
Study on the Properties and Structure of Rotationally Moulded Linear Low-Density Polyethylene Filled with Quartz Flour


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
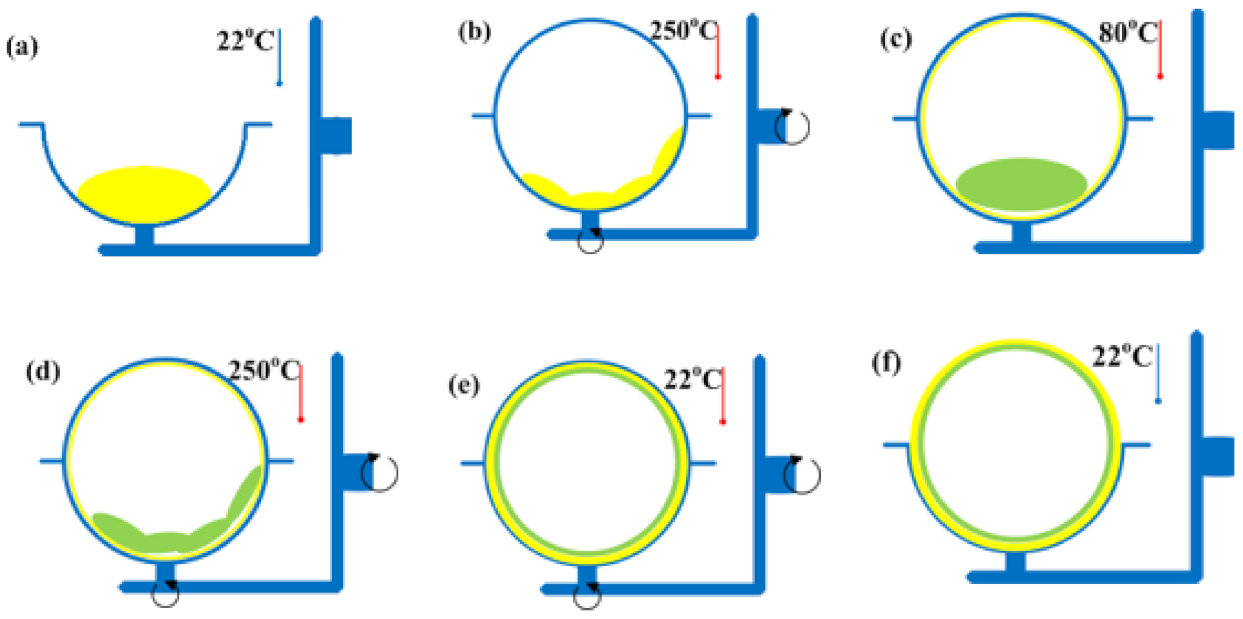
2.2. Rotational Moulding of Polymer Composites
2.3. Measurements
3. Results and Discussion
3.1. Melt Flow Rate (MFR)
3.2. Thermal Behaviour—DSC Analysis
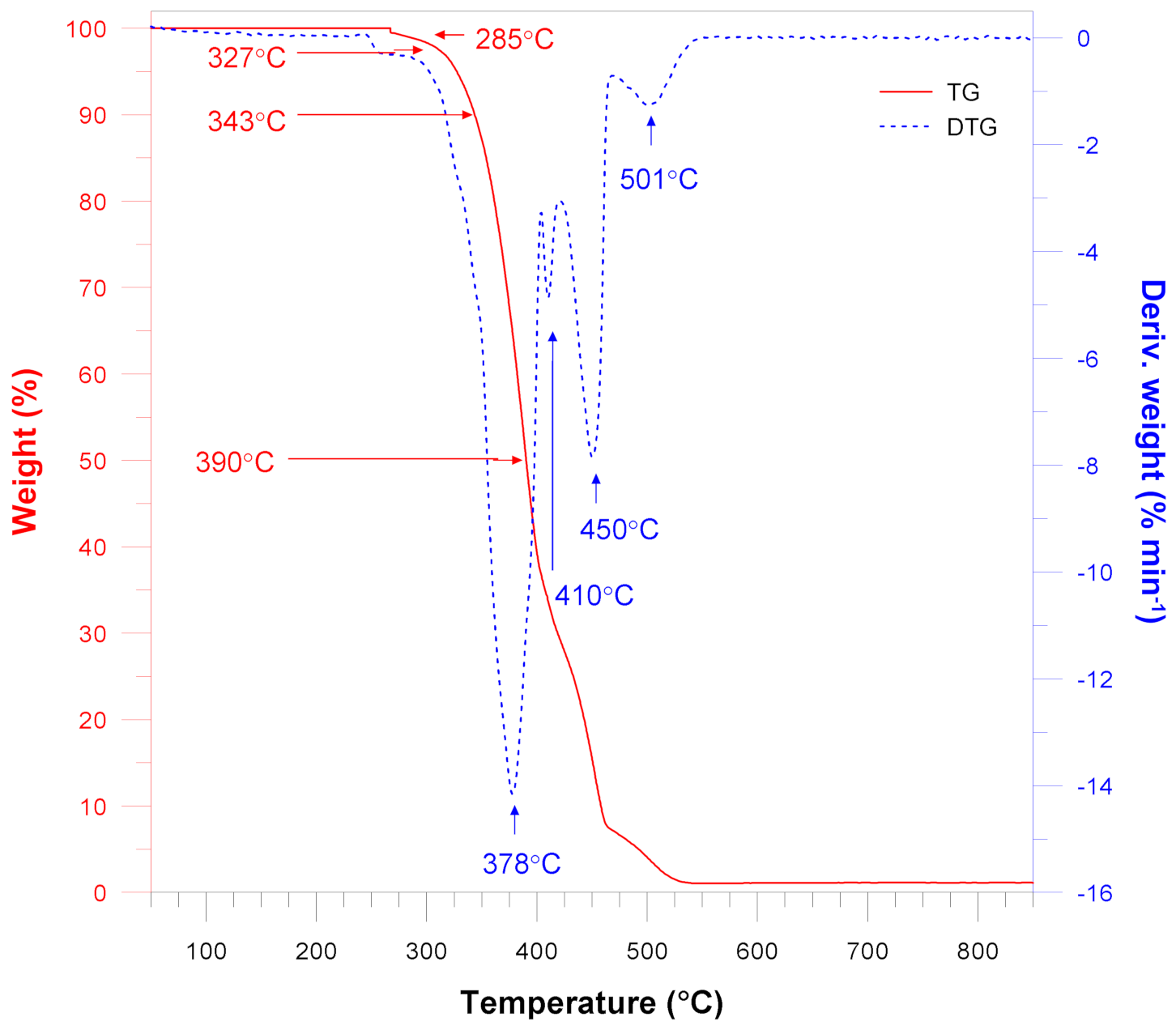
3.3. Thermogravimetric Analysis (TGA)
3.4. Vicat Softening Temperature (VST)
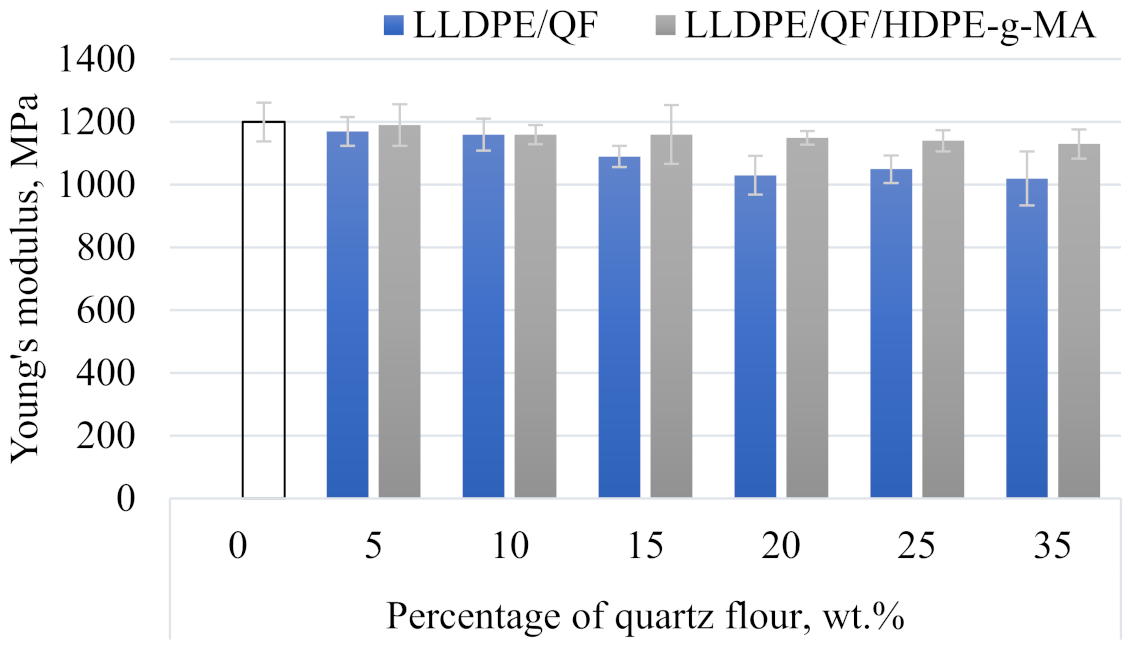
3.5. Physical and Mechanical Properties
3.6. Microscopic Structure
3.7. Surface Roughness
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sasimowski, E.; Majewski, Ł.; Grochowicz, M. Influence of the Design Solutions of Extruder Screw Mixing Tip on Selected Properties of Wheat Bran-Polyethylene Biocomposite. Polymers 2019, 11, 2120. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Głogowska, K.; Sikora, J.; Blase, J. The Use of Untreated Neuburg Silliceous Earth as Filler for High-Density Polyethylene. Teh. Vjesn.-Tech. Gaz. 2018, 25, 1581–1586. [Google Scholar] [CrossRef]
- Głogowska, K.; Sikora, J.W.; Duleba, B. Effect of Mechanical Properties of Metal Powder-Filled Hybrid Moulded Products. J. Polym. Eng. 2016, 36, 705–712. [Google Scholar] [CrossRef]
- Vázquez Fletes, R.C.; Cisneros López, E.O.; Moscoso Sánchez, F.J.; Mendizábal, E.; González Núñez, R.; Rodrigue, D.; Ortega Gudiño, P. Morphological and Mechanical Properties of Bilayers Wood-Plastic Composites and Foams Obtained by Rotational Molding. Polymers 2020, 12, 503. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Crawford, R.J.; Kearns, M.P. Practical Guide to Rotational Moulding, 3rd ed.; Elsevier: Alpharetta, GA, USA, 2021. [Google Scholar]
