
Effect of Cementitious Materials on the Engineering Properties of Lightweight Aggregate Mortars Containing Recycled Water



Abstract
:1. Introduction
2. Materials and Methods
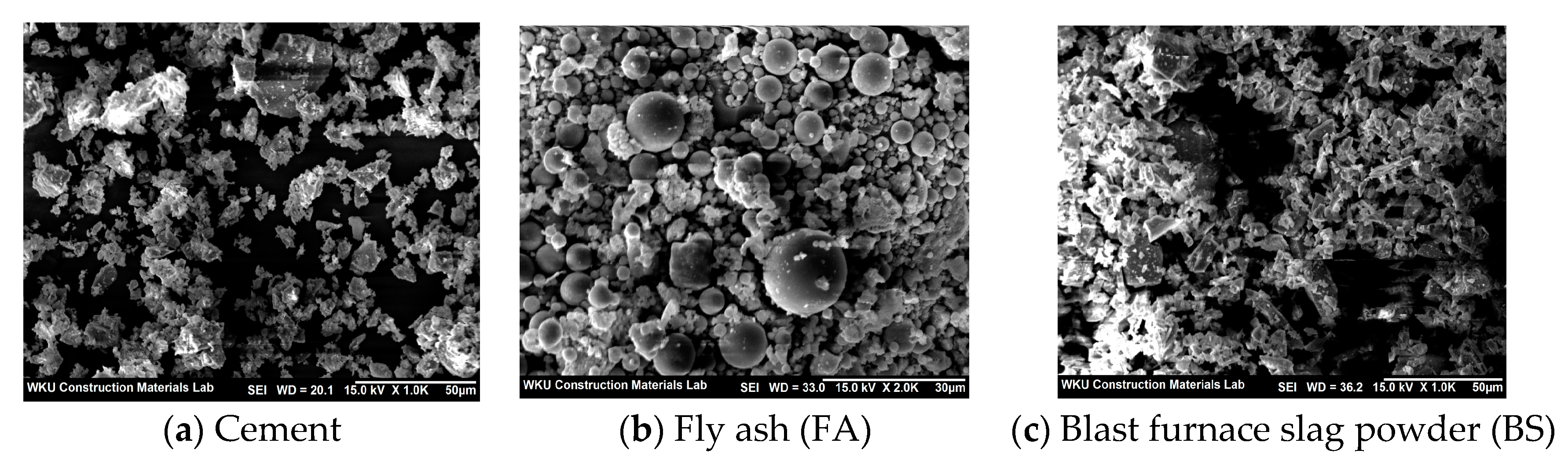
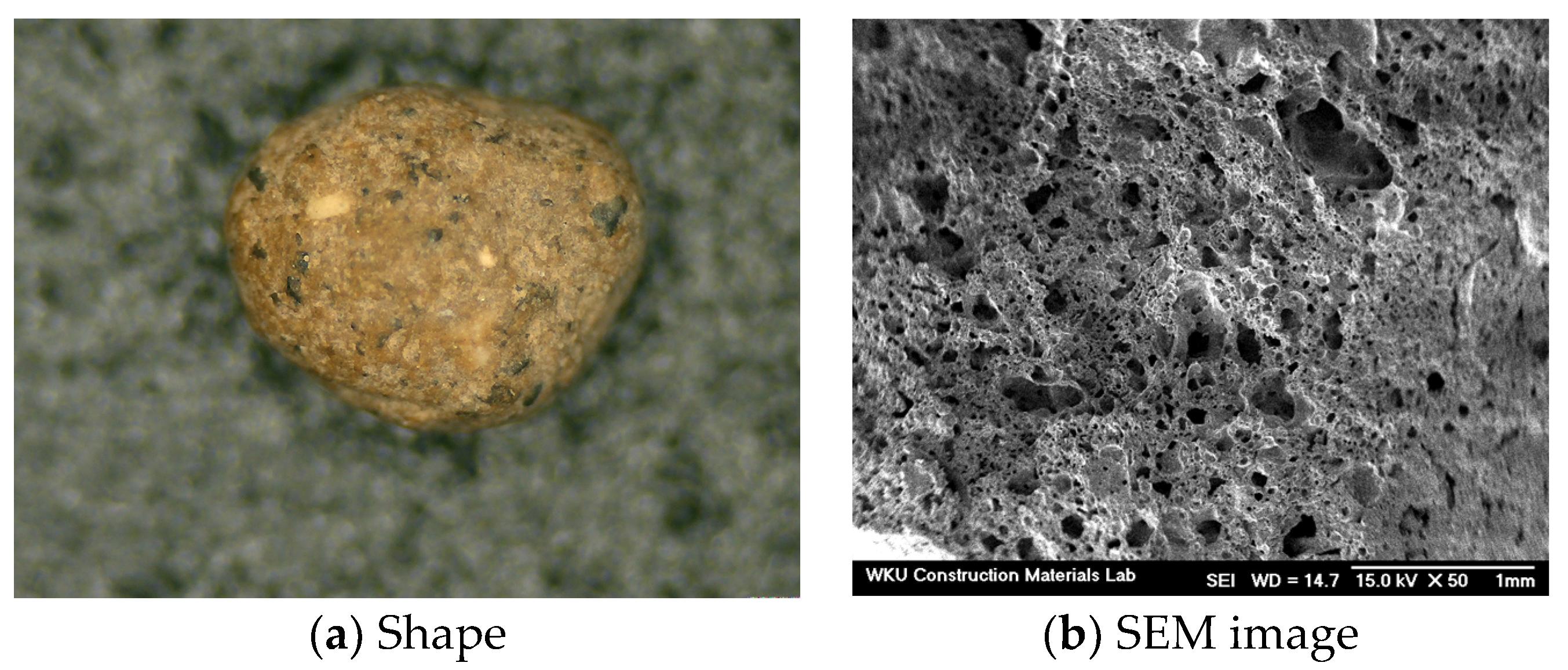
2.1. Materials
2.2. Mix Proportions and Specimen Preparation
3. Results and Discussion
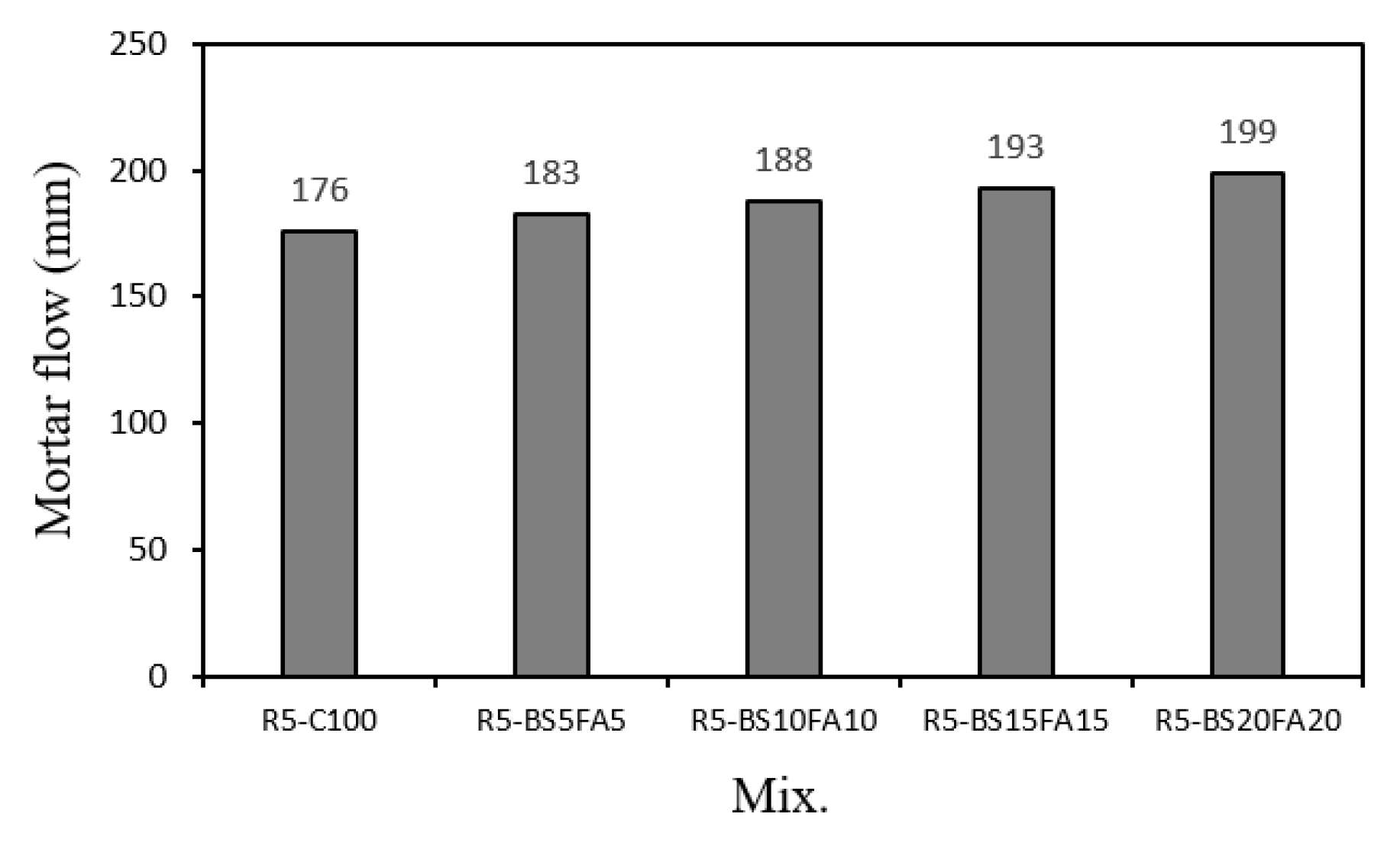
3.1. Mortar Flow
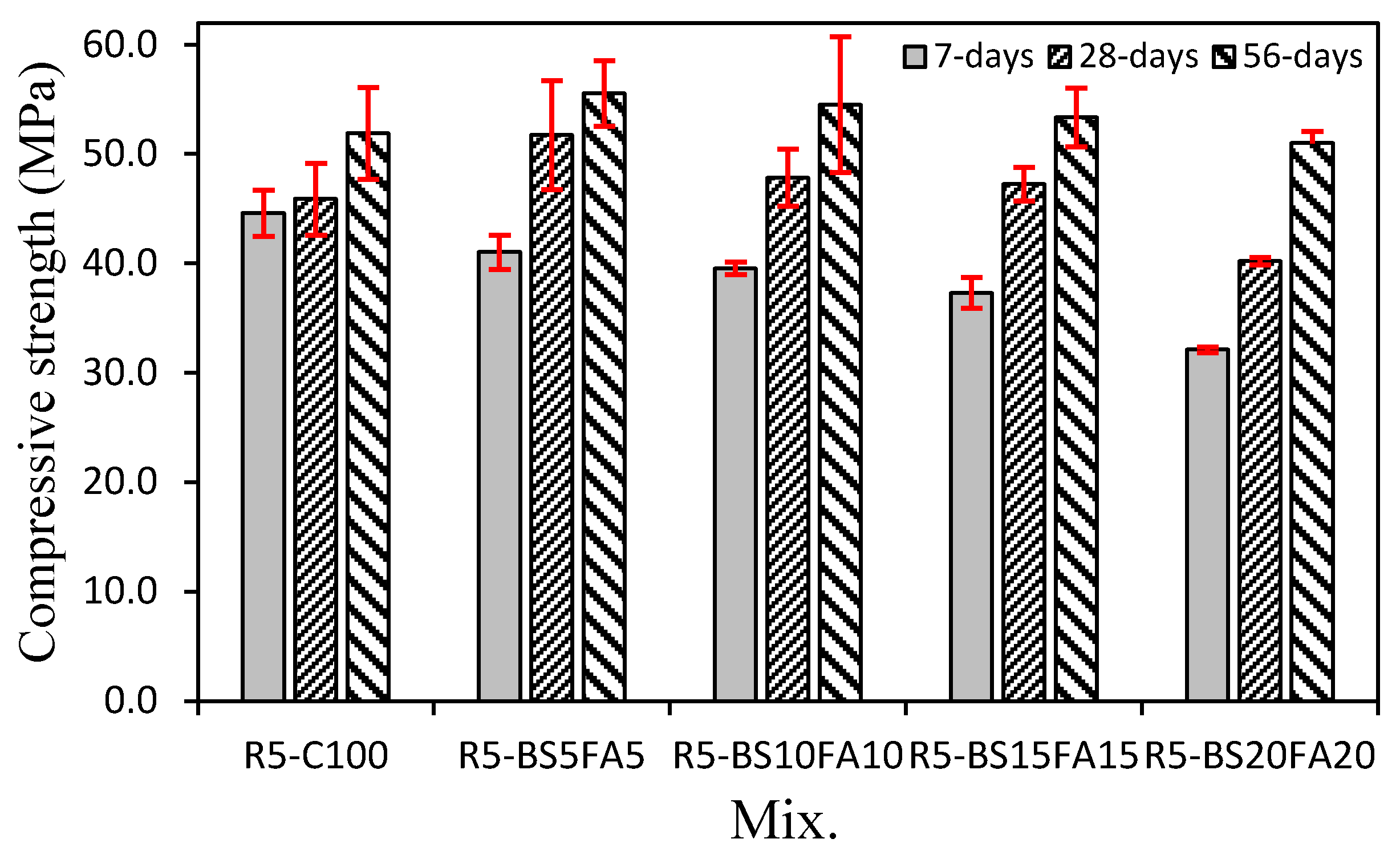
3.2. Compressive Strength
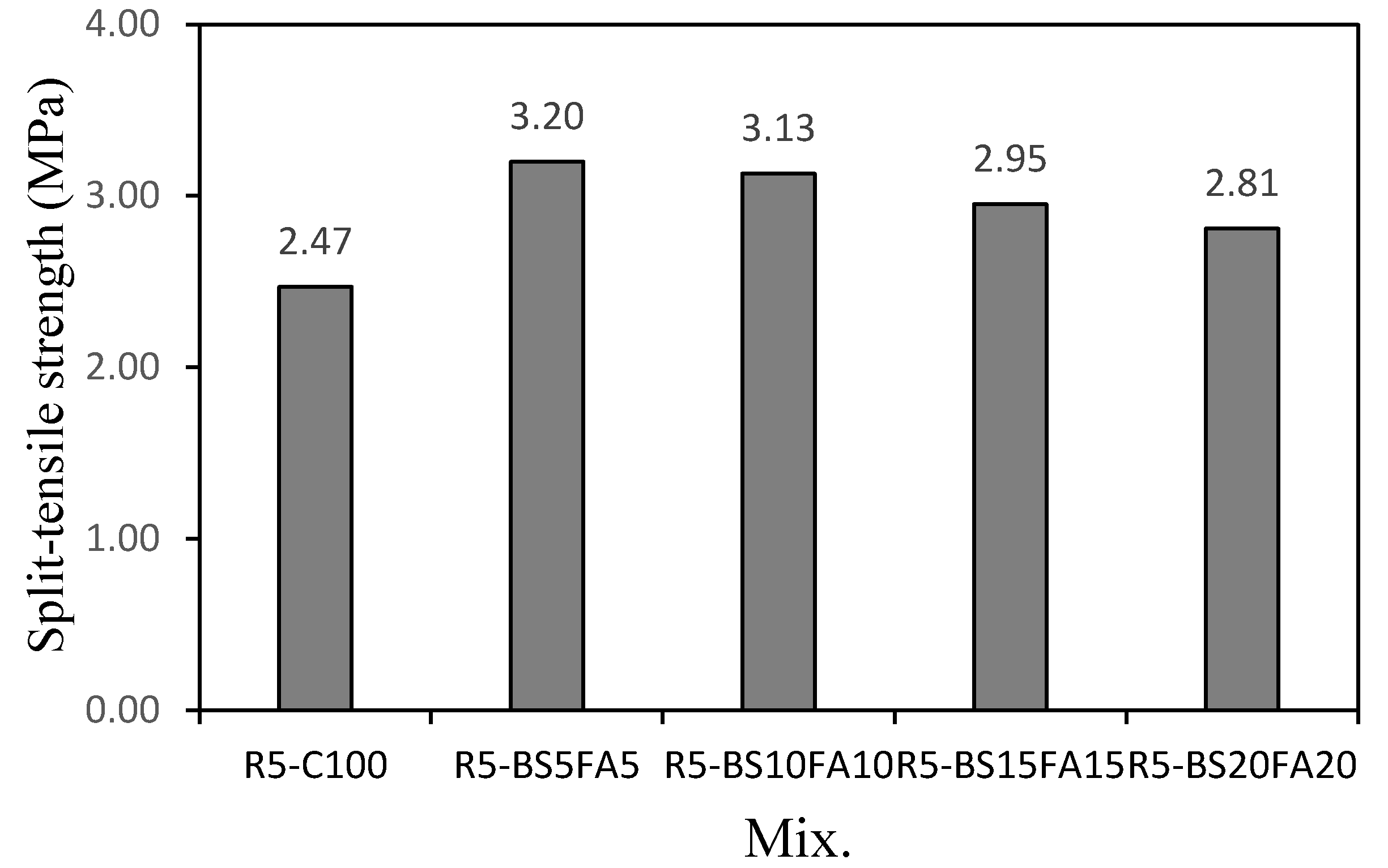
3.3. Tensile Strength
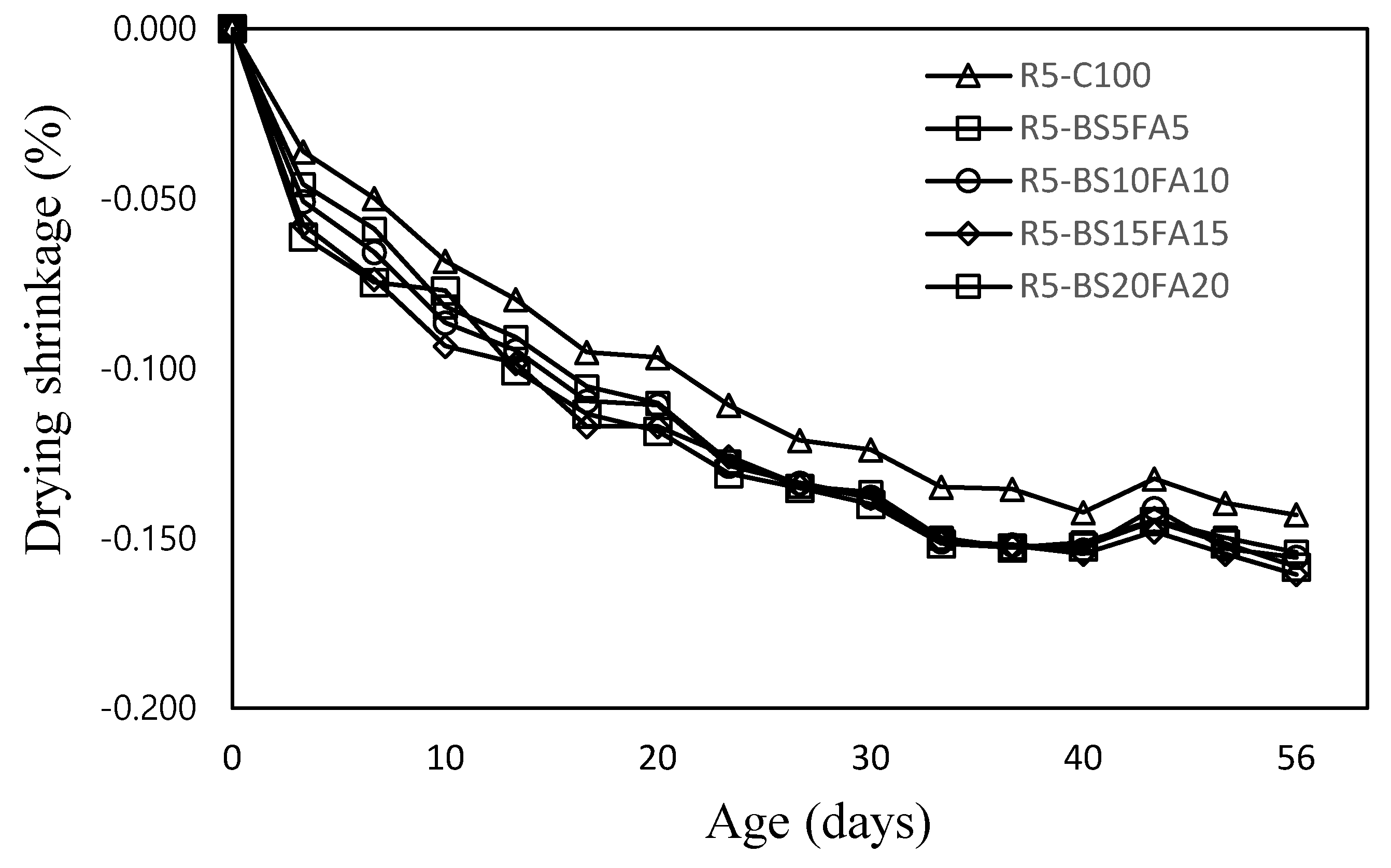
3.4. Drying Shrinkage
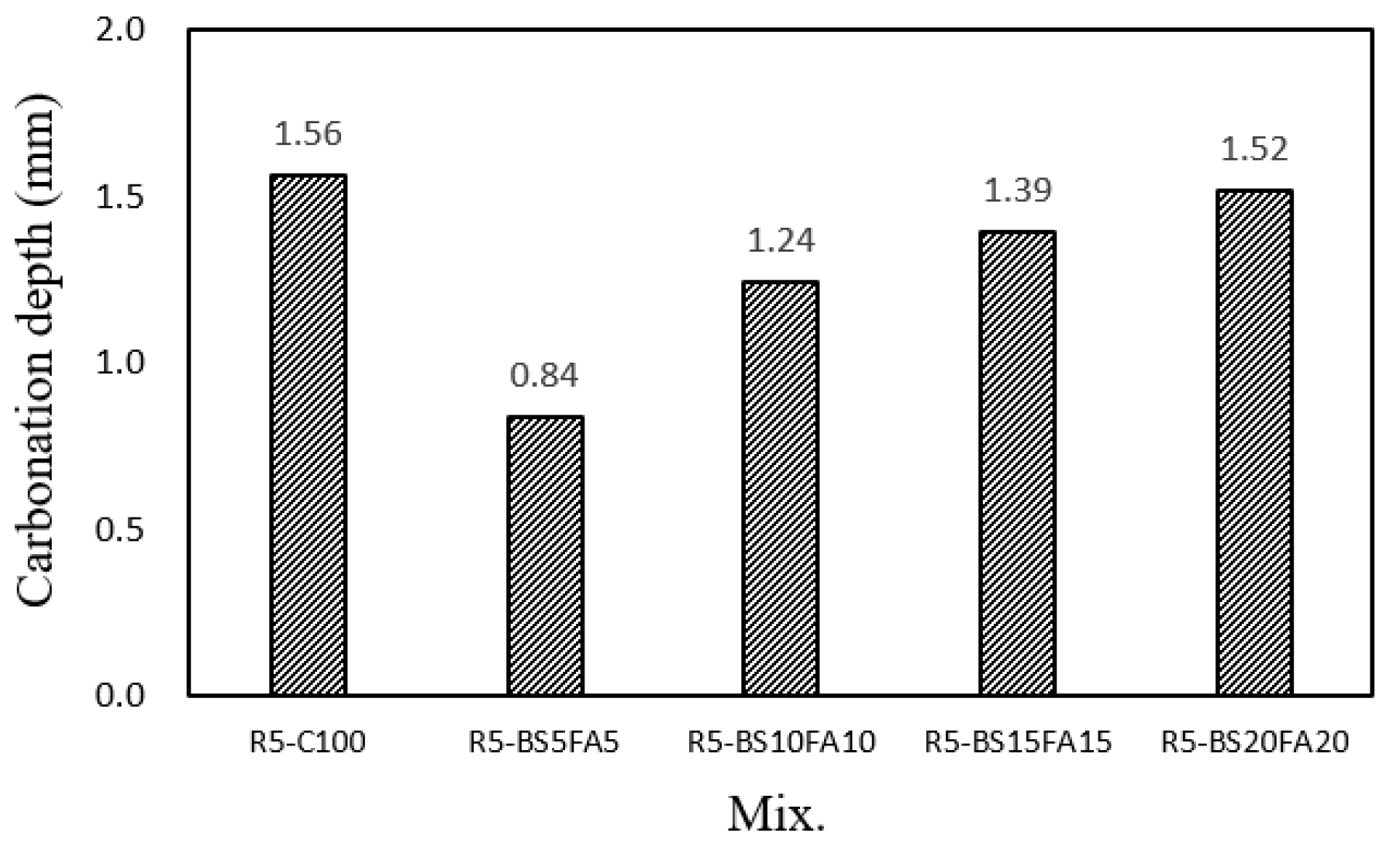
3.5. Carbonation Depth
4. Conclusions
- (1)
- In this study, when the amounts of BS and FA were increased by 5%, the flow value of the lightweight TCM specimen with recycled water increased by ~2.6–4.2%.
- (2)
- The 28-day compressive strengths of the lightweight TCM specimens containing BS and FA were ~47.2–51.7 MPa, except for that of R5-BS20FA20 (40.2 MPa), which was higher than that of R5-C100. In particular, the 28-day compressive strength of the R5-BS5FA5 specimen with 5% BS and FA was ~51.7 MPa, which was ~12.8% higher than that of R5-C100.
- (3)
- The 28-day tensile strengths of the lightweight TCM specimens incorporating BS and FA were ~2.81–3.20 MPa, which were ~13.7–29.5% higher than that of the R5-C100 specimen. Therefore, the proper use of recycled water and Cm in lightweight aggregate cement composites is efficacious in improving the tensile and compressive strengths of the cement composite specimen.
