
Oxide Metallurgy Technology in High Strength Steel: A Review

Abstract
:1. Introduction
2. Research Status of Oxide Metallurgy Technology in Steel
2.1. Influencing Factors of Microstructure and Properties in HAZ
2.1.1. Chemical Composition
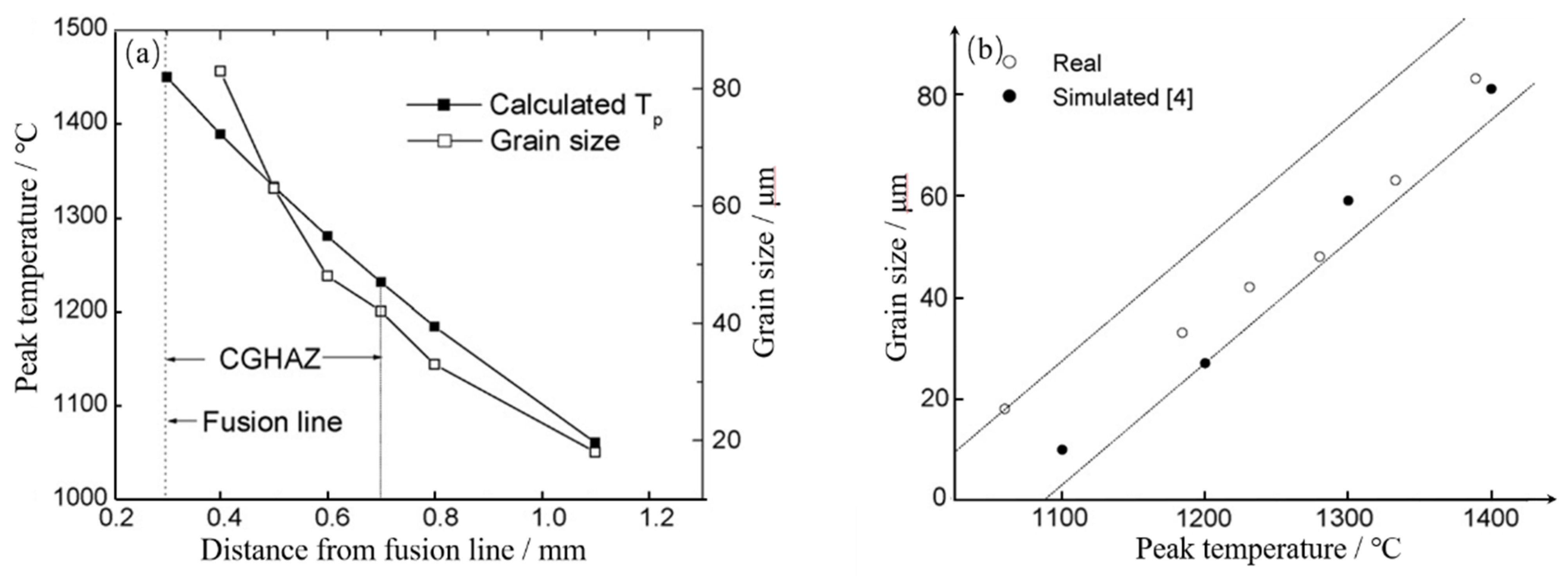
2.1.2. Austenite Grain Size
2.1.3. Cooling Speed
2.2. Development of Oxide Metallurgy Technology
3. Research Status of RE Oxide Metallurgy Technology in Steel
3.1. Development of RE Oxide Metallurgy Technology
3.2. Some Application Difficulties of RE Oxide Metallurgy Technology
4. Research on Improving Weldability of High Strength Steel with High Carbon Equivalent
4.1. Research Status of Weldability in High Strength Steel with High Carbon Equivalent
4.2. Effect of RE on Weldability in High Strength Steel with High Carbon Equivalent
5. Conclusions
- (1)
- Optimizing the alloy content in high strength steel and controlling the austenite grain size and cooling speed can help to improve the microstructure and properties of HAZ. Based on the principle of oxide metallurgy technology, the additions of Ti, Ca, Mg, and Zr can form fine and dispersed inclusion particles in steel, which effectively pin austenite grain boundary and induce AF nucleation, leading to enhancing the welding toughness of high strength steel.
