
An Improved Optimization Model to Predict the MOR of Glulam Prepared by UF-Oxidized Starch Adhesive: A Hybrid Artificial Neural Network-Modified Genetic Algorithm Optimization Approach
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemical Modification of Starch
2.2. Synthesis of Starch Adhesive
2.3. Making Glulam
2.4. Characterization Analysis
2.5. Artificial Neural Network (ANN) as a Prediction Tool
3. Results and Discussion
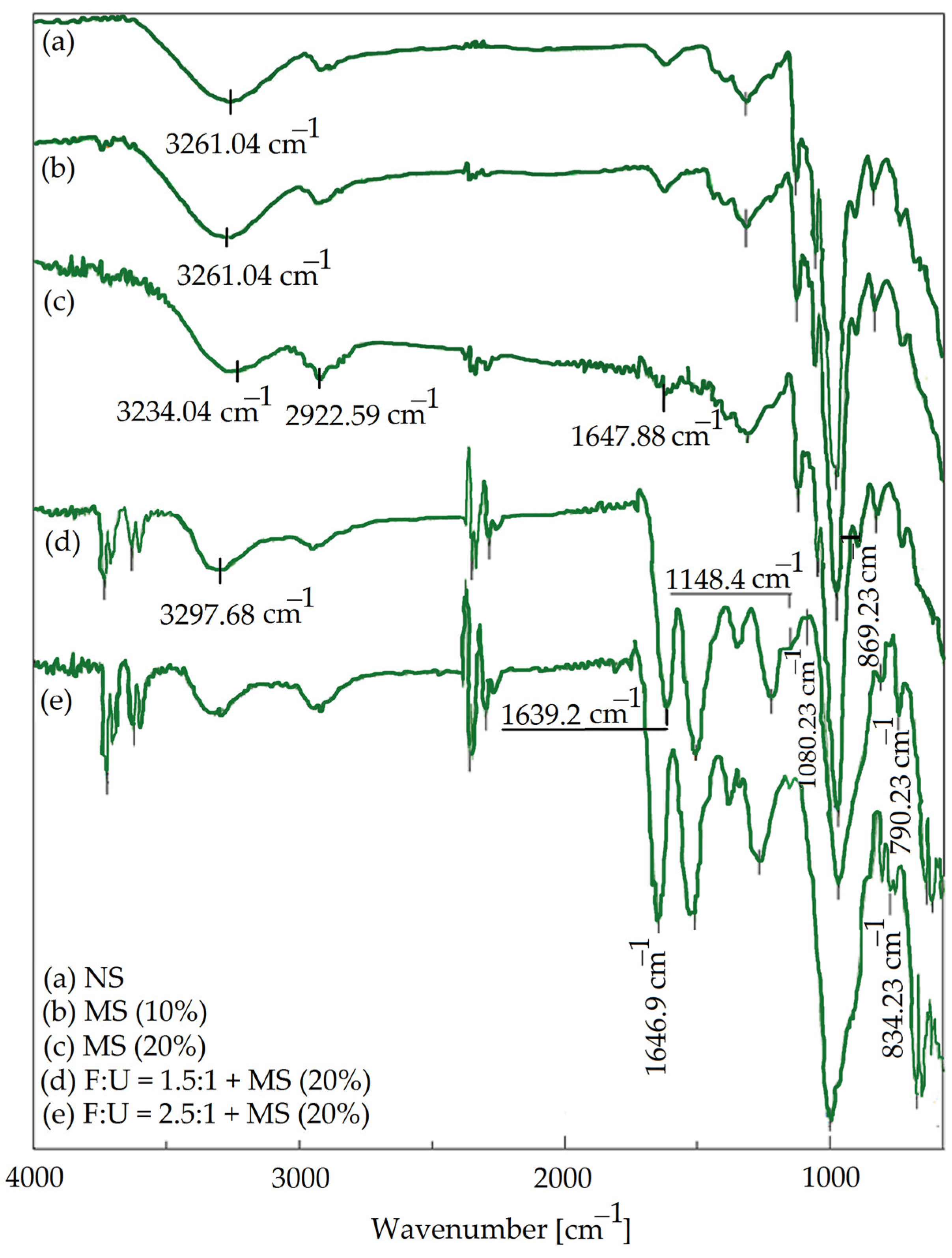
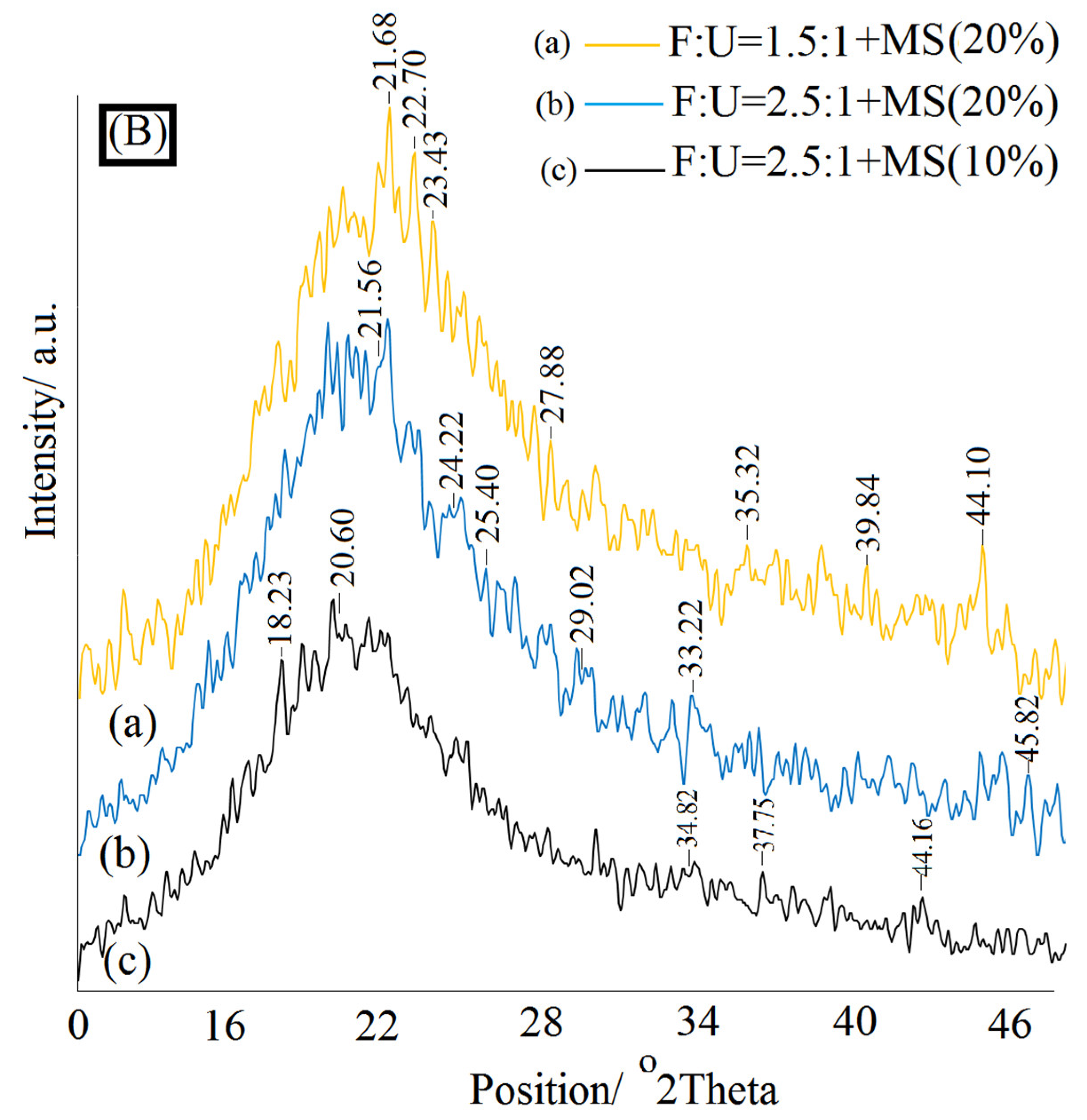
3.1. FTIR and XRD Characterization Analysis
3.2. Experimental Results of Glulam’s MOR
3.3. Predicting MOR by ANN
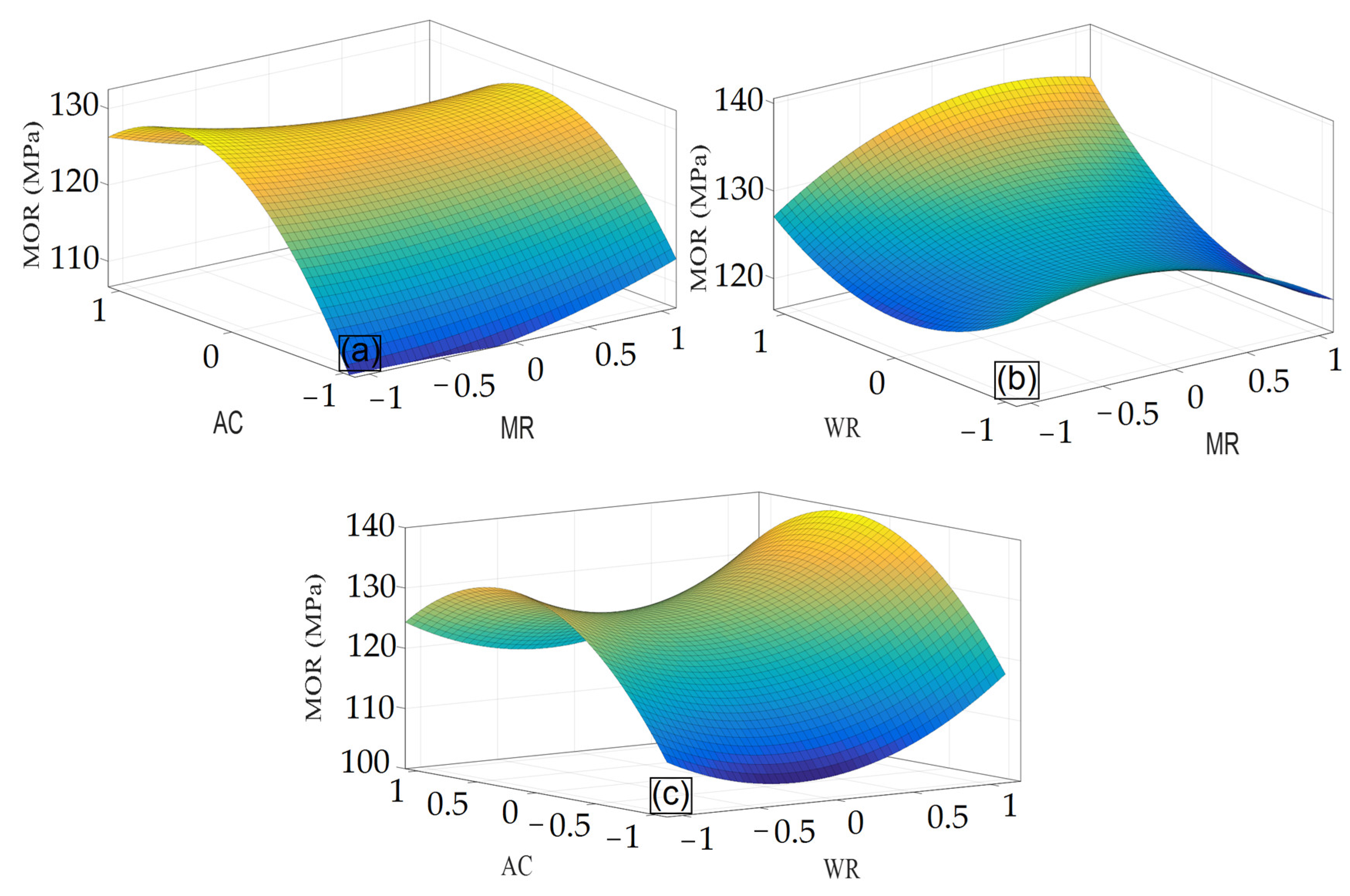
3.4. GA-ANN Optimization
4. Conclusions
- UF resins were successfully modified by adding OS prepared