- (4)
- The drying shrinkage of the lightweight TCM specimens with BS and FA was relatively higher than that of the R5-C100 specimen.
- (5)
- The carbonation depth of the R5-BS5FA5 specimen with 5% BS and FA was ~0.84 mm, which was ~46.1% smaller than that of R5-C100. The carbonation depths of all the lightweight TCM specimens containing Cm were ~0.84–1.52 mm and were smaller than that of the R5-C100 specimen (1.56 mm).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Goo, H.C.; Hyun, L.S.; Hwan, L.M.; Wan, W.J. Influence of stabilizing agent for recycling water on engineering properties of cement mortar. J. Korea Inst. Build. Constr. 2005, 21, 81–88. [Google Scholar]
- Xuan, D.; Zhan, B.; Poon, C.S.; Zheng, W. Innovative reuse of concrete slurry waste from ready-mixed concrete plants in construction products. J. Hazard. Mater. 2016, 312, 65–72. [Google Scholar] [CrossRef]
- Chatveera, B.; Lertwattanaruk, P. Reuse of ready-mixed concrete plant sludge water in concrete containing an additive or admixture. J. Environ. Manag. 2009, 90, 1901–1908. [Google Scholar] [CrossRef]
- Choi, S.-J.; Bae, S.H.; Lee, J.-I.; Kim, J.H. Strength and Durability Characteristics of Cement Composites with Recycled Water and Blast Furnace Slag Aggregate. Materials 2021, 14, 2156. [Google Scholar] [CrossRef]
