
Effect of Sb and Zn Addition on the Microstructures and Tensile Properties of Sn–Bi-Based Alloys

Abstract
:1. Introduction
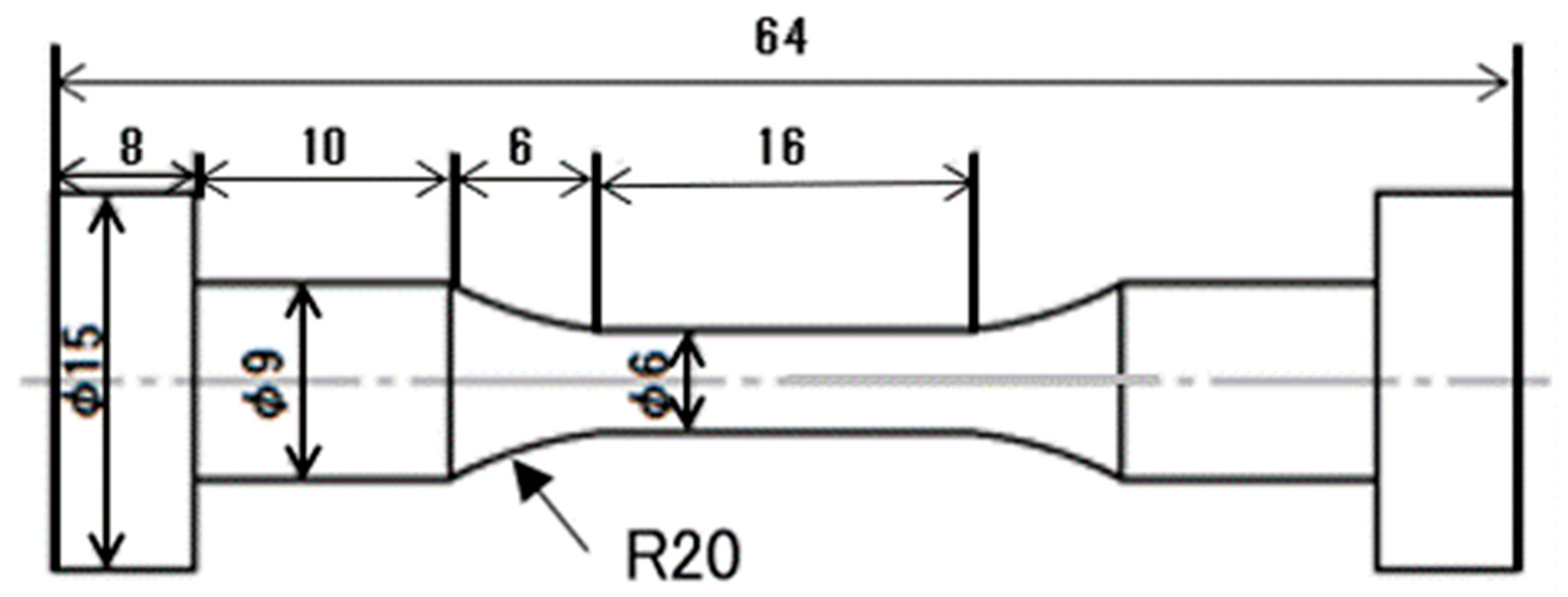
2. Materials and Methods
3. Results and Discussion
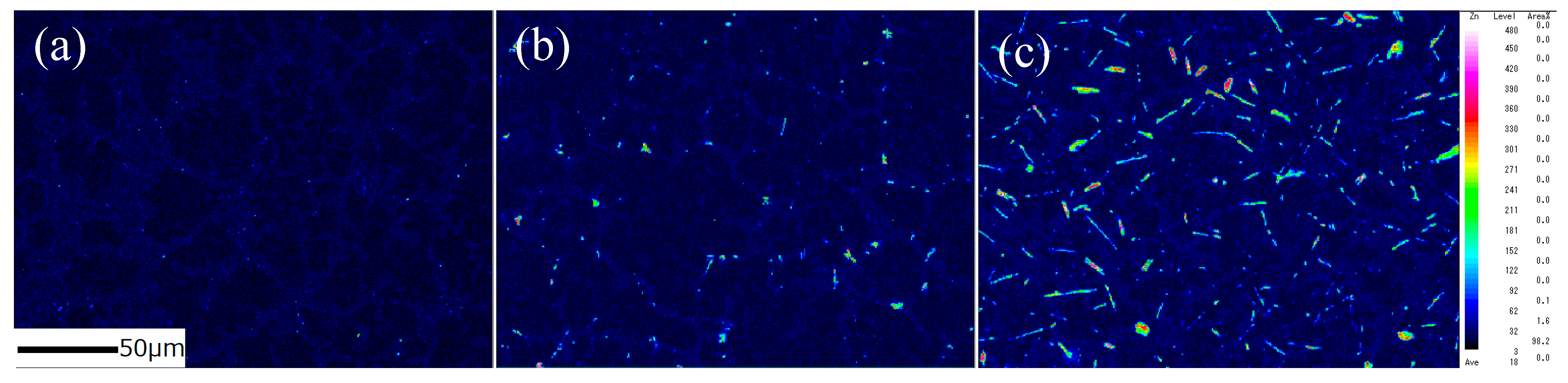
3.1. Microstructures
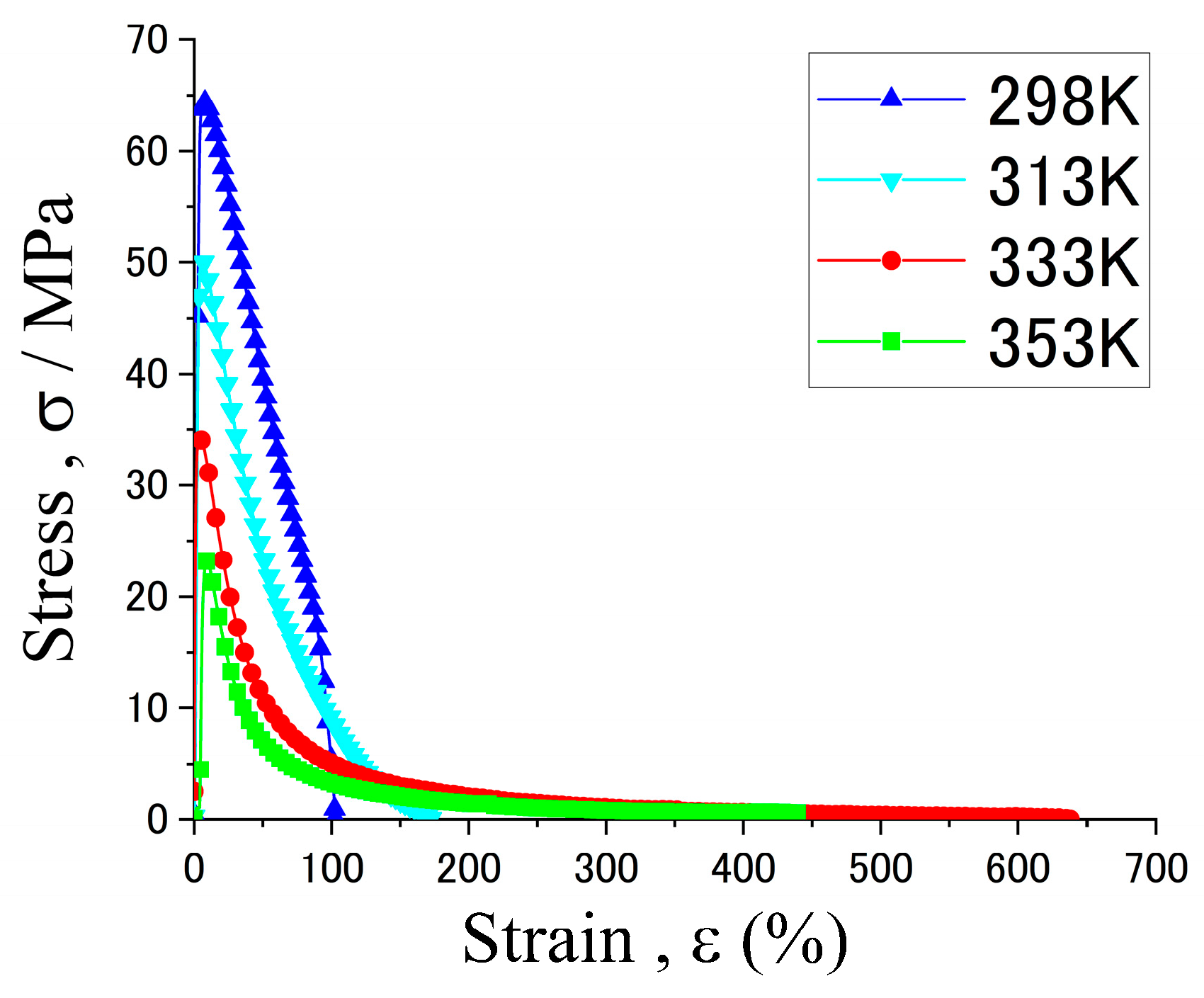
3.2. Tensile Properties
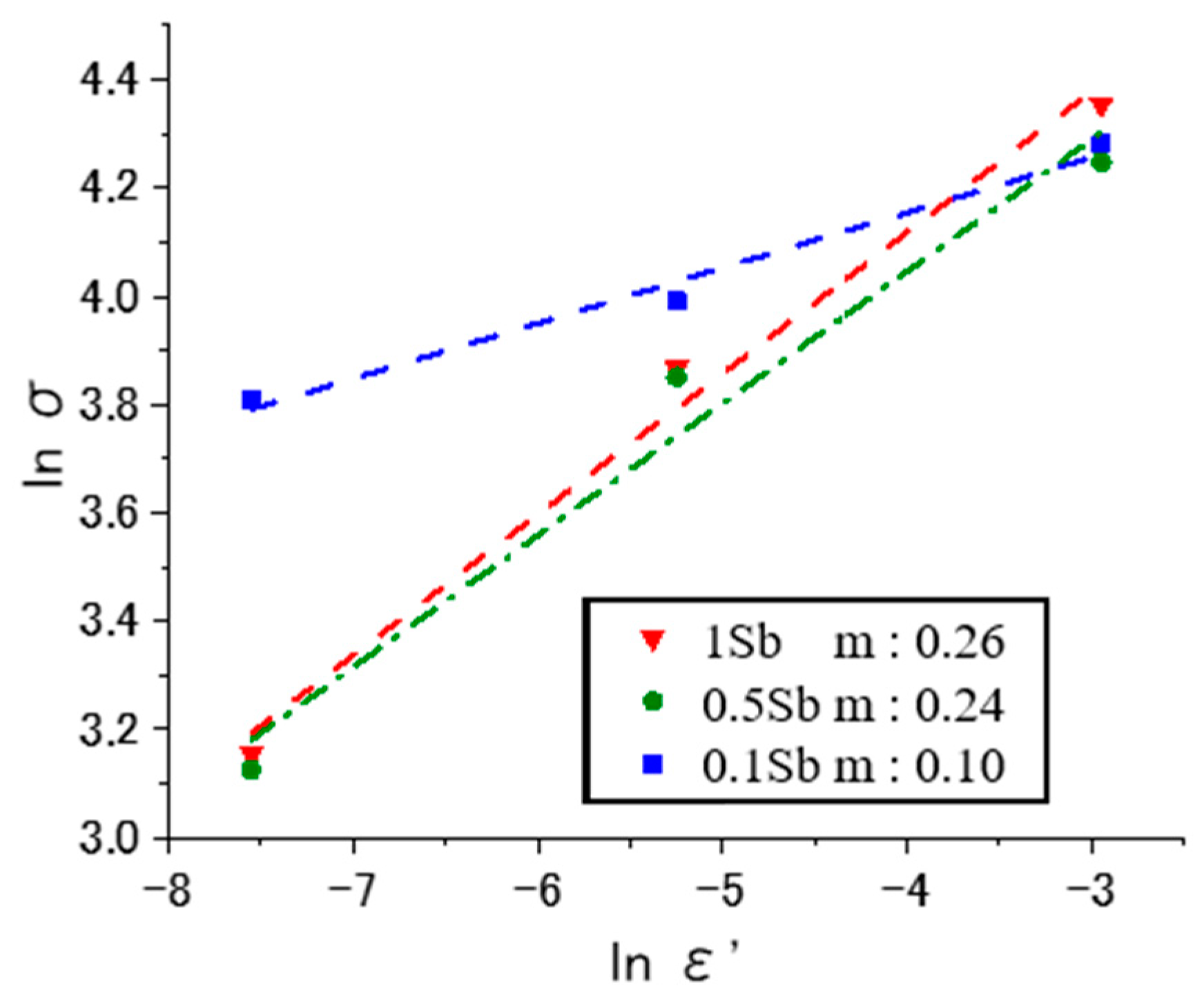
3.3. Strain Rate Sensitivity Index (m)
4. Conclusions
- (1)
- The tensile strength decreased and the elongation increased with the increasing temperature or decreasing strain rate.
- (2)
- The Sn-40Bi-Sb and Sn-40Bi-Zn alloys demonstrated superplasticity at high temperatures (>333 K) and low strain rates (<5.25 × 10−3 s−1).
- (3)
- The m value of the alloys increased with the increasing temperature. Moreover, the m value of the Sn-based alloys was lower than the critical value of 0.3, implying that these alloys did not exhibit fine-grained superplasticity but superplastic-like deformation with grain boundary slip and diffusion creep. The maximum m value of Sn-40Bi-1Sb was 0.26.
- (4)
- The Sb atoms were dissolved in both the primary Sn phase and the eutectic Sn–Bi matrix. In contrast, the Zn atoms were dissolved in the eutectic Sn–Bi matrix, and needle-like Zn crystals were formed when the Zn concentration exceeded 1 mass%. The deformation of the primary Sn phases is the dominant deformation mechanism at low temperatures and high strain rates. Moreover, deformation at high temperatures and low strain rates leads to recovery, dynamic recrystallization, and/or grain boundary slip.