- (2)
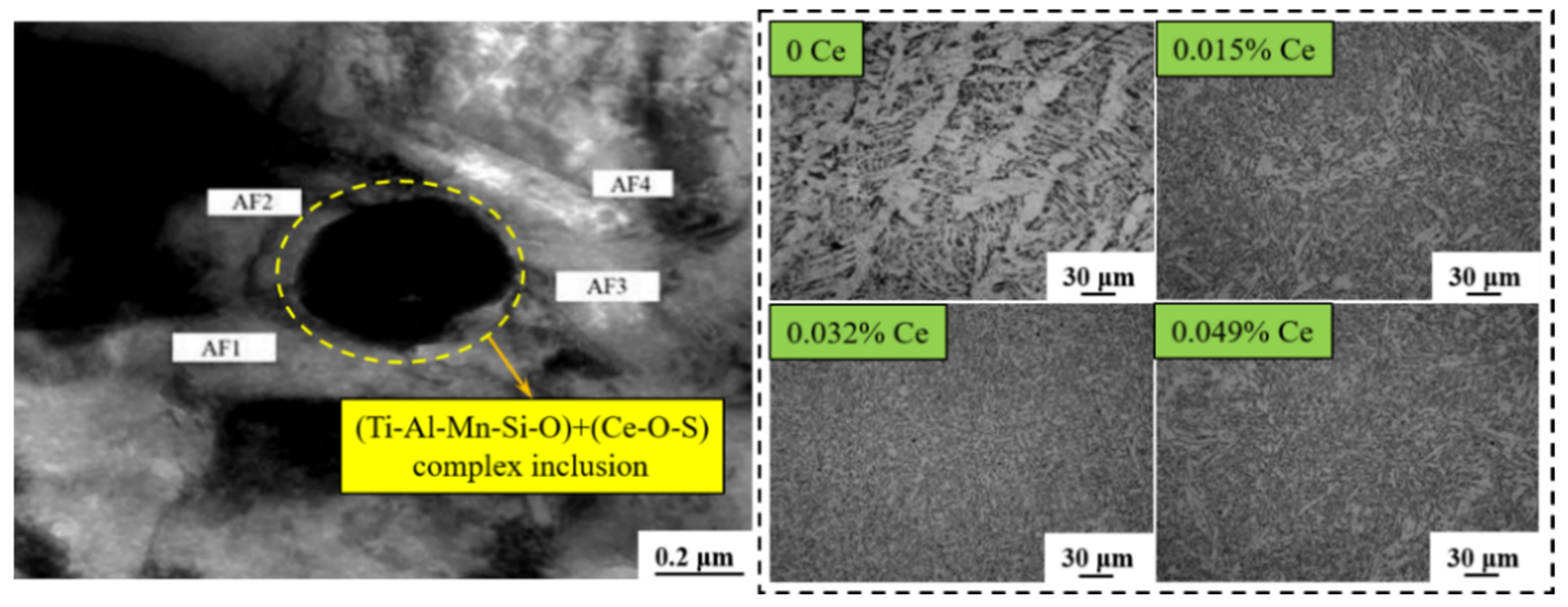
- Adding an appropriate amount of RE into high strength steel-low carbon equivalent can purify liquid steel and modify inclusions. The disperse high melting point RE inclusions are also able to pin grain boundary and promote the nucleation of AF, and thus can improve the fracture toughness of HAZ. However, it is necessary to further study the effect of key trace elements on RE inclusions, the coordinated control of RE with O and S, the effective control of RE inclusion size, and the stable control of RE content in steel.
- (3)
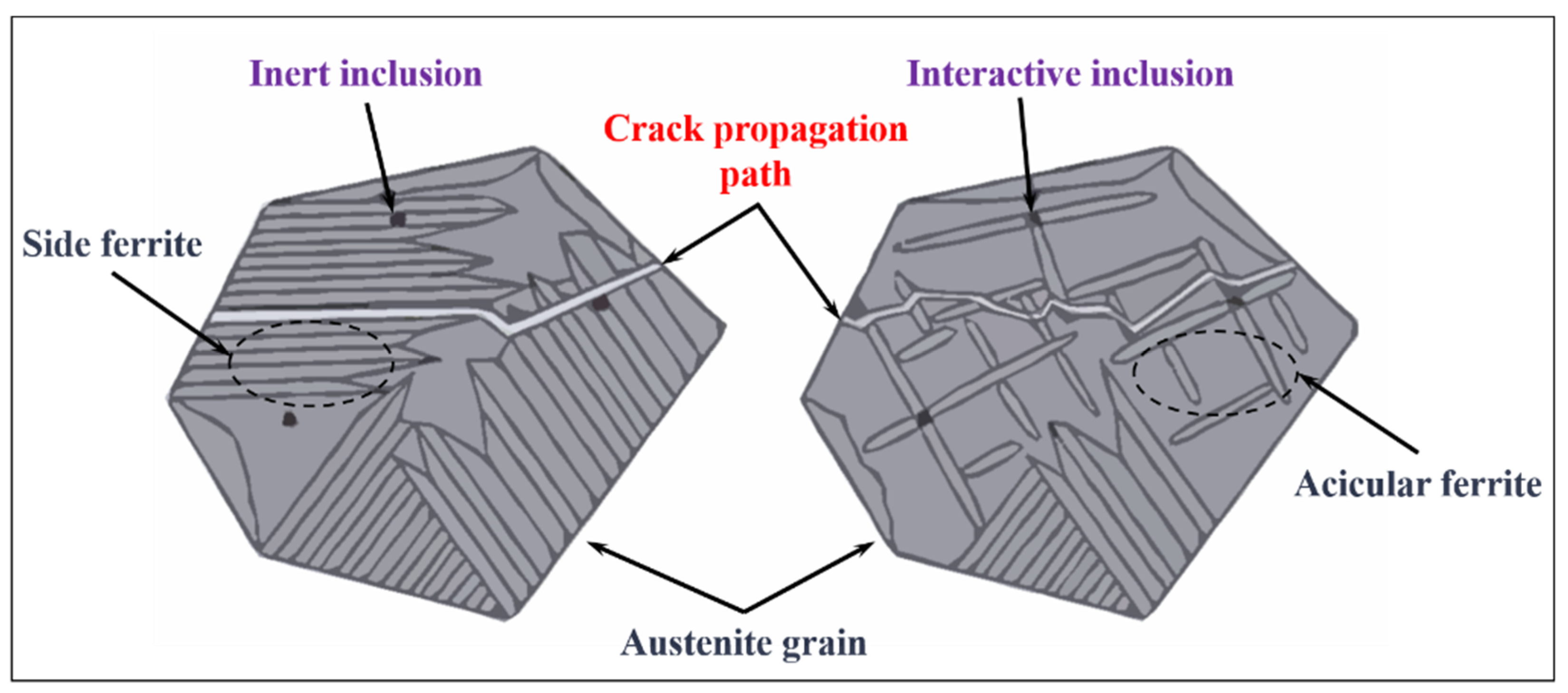
- The improvement of weldability of high strength steel with high carbon equivalent is still a technical difficulty in industrial production. To solve the weldability problem, RE and RE inclusions are able to improve the microstructure and properties of HAZ by acting on microstructure transformation, grain refinement, and pinning grain boundary. The mechanisms of dissolution, precipitation, and pinning grain boundary of the second phase, and the pinning mechanism of RE inclusions need to be further analyzed in RE containing steel.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, Y.J.; Wang, J.; Liu, P. Welding and Engineering Application of Low Alloy Steel; Chemical Industry Press: Beijing, China, 2003. [Google Scholar]
- Xie, Z.J.; Fang, Y.P.; Han, G.; Guo, H.; Misra, R.D.K.; Shang, C.J. Structure–property relationship in a 960 MPa grade ultrahigh strength low carbon niobium–vanadium microalloyed steel: The significance of high frequency induction tempering. Mater. Sci. Eng. A 2014, 618, 112–117. [Google Scholar] [CrossRef]
- Li, D.Z.; Suo, Z.G.; Cui, T.X.; Meng, C.F. Research status and progress on production of low carbon alloying and high strength steel with TMCP process. J. Iron Steel Res. 2016, 28, 1–7. [Google Scholar]
- Lou, H.N.; Wang, C.; Wang, B.X.; Wang, Z.D.; Misra, R.D.K. Effect of Ti–Mg–Ca treatment on properties of heat-affected zone after high heat input welding. J. Iron Steel Res. Int. 2019, 26, 501–511. [Google Scholar] [CrossRef]
- Wan, X.L.; Wu, K.M.; Huang, G.; Wei, R. In situ observations of the formation of fine-grained mixed microstructures of acicular ferrite and bainite in the simulated coarse-grained heated-affected zone. Steel Res. Int. 2014, 85, 243–250. [Google Scholar] [CrossRef]
- Takamura, R.; Mizoguchi, Z.S.; Yin, X.D.; Chen, Z.P. Effect of oxides on steel properties. World Iron Steel 2005, 5, 8–11. [Google Scholar]
- Li, C.L. New progress in application and research of rare earth in steel. Rare Earth 2013, 34, 78–85. [Google Scholar]
- Cui, X.K.; Song, B.; Yang, Z.B.; Liu, Z.; Li, L.F.; Wang, L. Effect of Mg on the evolution of inclusions and formation of acicular ferrite in La–Ti-treated steels. Steel Res. Int. 2020, 91, 1900563. [Google Scholar] [CrossRef]
- Wang, H.; Bao, Y.P.; Zhi, J.G.; Duan, C.Y.; Wang, M. Effect of rare earth ce on the morphology and distribution of Al2O3 inclusions in high strength IF steel containing phosphorus during continuous casting and rolling process. ISIJ Int. 2021, 61, 657–666. [Google Scholar] [CrossRef]