- Zervaki, M.; Leptokaridis, C.; Tsimas, S. Reuse of by-products from ready-mixed concrete plants for the production of cement mortars. J. Sustain. Dev. Energy Water Environ. Syst. 2013, 1, 152–162. [Google Scholar] [CrossRef]
- Xuan, D.; Poon, C.S.; Zheng, W. Management and sustainable utilization of processing wastes from ready-mixed concrete plants in construction: A Review. Resour. Conserv. Recycl. 2018, 136, 238–247. [Google Scholar] [CrossRef]
- Kim, Y.-Y.; Lee, H.-S. Utilization of ready-mixed concrete recycling water mixed with hot-rolled slag containing c12a7 and application characteristics of cement mortar. J. Rec. Const. Resour. 2021, 9, 92–99. [Google Scholar]
- Sandrolini, F.; Franzoni, E. Waste wash water recycling in ready-mixed concrete plants. Cem. Concr. Res. 2001, 31, 485–489. [Google Scholar] [CrossRef]
- Ghrair, A.M.; Heath, A.; Paine, K.; Al Kronz, M.A. Waste wash-water recycling in ready mix concrete plants. Environments 2020, 7, 108. [Google Scholar] [CrossRef]
- Talaei, A.; Pier, D.; Iyer, A.V.; Ahiduzzaman, M.; Kumar, A. Assessment of long-term energy efficiency improvement and greenhouse gas emissions mitigation options for the cement industry. Energy 2019, 170, 1051–1066. [Google Scholar] [CrossRef]