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Suganuma, K. Advances in lead-free electronics soldering. Curr. Opin. Solid State Mater. Sci. 2001, 5, 55–64. [Google Scholar] [CrossRef]
- Synedlina, J.J.; Nurmib, S.T.; Lepisto, T.K.; Ristolainen, E.O. Mechanical and microstructural properties of SnAgCu solder joints. Mater. Sci. Eng. A 2006, 420, 55–62. [Google Scholar]
- Gain, A.K.; Zhang, L. Growth mechanism of intermetallic compound and mechanical properties of nickel (Ni) nanoparticle doped low melting temperature tin-bismuth (Sn-Bi) solder. J. Mater. Sci. Mater. Electron. 2016, 27, 781–794. [Google Scholar] [CrossRef]
- Wu, M.L.; Yu, D.Q.; Law, C.M.T.; Wang, L. The properties of Sn-9Zn lead-free solder alloys doped with trace rare earth elements. J. Electron. Mater. 2002, 31, 921–927. [Google Scholar] [CrossRef]
- Gain, A.K.; Zhang, L.; Quadir, M.Z. Thermal aging effects on microstructures and mechanical properties of an environmentally friendly eutectic tin-copper solder alloy. Mater. Des. 2016, 110, 275–283. [Google Scholar] [CrossRef]
- Sahin, M.; Cadirli, E. The effects of temperature gradient and growth rate on the microstructure of directionally solidified Sn-3.5Ag eutectic solder. J. Mater. Sci. Mater. Electron. 2012, 23, 484–492. [Google Scholar] [CrossRef]
- Matijasevic, S.; Lee, C.C.; Wang, C.Y. Au-Sn alloy phase diagram and properties related to its use as a bonding medium. Thin Solid Films 1993, 223, 276–287. [Google Scholar] [CrossRef]