- Cao, Y.X.; Wan, X.L.; Hou, Y.H.; Niu, C.R.; Liu, Y.; Li, G.Q. In situ observation of grain refinement in the simulated heat-affected zone of Al–Ti-0.05% Ce-deoxidized steel. Steel Res. Int. 2019, 90, 1900084. [Google Scholar] [CrossRef]
- Lee, J.L.; Pan, Y.T. The formation of intragranular acicular ferrite in simulated heat-affected zone. ISIJ Int. 1995, 35, 1027–1033. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.Z.; Kobayashi, Y.; Yin, F.X.; Kuwabara, M.; Nagai, K. Nucleation of acicular ferrite on sulfide inclusion during rapid solidification of low carbon steel. ISIJ Int. 2007, 47, 1781–1788. [Google Scholar] [CrossRef] [Green Version]
- Yang, J.; Zhu, K.; Wang, G. Progress in the technological development of oxide metallurgy for manufacturing steel plates with excellent HAZ toughness. Baosteel Tech. Res. 2008, 2, 43–50. [Google Scholar]
- Shim, J.H.; Byun, J.S.; Cho, Y.W.; Oh, Y.J.; Dong, N.L. Mn absorption characteristics of Ti2O3 inclusions in low carbon steels. Scr. Mater. 2001, 44, 49–54. [Google Scholar] [CrossRef]
- Manohar, P.A.; Chandra, T. Continuous cooling transformation behaviour of high strength microalloyed steels for linepipe applications. ISIJ Int. 1998, 38, 766–774. [Google Scholar] [CrossRef]
- Babu, S.S.; David, S.A. Inclusion formation and microstructure evolution in low alloy steel welds. ISIJ Int. 2002, 42, 1344–1353. [Google Scholar] [CrossRef]
- Qi, X.G.; Cheng, M.A.; Chen, J.H.; Shang, X.Q. Microstructure and toughness of welded coarse grain heat affected zone of Ti Nb microalloyed steel. Met. Form. Process 2004, 22, 30–33. [Google Scholar]
- Seo, J.S.; Kim, H.J.; Lee, C. Effect of Ti addition on weld microstructure and inclusion characteristics of bainitic GMA welds. ISIJ Int. 2013, 53, 880–886. [Google Scholar] [CrossRef] [Green Version]
- Yin, G.Q.; Yang, C.F.; Wang, S.J. Second phase particles and intragranular ferrite nucleation in microalloyed VN steels. Iron Steel 2005, 40, 315–319. [Google Scholar]
- Li, Y.L. Study on Composition Design and Microstructure Control of 700 MPa High Strength Automobile Girder Steel; University of Science and Technology: Beijing, China, 2017. [Google Scholar]
- Song, F.M.; Li, Z.G.; Qian, Y.H.; Shen, K. Research progress of structural steel for high line energy welding. Hot Work. Process 2006, 35, 69–73. [Google Scholar]
- Yamamoto, K.; Hasegawa, T.; Takamura, J.I. Effect of Boron on Intra-granular Ferrite Formation in Ti-Oxide Bearing Steels. ISIJ Int. 1996, 36, 80–86. [Google Scholar] [CrossRef]
- Zheng, L. Relationship between carbon content, carbon equivalent and weldability of pipeline steel. Welded Pipe 2004, 27, 72–73. [Google Scholar]
- Shome, M. Effect of heat-input on austenite grain size in the heat-affected zone of HSLA-100 steel. Mater. Sci. Eng. A 2007, 445, 454–460. [Google Scholar] [CrossRef]
- Gladmin, T.; Pickring, F.B. Grain coarsening of austenite. J. Iron Steel Res. Int. 1967, 205, 653. [Google Scholar]
- Madariaga, I.; Gutiérrez, I.; Andrés, G.D.; Capdevila, C. Acicular ferrite formation in a medium carbon steel with a two stage continuous cooling. Scr. Mater. 1999, 41, 229–235. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Pittner, A.; Michael, T.; Rhode, M. Effect of cooling rate on microstructure and properties of microalloyed HSLA steel weld metals. Sci. Technol. Weld. Join. 2015, 20, 371–377. [Google Scholar] [CrossRef]