- Shubbar, A.A.; Jafer, H.; Dulaimi, A.; Hashim, K.; Atherton, W.; Sadique, M. The development of a low carbon binder produced from the ternary blending of cement, ground granulated blast furnace slag and high calcium fly ash: An experimental and statistical approach. Constr. Build. Mater. 2018, 187, 1051–1060. [Google Scholar] [CrossRef]
- Kulekci, G. The effect of pozzolans and mineral wastes on alkali-silica reaction in recycled aggregated mortar. Period. Polytech. Civ. Eng. 2021, 65, 741–750. [Google Scholar]
- Shen, D.; Jiao, Y.; Gao, Y.; Zhu, S.; Jiang, G. Influence of ground granulated blast furnace slag on cracking potential of high performance concrete at early age. Constr. Build. Mater. 2020, 241, 117839. [Google Scholar] [CrossRef]
- Shubbar, A.A.; Al-Shaer, A.; AlKizwini, R.S.; Hashim, K.; Al Hawesah, H.; Sadique, M. Investigating the influence of cement replacement by high volume of GGBS and PFA on the mechanical performance of cement mortar. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2019; Volume 584, p. 012022. [Google Scholar]
- De Weerdt, K.; Kjellsen, K.O.; Sellevold, E.; Justnes, H. Synergy between fly ash and limestone powder in ternary cements. Cem. Concr. Compos. 2011, 33, 30–38. [Google Scholar] [CrossRef]
- Chu, S.H.; Kwan, A.K.H. Co-Addition of metakaolin and silica fume in mortar: Effects and advantages. Constr. Build. Mater. 2019, 197, 716–724. [Google Scholar] [CrossRef]
