
Effect of Cr Content on Corrosion Resistance of Ni–xCr–Mo Laser-Cladding Coatings under H2S-Induced High-Temperature Corrosion Atmosphere



Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Microstructure and Phase of Ni–xCr–Mo Laser-Cladding Coatings
3.2. High-Temperature Corrosion Kinetics Curves
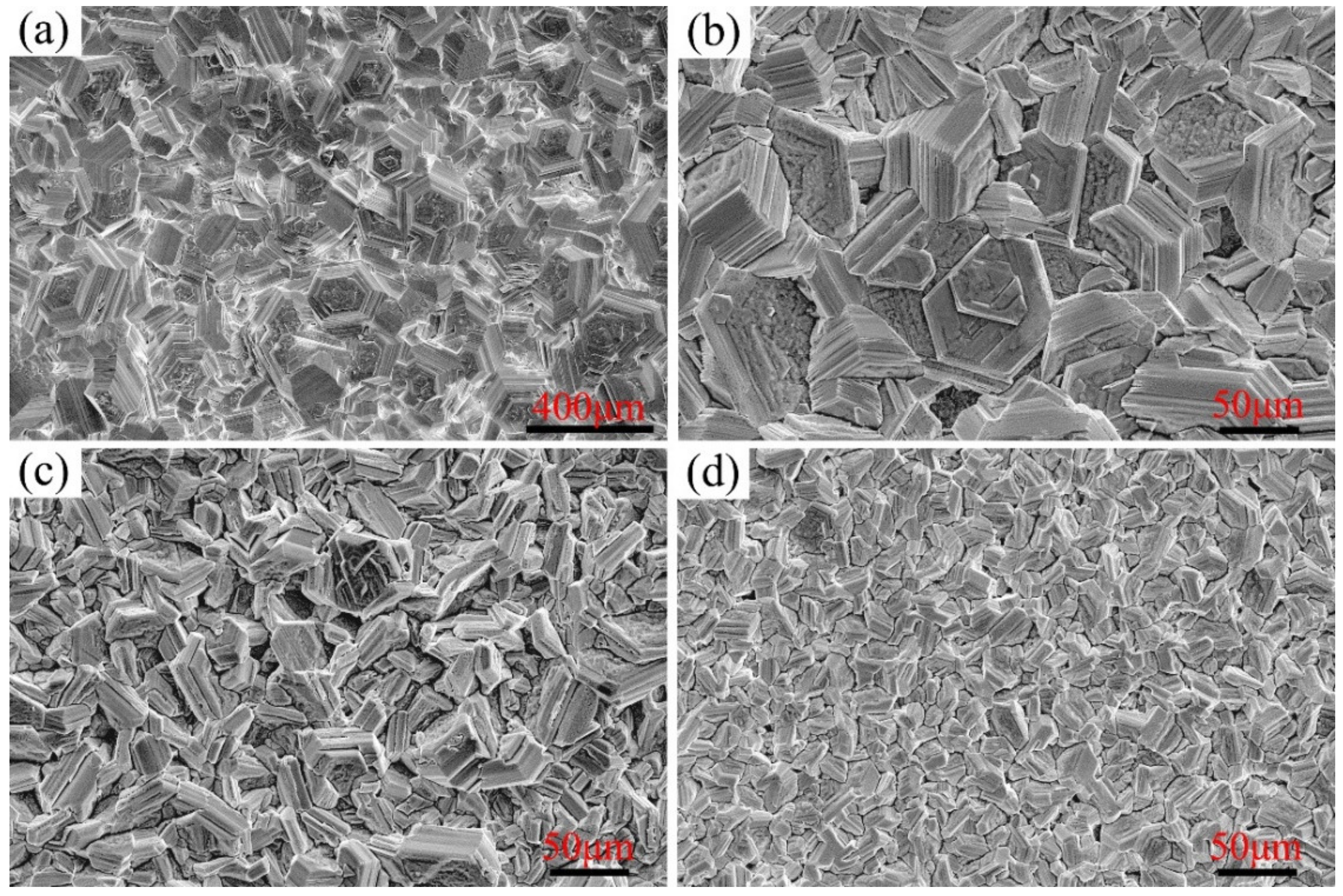
