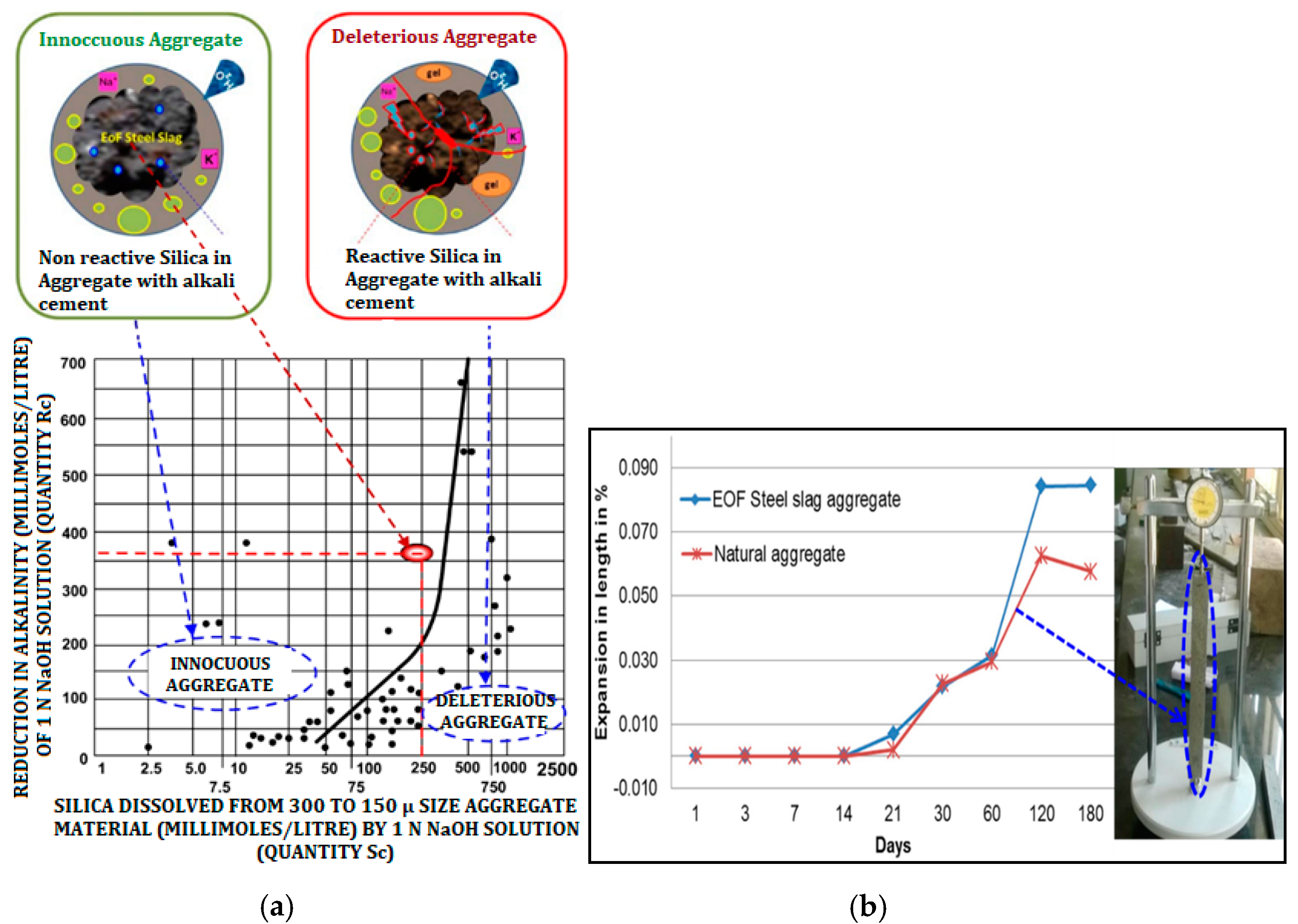
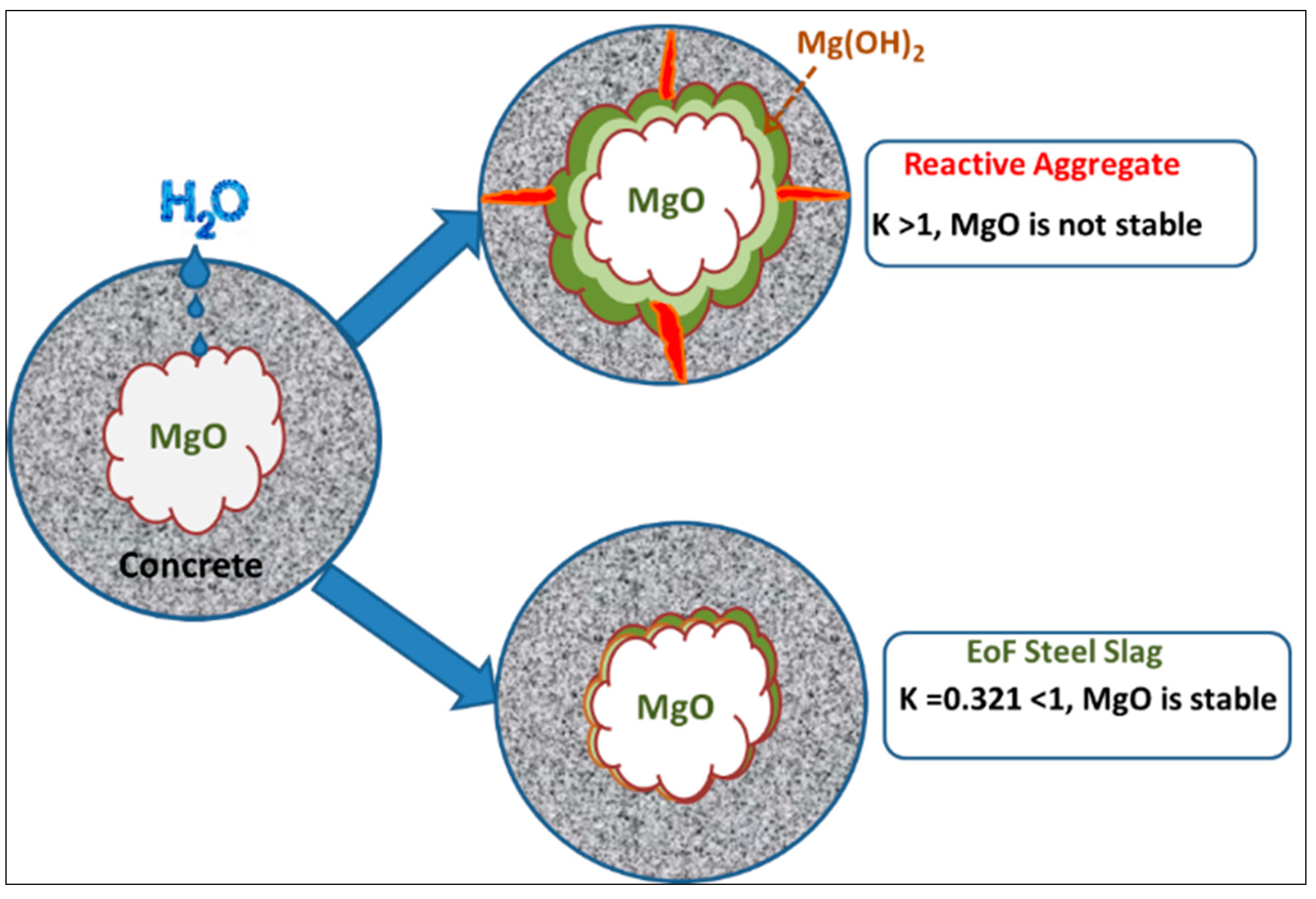
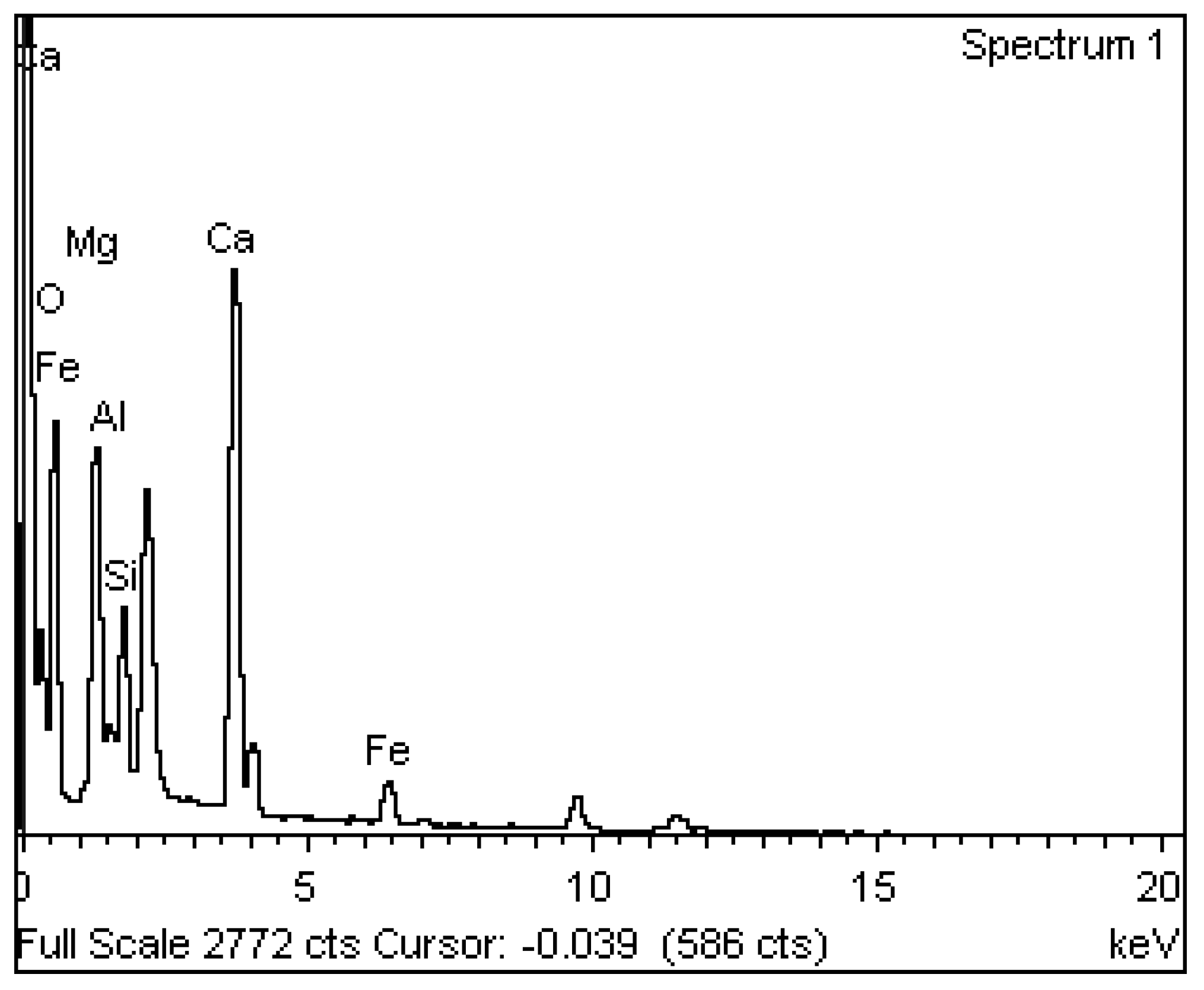
The current research was employed to compare the size of particle, shape, physical, mechanical, and chemical properties of EOF steel slag with conventional natural aggregates. Different ranges of graded EOF steel slag aggregate sizes facilitate good packing in concrete. The shape properties of EOF steel slag aggregate are more or less angular, making the workable concrete. Lightweight particles are present in EOF steel slag in insignificant quantities. The EOF steel slag had a greater water absorption capability than natural aggregate, which made the concrete more difficult to work. The mechanical properties show a remarkably better performance of EOF steel slag, in terms of crushing, impact, abrasion, and attrition. The soundness test and AAR test show the absence of expandable materials; additionally, there is no trace of decomposition of iron compounds in EOF steel slag. Steel slag aggregate concrete has a higher microhardness than natural aggregate because of its rough-textured surface and chemical reactivity with the cement matrix. From the chemical composition, it is noted that magnesium oxide is stable and inexpensive. The DIP analysis shows that EOF steel slag is considerable, similar to the natural aggregate, in the aspects of better form (sphericity and shape factor), roundness, and circularity. EOF steel slag aggregate morphology gives rise to a stronger interfacial transition zone, due to its rough-textured surface. The hardened interfacial zone and rough surface texture of EOF steel slag contributes to enhancing concrete strength.


 ,
, 


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}