- Lemonis, N.; Tsakiridis, P.E.; Katsiotis, N.S.; Antiohos, S.; Papageorgiou, D.; Katsiotis, M.S.; Beazi-Katsioti, M. Hydration study of ternary blended cements containing ferronickel slag and natural pozzolan. Constr. Build. Mater. 2015, 81, 130–139. [Google Scholar] [CrossRef]
- da Silva Andrade, D.; da Silva Rêgo, J.H.; Cesar Morais, P.; Frías Rojas, M. Chemical and mechanical characterization of ternary cement pastes containing metakaolin and nanosilica. Constr. Build. Mater. 2018, 159, 18–26. [Google Scholar] [CrossRef]
- Cho, W.-J.; Park, E.-S.; Jung, H.-S.; Ann, K.-Y. Durability characteristics of ternary cement matrix using ferronickel slag according to the alkali-activators. J. Rec. Const. Resour. 2020, 8, 190–197. [Google Scholar]
- Pliatsikas, I.; Robou, E.; Samouhos, M.; Katsiotis, N.S.; Tsakiridis, P.E. Valorization of demolition ceramic wastes and lignite bottom ash for the production of ternary blended cements. Constr. Build. Mater. 2019, 229, 116876. [Google Scholar] [CrossRef]
- Lauch, K.-S.; Dieryck, V. Durability of concrete made with ternary cements containing slag or fly ash and limestone filler. In Proceedings of the International RILEM Conference on Materials, Systems and Structures in Civil Engineering, Lyngby, Denmark, 22–24 August 2016; pp. 178–189. [Google Scholar]
- Jin, G.H.; Kim, K.-J.; Lee, M.-H.; Hyun Lee, S.; Cheon-Goo, H. Properties of cement mortar with solid content and leaving time of recycling water using stabilizing agent. JAIK 2003, 23, 355–358. [Google Scholar]