- Fang, F.; Yong, Q.L.; Yang, C.F.; Hang, S. Microstructure and precipitation behavior in heat affected zone of nitrogen-enhanced microalloyed steel containing V and Ti. J. Iron Steel Res. Int. 2007, 14, 249–253. [Google Scholar] [CrossRef]
- Hu, J.; Du, L.X.; Wang, J.J.; Gao, C.R. Effect of welding heat input on microstructures and toughness in simulated CGHAZ of V–N high strength steel. Mater. Sci. Eng. A 2013, 577, 161–168. [Google Scholar] [CrossRef]
- Minagawa, M.; Ishida, K.; Funatsu, Y. 390 MPa yield strength steel plate for large heat -input welding for large container ships. Nippon. Steel Tech. Rep. 2004, 6, 7–10. [Google Scholar]
- Kojima, A.; Kiyose, A.; Uemori, R.; Minagawa, M.; Yasui, H. Super high HAZ toughness technology with fine microstructure imparted by fine particles. Nippon. Steel Tech. Rep. 2004, 6, 2–6. [Google Scholar]
- Genichi, S. Progress of high performance steel plates with excellent HAZ toughness. Nippon. Steel Tech. Rep. 2018, 119, 22–25. [Google Scholar]
- Koichi, N.; Kazukuni, H.; Taiki, E. Development of shipbuilding steel plate with superior low temperature toughness for large heat input welding. JFE GIHO 2014, 33, 7–12. [Google Scholar]
- Katsuyuki, I.; Takaki, F.; Shinichi, S. Offshore structural steel plates for extreme low temperature service with excellent HAZ toughness. JFE GIHO 2014, 45455, 19–24. [Google Scholar]
- Masao, Y.; Masayuki, H.; Shinichi, S. Steel plates with excellent HAZ toughness for offshore structures. JFE Tech. Rep. 2012, 18, 41–47. [Google Scholar]
- Hayashi, K.; Araki, K.; Abe, T. High performance for tank and pressure vessel use high strength steel plates with excellent weld-ability and superior toughness for the energy industry. JFE Tech. Rep. 2005, 5, 66–73. [Google Scholar]
- Hatano, H.; Nakagawa, T.; Sugino, T.; Hara, N. Effect of Ti and B on microstructure of 780 MPa class high strength steel weld metal. Tetsu-Hagane 2005, 91, 397–402. [Google Scholar] [CrossRef] [Green Version]
- Kato, T.; Sato, S.; Ohta, H.; Shiwaku, T. Effects of Ca addition on formation behavior of TiN particles and HAZ toughness in large-heat-input welding. Kobelco Technol. Rev. 2011, 61, 32–35. [Google Scholar]
- Liao, W. Core strength and high-function products in the heavy plate field of Kobe Steel Company. Metall. Manag. 2010, 1, 53–57. [Google Scholar]
- Ding, Q.F.; Hu, Y.H.; Du, M.; Chen, F.; Liu, W.B.; Wang, X.J. Welding performance analysis of 12MnNiVR steel plate for large crude oil storage tank. WISCO Technol. 2012, 50, 20–22. [Google Scholar]
- Chen, X.; Bu, Y.; Xi, T.H. Research and development progress of WISCO large line input welding series steel. Prog. Mater. China 2011, 30, 34–39. [Google Scholar]
- Yang, J.; Zhu, K.; Wang, R.Z.; Wang, G.D.; Shen, J.G. Development of oxide metallurgy process using strong deoxidizer at Baosteel. In Proceedings of the 7th China Iron and Steel Annual Conference, Beijing, China, 11 November 2009. [Google Scholar]
