
Investigation on Roles of Packing Density and Water Film Thickness in Synergistic Effects of Slag and Silica Fume
 ,
,
Abstract
:1. Introduction
2. Packing Density of Fine Particles
2.1. Wet Packing Test
2.2. LPM Model
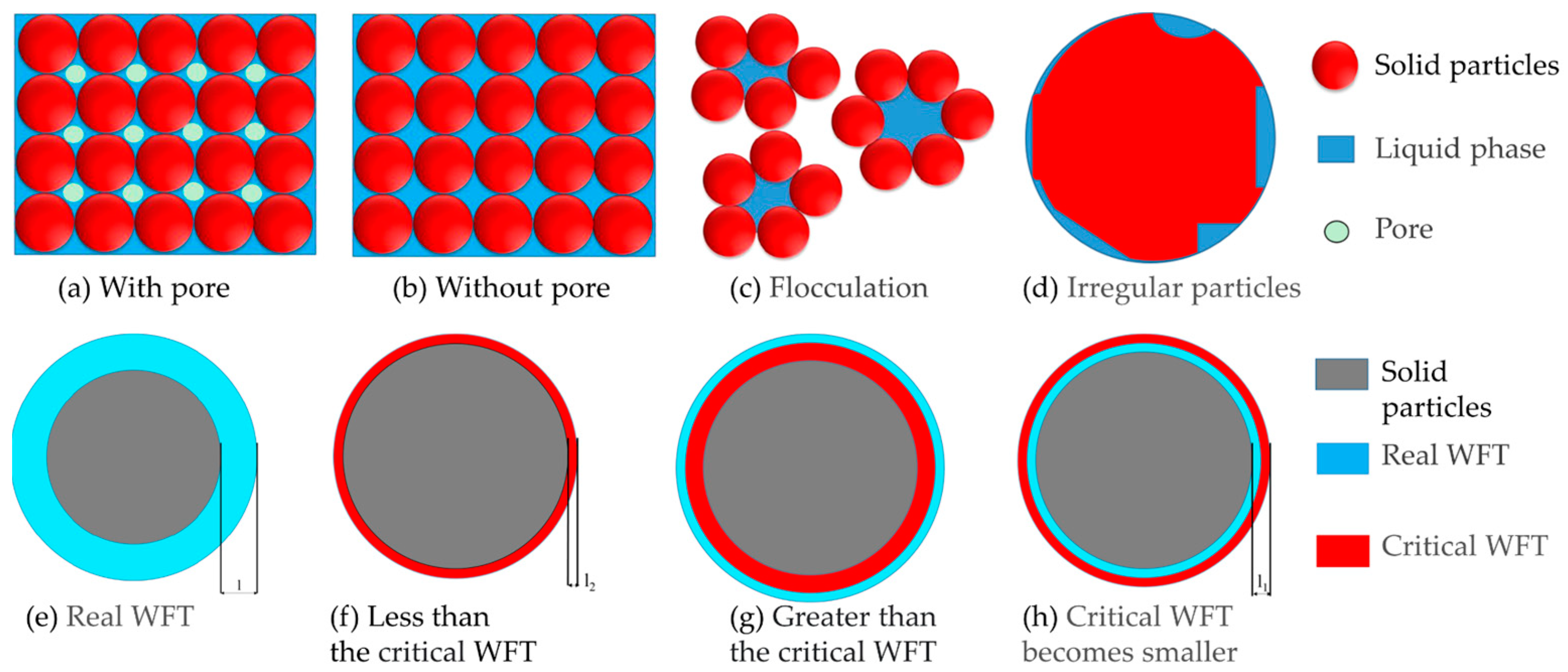
2.3. Water Film Thickness
3. Experimental
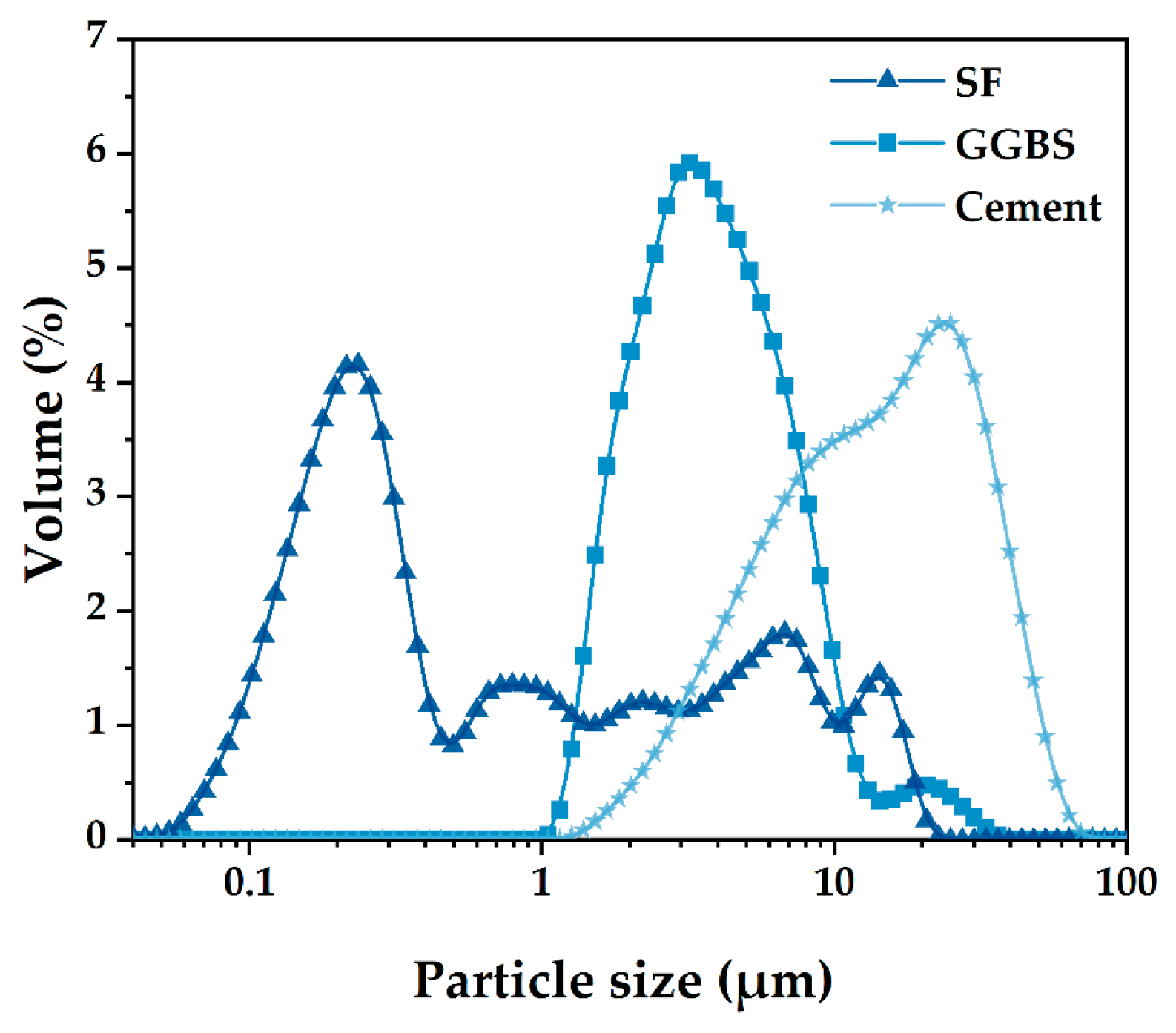