- Gain, A.K.; Zhang, L. Interfacial microstructure, wettability and material properties of nickel (Ni) nanoparticle doped tin-bismuth-silver (Sn-Bi-Ag) solder on copper (Cu) substrate. J. Mater. Sci. Mater. Electron. 2016, 27, 3982–3994. [Google Scholar] [CrossRef]
- Hsi, S.; Lin, C.T.; Chang, T.C.; Wang, M.C.; Liang, M.K. Interfacial Reactions, Microstructure, and Strength of Sn-8Zn-3Bi and Sn-9Zn-Al Solder on Cu and Au/Ni (P) Pads. Metall. Mater. Trans. A 2010, 41, 275–284. [Google Scholar] [CrossRef]
- Gain, A.K.; Zhang, L. Harsh service environment effects on the microstructure and mechanical properties of Sn–Ag–Cu-1 wt% nano-Al solder alloy. J. Mater. Sci. Mater. Electron. 2016, 27, 11273–11283. [Google Scholar] [CrossRef]
- Tomlinson, W.J.; Collier, I. The mechanical properties and microstructures of copper and brass joints soldered with eutectic tin-bismuth solder. J. Mater. Sci. 1987, 22, 1835–1839. [Google Scholar] [CrossRef]
- Mei, Z.; Morris, J.W. Characterization of eutectic Sn-Bi solder joints. J. Electron. Mater. 1992, 21, 599–607. [Google Scholar] [CrossRef]
- Yebisuya, T.; Kawakubo, T. Creep and tensile properties of cast Bi-Sn, Bi-Pb and Bi-Sn-Pb solders. J. Jpn. Inst. Met. Mater. 1993, 57, 455–462. [Google Scholar] [CrossRef] [Green Version]
- Watanabe, H. The lead-free solder of addition micro-elements in industrial products. J. Jpn. Inst. Electron. Packag. 2005, 8, 183–187. [Google Scholar] [CrossRef]