by NaOCl oxidation. FTIR and XRD analyses detected both aldehyde and carboxyl groups in the OS. The OS was cross-linked with UF resin by forming the ester groups.
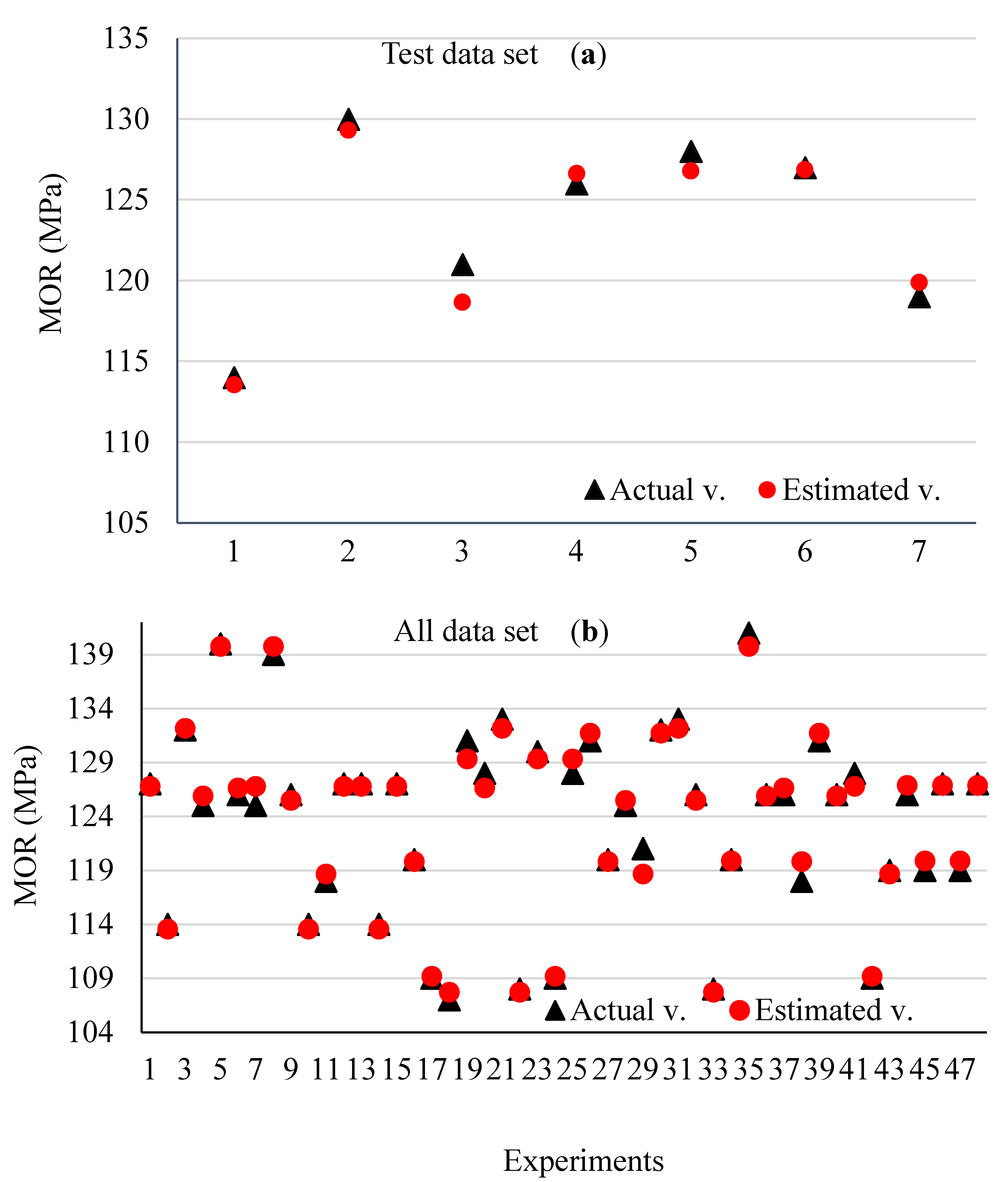
- The ANN-GA model with three neurons in the input layer and six neurons in a hidden layer showed the best performance of optimization with R2 = 0.9937, RMSE = 0.72, and MAPE = 0.55.