3.3. Phase and Surface Morphology after High-Temperature Corrosion Tests
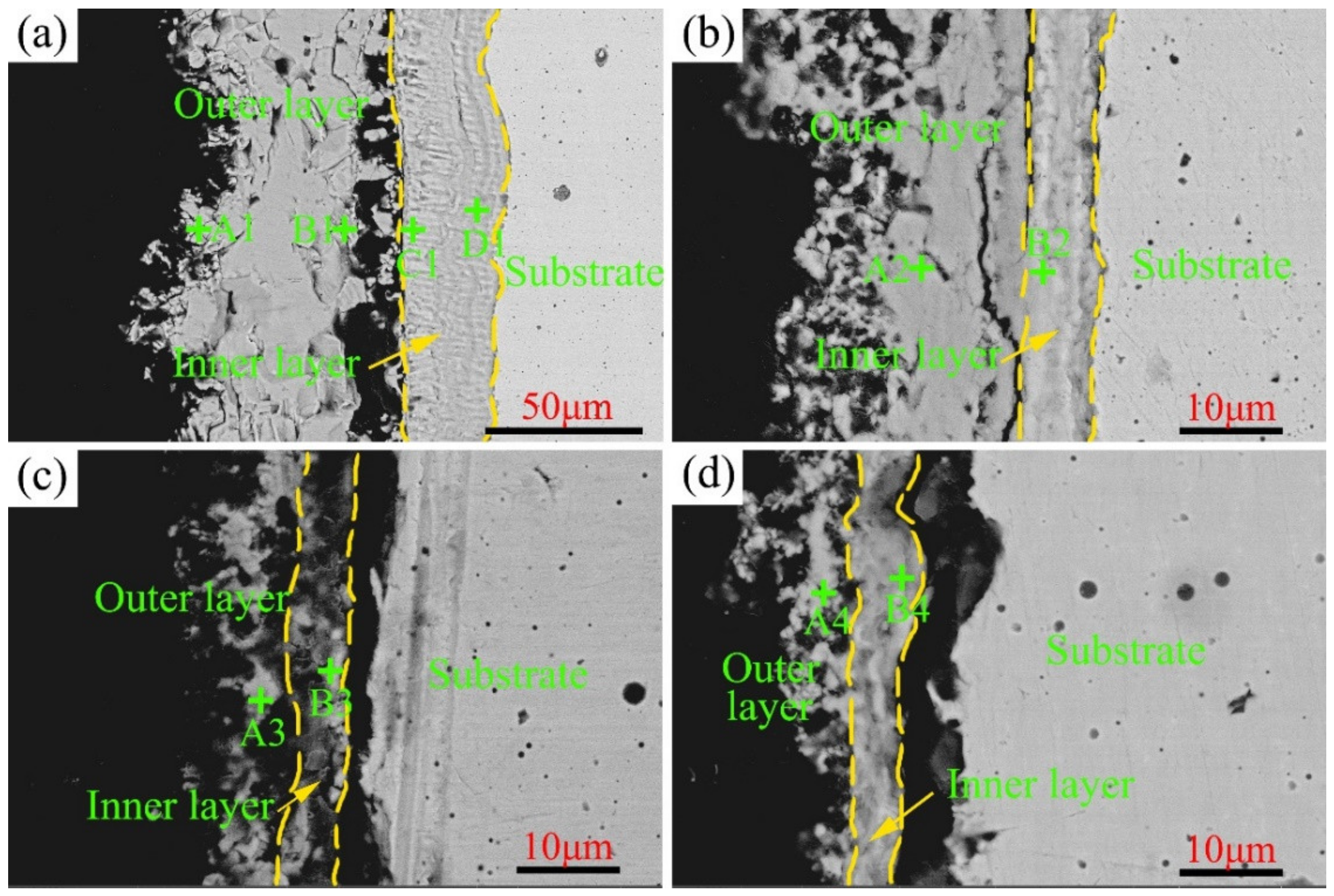
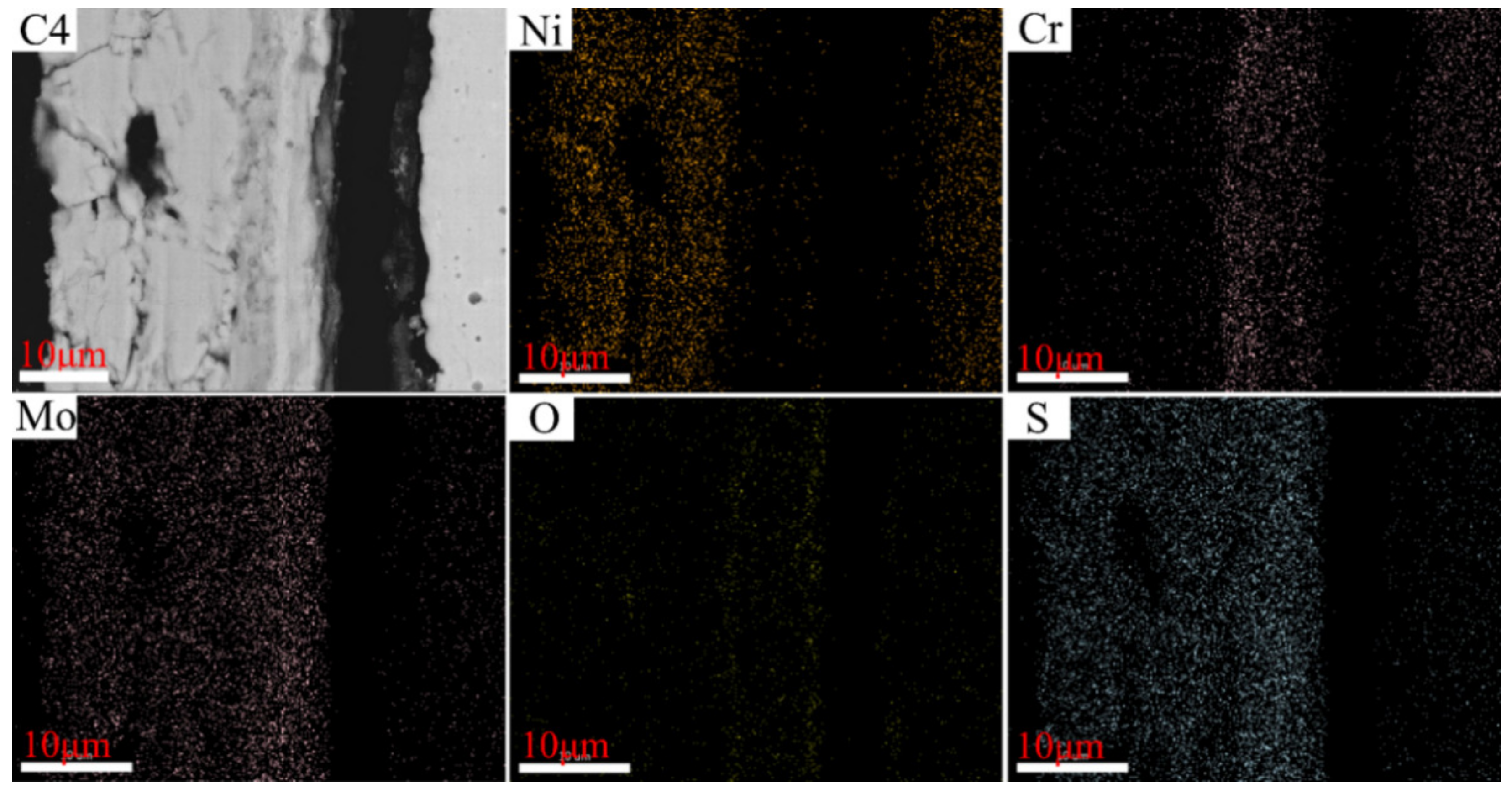
3.4. Cross-Section Morphology after High-Temperature Sulfur Corrosion Test
4. Discussion
4.1. Effect of Cr Content on Corrosion Resistance of Ni–xCr–Mo Laser-Cladding Coatings
4.2. Corrosion Behavior of Ni–xCr–Mo Laser-Cladding Coatings
5. Conclusions
- (1)
- Ni–xCr–Mo laser-cladding coatings were composed of (Ni, Cr, Mo)ss solid solution. The Mo-rich network phase became coarser and the number of pores increased with the Cr content. The experimental results indicated that 25 wt.% Cr is the limited maximum content to obtain a suitable morphology without large prominent pores in terms of the fabrication process.