- Crawford, R.J. Practical Guide to Rotational Moulding; Elsevier: Alpharetta, GA, USA, 2012. [Google Scholar]
- Nugent, P. Applied Plastics Engineering Handbook. Processing and Materials; Kutz, M., Ed.; Elsevier: Alpharetta, GA, USA, 2011. [Google Scholar]
- Vignali, A.; Iannace, S.; Falcone, G.; Utzeri, R.; Stagnaro, P.; Bertini, F. Lightweight Poly(ε-Caprolactone) Composites with Surface Modified Hollow Glass Microspheres for Use in Rotational Molding: Thermal, Rheological and Mechanical Properties. Polymers 2019, 11, 624. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nugent, P. Rotational Molding: A Practical Guide; Elsevier: Alpharetta, GA, USA, 2001. [Google Scholar]
- Rogers, M.; Stevenson, P.; Scribben, E.; Baird, D.; Hulcher, B. February. Rotationally Molded Liquid Crystalline Polymers. In Proceedings of the 14th International Conference on Composite Materials, San Diego, CA, USA, 14–18 July 2003. [Google Scholar]
- Nugent, P.J.; Crawford, R.J.; Xu, L. Computer Prediction of Cycle Times during Rotational Molding of Plastics. Adv. Polym. Techol. J. Polym. Proc. Inst. 1992, 11, 181–191. [Google Scholar] [CrossRef]
- Chaudhary, B.I.; Takacs, E.; Vlachopoulos, J. Processing Enhancers for Rotational Molding of Polyethylene. Polym. Eng. Sci. 2001, 41, 1731–1742. [Google Scholar] [CrossRef]
- Nguyen, H.T.; Cosson, B.; Lacrampe, M.F.; Krawczak, P. Numerical Simulation on the Flow and Heat Transfer of Polymer Powder in Rotational Molding. Int. J. Mater. Form. 2015, 8, 423–438. [Google Scholar] [CrossRef]