- The proposed optimal network predicted a MOR value of more than 126 MPa, validated by experiments.
- Based on the optimization equations of the genetic algorithm, the difference between the optimal values given by the multi-objective functions based on the actual response and the values given by the nonlinear constraint function based on the estimated response (outputs) was minimum.
- According to the statistics and the coefficients of the optimization equations, the concentration of the chemical solution treating the starch has been the main factor affecting the changes in the response level.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Solt, P.; Konnerth, J.; Gindl-altmutter, W.; Kantner, W.; Moser, J.; Mitter, R.; van Herwijnen, H.W.G. Technological performance of formaldehyde-free adhesive alternatives for particleboard industry. Int. J. Adhes. Adhes. 2019, 94, 99–131. [Google Scholar] [CrossRef]
- Steinhof, O.; Kibrik, E.J.; Scherr, G.; Hasse, H. Quantitative and qualitative 1H, 13C, and 15N NMR spectroscopic investigation of the urea–formaldehyde resin synthesis. Magn. Reson. Chem. 2014, 52, 138–162. [Google Scholar] [CrossRef] [PubMed]
- Wurzburg, O.B. Converted starches. In Modified Starches: Properties and Uses; CRC-Press: Boca Raton, FL, USA, 1986; pp. 18–41. [Google Scholar]
- Parovuori, P.; Hamunen, A.; Forssell, P.; Autio, K.; Poutanen, K. Oxidation of potato starch by hydrogen peroxide. Starch-Stärke 1995, 47, 19–23. [Google Scholar] [CrossRef]
- Sangseethong, K.; Termvejsayanon, N.; Sriroth, K. Characterization of physicochemical properties of hypochlorite-and peroxide-oxidized cassava starches. Carbohydr. Polym. 2010, 82, 446–453. [Google Scholar] [CrossRef]
- Qiao, Z.; Gu, J.; Lv, S.; Cao, J.; Tan, H.; Zhang, Y. Preparation and properties of normal temperature cured starch-based wood adhesive. BioResources 2016, 11, 4839–4849. [Google Scholar] [CrossRef] [Green Version]
- Sulaiman, N.S.; Hashim, R.; Sulaiman, O.; Nasir, M.; Amini, M.H.M.; Hiziroglu, S. Partial replacement of ureaformaldehude with modified oil palm starch based adhesive to fabricate particleboard. Int. J. Adhes. Adhes. 2018, 84, 1–8. [Google Scholar] [CrossRef]
- Luo, J.; Zhang, J.; Gao, Q.; Mao, A.; Li, J. Toughening and enhancing melamine–urea–formaldehyde resin properties via in situ polymerization of dialdehyde starch and microphase separation. Polymers 2019, 11, 1167. [Google Scholar] [CrossRef] [Green Version]
- Kaith, B.S.; Jindal, R.; Jana, A.K.; Maiti, M. Development of corn starch based green composites reinforced with Saccharum spontaneum L. fiber and graft copolymers—Evaluation of thermal, physico-chemical and mechanical properties. Bioresour. Technol. 2010, 101, 6843–6851. [Google Scholar] [CrossRef]
- Amini, M.A.M.; Hashim, R.; Sulaiman, N.S.; Mohamed, M.; Sulaiman, O. Citric acid-modified starch as an environmentally friendly binder for wood composite making. BioResources 2020, 15, 4234–4248. [Google Scholar] [CrossRef]
- Lyathakula, K.R.; Yuan, F. A probabilistic fatigue life prediction for adhesively bonded joints via ANNsbased hybrid model. Int. J. Fatigue 2021, 151, 106352. [Google Scholar] [CrossRef]
- Silva, G.C.; Beber, V.C.; Pitz, D.B. Machine learning and finite element analysis: An integrated approach for fatigue lifetime prediction of adhesively bonded joints. Fatigue Fract. Eng. Mater. Struct. 2021, 44, 3334–3348. [Google Scholar] [CrossRef]
- Birecikli, B.; Karaman, O.A.; Çelebi, S.B.; Turgut, A. Failure load prediction of adhesively bonded GFRP composite joints using artificial neural networks. J. Mech. Sci. Technol. 2020, 34, 4631–4640. [Google Scholar] [CrossRef]
- Srisaeng, P.; Baxter, G.S.; Wild, G. Forecasting demand for low cost carriers in Australia using an artificial neural network approach. Aviation 2015, 19, 90–103. [Google Scholar] [CrossRef] [Green Version]