- (2)
- The corrosion resistance of Ni–xCr–Mo laser-cladding coatings increased with the Cr content, and 15 wt.% Cr corresponded to the critical minimum content for parabolic corrosion law and adequate corrosion resistance ability.
- (3)
- A two-layer structure of the corrosion scales was observed because of the selective corrosion phenomenon between Ni and S and Mo/Cr and O. The outer layer contained loose NiS, whereas the inner layer contained dense oxides of Cr and Mo.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, S.; Liu, Z.; Wang, Y.; Tang, J. A comparative study on the high temperature corrosion of TP347H stainless steel, C22 alloy and laser-cladding C22 coating in molten chloride salts. Corros. Sci. 2014, 83, 396–408. [Google Scholar] [CrossRef]
- Jakupi, P.; Wang, F.; Noël, J.J.; Shoesmith, D.W. Corrosion product analysis on crevice corroded Alloy-22 specimens. Corros. Sci. 2011, 53, 1670–1679. [Google Scholar] [CrossRef]
- Darowicki, K.; Krakowiak, S. Durability evaluation of Ni-Cr-Mo super alloys in a simulated scrubbed flue gas environment. Anti Corros. Methods Mater. 1999, 46, 19–22. [Google Scholar] [CrossRef]
- Hayes, J.R.; Gray, J.J.; Szmodis, A.W.; Orme, C.A. Influence of chromium and molybdenum on the corrosion of nickel-based alloys. Corrosion 2006, 62, 491–500. [Google Scholar] [CrossRef]
- Haemers, T.A.M.; Rickerby, D.G.; Lanza, F.; Geiger, F.; Mittemeijer, E.J. Laser cladding of stainless steel with Hastelloy. Adv. Eng. Mater. 2001, 3, 242–245. [Google Scholar] [CrossRef]
- Pardo, A.; Merino, M.C.; Coy, A.E.; Viejo, F.; Arrabal, R. Pitting corrosion behaviour of austenitic stainless steels—Combining effects of Mn and Mo additions. Corros. Sci. 2008, 50, 1796–1806. [Google Scholar] [CrossRef]
- Ebrahimi, N.; Jakupi, P.; Korinek, A.; Barker, I.; Moser, D.E.; Shoesmith, D.W. Sigma and random grain boundaries and their effect on the corrosion of the Ni-Cr-Mo alloy 22. J. Electrochem. Soc. 2016, 163, C232–C239. [Google Scholar] [CrossRef]
- Crook, P. Corrosion characteristics of the wrought Ni-Cr-Mo alloys. Mater. Corros. 2005, 56, 606–610. [Google Scholar] [CrossRef]
- Jones, R.H.; Baer, D.R.; Windisch, C.F., Jr.; Rebak, R.B. Corrosion enhanced enrichment of sulfur and implications for alloy 22. In Corrosion 2006; NACE-International Corrosion Conference Series; OnePetro: Richardson, TX, USA, 2006. [Google Scholar]
- Petrov, A.I.; Razuvaeva, M.V. Stress corrosion cracking of metals and alloys in aggressive H2S-CO2-Cl− environments. Tech. Phys. 2019, 64, 1814–1820. [Google Scholar] [CrossRef]
- Rebak, R.B.; Szklarska-Smialowska, Z. The mechanism of stress corrosion cracking of alloy 600 in high temperature water. Corros. Sci. 1996, 38, 971–988. [Google Scholar] [CrossRef]
- Wang, Q.Y.; Wang, X.Z.; Luo, H.; Luo, J.L. A study on corrosion behaviors of Ni-Cr-Mo laser coating, 316 stainless steel and x70 steel in simulated solutions with H2S and CO2. Surf. Coat. Technol. 2016, 291, 250–257. [Google Scholar] [CrossRef]