3.1. Materials
3.2. Mix Proportions
3.3. Test Methods
3.3.1. Packing Density
3.3.2. Fluidity
3.3.3. Setting Time
3.3.4. Compressive Strength
4. Results and Discussion
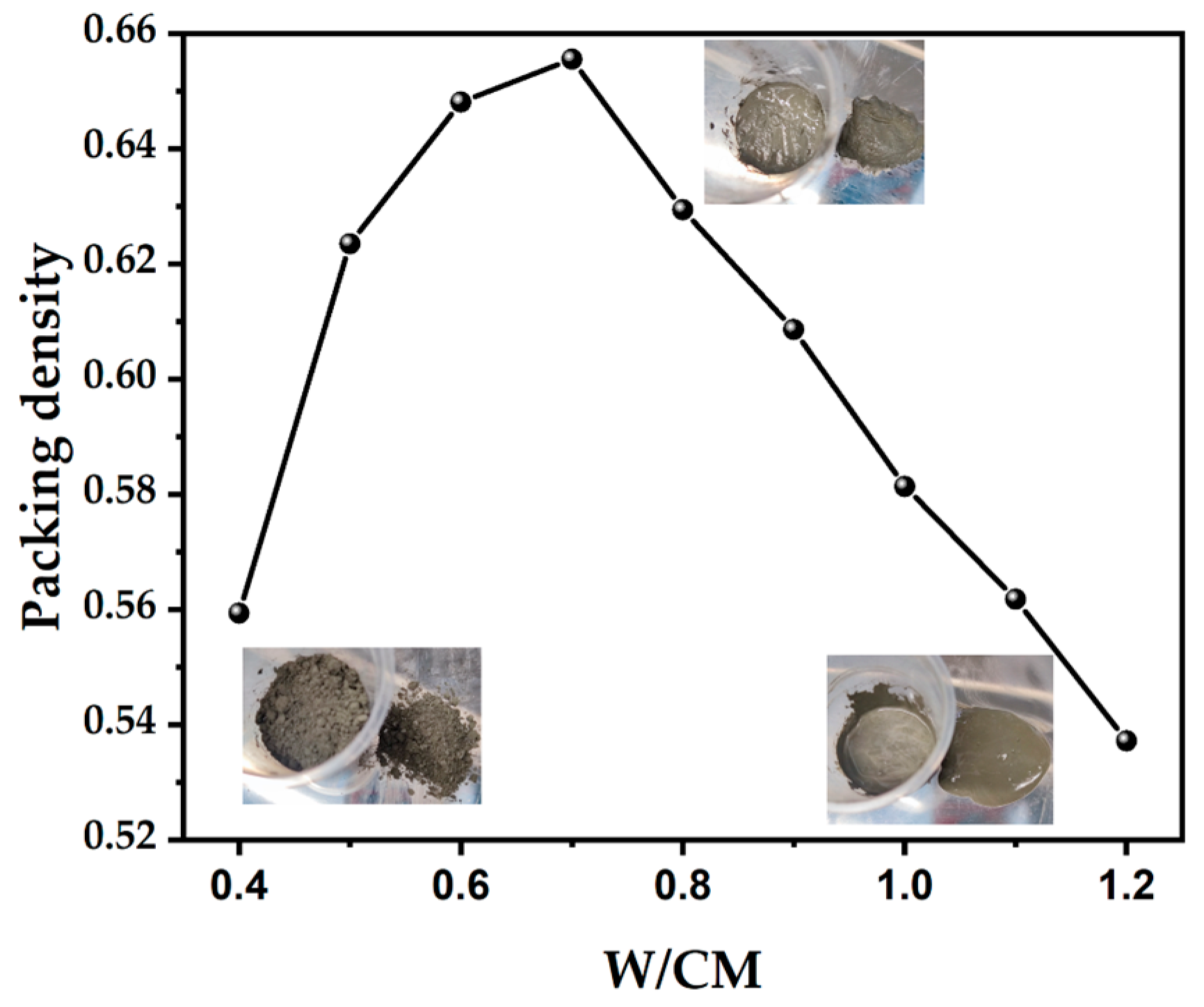
4.1. Packing Density and Voids Ratio
4.2. Water Film Thickness
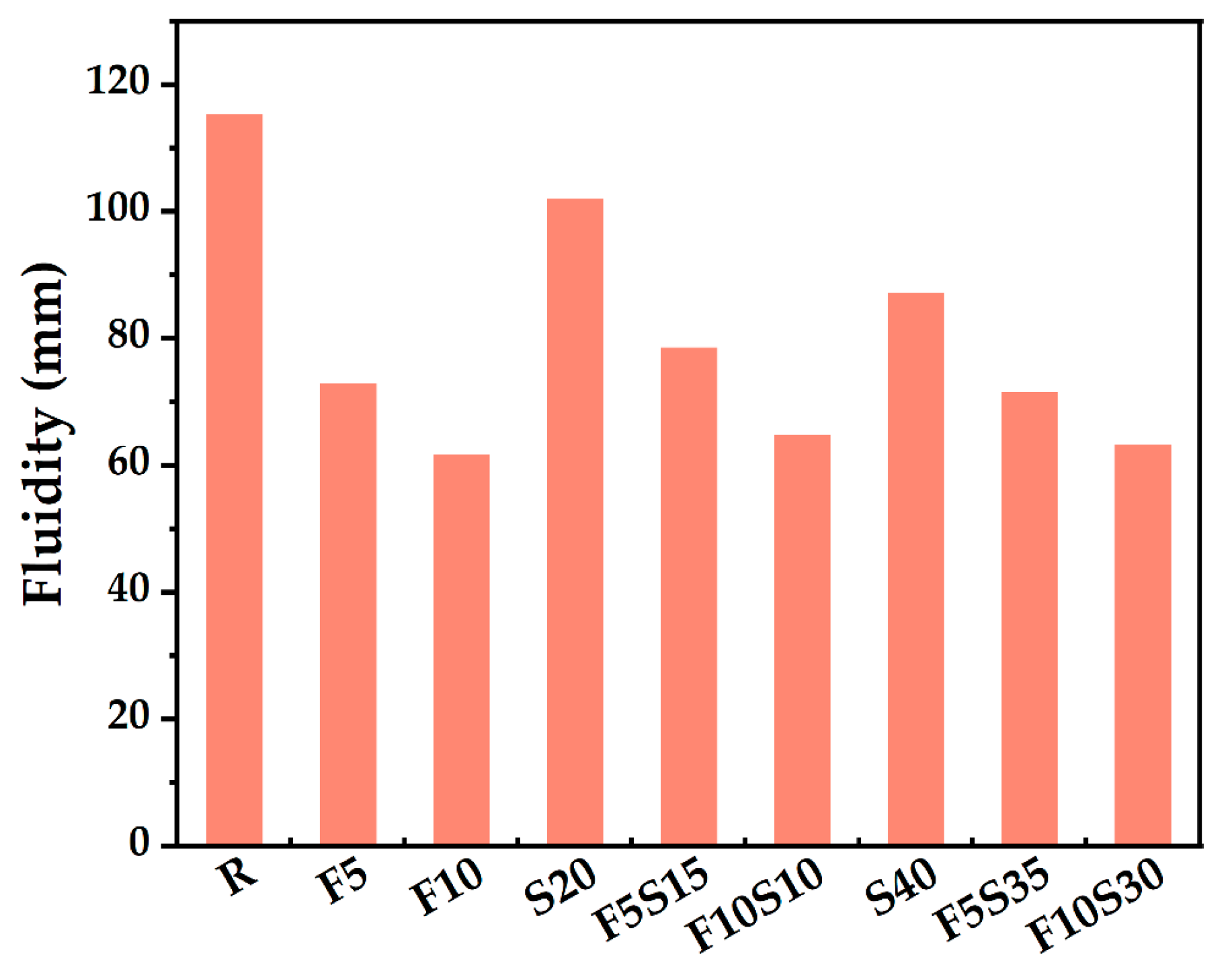
4.3. Fluidity
4.4. Setting Time