- Prasad, G.E.; Gowda, B.K.; Velmurugan, R. Prediction of properties of coir fiber reinforced composite by ANN. In Experimental Mechanics of Composite, Hybrid, and Multifunctional Materials; Tandon, G.P., Tekalur, S.A., Ralph, C., Sottos, N., Blaiszik, B., Eds.; Springer: Cham, Switzerland, 2014; Volume 6, pp. 1–7. [Google Scholar] [CrossRef]
- Zhang, Z.; Barkoula, N.M.; Kocsis, J.K.; Friedrich, K. Artificial neural network predictions on erosive wear of polymers. Wear 2003, 255, 708–713. [Google Scholar] [CrossRef]
- Jayabal, S.; Rajamuneeswaran, S.; Ramprasath, R.; Balaji, N.S. Artificial neural network modelling of mechanical properties of calcium carbonate impregnated coir-polyester composites. Trans. Indian Inst. Met. 2013, 66, 247–255. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, Q.; Zhang, W.; Zhang, P. Optimization of injection molding process parameters to improve the mechanical performance of polymer product against impact. Int. J. Adv. Manu. Technol. 2015, 76, 2199–2208. [Google Scholar] [CrossRef]
- Pham, D.T.; Sagiroglu, S. Neural network classification of defects in veneer boards. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2000, 214, 255–258. [Google Scholar] [CrossRef]
- Ceylan, I. Determination of drying characteristics of timber by using artificial neural networks and mathematical models. Dry Technol. 2008, 26, 1469–1476. [Google Scholar] [CrossRef]
- Esteban, L.G.; Fernandez, F.G.; DePalacios, P. MOE prediction in Abies pinsapo Boiss. timber: Application of an artificial neural network using non-destructive testing. Comput. Struct. 2009, 87, 1360–1365. [Google Scholar] [CrossRef]
- Ozsahin, S. Optimization of process parameters in oriented strand board manufacturing with artificial neural network analysis. Eur. J. Wood Wood Prod. 2013, 71, 769–777. [Google Scholar] [CrossRef]
- Yang, J.G.; Weng, S.Y.; Zhao, H. Applied Textbook of Artificial Neural; Network; Zhejiang University Press: Hangzhou, China, 2001. [Google Scholar]
- Wang, X.P.; Cao, L.M. Genetic Algorithm: Theory, Application and Software; Xian Transportation University Press: Xi’an, China, 2002. [Google Scholar]
- Michalewicz, Z. Genetic Algorithm + Data Structures = Evolution Programs; Springer: Berlin/Heidelberg, Germany, 1992; 252 p. [Google Scholar]
- Sangwan, K.; Saxena, S.; Kant, G. Optimization of machining parameters to minimize surface roughness using integrated ANN-GA approach. In Proceedings of the 22nd CIRP Conference on Life Cycle Engineering (LCE ‘15), Sydney, Australia, 7–9 April 2015; Volume 29, pp. 305–310. [Google Scholar]
- EN 302-1; Adhesives for Load-Bearing Timber Structures—Test Methods—Part 1: Determination of Longitudinal Tensile Shear Strength. European Committee for Standardization: Brussels, Belgium, 2013.
- Erzin, Y.; Cetin, T. The prediction of the critical factor of safety of homogeneous finite slopes using neural networks and multiple regressions. Comput. Geosci. 2013, 51, 305–313. [Google Scholar] [CrossRef]
- Tiryaki, S.; Hamzacebi, C. Predicting modulus of rupture (MOR) and modulus of elasticity (MOE) of heat treated woods by artificial neural networks. Measurement 2014, 49, 266–274. [Google Scholar] [CrossRef]
- Yin, H.; Zheng, P.; Zhang, E.; Rao, J.; Lin, Q.; Fan, M.; Chen, N.; Zhu, Z.; Zeng, Q.; Chen, N. Improved wet shear strength in eco-friendly starch-cellulosic adhesives for woody composites. Carbohydr. Polym. 2020, 250, 116884. [Google Scholar] [CrossRef] [PubMed]
- Lin, Q.; Pan, J.; Lin, Q.; Liu, Q. Microwave synthesis and adsorption performance of a novel crosslinked starch microsphere. J. Hazard. Mater. 2013, 263, 517–524. [Google Scholar] [CrossRef] [PubMed]
- Wu, Y.H.; Wu, C.N.; Lai, H.M. The effect of reduction on the properties of the regioselectively oxidized starch granules prepared by bromide-free oxidation system. Int. J. Biol. Macromol. 2022, 201, 411–423. [Google Scholar] [CrossRef] [PubMed]