- Lv, C.F.; Shang, D.L.; Yu, G.W.; Kang, L. Effects of different deoxidation processes on microstructure and mechanical properties of microalloyed steel. Cast. Technol. 2010, 031, 1004–1009. [Google Scholar]
- Yang, J.; Xu, L.; Zhu, K.; Wang, R.Z.; Zhou, L.J.; Wang, W.L. Improvement of HAZ Toughness of steel plate for high heat input welding by inclusion control with Mg deoxidation. Steel Res. Int. 2015, 86, 619–625. [Google Scholar] [CrossRef]
- Xu, L.; Yang, J. Effects of Mg content on characteristics of nanoscale TiN particles and toughness of heat-affected zones of steel plates after high-heat-input welding. Metall. Mater. Trans. A 2020, 51, 4540–4548. [Google Scholar] [CrossRef]
- Xu, L.Y.; Yang, J.; Park, J.; Ono, H. Mechanism of improving heat-affected zone toughness of steel plate with Mg deoxidation after high-heat-input welding. Metals 2020, 10, 162. [Google Scholar] [CrossRef] [Green Version]
- Shi, M.H.; Zhang, P.Y.; Liu, J.Y.; Zhu, F.X. Toughness and microstructure analysis of coarse grain heat affected zone of Zr microalloyed steel. Mater. Sci. Technol. 2013, 21, 1–5. [Google Scholar]
- Shi, Z.R.; Wang, R.Z.; Su, H.; Chai, F.; Wang, Q.F.; Yang, C.F. Effect of nitrogen content on the second phase particles in V–Ti microalloyed shipbuilding steel during weld thermal cycling. Mater. Des. 2016, 96, 241–250. [Google Scholar] [CrossRef]
- Deng, X.X.; Wang, X.H.; Jiang, M.; Hu, Z.Y.; Shao, X.J.; Wang, W.J. Effect of inclusions in rare earth treated steel on the for-mation of intragranular acicular ferrite. Chin. J. Eng. 2012, 34, 535–540. [Google Scholar]
- Wan, X.L.; Li, G.Q.; Wu, K.M. Microstructure characteristics and formation mechanism of needle ferrite in low alloy high strength steel. J. Iron Steel Res. 2016, 25, 1–12. [Google Scholar]
- Xia, W.Y. Research on Key Metallurgical Technologies of High-Strength Hull Steel Welded with Large Line Energy; General Iron and Steel Research Institute: Beijing, China, 2012. [Google Scholar]
- Zhu, L.G.; Sun, L.G. Oxide metallurgy technology and its application and prospect in the development of hull steel. Steelmaking 2017, 33, 1–11. [Google Scholar]
- Li, J.; Geng, R.M.; Shi, C.B. A Method of Using Rare Earth to Improve the Toughness of Welding Heat Affected Zone of Low Carbon Equivalent Steel Plate. China Patent 201910245646.9, 25 May 2019. [Google Scholar]
- Luo, D.; Xing, G.H.; Zou, H.L.; Yan, S.S.; Yu, Z.Z.; Luo, X.H. Segregation of S and P along grain boundary in high speed steels and cleaning action of RE elements. Acta Met. Sin. 1983, 19, 121–126. [Google Scholar]
- Chen, S.B. Development of Thermal Fatigue Test Device and Thermal Fatigue Test of 21-4N Steel; Southeast University: Nanjing, China, 2008. [Google Scholar]
- Lu, W.; Liu, H.; Hsu, T.Y.; Xu, Z.Y. Segregation of rare earth during isothermal transformation in low carbon steels. Scr. Metall. Mater. 1993, 29, 273–274. [Google Scholar] [CrossRef]
- Yu, S.F.; Deng, Y.; Huang, A.G.; Xu, H.Z. Role of rare earth Ce in weld metal with high heat input. Chin. Sci. Pap. 2012, 7, 612–615. [Google Scholar]
- Deng, X.X.; Jiang, M.; Wang, X.H. Mechanisms of inclusion evolution and intra-granular acicular ferrite formation in steels containing rare earth elements. Acta Metall. Sin. 2012, 25, 241–248. [Google Scholar]