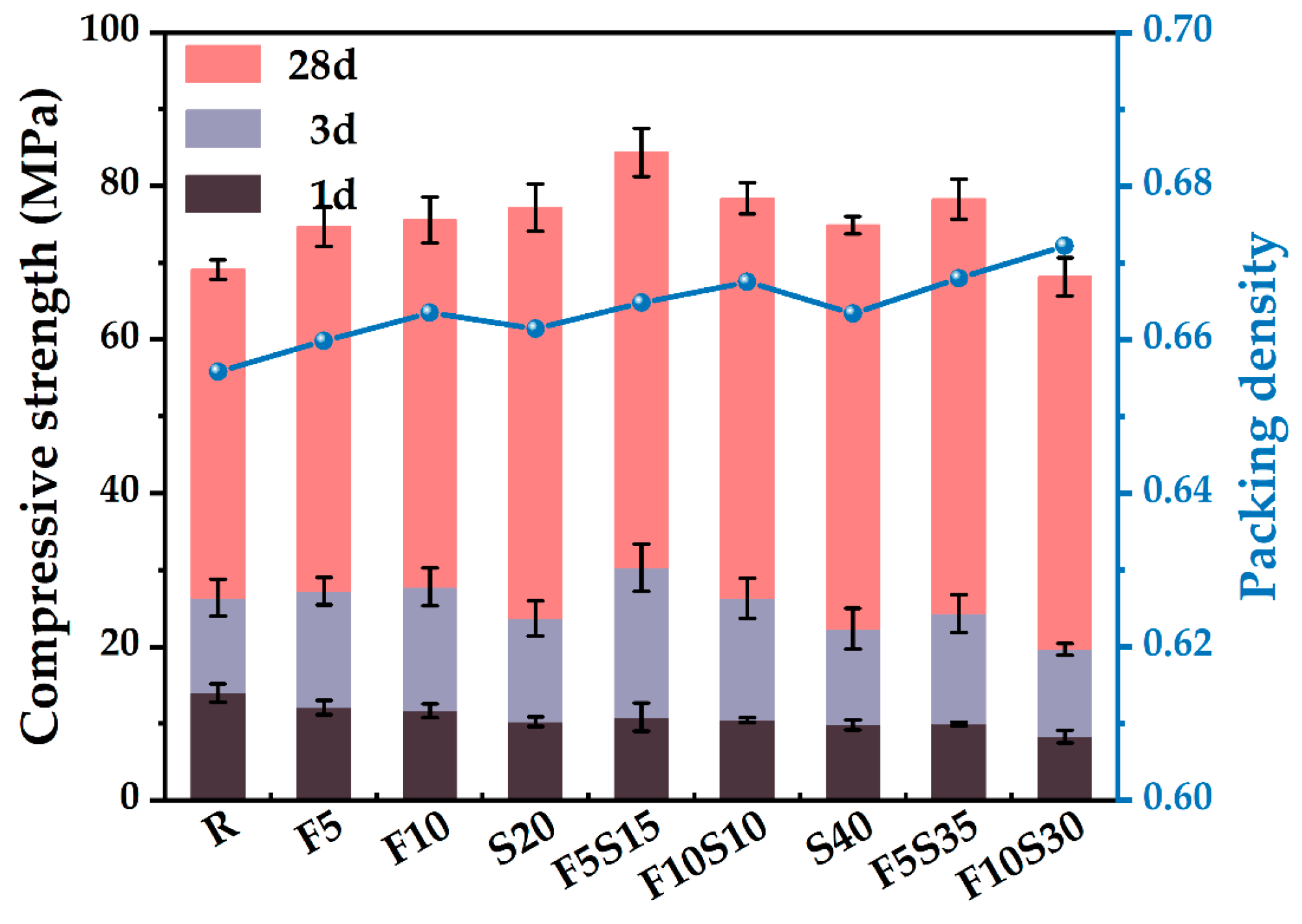
4.5. Compressive Strength
4.6. Discussion
5. Conclusions
- (1)
- The mixture has the largest wet PD when the W/CM ratio is 0.6–0.7 by wet PD test. The LPM model was used to calculate the theoretical PD and it was found that adding slag and silica fume can increase the PD, and the PD of F5S15 and F10S10 is larger.
- (2)
- By calculating the theoretical water film thickness of particles, it was found that the WFT of R is the largest, followed by S20 and S40, followed by F5Sx, and the smallest is F10Sx. The slag has little effect on the WFT of the particles, and the content of SF will directly affect the WFT of the particles.