- Gutiérrez, T.J.; Alvarez, V.A. Properties of native and oxidized corn starch/polystyrene blends under conditions of reactive extrusion using zinc octanoate as a catalyst. React. Funct. Polym. 2017, 112, 33–44. [Google Scholar] [CrossRef]
- Zhao, X.F.; Peng, L.Q.; Wang, H.I.; Wang, Y.B.; Zhang, H. Environment-friendly urea-oxidized starch adhesive with zero formaldehyde-emission. Carbohydr. Polym. 2018, 181, 1112–1118. [Google Scholar] [CrossRef]
- Jiang, X.; Li, C.; Chi, Y.; Yan, J. TG-FTIR study on urea-formaldehyde resin residue during pyrolysis and combustion. J. Hazard. Mater. 2010, 173, 205–210. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Park, B.D. Modification of urea-formaldehyde resin adhesives with oxidized starch using blocked pMDI for plywood. J. Adhes. Sci. Technol. 2018, 32, 2667–2681. [Google Scholar] [CrossRef]
- Dome, K.; Podgorbunskikh, E.; Bychkov, A.; Lomovsky, O. Changes in the crystallinity degree of starch having different types of crystal structure after mechanical pretreatment. Polymers 2020, 12, 641. [Google Scholar] [CrossRef] [Green Version]
- Kuakpetoon, D.; Wang, Y.J. Characterization of Different Starches Oxidized by Hypochlorite. Starch-Stärke 2001, 53, 211–218. [Google Scholar] [CrossRef]
- Gao, J.; Zhang, L.; Gao, Q.; Wu, L.; Zhang, E. A study on physicochemical properties and adsorption performance of modified porous maize starch. Mater. Res. Express 2018, 5, 125303. [Google Scholar] [CrossRef]
- Klein, B.; Vanier, N.L.; Moomand, K.; Pinto, V.Z.; Colussi, R.; da Rosa Zavareze, E.; Dias, A.R.G. Ozone oxidation of cassava starch in aqueous solution at different pH. Food Chem. 2014, 155, 167–173. [Google Scholar] [CrossRef] [Green Version]
- Naknaen, P.; Tobkaew, W.; Chaichaleom, S. Properties of jackfruit seed starch oxidized with different levels of sodium hypochlorite. Int. J. Food Prop. 2017, 20, 979–996. [Google Scholar] [CrossRef] [Green Version]
- Oktay, S.; Kızılcan, N.; Bengu, B. Oxidized cornstarch—Urea wood adhesive for interior particleboard production. Int. J. Adhes. Adhes. 2021, 110, 102947. [Google Scholar] [CrossRef]
- Ozsahin, S.; Aydin, I. Prediction of the optimum veneer drying temperature for good bonding in plywood manufacturing by means of artificial neural network. Wood Sci. Technol. 2014, 48, 59–70. [Google Scholar] [CrossRef]
- You, G.; Wang, B.; Li, J.; Chen, A.; Sun, J. The prediction of MOE of bamboo-wood composites by ANN models based on the non-destructive vibration testing. J. Build. Eng. 2022, 59, 105078. [Google Scholar] [CrossRef]
- Nguyen, T.T.; van Nguyen, T.H.; Ji, H.; Yuan, B.; Trinh, H.M.; Do, K.T.L.; Guo, M. Prediction of the color change of heat-treated wood during artificial weathering by artificial neural network. Eur. J. Wood Wood Prod. 2019, 77, 1107–1116. [Google Scholar] [CrossRef]
- Gago, J.; Martínez-Núñez, L.; Landín, M.; Gallego, P.P. Artificial neural networks as an alternative to the traditional statistical methodology in plant research. J. Plant Physiol. 2010, 167, 23–27. [Google Scholar] [CrossRef]
- Varol, T.; Canakci, A.; Ozsahin, S. Artificial neural network modeling to effect of reinforcement properties on the physical and mechanical properties of Al2024–B4C composites produced by powder metallurgy. Compos. B Eng. 2013, 54, 224–233. [Google Scholar] [CrossRef]
- Nazerian, M.; Akbarzade, M.; Ghorbanezdad, P.; Papadopoulos, A.N.; Foti, D.; Vatankhah, E.; Koosha, M. Optimal modified starch content in UF resin for Glulam based on bonding strength using artificial neural network. J. Comp. Sci. 2022, 6, 279. [Google Scholar] [CrossRef]
- Nazerian, M.; Naderi, F.; Partovinia, A.; Papadopoulos, A.N.; Younesi-Kordkheili, H. Modeling the bending strength of MDF faced, polyurethane foam-cored sandwich panels using response surface methodology (RSM) and artificial neural network (ANN). Forests 2021, 12, 1514. [Google Scholar] [CrossRef]