- Thewlis, G. Effect of cerium sulphide particle dispersions on acicular ferrite microstructure development in steels. Mater. Sci. Technol. 2013, 22, 153–166. [Google Scholar] [CrossRef]
- Xue, H.T.; Li, Y.Y.; Cui, C.X.; Wang, B.S. Effect and mechanism of rare earth oxides on microstructure and properties of welds. Welding 2007, 06, 31–33+36. [Google Scholar]
- Wen, B.; Song, B. In Situ observation of the evolution of intragranular acicular ferrite at Ce-containing inclusions in 16Mn steel. Steel Res. Int. 2012, 83, 487–495. [Google Scholar]
- Nako, H.; Okazaki, Y.; Speer, J.G. Acicular ferrite formation on Ti-rare earth metal-Zr complex oxides. ISIJ Int. 2015, 55, 250–256. [Google Scholar] [CrossRef] [Green Version]
- Chu, R.S.; Fan, Y.; Li, Z.J.; Liu, J.G.; Yin, N.; Hao, N. Study on the control of rare earth metals and their behaviors in the industrial practical production of Q420q structural bridge steel plate. Met.-Open Access Metall. J. 2018, 8, 240–250. [Google Scholar] [CrossRef] [Green Version]
- Song, M.M.; Xie, Y.M.; Song, B.; Xue, Z.L.; Xu, R.S. The microstructure and property of the heat affected zone in C-Mn steel treated by rare earth. High Temp. Mater. Processes 2019, 38, 362–369. [Google Scholar] [CrossRef]
- Xie, Y.M.; Song, M.M.; Wang, F.F.; Xue, Z.L.; Wang, W. Influence of Al deoxidation on the formation of acicular ferrite in steel containing La. High Temp. Mater. Processes 2020, 39, 236–246. [Google Scholar] [CrossRef]
- Song, M.M. Effect of Rare Earth on Acicular Ferrite Formation in C-Mn Steel; University of Science and Technology: Beijing, China, 2016. [Google Scholar]
- Madariaga, I.; Gutiérrez, I. Role of the particle–matrix interface on the nucleation of acicular ferrite in a medium carbon microalloyed steel. Acta Mater. 1999, 47, 951–956. [Google Scholar] [CrossRef]
- Wen, B.; Song, B.; Pan, N.; Yu, Q.Y.; Mao, J.H. Effect of austenitizing temperature on microstructure in 16Mn steel treated by cerium. Int. J. Miner. Metall. Mater. 2011, 18, 652–658. [Google Scholar] [CrossRef]
- Koseki, T. A review on inclusion-assisted microstmcture control in C-Mn and low-alloy steel welds. Weld. World 2005, 49, 22–28. [Google Scholar] [CrossRef]
- Deng, X.X.; Wang, X.H.; Jiang, M.; Hu, Z.Y.; Wang, W.J. Effect of inclusions on the formation of intra-granular acicular ferrite in steels containing rare earth elements. J. Univ. Sci. Technol. Beijing 2012, 34, 535–540. [Google Scholar]
- Cui, X.; Song, B.; Mao, J. Evolution of inclusions in Mg-RE-Ti treated steels with different Al contents and their influence on acicular ferrite. Metall. Res. Technol. 2021, 118, 208–216. [Google Scholar] [CrossRef]
- Wang, L.; Song, B.; Yang, Z.B.; Cui, X.K.; Liu, Z.; Sheng, W.S.; Mao, J.H. Effects of Mg and La on the evolution of inclusions and microstructure in Ca–Ti treated steel. Int. J. Miner. Metall. Mater. 2021, 28, 1940–1948. [Google Scholar] [CrossRef]
- Liang, W.; Li, J.; Lu, B.; Zhi, J.G.; Liu, Y. Analysis on clogging of submerged entry nozzle in continuous casting of high strength steel with rare earth. J. Iron Steel Res. Int. 2021, 10, 1–10. [Google Scholar] [CrossRef]