- (3)
- The fluidity of mixtures containing 10% SF or 40% slag decreased significantly. The negative effect of SF on fluidity is more significant than that of slag. The addition of slag and silica fume increases the PD synergistically and improves the fluidity of the paste. F5S35 has the highest fluidity and F10 has the lowest fluidity. The flow spread diameter of fresh paste increases linearly with the increase in WFT, regardless of the influence of binder dosages and solid contents. A larger WFT provides better lubrication to increase the flowability. The addition of SF shortens the initial setting time, the slag will prolong the final setting time, and increasing PD is beneficial to shorten the setting time.
- (4)
- The SF has little effect on the early compressive strength, the slag reduces the early compressive strength, and both SF and slag promote the development of the later compressive strength. The PD of F5S15 reaches 0.6648, and the compressive strength reaches a maximum of 84.4 MPa. The blended materials improve the compressive strength by increasing the PD and exerting the nucleation effect and pozzolanic effect. Overall, the enhanced PD and altered WFT increased the workability and compressive strength. It seems that designing a ternary binder with suitable SCMs by considering the particle packing could compensate for the strength loss and generate equal performance while reducing the cement content.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| PD | Packing density |
| SF | Silica fume |
| WFT | Water film thickness |
| W/CM | Water to cementitious material (volume ratio) |
| W/B | Water to binder ratio (mass ratio) |
| LPM | Linear packing model |
| SSA | Specific surface area |
| OWD | Optimum water demand |
References
- Ouyang, X.; Wang, L.; Fu, J.; Xu, S.; Ma, Y. Surface Properties of Clay Brick Powder and Its Influence on Hydration and Strength Development of Cement Paste. Constr. Build. Mater. 2021, 300, 123958. [Google Scholar] [CrossRef]
- Wu, K.; Shi, H.; Xu, L.; Ye, G.; de Schutter, G. Microstructural Characterization of ITZ in Blended Cement Concretes and Its Relation to Transport Properties. Cem. Concr. Res. 2016, 79, 243–256. [Google Scholar] [CrossRef]
- Huang, T.; Li, B.; Yuan, Q.; Shi, Z.; Xie, Y.; Shi, C. Rheological Behavior of Portland Clinker-Calcium Sulphoaluminate Clinker-Anhydrite Ternary Blend. Cem. Concr. Compos. 2019, 104, 103403. [Google Scholar] [CrossRef]
- Shi, C.; Jiménez, A.F.; Palomo, A. New Cements for the 21st Century: The Pursuit of an Alternative to Portland Cement. Cem. Concr. Res. 2011, 41, 750–763. [Google Scholar] [CrossRef]
- Wu, K.; Shi, H.; Schutter, G.D.; Guo, X.; Ye, G. Preparation of Alinite Cement from Municipal Solid Waste Incineration Fly Ash. Cem. Concr. Compos. 2012, 34, 322–327. [Google Scholar] [CrossRef]
- Wu, K.; Shi, H.; Guo, X. Utilization of Municipal Solid Waste Incineration Fly Ash for Sulfoaluminate Cement Clinker Production. Waste Manag. 2011, 31, 2001–2008. [Google Scholar] [CrossRef] [PubMed]
- Lothenbach, B.; Scrivener, K.; Hooton, R.D. Supplementary Cementitious Materials. Cem. Concr. Res. 2011, 41, 1244–1256. [Google Scholar] [CrossRef]
- Wu, K.; Han, H.; Rößler, C.; Xu, L.; Ludwig, H.M. Rice Hush Ash as Supplementary Cementitious Material for Calcium Aluminate Cement—Effects on Strength and Hydration. Constr. Build. Mater. 2021, 302, 124198. [Google Scholar] [CrossRef]
- Xu, L.; Yang, K.; Kang, W.; Hecker, A.; Wu, K.; Ludwig, H.M. A Comparative Physio-Chemical Study of Steel Slag Blended Cementitious Materials in Presence of Hydroxyethyl Methyl Cellulose. Constr. Build. Mater. 2022, 342, 127940. [Google Scholar] [CrossRef]
- Yang, Z.; Li, Q.; Liu, M.; Xue, N.; Yu, L.; Xu, L.; Wu, K. Efflorescence Inhibition and Microstructure Evolution of Portland Cement-Based Artificial Stone Induced by Mineral Additives. Case Stud. Constr. Mater. 2022, 17, e01509. [Google Scholar] [CrossRef]