- Oh, T.-G.; Kim, J.H.; Bae, S.H.; Se-Jin, C. A Study on the strength, drying shrinkage and carbonation properties of lightweight aggregate mortar with recycling water. J. Korea Inst. Build. Constr. 2020, 20, 391–397. [Google Scholar]
- Korean Standards & Certification Information Center. KS L 5105, Testing Method for Compressive Strength of Hydraulic Cement Mortars; Korean Standards & Certification Information Center: Seoul, Korea, 2007. [Google Scholar]
- Korean Standards & Certification Information Center. KS F 2423, Standard Test Method for Tensile Splitting Strength of Concrete; Korean Standards & Certification Information Center: Seoul, Korea, 2016. [Google Scholar]
- Korean Standards & Certification Information Center. KS F 2424, Standard Test Method for Length Change of Mortar and Concrete; Korean Standards & Certification Information Center: Seoul, Korea, 2015. [Google Scholar]
- Korean Standards & Certification Information Center. KS F 2584, Standard Test Method for Accelerated Carbonation of Concrete; Korean Standards & Certification Information Center: Seoul, Korea, 2015. [Google Scholar]
- Su, N.; Miao, B.; Liu, F. Effect of wash water and underground water on properties of concrete. Cem. Concr. Res. 2002, 32, 777–782. [Google Scholar] [CrossRef]