- Nazerian, M.; Razavi, S.A.; Partovinia, A.; Vatankhah, E.; Razmpour, Z. Comparison of different modeling methods toward predictive capability evaluation of the bonding strength of wood laminated products. Proc. Inst. Mech. Eng. E J. Process Mech. Eng. 2021, 236, 3. [Google Scholar] [CrossRef]
- Basta, A.H.; El-Saied, H.; Winandy, J.E.; Sabo, R. Preformed amide-containing biopolymer for improving the environmental performance of synthesized urea–formaldehyde in agro-fiber composites. J. Polym. Environ. 2011, 19, 405–412. [Google Scholar] [CrossRef] [Green Version]
- Luo, D.; Li, Y.; Xu, B.; Ren, G.; Li, P.; Han, S.; Liu, J. Effects of inulin with different degree of polymerization on gelatinization and retrogradation of wheat starch. Food. Chem. 2017, 229, 35–43. [Google Scholar] [CrossRef]
- Liu, W.; Zuo, Y.; Wu, Y.; Xiao, J.; Zhu, Y.; Zhao, X. Effect of acid hydrolysis and oxidation on the properties of dialdehyde starch. Mater. Rev. 2017, 31, 41–45. [Google Scholar] [CrossRef]
- Samaha, S.H.; Nasr, H.E.; Hebeish, A. Synthesis and characterization ofstarch-Poly(vinyl acetate) graft copolymers and their saponified form. J. Polym. Res. 2005, 12, 343–353. [Google Scholar] [CrossRef]
- Wang, Y.; Xionga, H.; Wangc, Z.; Din, Z.; Chena, L. 2017. Effects of different durations of acid hydrolysis on the properties of starch-based wood adhesive. Int. J. Biol. Macromol. 2017, 103, 819–828. [Google Scholar] [CrossRef]
- Wang, Z.; Li, Z.; Gu, Z.; Hong, Y.; Cheng, L. Preparation, characterization andproperties of starch-based wood adhesive. Carbohydr. Polym. 2012, 88, 699–706. [Google Scholar] [CrossRef]
- Levendis, D. The correlation of strength and formaldehyde emission with the crystalline amorphous structure of UF resin. Holzforschung 1992, 46, 263–269. [Google Scholar] [CrossRef]
- Jovanovic, V.; Samarzija-Jovanovic, S.; Petkovic, B.; Milicevic, Z.; Markovic, G.; Marinovic-Cincovic, M. Biocomposites based on cellulose and starch modified urea-formaldehyde resin: Hydrolytic, thermal, and radiation stability. Polym. Compos. 2019, 40, 1287–1294. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | MR | WR | AC | Run | MR | WR | AC |
|---|---|---|---|---|---|---|---|
| 1 | 2 | 80 | 15 | 25 | 2.5 | 90 | 20 |
| 2 | 2.5 | 70 | 10 | 26 | 1.5 | 90 | 20 |
| 3 | 2 | 70 | 15 | 27 | 2 | 80 | 20 |
| 4 | 1.5 | 70 | 20 | 28 | 2.5 | 70 | 20 |
| 5 | 2 | 90 | 15 | 29 | 1.5 | 90 | 10 |
| 6 | 1.5 | 80 | 15 | 30 | 1.5 | 90 | 20 |
| 7 | 2 | 80 | 15 | 31 | 2 | 70 | 15 |
| 8 | 2 | 90 | 15 | 32 | 2.5 | 70 | 20 |
| 9 | 2.5 | 70 | 20 | 33 | 2 | 80 | 10 |
| 10 | 2.5 | 70 | 10 | 34 | 2.5 | 90 | 10 |
| 11 | 1.5 | 90 | 10 | 35 | 2 | 90 | 15 |
| 12 | 2 | 80 | 15 | 36 | 1.5 | 70 | 20 |
| 13 | 2 | 80 | 15 | 37 | 1.5 | 80 | 15 |
| 14 | 2.5 | 70 | 10 | 38 | 2 | 80 | 20 |
| 15 | 2 | 80 | 15 | 39 | 1.5 | 90 | 20 |
| 16 | 2 | 80 | 20 | 40 | 1.5 | 70 | 20 |
| 17 | 1.5 | 70 | 10 | 41 | 2 | 80 | 15 |
| 18 | 2 | 80 | 10 | 42 | 1.5 | 70 | 10 |
| 19 | 2.5 | 90 | 20 | 43 | 1.5 | 90 | 10 |
| 20 | 1.5 | 80 | 15 | 44 | 2.5 | 80 | 15 |
| 21 | 2 | 70 | 15 | 45 | 2.5 | 90 | 10 |
| 22 | 2 | 80 | 10 | 46 | 2.5 | 80 | 15 |
| 23 | 2.5 | 90 | 20 | 47 | 2.5 | 90 | 10 |
| 24 | 1.5 | 70 | 10 | 48 | 2.5 | 80 | 15 |
| Run | Actual Value (MPa) | Estimated Value (MPa) | Error (%) | Run | Actual Value (MPa) | Estimated Value (MPa) | Error (%) |
|---|---|---|---|---|---|---|---|
| 1 | 127 | 126.7825 | 1.2600 | 25 | 128 | 129.3212 | 1.2699 |
| 2 | 114 | 113.5608 | 1.1300 | 26 | 131 | 131.7027 | 1.2999 |
| 3 | 132 | 132.1597 | 1.3099 | 27 | 120 | 119.8225 | 1.1900 |
| 4 | 125 | 125.8852 | 1.2399 | 28 | 125 | 125.4881 | 1.2399 |
| 5 | 140 | 139.7595 | 1.3900 | 29 | 121 | 118.6683 | 1.2002 |
| 6 | 126 | 126.6249 | 1.2499 | 30 | 132 | 131.7027 | 1.3100 |
| 7 | 125 | 126.7825 | 1.2398 | 31 | 133 | 132.1597 | 1.3200 |
| 8 | 139 | 139.7595 | 1.3799 | 32 | 126 | 125.4882 | 1.2500 |