- Cui, C.; Guo, Z.; Liu, Y.; Xie, Q.; Wang, Z.; Hu, J.; Yao, Y. Characteristics of cobalt-based alloy coating on tool steel prepared by powder feeding laser cladding. Opt. Laser Technol. 2007, 39, 1544–1550. [Google Scholar] [CrossRef]
- Dehm, G.; Bamberger, M. Laser cladding of Co-based hardfacing on Cu substrate. J. Mater. Sci. 2002, 37, 5345–5353. [Google Scholar] [CrossRef]
- Barnes, S.; Timms, N.; Bryden, B.I. Pashby, High power diode laser cladding. J. Mater. Process. Technol. 2003, 138, 411–416. [Google Scholar] [CrossRef]
- Huang, Y. Characterization of dilution action in laser-induction hybrid cladding. Opt. Laser Technol. 2011, 43, 965–973. [Google Scholar] [CrossRef]
- Wang, Q.Y.; Zhang, Y.F.; Bai, S.L.; Liu, Z.D. Microstructures, mechanical properties and corrosion resistance of Hastelloy C22 coating produced by laser cladding. J. Alloys Compd. 2013, 553, 253–258. [Google Scholar] [CrossRef]
- Fujimagari, H.; Hagiwara, M.; Kojima, T. Laser cladding technology to small diameter pipes. Nucl. Eng. Des. 2000, 195, 289–298. [Google Scholar] [CrossRef]
- Chen, L.; Bai, S.L. The anti-corrosion behavior under multi-factor impingement of Hastelloy C22 coating prepared by multilayer laser cladding. Appl. Surf. Sci. 2018, 437, 1–12. [Google Scholar] [CrossRef]
- Da Silva, M.D.; Partes, K.; Seefeld, T.; Vollertsen, F. Comparison of coaxial and off-axis nozzle configurations in one step process laser cladding on aluminum substrate. J. Mater. Process. Technol. 2012, 212, 2514–2519. [Google Scholar] [CrossRef]
- De Oliveira, U.; Ocelík, V.; De Hosson, J.T.M. Analysis of coaxial laser cladding processing conditions. Surf. Coat. Technol. 2005, 197, 127–136. [Google Scholar] [CrossRef]
- Vignolo, M.F.; Avram, I.; Duhalde, S.; Morales, C.; Pérez, T.; Cultrera Perrone Zocco, L. Characterization of Hastelloy thin films deposited by pulsed laser ablation. Appl. Surf. Sci. 2002, 5, 197–198. [Google Scholar] [CrossRef]
- Wang, Q.Y.; Bai, S.L.; Zhao, Y.H.; Liu, Z.D. Effect of mechanical polishing on corrosion behavior of Hastelloy C22 coating prepared by high power diode laser cladding. Appl. Surf. Sci. 2014, 303, 312–318. [Google Scholar] [CrossRef]
- Wang, Q.Y.; Bai, S.L.; Liu, Z.D. Corrosion behavior of Hastelloy C22 coating produced by laser cladding in static and cavitation acid solution. Trans. Nonferrous Met. Soc. China 2014, 24, 1610–1618. [Google Scholar] [CrossRef]
- Guo, G. The Corrosion and Mechanisms of Fe, Cr, Ni and Their Oxides in Molten Salts of NaCl and KCl; Dalian University of Technology: Dalian, China, 2005. [Google Scholar]
- Cano, H.; Díaz, I.; de la Fuente, D.; Chico, B.; Morcillo, M. Effect of Cu, Cr and Ni alloying elements on mechanical properties and atmospheric corrosion resistance of weathering steels in marine atmospheres of different aggressivities. Mater. Corros. 2018, 69, 8–19. [Google Scholar] [CrossRef]