- Singh, M.; Choudhary, K.; Srivastava, A.; Singh Sangwan, K.; Bhunia, D. A Study on Environmental and Economic Impacts of Using Waste Marble Powder in Concrete. J. Build. Eng. 2017, 13, 87–95. [Google Scholar] [CrossRef]
- Ting, L.; Qiang, W.; Shiyu, Z. Effects of Ultra-Fine Ground Granulated Blast-Furnace Slag on Initial Setting Time, Fluidity and Rheological Properties of Cement Pastes. Powder Technol. 2019, 345, 54–63. [Google Scholar] [CrossRef]
- Chen, J.J.; Kwan, A.K.H. Superfine Cement for Improving Packing Density, Rheology and Strength of Cement Paste. Cem. Concr. Compos. 2012, 34, 1–10. [Google Scholar] [CrossRef]
- Chu, S.H.; Chen, J.J.; Li, L.G.; Ng, P.L.; Kwan, A.K.H. Roles of Packing Density and Slurry Film Thickness in Synergistic Effects of Metakaolin and Silica Fume. Powder Technol. 2021, 387, 575–583. [Google Scholar] [CrossRef]
- Schröfl, C.; Gruber, M.; Plank, J. Preferential Adsorption of Polycarboxylate Superplasticizers on Cement and Silica Fume in Ultra-High Performance Concrete (UHPC). Cem. Concr. Res. 2012, 42, 1401–1408. [Google Scholar] [CrossRef]
- Vijayarethinam, N. Silica Fume Applications. World Cem. 2009, 40, 97–100. [Google Scholar]
- Khayat, K.H.; Meng, W.; Vallurupalli, K.; Teng, L. Rheological Properties of Ultra-High-Performance Concrete—An Overview. Cem. Concr. Res. 2019, 124, 105828. [Google Scholar] [CrossRef]
- Ferdosian, I.; Camões, A. Eco-Efficient Ultra-High Performance Concrete Development by Means of Response Surface Methodology. Cem. Concr. Compos. 2017, 84, 146–156. [Google Scholar] [CrossRef]
- Siddique, R. Utilization of Silica Fume in Concrete: Review of Hardened Properties. Resour. Conserv. Recycl. 2011, 55, 923–932. [Google Scholar] [CrossRef]
- Chen, J.J.; Fung, W.W.S.; Kwan, A.K.H. Effects of CSF on Strength, Rheology and Cohesiveness of Cement Paste. Constr. Build. Mater. 2012, 35, 979–987. [Google Scholar] [CrossRef]
- Chen, J.J.; Ng, P.L.; Chu, S.H.; Guan, G.X.; Kwan, A.K.H. Ternary Blending with Metakaolin and Silica Fume to Improve Packing Density and Performance of Binder Paste. Constr. Build. Mater. 2020, 252, 119031. [Google Scholar] [CrossRef]
- Chen, J.J.; Ng, P.L.; Li, L.G.; Kwan, A.K.H. Use of Superfine Zeolite in Conjunction with Silica Fume—Effects on Rheology and Strength of Cementitious Paste. Powder Technol. 2018, 328, 75–83. [Google Scholar] [CrossRef]
- Celik, I.B. The Effects of Particle Size Distribution and Surface Area upon Cement Strength Development. Powder Technol. 2009, 188, 272–276. [Google Scholar] [CrossRef]
- Shi, Y.; Matsui, I.; Feng, N. Effect of Compound Mineral Powders on Workability and Rheological Property of HPC. Cem. Concr. Res. 2002, 32, 71–78. [Google Scholar] [CrossRef]
- Mehdipour, I.; Khayat, K.H. Effect of Particle-Size Distribution and Specific Surface Area of Different Binder Systems on Packing Density and Flow Characteristics of Cement Paste. Cem. Concr. Compos. 2017, 78, 120–131. [Google Scholar] [CrossRef]
- Zhu, Z.; Wang, Z.; Xu, L.; Zhou, Y.; Chen, Y.; Wu, K.; de Schutter, G. Synthesis and Characterization of an Intermediate for C-S-H Structure Tailoring. Cem. Concr. Res. 2022, 160, 106923. [Google Scholar] [CrossRef]
- Wang, Z.; Chen, Y.; Xu, L.; Zhu, Z.; Zhou, Y.; Pan, F.; Wu, K. Insight into the Local C-S-H Structure and Its Evolution Mechanism Controlled by Curing Regime and Ca/Si Ratio. Constr. Build. Mater. 2022, 333, 127388. [Google Scholar] [CrossRef]
- Aïtcin, P. Improving the sustainability of high performance concrete. In Proceedings of the 9th International Symposium on High Performance Concrete—Design, Verification and Utilization, Rotorua, New Zealand, 9–11 August 2011. [Google Scholar]
- Qiu, J.; Guo, Z.; Yang, L.; Jiang, H.; Zhao, Y. Effects of Packing Density and Water Film Thickness on the Fluidity Behaviour of Cemented Paste Backfill. Powder Technol. 2020, 359, 27–35. [Google Scholar] [CrossRef]
- Ye, H.; Gao, X.; Wang, R.; Wang, H. Relationship among Particle Characteristic, Water Film Thickness and Flowability of Fresh Paste Containing Different Mineral Admixtures. Constr. Build. Mater. 2017, 153, 193–201. [Google Scholar] [CrossRef]