- Vaiciukyniene, D.; Pundiene, I.; Kantautas, A.; Augonis, A.; Janavicius, E.; Vaiciukynas, V.; Alobeid, J. Synergistic Effect of dry sludge from waste wash water of concrete plants and zeolitic by-product on the properties of ternary blended ordinary Portland cements. J. Clean. Prod. 2020, 244, 118493. [Google Scholar] [CrossRef]
- De Matos, P.R.; Prudêncio, L.R., Jr.; Pilar, R.; Gleize, P.J.P.; Pelisser, F. Use of recycled water from mixer truck wash in concrete: Effect on the hydration, fresh and hardened properties. Constr. Build. Mater. 2020, 230, 116981. [Google Scholar] [CrossRef]
- Zhang, W.; Hama, Y.; Na, S.H. Drying shrinkage and microstructure characteristics of mortar incorporating ground granulated blast furnace slag and shrinkage reducing admixture. Constr. Build. Mater. 2015, 93, 267–277. [Google Scholar] [CrossRef]
- Shruthi, V.A.; Tangadagi, R.B.; Shwetha, K.G.; Nagendra, R.; Ranganath, C.; Ganesh, B.; Kumar, C.L.M. Strength and Drying Shrinkage of High Strength Self-Consolidating Concrete. In Recent Trends in Civil Engineering. Lecture Notes in Civil Engineering; Pathak, K.K., Bandara, J.M.S.J., Agrawal, R., Eds.; Springer: Berlin, Germany, 2021; Volume 77, pp. 615–624. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | K2O | Blaine (cm2/g) | Density (g/cm3) |
|---|---|---|---|---|---|---|---|---|
| Cement | 17.43 | 6.50 | 3.57 | 64.40 | 2.55 | 1.17 | 3430 | 3.15 |
| Blast furnace slag powder (BS) | 30.61 | 13.98 | 0.32 | 40.71 | 6.43 | 0.60 | 4210 | 2.93 |