- Nagano, M.; Hidaka, N.; Watanabe, H.; Shimoda, M.; Ono, M. Effect of additional elements on creep properties of the Sn-Ag-Cu lead free solder. J. Jpn. Inst. Electron. Packag. 2006, 9, 171–179. [Google Scholar] [CrossRef] [Green Version]
- Mccormack, M.; Chen, H.S.; Kammlott, G.W.; Jin, S. Significantly improved mechanical properties of Bi-Sn solder alloys by Ag-doping. J. Electron. Mater. 1997, 26, 954–958. [Google Scholar] [CrossRef]
- Sakuyama, S.; Akamatsu, T.; Uenishi, K.; Sato, T. Effects of a third element on microstructure and mechanical properties of eutectic Sn-Bi solder. Trans. Jpn. Inst. Electron. Packag. 2009, 2, 98–103. [Google Scholar]
- Okamoto, K.; Nomura, K.; Doi, S.; Akamatsu, T.; Sakuyama, S.; Uenishi, K. Effect of Sb and Zn addition on impact resistance improvement of Sn-Bi solder joints. Int. Symp. Microelectron. 2013, 2013, 000104–000108. [Google Scholar] [CrossRef]
- Zhang, L.; Tu, K.N. Structure and properties of lead-free solders bearing micro and nano particles. Mater. Sci. Eng. R 2014, 82, 1–32. [Google Scholar] [CrossRef]
- Gain, A.K.; Zhang, L. Effects of Ni nanoparticles addition on the microstructure, electrical and mechanical properties of Sn-Ag-Cu alloy. Materialia 2019, 5, 100234. [Google Scholar] [CrossRef]
- Tsao, L.C.; Chang, S.Y. Effects of Nano-TiO2 additions on thermal analysis, microstructure and tensile properties of Sn3.5Ag0.25Cu solder. Mater. Des. 2010, 31, 990–993. [Google Scholar] [CrossRef]