- Geng, R.M.; Li, J.; Shi, C.B. Evolution of inclusions with Ce addition and Ca treatment in Al-killed steel during RH refining process. ISIJ Int. 2021, 61, 1506–1513. [Google Scholar] [CrossRef]
- Tian, C.; Yu, J.; Jin, E.; Wen, T.; Jia, D.; Liu, Z.; Fu, P.; Yuan, L. Effect of interfacial reaction behaviour on the clogging of SEN in the continuous casting of bearing steel containing rare earth elements. J. Alloys Compd. 2019, 792, 1–7. [Google Scholar] [CrossRef]
- Guo, Y.H.; Zhang, G.F.; Yang, Z.Q.; Huang, C. Microstructure and properties of q690c low carbon granular steel multilayer MAG welded joint. J. Weld. 2015, 36, 96–100. [Google Scholar]
- Shi, Y.W.; Han, Z.X. Evaluation of fracture toughness of welding heat affected zone of 800 MPa low alloy high strength steel for construction machinery. Hot Work. Process 2006, 35, 1–5. [Google Scholar]
- Wang, X.N.; Zhang, S.H.; Zhou, J.; Zhang, M.; Chen, C.J.; Misra, R.D.K. Effect of heat input on microstructure and properties of hybrid fiber laser-arc weld joints of the 800MPa hot-rolled Nb-Ti-Mo microalloyed steels. Opt. Lasers Eng. 2017, 91, 86–96. [Google Scholar] [CrossRef]
- Gao, Y.J.; Wang, C.; Xu, Z.L. Welding process of high strength steel with yield strength of 900MPa. J. Weld. 2007, 028, 103–107. [Google Scholar]
- Xu, H. Study on Crack and Heat Affected Zone Structure of GMAW Joint of q890/q960 High Strength Steel; Shandong University: Jinan, China, 2015. [Google Scholar]
- Liu, Z.C.; Li, C.J. Effect of rare earth on microstructure transformation of low carbon silicon manganese steel. Weapon Mater. Sci. Eng. 1990, 4, 23–28. [Google Scholar]
- Hou, Y.C.; Wang, Y.; Pan, Z.Y.; Yu, L.L. Influence of rare earth nanoparticles and inoculants on performance and microstructure of high chromium cast iron. J. Rare Earths 2012, 30, 283–288. [Google Scholar] [CrossRef]
- Li, W.X.; Liu, Z.C.; Li, C.J. Effect of Cerium on continuous cooling transformation of undercooled austenite in 60 mn2 steel. J. Baotou Iron Steel Inst. 1990, 2, 44–49. [Google Scholar]
- Wang, F.M.; Huang, Z.K.; Guo, X.A.; Wang, L.; Zhang, G.Z.; Han, Q.Y. Effect of Cerium on pearlite transformation and microstructure in heavy rail steel. Chin. J. Rare Earth 1994, 12, 239–242. [Google Scholar]
- Zhao, W.X.; Yuan, W.; Jiang, S.H.; Wang, H.; Liu, X.J.; Ping, L.Z. Micro-alloying effects of yttrium on recrystallization behavior of an alumina-forming austenitic stainless steel. J. Iron Steel Res. Int. 2016, 23, 553–558. [Google Scholar] [CrossRef]
- Zhao, Y.Y.; Wang, J.F.; Zhou, S.; Wang, X.D. Effects of rare earth addition on microstructure and mechanical properties of a Fe–15Mn–1.5 Al–0.6 C TWIP steel. Mater. Sci. Eng. A 2014, 608, 106–113. [Google Scholar] [CrossRef]
- Geng, R.M.; Li, J.; Shi, C.B.; Zhi, J.G.; Lu, B. Effect of Rare Earth on Microstructure and Properties of Welding Heat Affected Zone of 700 MPa High Strength Steel. In Proceedings of the 9th International Conference on Effect of Rare Earth on Microstructure and Properties of Welding Heat Affected Zone of 700MPa High Strength Steel. International Symposium on rare earth development and application and annual academic meeting of China Rare Earth Society, Beijing, China, 15–18 May 2019. [Google Scholar]