- Li, L.G.; Kwan, A.K.H. Effects of Superplasticizer Type on Packing Density, Water Film Thickness and Flowability of Cementitious Paste. Constr. Build. Mater. 2015, 86, 113–119. [Google Scholar] [CrossRef]
- Wong, H.H.C.; Kwan, A.K.H. Packing Density of Cementitious Materials: Part 1—Measurement Using a Wet Packing Method. Mater. Struct. 2008, 41, 689–701. [Google Scholar] [CrossRef]
- Jones, M.R.; Zheng, L.; Newlands, M.D. Comparison of Particle Packing Models for Proportioning Concrete Constitutents for Minimum Voids Ratio. Mater. Struct. 2002, 35, 301–309. [Google Scholar] [CrossRef]
- Stovall, T.; de Larrard, F.; Buil, M. Linear Packing Density Model of Grain Mixtures. Powder Technol. 1986, 48, 1–12. [Google Scholar] [CrossRef]
- Hou, L.; Li, J.; Lu, Z.; Niu, Y. Influence of Foaming Agent on Cement and Foam Concrete. Constr. Build. Mater. 2021, 280, 122399. [Google Scholar] [CrossRef]
- Liu, H.; Sun, X.; Du, H.; Lu, H.; Ma, Y.; Shen, W.; Tian, Z. Effects and Threshold of Water Film Thickness on Multi-Mineral Cement Paste. Cem. Concr. Compos. 2020, 112, 103677. [Google Scholar] [CrossRef]
- Zhang, Z.; Feng, Q.; Zhu, W.; Lin, X.; Chen, K.; Yin, W.; Lu, C. Influence of Sand-Cement Ratio and Polycarboxylate Superplasticizer on the Basic Properties of Mortar Based on Water Film Thickness. Materials 2021, 14, 4850. [Google Scholar] [CrossRef]
- Kwan, A.K.H.; Wong, H.H.C. Effects of Packing Density, Excess Water and Solid Surface Area on Flowability of Cement Paste. Adv. Cem. Res. 2008, 20, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Yu, L.; Yang, F.; Xu, L.; Wu, K.; De Schutter, G.; Yang, Z. Effect of Steel Fiber Distribution on the Mechanical Properties of UHPC Caused by Vehicle-Bridge Coupling Vibration. Compos. Part B Eng. 2022, 245, 110201. [Google Scholar] [CrossRef]
- Wong, H.H.C.; Kwan, A.K.H. Rheology of Cement Paste: Role of Excess Water to Solid Surface Area Ratio. J. Mater. Civ. Eng. 2008, 20, 189–197. [Google Scholar] [CrossRef]
- GB/T 8077-2012; Methods for Testing Uniformity of Concrete Admixture. China Standard Press: Beijing, China, 2012.
- GB/T 1346-2011; Test Methods for Water Requirement of Normal Consistency, Setting Time and Soundness of the Portland Cements. China Standard Press: Beijing, China, 2011.
- Wu, K.; Long, J.; Xu, L.; de Schutter, G. A Study on the Chloride Diffusion Behavior of Blended Cement Concrete in Relation to Aggregate and ITZ. Constr. Build. Mater. 2019, 223, 1063–1073. [Google Scholar] [CrossRef]
- ASTM C109; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars. ASTM International: West Conshohocken, PA, USA, 2016.
- Zhang, T.; Chen, D.; Zhang, Y.; Wang, Y.; Zhou, H. Packing Characteristics of Sub-Micron Particles under van Der Waals Force and Electrostatic Force via Discrete Element Method. Powder Technol. 2022, 407, 117668. [Google Scholar] [CrossRef]
- Lai, M.H.; Griffith, A.M.; Hanzic, L.; Wang, Q.; Ho, J.C.M. Interdependence of Passing Ability, Dilatancy and Wet Packing Density of Concrete. Constr. Build. Mater. 2021, 270, 121440. [Google Scholar] [CrossRef]
- Wu, K.; Hu, Y.; Zhang, L.; Xu, L.; Yang, Z. Promoting the Sustainable Fabrication of Bricks from Municipal Sewage Sludge through Modifying Calcination: Microstructure and Performance Characterization. Constr. Build. Mater. 2022, 324, 126401. [Google Scholar] [CrossRef]
- Wang, X.; Gong, C.; Lei, J.; Dai, J.; Lu, L.; Cheng, X. Effect of Silica Fume and Nano-Silica on Hydration Behavior and Mechanism of High Sulfate Resistance Portland Cement. Constr. Build. Mater. 2021, 279, 122481. [Google Scholar] [CrossRef]
- Qin, Z.; Zhou, S.; Ma, C.; Long, G.; Xie, Y.; Chen, B. Roles of Metakaolin in Magnesium Phosphate Cement: Effect of the Replacement Ratio of Magnesia by Metakaolin with Different Particle Sizes. Constr. Build. Mater. 2019, 227, 116675. [Google Scholar] [CrossRef]