- Hirata, A.; Shoji, I.; Tsuchida, T.; Ookubo, T. Effect of electrode material on joint strength of soldered joints with Sn-Bi and Sn-Bi-Sb lead-free solder balls. In Proceedings of the ASME 2013 International Technical Conference and Exhibition on Packaging and Integration of Electronic and Photonic Microsystems, Burlingame, CA, USA, 16–18 July 2013. [Google Scholar]
- Takao, H.; Yamada, A.; Hasegawa, H.; Matsui, M. Mechanical properties and solder joint reliability of low-melting Sn-Bi-Cu lead free solder alloy. J. Jpn. Inst. Electron. Packag. 2002, 5, 152–158. [Google Scholar] [CrossRef] [Green Version]
- Yamauchi, A.; Ida, K.; Fukuda, M.; Yamaguchi, T. Tensile properties of Sn-Bi lead-free solder alloys. Solid State Phenom. 2018, 273, 72–76. [Google Scholar] [CrossRef]
- Umeyama, J.; Yamauchi, A. Tensile behavior and superplastic deformation of Sn-Bi-Cu Alloy. Mater. Trans. 2019, 60, 882–887. [Google Scholar] [CrossRef] [Green Version]
- Mokhtari, O.; Zhou, S.; Chan, Y.C.; Nishikawa, H. Effect of Zn addition on interfacial reactions between Sn-Bi solder and Cu substrate. Mater. Trans. 2016, 57, 1272–1276. [Google Scholar] [CrossRef] [Green Version]
- Hirata, Y.; Yang, C.; Lin, S.; Nishikawa, H. Improvements in mechanical properties of Sn-Bi alloys with addition of Zn and In. Mater. Sci. Eng. A 2021, 813, 141131. [Google Scholar] [CrossRef]
- Ohsawa, H.; Nishimura, H. Manufacturing method of superplastic materials and commercial applications. J. Jpn. Inst. Light Met. 1989, 39, 765–775. [Google Scholar] [CrossRef] [Green Version]
- JIS H 7007:2002; Glossary of Terms Used in Metallic Superplastic Materials. Japanese Standards Association: Tokyo, Japan, 2002.