- Torres, F.G.; Aragon, C.L. Final Product Testing of Rotational Moulded Natural Fibre-Reinforced Polyethylene. Polym. Test. 2006, 25, 568–577. [Google Scholar] [CrossRef]
- Ortega, Z.; Monzón, M.D.; Benítez, A.N.; Kearns, M.; McCourt, M.; Hornsby, P.R. Banana and Abaca Fiber-Reinforced Plastic Composites Obtained by Rotational Molding Process. Mater. Manuf. Process. 2013, 28, 879–883. [Google Scholar] [CrossRef]
- Liu, S.-J.; Yang, C.-H. Rotational Molding of Two-Layered Polyethylene Foams. Adv. Polym. Technol. 2001, 20, 108–115. [Google Scholar] [CrossRef]
- Jansri, E.; O-Charoen, N. Polypropylene/Polyethylene Two-Layered by One-Step Rotational Molding. J. Polym. Eng. 2018, 38, 685–694. [Google Scholar] [CrossRef]
- Ramkumar, P.L.; Ramesh, A.; Alvenkar, P.P.; Patel, N. Prediction of Heating Cycle Time in Rotational Moulding. Mater. Today Proc. 2015, 2, 3212–3219. [Google Scholar] [CrossRef]
- Ogila, K.O.; Shao, M.; Yang, W.; Tan, J. Rotational molding: A review of the models and materials. EXPRESS Polym. Lett. 2017, 11, 778–798. [Google Scholar] [CrossRef]
- Gupta, N.; Ramkumar, P.L.; Sangani, V. An approach toward augmenting materials, additives, processability and parameterization in rotational molding: A review. Mater. Manuf. Process. 2020, 35, 1539–1556. [Google Scholar] [CrossRef]
- Barczewski, M.; Szostak, M.; Nowak, D.; Piasecki, A. Effect of Wood Flour Addition and Modification of Its Surface on the Properties of Rotationally Molded Polypropylene Composites. Polimery 2018, 63, 11–12. [Google Scholar] [CrossRef]
- Höfler, G.; Lin, R.; Jayaraman, K. Rotational Moulding and Mechanical Characterisation of Halloysite Reinforced Polyethylenes. J. Polym. Res. 2018, 25, 132. [Google Scholar] [CrossRef]