- Yu, R.; Zhang, X.; Hu, Y.; Li, J.; Zhou, F.; Liu, K.; Zhang, J.; Wang, J.; Shui, Z. Development of a Rapid Hardening Ultra-High Performance Concrete (R-UHPC): From Macro Properties to Micro Structure. Constr. Build. Mater. 2022, 329, 127188. [Google Scholar] [CrossRef]
- Lee, N.; Jeong, Y.; Kang, H.; Moon, J. Heat-Induced Acceleration of Pozzolanic Reaction Under Restrained Conditions and Consequent Structural Modification. Materials 2020, 13, 2950. [Google Scholar] [CrossRef]
- Hu, J.; Ge, Z.; Wang, K. Influence of Cement Fineness and Water-to-Cement Ratio on Mortar Early-Age Heat of Hydration and Set Times. Constr. Build. Mater. 2014, 50, 657–663. [Google Scholar] [CrossRef]
- Lu, Z.; Lu, J.; Liu, Z.; Sun, Z.; Stephan, D. Influence of Water to Cement Ratio on the Compatibility of Polycarboxylate Superplasticizer with Portland Cement. Constr. Build. Mater. 2022, 341, 127846. [Google Scholar] [CrossRef]
- Yang, J.; Zeng, J.; He, X.; Hu, H.; Su, Y.; Bai, H.; Tan, H. Eco-Friendly UHPC Prepared from High Volume Wet-Grinded Ultrafine GGBS Slurry. Constr. Build. Mater. 2021, 308, 125057. [Google Scholar] [CrossRef]
- Hussain, I.; Ali, B.; Rashid, M.U.; Amir, M.T.; Riaz, S.; Ali, A. Engineering Properties of Factory Manufactured Paving Blocks Utilizing Steel Slag as Cement Replacement. Case Stud. Constr. Mater. 2021, 15, e00755. [Google Scholar] [CrossRef]
- Yu, R.; Zhou, F.; Yin, T.; Wang, Z.; Ding, M.; Liu, Z.; Leng, Y.; Gao, X.; Shui, Z. Uncovering the Approach to Develop Ultra-High Performance Concrete (UHPC) with Dense Meso-Structure Based on Rheological Point of View: Experiments and Modeling. Constr. Build. Mater. 2021, 271, 121500. [Google Scholar] [CrossRef]
- Shah, H.A.; Yuan, Q.; Zuo, S. Air Entrainment in Fresh Concrete and Its Effects on Hardened Concrete—A Review. Constr. Build. Mater. 2021, 274, 121835. [Google Scholar] [CrossRef]
- Hemalatha, T.; Ramaswamy, A. A Review on Fly Ash Characteristics—Towards Promoting High Volume Utilization in Developing Sustainable Concrete. J. Clean. Prod. 2017, 147, 546–559. [Google Scholar] [CrossRef]
- Zhou, Y.; Wang, Z.; Zhu, Z.; Chen, Y.; Zhou, L.; Xu, L.; Wu, K. Time-Varying Structure Evolution and Mechanism Analysis of Alite Particles Hydrated in Restricted Space. Constr. Build. Mater. 2022, 341, 127829. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compositions | CaO | SiO2 | Al2O3 | Fe2O3 | MgO | SO3 | LOI |
|---|---|---|---|---|---|---|---|
| OPC | 65.00 | 20.90 | 4.56 | 3.23 | 0.65 | 2.65 | 3.01 |
| slag | 44.05 | 32.95 | 14.46 | 0.61 | 5.45 | 0.63 | 1.85 |
| SF | 0.16 | 98.23 | 0.32 | - | 0.12 | 0.62 | 0.55 |
| Groups | Cement | Silica Fume | Slag |
|---|---|---|---|
| R | 100 | 0 | 0 |
| F5 | 95 | 5 | 0 |
| F10 | 90 | 10 | 0 |
| S20 | 80 | 0 | 20 |
| S40 | 60 | 0 | 40 |
| F5S15 | 80 | 5 | 15 |
| F10S10 | 80 | 10 | 10 |
| F5S35 | 60 | 5 | 35 |
| F10S30 | 60 | 10 | 30 |
| Group | Initial Setting Time | Final Setting Time | Time Difference |
|---|---|---|---|
| R | 125 | 190 | 65 |
| F5 | 110 | 190 | 80 |
| F10 | 120 | 200 | 80 |
| S20 | 140 | 215 | 75 |
| F5S15 | 120 | 200 | 80 |
| F10S10 | 130 | 220 | 90 |
| S40 | 150 | 240 | 90 |
| F5S35 | 130 | 225 | 95 |
| F10S30 | 145 | 250 | 105 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Y.; Dong, X.; Zhou, Z.; Long, J.; Lu, G.; Lei, H. Investigation on Roles of Packing Density and Water Film Thickness in Synergistic Effects of Slag and Silica Fume. Materials 2022, 15, 8978. https://doi.org/10.3390/ma15248978
Zhao Y, Dong X, Zhou Z, Long J, Lu G, Lei H. Investigation on Roles of Packing Density and Water Film Thickness in Synergistic Effects of Slag and Silica Fume. Materials. 2022; 15(24):8978. https://doi.org/10.3390/ma15248978
Chicago/Turabian StyleZhao, Yunchuan, Xuming Dong, Zicun Zhou, Jiangfeng Long, Guoyun Lu, and Honggang Lei. 2022. "Investigation on Roles of Packing Density and Water Film Thickness in Synergistic Effects of Slag and Silica Fume" Materials 15, no. 24: 8978. https://doi.org/10.3390/ma15248978