- Maruyama, K.; Nakashima, H. Materials Science for High Temperature Strength; Uchida-Rokakuho: Tokyo, Japan, 1997. [Google Scholar]
- Nieh, T.G.; Wadsworth, J.; Sherby, O.D. Superplasticity in Metals and Ceramics; Cambridge University Press: Cambridge, UK, 1997; pp. 22–31. [Google Scholar]
- Ridley, N. Metals for superplastic forming. In Superplastic Forming of Advanced Metallic Materials: Methods and Applications; Giuliano, G., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2011; pp. 3–33. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Sb Concentration (Mass %) | |
|---|---|---|
| Primary Sn Phase | Eutectic Sn–Bi Matrix | |
| Sn-40Bi-0.1Sb | 0.09 | 0 |
| Sn-40Bi-0.5Sb | 1.0 | 0.16 |
| Sn-40Bi-1.0Sb | 2.4 | 0.41 |
| Specimen | Solidus Temperature (K) | Liquidus Temperature (K) |
|---|---|---|
| Sn-40Bi | 411 | 440 |
| Sn-40Bi-0.1Zn | 411 | 445 |
| Sn-40Bi-1Zn | 406 | 452 |
| Sn-40Bi-3Zn | 406 | 427 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yamauchi, A.; Kurose, M. Effect of Sb and Zn Addition on the Microstructures and Tensile Properties of Sn–Bi-Based Alloys. Materials 2022, 15, 884. https://doi.org/10.3390/ma15030884
Yamauchi A, Kurose M. Effect of Sb and Zn Addition on the Microstructures and Tensile Properties of Sn–Bi-Based Alloys. Materials. 2022; 15(3):884. https://doi.org/10.3390/ma15030884
Chicago/Turabian StyleYamauchi, Akira, and Masashi Kurose. 2022. "Effect of Sb and Zn Addition on the Microstructures and Tensile Properties of Sn–Bi-Based Alloys" Materials 15, no. 3: 884. https://doi.org/10.3390/ma15030884