- Hejna, A.; Barczewski, M.; Andrzejewski, J.; Kosmela, P.; Piasecki, A.; Szostak, M.; Kuang, T. Rotational Molding of Linear Low-Density Polyethylene Composites Filled with Wheat Bran. Polymers 2020, 12, 1004. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Krawczak, A.; Wesoły, K.; Szostak, M. Rotational molding of biocomposites with addition of buckwheat husk filler. Structure-property correlation assessment for materials based on polyethylene (PE) and poly (lactic acid) PLA. Compos. B Eng. 2020, 202, 108410. [Google Scholar] [CrossRef]
- ISO 1133-1:2011; Plastics—Determination of the Melt Mass-Flow Rate (MFR) and Melt Volume-Flow Rate (MVR) of Thermoplastics—Part 1: Standard Method. ISO: Geneva, Switzerland, 2011.
- Panaitescu, D.; Ciuprina, F.; Iorga, M.; Frone, A.; Radovici, C.; Ghiurea, M.; Sever, S.; Plesa, I. Effects of SiO2 and Al2O3 Nanofillers on Polyethylene Properties. J. Appl. Polym. Sci. 2011, 122, 1921–1935. [Google Scholar] [CrossRef]
- Wunderlich, B. Macromolecular Physics V2; Elsevier: Alpharetta, GA, USA, 2012. [Google Scholar]
- ISO 306:2004; Plastics. Thermoplastic Materials. Determination of Vicat Softening Temperature (VST). ISO: Geneva, Switzerland, 2004.
- ISO 527-2:2012; Plastics—Determination of Tensile Properties—Part 2. ISO: Geneva, Switzerland, 2012.
- ISO 868:2003; Plastics and Ebonite—Determination of Indentation Hardness by Means of a Durometer (Shore Hardness). ISO: Geneva, Switzerland, 2003.
- ISO 1183-1:2012; Plastics—Methods for Determining the Density of Non-Cellular Plastics—Part 1: Immersion Method, Liquid Pyknometer Method and Titration Method. ISO: Geneva, Switzerland, 2012.