- Zheng, C.; Liu, Z.; Chen, S.; Liu, C. Corrosion behavior of a Ni-Cr-Mo alloy coating fabricated by laser cladding in a simulated sulfuric acid dew point corrosion environment. Coatings 2020, 10, 849. [Google Scholar] [CrossRef]
- Liu, Z.; Liu, C.; Gao, Y.; Zheng, C. High temperature corrosion behaviors of 20G steel, hastelloy C22 alloy and C22 laser coating under reducing atmosphere with H2S. Coatings 2020, 10, 617. [Google Scholar] [CrossRef]
- Hu, G.; Cai, X.; Rong, Y. Fundamentals of Materials Science; Shanghai Jiao Tong University Press: Shanghai, China, 2010. [Google Scholar]
- Uusitalo, M.A.; Vuoristo, P.M.J.; Mantyla, T.A. High temperature corrosion of coatings and boiler steels below chlorine-containing salt deposits. Corros. Sci. 2004, 46, 1311–1331. [Google Scholar] [CrossRef]
- Xu, L.; Huang, Y.; Wang, J.; Zou, L.; Yue, J. High-temperature corrosion properties of water wall material 15CrMoG under reducing atmosphere. J. Zhejiang Univ. 2018, 52, 1535–1541. [Google Scholar]
- Yin, K.; Qiu, S.; Tang, R.; Zhang, Q.; Zhang, L. Corrosion behavior of ferritic/martensitic steel P92 in supercritical water. J. Supercrit. Fluids 2009, 50, 235–239. [Google Scholar] [CrossRef]
- Was, G.S.; Ampornrat, P.; Gupta, G.; Teysseyre, S.; West, E.A.; Allen, T.R.; Sridharan, K.; Tan, L.; Chen, Y.; Ren, X.; et al. Corrosion and stress corrosion cracking in supercritical water. J. Nucl. Mater. 2007, 371, 176–201. [Google Scholar] [CrossRef]
- Zhong, X.; Wu, X.; Han, E.H. Effects of exposure temperature and time on corrosion behavior of a ferritic-martensitic steel P92 in aerated supercritical water. Corros. Sci. 2015, 90, 511–521. [Google Scholar] [CrossRef]
- Zhao, Q.; Zhang, Z.; Cheng, D.; Wang, Y.; Deng, X. High temperature corrosion of water wall materials T23 and T24 in simulated furnace atmospheres. Chin. J. Chem. Eng. 2012, 20, 814–822. [Google Scholar] [CrossRef]
- Liu, C.; Liu, Z.; Gao, Y.; Zheng, C.; Wang, X. Investigation on the corrosion behavior of Ni-Cr-Mo-W-xSi laser cladding coating in H2S corrosion environment. Appl. Surf. Sci. 2022, 578, 152061. [Google Scholar] [CrossRef]
- Liu, C.; Liu, Z.; Gao, Y.; Wang, X.; Zheng, C. High-temperature corrosion behavior of TP91, C22 alloy and C22 based on laser coatings in simulated reducing corrosion environment. Mater. Res. Express 2022, 9, 016519. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Ni | Cr | Mo | Si |
|---|---|---|---|---|
| C1 | 73 | 10 | 16 | 1 |
| C2 | 68 | 15 | 16 | 1 |
| C3 | 63 | 20 | 16 | 1 |
| C4 | 58 | 25 | 16 | 1 |
| C5 | 53 | 30 | 16 | 1 |
| Samples | Ni | Cr | Mo |
|---|---|---|---|
| C1 | 77.5 | 9.5 | 13 |
| C2 | 73.1 | 14 | 12.9 |
| C3 | 67 | 19 | 14 |
| C4 | 60.9 | 24.5 | 14.6 |
| Samples | Spot | Ni (at.%) | Cr (at.%) | Mo (at.%) |
|---|---|---|---|---|