| Fly ash (FA) | 64.88 | 20.56 | 6.06 | 2.58 | 0.80 | 1.45 | 3710 | 2.21 |
| Type | Fineness Modulus (FM) | Density | Water Absorption Ratio (%) | Unit Weight (kg/L) |
|---|---|---|---|---|
| Artificial lightweight sand (LS) | 4.61 | 1.77 | 8.71 | 1010 |
| Mix. | W/C (%) | Water (g) | Cement (g) | Sand Fines (g) |
|---|---|---|---|---|
| Sludge | 50 | 200 | 400 | 100 |
| Mix. | BS (%) | FA (%) | Sludge Content (%) | LS (S * %) | W/Cm (%) | W (kg/m3) | Cm (kg/m3) |
|---|---|---|---|---|---|---|---|
| R5-C100 | 0 | 0 | 5 | 100 | 45 | 153 | 340 |
| R5-BS5FA5 | 5 | 5 | |||||
| R5-BS10FA10 | 10 | 10 | |||||
| R5-BS15FA15 | 15 | 15 | |||||
| R5-BS20FA20 | 20 | 20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, J.-I.; Bae, S.-H.; Kim, J.-H.; Choi, S.-J. Effect of Cementitious Materials on the Engineering Properties of Lightweight Aggregate Mortars Containing Recycled Water. Materials 2022, 15, 1967. https://doi.org/10.3390/ma15051967
Lee J-I, Bae S-H, Kim J-H, Choi S-J. Effect of Cementitious Materials on the Engineering Properties of Lightweight Aggregate Mortars Containing Recycled Water. Materials. 2022; 15(5):1967. https://doi.org/10.3390/ma15051967
Chicago/Turabian StyleLee, Jae-In, Sung-Ho Bae, Ji-Hwan Kim, and Se-Jin Choi. 2022. "Effect of Cementitious Materials on the Engineering Properties of Lightweight Aggregate Mortars Containing Recycled Water" Materials 15, no. 5: 1967. https://doi.org/10.3390/ma15051967