- ISO 11562-1996; Geometrical Product Specification (GPS)—Surface Texture: Profile Method—Metrological Characteristics of Phase Correct Filters. ISO: Geneva, Switzerland, 1996.
- Zhao, C.; Qin, H.; Gong, F.; Feng, M.; Zhang, S.; Yang, M. Mechanical, Thermal and Flammability Properties of Polyethylene/Clay Nanocomposites. Polym. Degrad. Stab. 2005, 87, 183–189. [Google Scholar] [CrossRef]
- He, C.; Liu, T.; Tjiu, W.C.; Sue, H.-J.; Yee, A.F. Microdeformation and Fracture Mechanisms in Polyamide-6/Organoclay Nanocomposites. Macromolecules 2008, 41, 193–202. [Google Scholar] [CrossRef]
- Bútora, P.; Náplava, A.; Ridzoň, M.; Bílik, J.; Tittel, V. Particle filled polyethylene composites used in the technology of rotational moulding. Res. Pap. Fac. Mater. Sci. Technol. Slovak Univ. Technol. 2011, 19, 9–18. [Google Scholar] [CrossRef]
- Jam, N.J.; Behravesh, A.H. Flow behavior of HDPE-fine wood particles composites. J. Thermoplast. Compos. Mater. 2007, 20, 439–451. [Google Scholar] [CrossRef]
- Osman, M.A.; Atallah, A. Surfactant Chain Length and Tensile Properties of Calcium Carbonate-Polyethylene Composites. Macromol. Chem. Phys. 2007, 208, 87–93. [Google Scholar] [CrossRef]
- Bula, K.; Jesionowski, T. Effect of polyethylene functionalization on mechanical properties and morphology of PE/SiO2 composites. Compos. Interface 2010, 17, 603–614. [Google Scholar] [CrossRef]
- Głogowska, K.; Majewski, Ł.; Gajdoš, I.; Mital, G. Assessment of the Resistance to External Factors of Low-Density Polyethylen Modified with Natural Fillers. ASTRJ 2017, 11, 35–40. [Google Scholar] [CrossRef] [Green Version]
- Baumer, M.I.; Leite, J.; Becker, D. Influence of calcium carbonate and slip agent addition on linear medium density polyethylene processed by rotational molding. Mater. Res. 2014, 17, 130–137. [Google Scholar] [CrossRef] [Green Version]
- Bindu, P.; Thomas, S. Viscoelastic behavior and reinforcement mechanism in rubber nanocomposites in the vicinity of spherical nanoparticles. J. Phys. Chem. B 2013, 117, 12632–12648. [Google Scholar] [CrossRef]
- Durowaye, S.I.; Lawal, G.I.; Olagbaju, O.I. Microstructure and Mechanical Properties of Sisal Particles Reinforced Polypropylene Composite. Int. J. Compos. Mater. 2014, 4, 190–195. [Google Scholar] [CrossRef]
- Yan, K.; Guo, W.; Mao, H.; Yang, Q.; Meng, Z. Investigation on Foamed PP/Nano-CaCO3 Composites in a Combined in-Mold Decoration and Microcellular Injection Molding Process. Polymers 2020, 12, 363. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Spence, A.G.; Crawford, R.J. The Effect of Processing Variables on the Formation and Removal of Bubbles in Rotationally Molded Products. Polym. Eng. Sci. 1996, 36, 993–1009. [Google Scholar] [CrossRef]