| 9 | 126 | 125.4881 | 1.2500 | 33 | 108 | 107.6981 | 1.0700 |
| 10 | 114 | 113.5608 | 1.1300 | 34 | 120 | 119.8915 | 1.1900 |
| 11 | 118 | 118.6682 | 1.1699 | 35 | 141 | 139.7595 | 1.4000 |
| 12 | 127 | 126.7825 | 1.2600 | 36 | 126 | 125.8851 | 1.2500 |
| 13 | 127 | 126.7825 | 1.26001 | 37 | 126 | 126.6249 | 1.2499 |
| 14 | 114 | 113.5608 | 1.1300 | 38 | 118 | 119.8225 | 1.1698 |
| 15 | 127 | 126.7826 | 1.2600 | 39 | 131 | 131.7027 | 1.2999 |
| 16 | 120 | 119.8225 | 1.1900 | 40 | 126 | 125.8851 | 1.2500 |
| 17 | 109 | 109.1891 | 1.0799 | 41 | 128 | 126.7826 | 1.2700 |
| 18 | 107 | 107.6981 | 1.0599 | 42 | 109 | 109.1891 | 1.0799 |
| 19 | 131 | 129.3211 | 1.3001 | 43 | 119 | 118.6683 | 1.1800 |
| 20 | 128 | 126.6249 | 1.2701 | 44 | 126 | 126.8605 | 1.2499 |
| 21 | 133 | 132.1597 | 1.3200 | 45 | 119 | 119.8915 | 1.1799 |
| 22 | 108 | 107.6981 | 1.0700 | 46 | 127 | 126.8605 | 1.2600 |
| 23 | 130 | 129.3211 | 1.2900 | 47 | 119 | 119.8915 | 1.1799 |
| 24 | 109 | 109.1891 | −1.0799 | 48 | 127 | 126.8605 | 1.2600 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 3390 | 8 | 424 | 311 | <0.0001 | *** |
| WR (x2) | 342 | 1 | 342 | 251 | <0.0001 | *** |
| AC (x3) | 1190 | 1 | 1190 | 875 | <0.0001 | *** |
| MR×WR (x1x2) | 8.63 | 1 | 8.63 | 6.34 | 0.0161 | * |
| MR×AC (x1x3) | 15.9 | 1 | 15.9 | 11.7 | 0.0015 | ** |
| WR×AC (x2x3) | 7.25 | 1 | 7.25 | 5.32 | 0.0264 | * |
| MR2 (x12) | 6.08 | 1 | 6.08 | 4.47 | 0.041 | * |
| WR2 (x22) | 695 | 1 | 695 | 510 | <0.0001 | *** |
| AC2 (x32) | 1510 | 1 | 1510 | 1110 | <0.0001 | *** |
| Lack of Fit | 23.4 | 6 | 3.91 | 4.35 | 0.244 | NS |
| Tra. | ANN | It. | Training | Testing | Validation | ||||||
| Algorithm * | Stru. | R2 | RMSE | MAPE | R2 | RMSE | MAPE | R2 | RMSE | MAPE | |
| trainlm trainscgtrainbr | 3-6-1 3-6-1 3-6-1 | 50 50 50 | 0.996 0.965 0.994 | 0.627 2.23 0.72 | 0.54 1.51 0.55 | 0.565 0.856 0.964 | 11.6 3.83 1.11 | 8.15 2.57 0.903 | 0.989 0.955 0.982 | 1.45 2.51 0.88 | 1.22 2.23 0.74 |
| Source Normalized | Multi-Objective Function (Based on Actual Values) | Nonlinear Constraint Function (Based on Estimated Values) | ||
|---|---|---|---|---|
| f(x1,x2) f(x1,x3) f(x2,x3) | 124 + 0.3333x1 + 3.267x2 − 5x12 − 0.8333x1x2 +4.667x22 129 + 0.3333x1 + 6.233x3 + 2265x12 − 0.8333x1x3 −10.9x32 127 + 3.267x2 + 6.233x3 + 8.856x22 − 0.75x2x3 − 13.98x32 | 1.25 + 0.3084x1 + 3.458x2 − 3.789x12 + 2.786x1x2 + 4.682x22 1.26 + 0.2001x1 + 6.2x3 + 1.602x12 − 3.145x1x3 − 10.33x32 1.26 + 3.448x2 + 6.298x3 + 7.839x22 − 0.5722x2x3 − 12.56x32 | ||
| Optimal coded and actual values of inputs with response for every source (function) | ||||
| Source | Input (x1, MR) | Input (x2, WR) | Input (x3, AC) | Opt. response value |
| f(x1,x2) f(x1,x3) f(x2,x3) | −0.754 (1.6215:1) | −0.233 (17.67%) | −0.988 (10.6%) | 120.249 112.806 106.727 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nazerian, M.; Karimi, J.; Torshizi, H.J.; Papadopoulos, A.N.; Hamedi, S.; Vatankhah, E. An Improved Optimization Model to Predict the MOR of Glulam Prepared by UF-Oxidized Starch Adhesive: A Hybrid Artificial Neural Network-Modified Genetic Algorithm Optimization Approach. Materials 2022, 15, 9074. https://doi.org/10.3390/ma15249074
Nazerian M, Karimi J, Torshizi HJ, Papadopoulos AN, Hamedi S, Vatankhah E. An Improved Optimization Model to Predict the MOR of Glulam Prepared by UF-Oxidized Starch Adhesive: A Hybrid Artificial Neural Network-Modified Genetic Algorithm Optimization Approach. Materials. 2022; 15(24):9074. https://doi.org/10.3390/ma15249074
Chicago/Turabian StyleNazerian, Morteza, Jalal Karimi, Hossin Jalali Torshizi, Antonios N. Papadopoulos, Sepideh Hamedi, and Elham Vatankhah. 2022. "An Improved Optimization Model to Predict the MOR of Glulam Prepared by UF-Oxidized Starch Adhesive: A Hybrid Artificial Neural Network-Modified Genetic Algorithm Optimization Approach" Materials 15, no. 24: 9074. https://doi.org/10.3390/ma15249074