- Shi, C.B.; Li, J.; Lu, B.; Zhi, J.G.; Geng, R.M. A Method of Using Rare Earth to Improve the Toughness of Welding Heat Affected Zone of High Carbon Equivalent Steel Plate. China Patent 201910245642.0, 7 February 2020. [Google Scholar]
- Lu, B.; Chen, F.R.; Zhi, J.G.; Geng, R.M. Application of rare earth oxide metallurgy technology to improve the weldability of high strength steel. J. Met. 2020, 56, 1206–1216. [Google Scholar]
- Lu, B.; Chen, F.R.; Liu, W.J.; Zhi, J.G. Effect of Cerium on weldability of 700 MPa High Strength Steel for construction machinery. J. Eng. Sci. 2020, 42, 95–101. [Google Scholar]
- Lu, B.; Chen, F.R.; Fu, X.Y. Microstructure and properties of welding heat affected zone of a rare earth high strength steel. J. Weld. 2020, 41, 85–89. [Google Scholar]
- Geng, R.M.; Li, J.; Shi, C.B. Effect of Ce on inclusion evolution and HAZ mechanical properties of Al-killed high-strength steel. Ironmak. Steelmak. 2021, 48, 796–802. [Google Scholar] [CrossRef]
- Lin, Q.; Chen, B.W.; Tang, L.; Song, B.; Zhu, X.Y.; Wang, H.B. Effect of rare earth in microalloyed steel on precipitated phase and properties. Chin. J. Rare Earth 2002, 20, 256–260. [Google Scholar]
- Zhou, L.J.; Tang, L.D.; Miao, Z.; Sun, W.H.; Huang, H.Q. Rare earth microalloying and its effect on the Precipitation Law of Vanadium niobium precipitate. Iron Steel Res. 2001, 4, 1–4. [Google Scholar]
- You, Y.; Yan, M.F. Behaviors and interactions of La atom with other foreign substitutional atoms (Al, Si, Ti, V, Cr, Mn, Co, Ni, Cu, Nb, Mn) in iron based solid solusion from first principles. Comput. Mater. Sci. 2013, 73, 120–127. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Carbon Content/% | Carbon Equivalent | Rare Earth Elements and Content/% | Rare Earth Inclusions | Microstructure | Author | Time |
|---|---|---|---|---|---|---|
| 0.12 | 0.27 | 0.02 Ce | Ce2O2S + CeAlO3 | BF, P, IAF | Wen et al. | 2012 [61] |
| 0.04 | 0.30 | 0.0014 (Ce-La) | Ti-RE-Zr complex oxide | AF | Nako et al. | 2015 [62] |
| 0.15 | 0.41 | 0.006 Ce + 0.003 La | (La-Ce-Ca-Al-Mg-S) complex oxide | PF, F | Chu et al. | 2018 [63] |
| 0.12 | 0.34 | 0.021 (Ce-La) | RE2O2S + MnS | AF, GBF | Song et al. | 2019 [64] |
| 0.05 | 0.36 | 0.05 Ce | CeAlO3 | AF, B | Cao et al. | 2019 [10] |
| 0.17 | 0.40 | 0.02 La | La2O2S + MnS | AF, FSP, GBF | Xie et al. | 2020 [65] |
| Solid Solubility of Ce/% | Grain Size at Different Temperatures (μm) | |||
|---|---|---|---|---|
| 1073 K | 1123 K | 1173 K | 1223 K | |
| 0 | 11.1 | 12.7 | 12.9 | 20.3 |
| 0.0097 | 8.6 | 9.5 | 10.8 | 12.5 |
| 0.0399 | 7.5 | 7.7 | 8.1 | 9.5 |
| 0.0977 | 6.2 | 6.4 | 6.5 | 6.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liang, W.; Geng, R.; Zhi, J.; Li, J.; Huang, F. Oxide Metallurgy Technology in High Strength Steel: A Review. Materials 2022, 15, 1350. https://doi.org/10.3390/ma15041350
Liang W, Geng R, Zhi J, Li J, Huang F. Oxide Metallurgy Technology in High Strength Steel: A Review. Materials. 2022; 15(4):1350. https://doi.org/10.3390/ma15041350
Chicago/Turabian StyleLiang, Wei, Ruming Geng, Jianguo Zhi, Jing Li, and Fei Huang. 2022. "Oxide Metallurgy Technology in High Strength Steel: A Review" Materials 15, no. 4: 1350. https://doi.org/10.3390/ma15041350