- Takács, E.; Emami, M.; D’Agostin, D.; Vlachopoulos, J. Study of Orange Peel Phenomena in Rotational Molding. Annu. Tech. Conf.-ANTEC Conf. Proc. 2007, 5, 2705–2709. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value | Units |
|---|---|---|
| Density | 935 | kg m−3 |
| Melt Flow Index (190 °C/2.16 kg) | 4 | g/10 min |
| Vicat Softening Point A120 | 119 | °C |
| Deflection Temperature Under Load HDT B | 65 | °C |
| Melting Point | 124 | °C |
| Crystallisation Point | 110 | °C |
| Hardness, Shore D | 57 | °Sh |
| Tensile Yield Stress | 17.5 | MPa |
| Sample | Heat | Cool | Heat | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1st Cycle | 2nd Cycle | |||||||||
(°C) | (°C) | (J g−1) | (%) | (°C) | (J g−1) | (°C) | (°C) | (J g−1) | (%) | |
| Pure LLDPE | −123 | 146 | 225 | 76.79 | 110 | 201 | −125 | 140 | 213 | 72.70 |
| LLDPE/5%QF | −126 | 145 | 243 | 87.30 | 111 | 222 | −127 | 138 | 231 | 82.99 |
| LLDPE/5%QF/HDPE-g-MA | −124 | 143 | 223 | --- | 113 | 204 | −128 | 137 | 213 | --- |
| LLDPE/15%QF | −126 | 145 | 207 | 83.16 | 112 | 190 | −127 | 138 | 197 | 79.10 |
| LLDPE/15%QF/HDPE-g-MA | −125 | 143 | 197 | --- | 112 | 179 | −129 | 136 | 186 | --- |
| LLDPE/35%QF | −125 | 142 | 156 | 81.91 | 112 | 166 | −128 | 137 | 148 | 77.71 |
| LLDPE/35%QF/HDPE-g-MA | −124 | 143 | 151 | --- | 111 | 144 | −127 | 138 | 140 | --- |
| Sample | (°C) | (°C) | (°C) | (°C) | (°C) | RM (%) |
|---|---|---|---|---|---|---|
| Pure LLDPE | 285 | 327 | 343 | 390 | 378; 410; 450; 501 | 1.12 |
| LLDPE/5%QF | 289 | 332 | 349 | 392 | 372; 456; 512 | 4.85 |
| LLDPE/5%QF/HDPE-g-MA | 282 | 333 | 352 | 394 | 377; 505 | 5.05 |
| LLDPE/15%QF | 299 | 348 | 369 | 414 | 396; 436; 509 | 13.53 |
| LLDPE/15%QF/HDPE-g-MA | 294 | 345 | 361 | 404 | 382; 455; 504 | 14.20 |
| LLDPE/35%QF | 301 | 358 | 384 | 433 | 409; 450; 508 | 27.40 |
| LLDPE/35%QF/HDPE-g-MA | 295 | 343 | 366 | 434 | 396; 439; 461; 507 | 26.62 |
| Sample | VST (°C) | Sample | VST (°C) |
|---|---|---|---|
| Pure LLDPE | 126.36 ± 0.4 | Pure LLDPE | 126.36 ± 0.4 |
| LLDPE/5%QF | 123.86 ± 0.9 | LLDPE/5%QF/HDPE-g-MA | 125.91 ± 0.5 |
| LLDPE/10%QF | 125.86 ± 0.3 | LLDPE/10%QF/HDPE-g-MA | 127.05 ± 0.6 |
| LLDPE/15%QF | 124.03 ± 0.8 | LLDPE/15%QF/HDPE-g-MA | 124.15 ± 0.9 |
| LLDPE/20%QF | 122.91 ± 0.3 | LLDPE/20%QF/HDPE-g-MA | 123.95 ± 1.1 |
| LLDPE/25%QF | 123.61 ± 1.2 | LLDPE/25%QF/HDPE-g-MA | 123.95 ± 1.2 |
| LLDPE/35%QF | 123.53 ± 0.5 | LLDPE/35%QF/HDPE-g-MA | 125.35 ± 0.4 |
| Sample | σm (MPa) | εm (%) | Sample | σm (MPa) | εm (%) |
|---|---|---|---|---|---|
| Pure LLDPE | 24 ± 0.69 | 6 ± 0.36 | Pure LLDPE | 24 ± 0.69 | 6 ± 0.36 |