| C1 | A1 | 82.2 | 10.2 | 7.6 |
| B1 | 79.4 | 10.8 | 9.8 | |
| C2 | A2 | 77.7 | 14.9 | 7.4 |
| B2 | 74.2 | 16.1 | 9.8 | |
| C3 | A3 | 68.1 | 22.9 | 9 |
| B3 | 65.4 | 23.6 | 11 | |
| C4 | A4 | 64.3 | 26.9 | 8.9 |
| B4 | 60.7 | 28 | 11.2 |
| Samples | Points | Ni | Cr | Mo | O | S |
|---|---|---|---|---|---|---|
| C1 | A1 | 42.1 | 1.7 | 13.8 | 0 | 42.4 |
| B1 | 38.8 | 3.2 | 16.6 | 0.8 | 40.7 | |
| C1 | 10.2 | 14.8 | 19.9 | 31.4 | 23.7 | |
| D1 | 13.9 | 15.1 | 16.7 | 27.3 | 27.1 | |
| C2 | A2 | 57.6 | 2.2 | 20 | 0.8 | 19.5 |
| B2 | 4 | 19.9 | 31.5 | 9.9 | 34.6 | |
| C3 | A3 | 54.9 | 3.3 | 19.5 | 10.5 | 11.8 |
| B3 | 4.1 | 16.8 | 27.6 | 28.6 | 23 | |
| C4 | A4 | 49.7 | 1.5 | 11.8 | 6.5 | 30.4 |
| B4 | 4 | 14.1 | 23.4 | 40.1 | 18.4 |
| Samples | Points | Ni | Cr | Mo | O | S |
|---|---|---|---|---|---|---|
| C1 | A1 | 52.2 | 0.8 | 9.7 | 4.7 | 32.2 |
| B1 | 4.7 | 15.2 | 15.7 | 42.4 | 22 | |
| C1 | 4.8 | 15.8 | 16.2 | 42.2 | 16.2 | |
| C2 | A2 | 54.8 | 1.4 | 11.7 | 0.5 | 31.6 |
| B2 | 2.6 | 19.3 | 20 | 31.3 | 22.5 | |
| C3 | A3 | 40.1 | 1.5 | 13.3 | 0.1 | 45.1 |
| B3 | 1.8 | 25 | 16.2 | 22.9 | 34.1 | |
| C4 | A4 | 37.4 | 4.8 | 10.5 | 45.9 | 45.9 |
| B4 | 1.6 | 27.1 | 17.9 | 23 | 30.4 |
| Samples | Points | Ni | Cr | Mo | O | S |
|---|---|---|---|---|---|---|
| C1 | A1 | 44.9 | 1 | 8.4 | 0 | 45.7 |
| B1 | 11 | 12.7 | 13 | 44.2 | 19.1 | |
| C2 | A2 | 55.8 | 1.1 | 13.7 | 0.2 | 29.2 |
| B2 | 3.6 | 21.3 | 15.8 | 42.9 | 16.4 | |
| C3 | A3 | 41.6 | 1.3 | 8.3 | 0 | 48.8 |
| B3 | 2.3 | 23 | 15.6 | 31.6 | 27.5 | |
| C4 | A4 | 49 | 4.1 | 9.4 | 0.5 | 37 |
| B4 | 2 | 35.5 | 16.7 | 28.1 | 17.7 |
| Sample | 500 °C | 550 °C | 600 °C |
|---|---|---|---|
| C1 | Y = 0.786 + 0.088t R2 = 0.992 | Y = 1.875 + 0.244t R2 = 0.9995 | Y = 2.958 + 0.393t R2 = 0.993 |
| C2 | Y = 0.133t0.631 R2 = 0.985 | Y = 0.7541t0.513 R2 = 0.988 | Y = 0.469t0.697 R2 = 0.994 |
| C3 | Y = 0.121t0.541 R2 = 0.984 | Y = 0.349t0.507 R2 = 0.994 | Y = 0.440t0.624 R2 = 0.994 |
| C4 | Y = 0.077t0.532 R2 = 0.998 | Y = 0.289t0.499 R2 = 0.997 | Y = 0.351t0.511 R2 = 0.986 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, C.; Liu, Z.; Gao, Y.; Wang, X.; Zheng, C. Effect of Cr Content on Corrosion Resistance of Ni–xCr–Mo Laser-Cladding Coatings under H2S-Induced High-Temperature Corrosion Atmosphere. Materials 2022, 15, 1885. https://doi.org/10.3390/ma15051885
Liu C, Liu Z, Gao Y, Wang X, Zheng C. Effect of Cr Content on Corrosion Resistance of Ni–xCr–Mo Laser-Cladding Coatings under H2S-Induced High-Temperature Corrosion Atmosphere. Materials. 2022; 15(5):1885. https://doi.org/10.3390/ma15051885
Chicago/Turabian StyleLiu, Congcong, Zongde Liu, Yuan Gao, Xinyu Wang, and Chao Zheng. 2022. "Effect of Cr Content on Corrosion Resistance of Ni–xCr–Mo Laser-Cladding Coatings under H2S-Induced High-Temperature Corrosion Atmosphere" Materials 15, no. 5: 1885. https://doi.org/10.3390/ma15051885