| LLDPE/5%QF | 20.9 ± 0.82 | 4.9 ± 0.90 | LLDPE/5%QF/HDPE-g-MA | 22.7 ± 0.20 | 5.5 ± 0.99 |
| LLDPE/10%QF | 17.4 ± 0.25 | 3.4 ± 0.29 | LLDPE/10%QF/HDPE-g-MA | 18.4 ± 0.75 | 3.6 ± 0.49 |
| LLDPE/15%QF | 11.2 ± 0.59 | 2.2 ± 0.32 | LLDPE/15%QF/HDPE-g-MA | 14.1 ± 0.77 | 2.2 ± 0.26 |
| LLDPE/20%QF | 10.6 ± 0.56 | 2.1 ± 0.33 | LLDPE/20%QF/HDPE-g-MA | 13.1 ± 0.58 | 2.1 ± 0.17 |
| LLDPE/25%QF | 10.3 ± 0.35 | 2.1 ± 0.46 | LLDPE/25%QF/HDPE-g-MA | 11.7 ± 0.85 | 2.0 ± 0.20 |
| LLDPE/35%QF | 7.9 ± 0.79 | 1.2 ± 0.40 | LLDPE/35%QF/HDPE-g-MA | 11.4 ± 0.81 | 2.8 ± 0.21 |
| Sample | Surface Roughness Parameters. µm | ||||
|---|---|---|---|---|---|
| Ra | Rz | Rmax | Rq | RSm | |
| Pure LLDPE | 1.06 ± 0.09 | 8.08 ± 0.02 | 4.62 ± 0.94 | 1.27 ± 0.12 | 0.60 ± 0.17 |
| LLDPE/5%QF | 3.29 ± 0.75 | 17.36 ± 0.98 | 55.85 ± 1.55 | 4.64 ± 0.79 | 0.66 ± 0.05 |
| LLDPE/10%QF | 4.80 ± 1.02 | 18.80 ± 1.08 | 33.53 ± 3.83 | 5.31 ± 0.42 | 0.48 ± 0.07 |
| LLDPE/15%QF | 6.34 ± 0.31 | 26.68 ± 1.39 | 70.10 ± 3.23 | 8.27 ± 1.02 | 0.63 ± 0.09 |
| LLDPE/20%QF | 5.42 ± 0.98 | 31.88 ± 2.84 | 71.08 ± 1.90 | 8.28 ± 0.89 | 0.59 ± 0.04 |
| LLDPE/25%QF | 6.30 ± 0.87 | 30.44 ± 1.56 | 75.60 ± 2.00 | 8.25 ± 1.36 | 0.70 ± 0.01 |
| LLDPE/35%QF | 18.03 ± 1.21 | 69.07 ± 3.36 | 119.16 ± 4.54 | 22.23 ± 1.55 | 0.71 ± 0.05 |
| LLDPE/5%QF/HDPE-g-MA | 1.72 ± 0.25 | 10.03 ± 0.58 | 30.69 ± 1.33 | 2.58 ± 0.71 | 0.54 ± 0.05 |
| LLDPE/10%QF/HDPE-g-MA | 2.36 ± 0.68 | 10.98 ± 1.04 | 38.20 ± 2.09 | 3.19 ± 0.72 | 0.70 ± 0.07 |
| LLDPE/15%QF/HDPE-g-MA | 6.39 ± 0.47 | 25.26 ± 2.26 | 63.54 ± 3.27 | 8.24 ± 0.87 | 0.64 ± 0.03 |
| LLDPE/20%QF/HDPE-g-MA | 8.31 ± 0.51 | 36.92 ± 1.29 | 89.10 ± 3.07 | 10.71 ± 1.07 | 0.77 ± 0.09 |
| LLDPE/25%QF/HDPE-g-MA | 7.30 ± 0.81 | 35.50 ± 4.01 | 106.05 ± 2.03 | 9.93 ± 0.27 | 0.78 ± 0.04 |
| LLDPE/35%QF/HDPE-g-MA | 11.83 ± 0.23 | 56.88 ± 2.79 | 107.90 ± 5.21 | 15.87 ± 1.32 | 0.85 ± 0.04 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Głogowska, K.; Pączkowski, P.; Samujło, B. Study on the Properties and Structure of Rotationally Moulded Linear Low-Density Polyethylene Filled with Quartz Flour. Materials 2022, 15, 2154. https://doi.org/10.3390/ma15062154
Głogowska K, Pączkowski P, Samujło B. Study on the Properties and Structure of Rotationally Moulded Linear Low-Density Polyethylene Filled with Quartz Flour. Materials. 2022; 15(6):2154. https://doi.org/10.3390/ma15062154
Chicago/Turabian StyleGłogowska, Karolina, Przemysław Pączkowski, and Bronisław Samujło. 2022. "Study on the Properties and Structure of Rotationally Moulded Linear Low-Density Polyethylene Filled with Quartz Flour" Materials 15, no. 6: 2154. https://doi.org/10.3390/ma15062154