
Study on Residual Stress and Optimization of Welding Parameters in Linear Friction Welding of TC17 Titanium Alloy

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
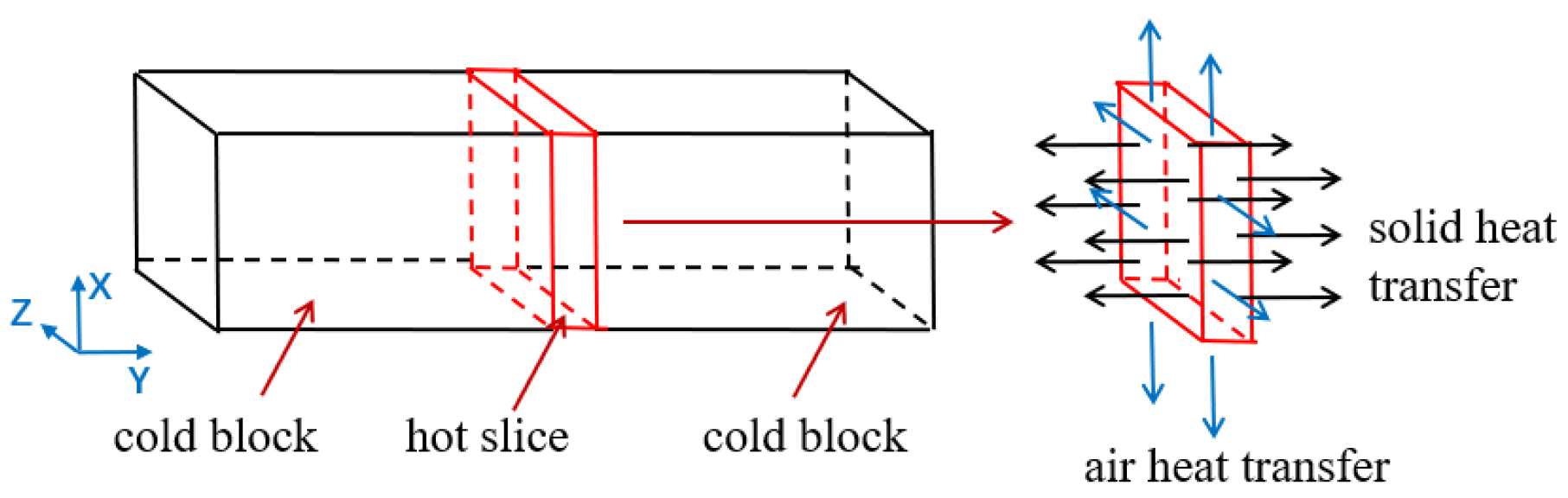
2.2.1. Finite Element Model
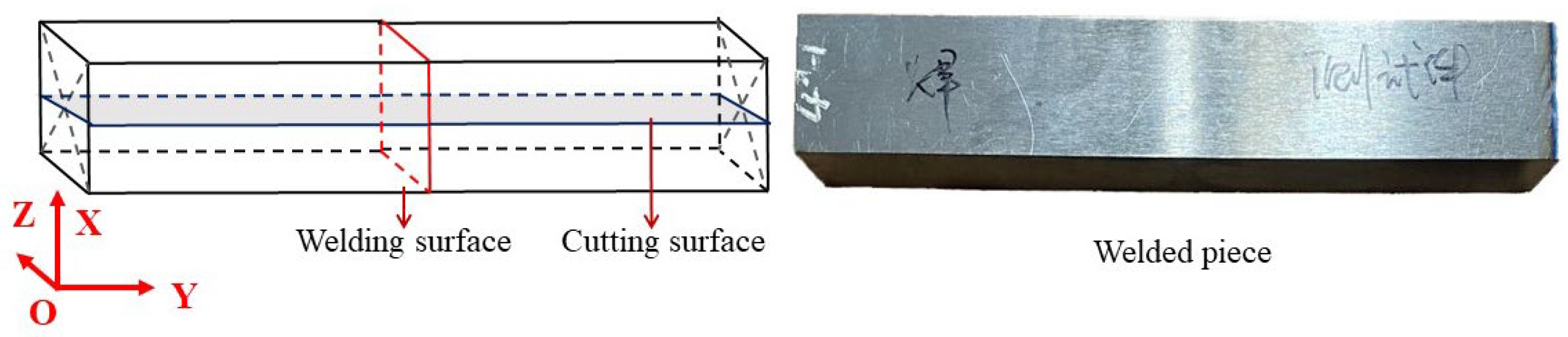
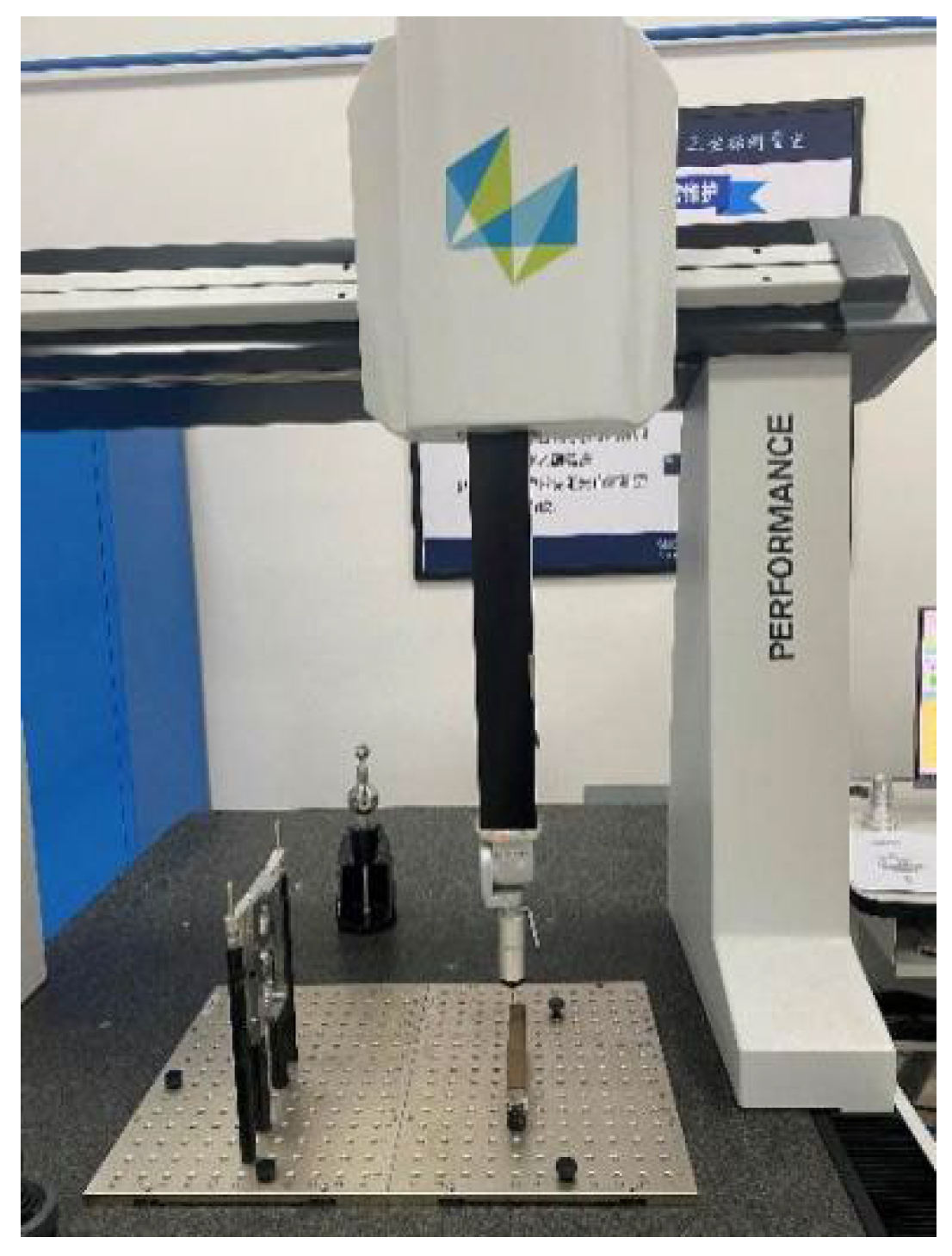
2.2.2. Experiment
3. Results and Discussions
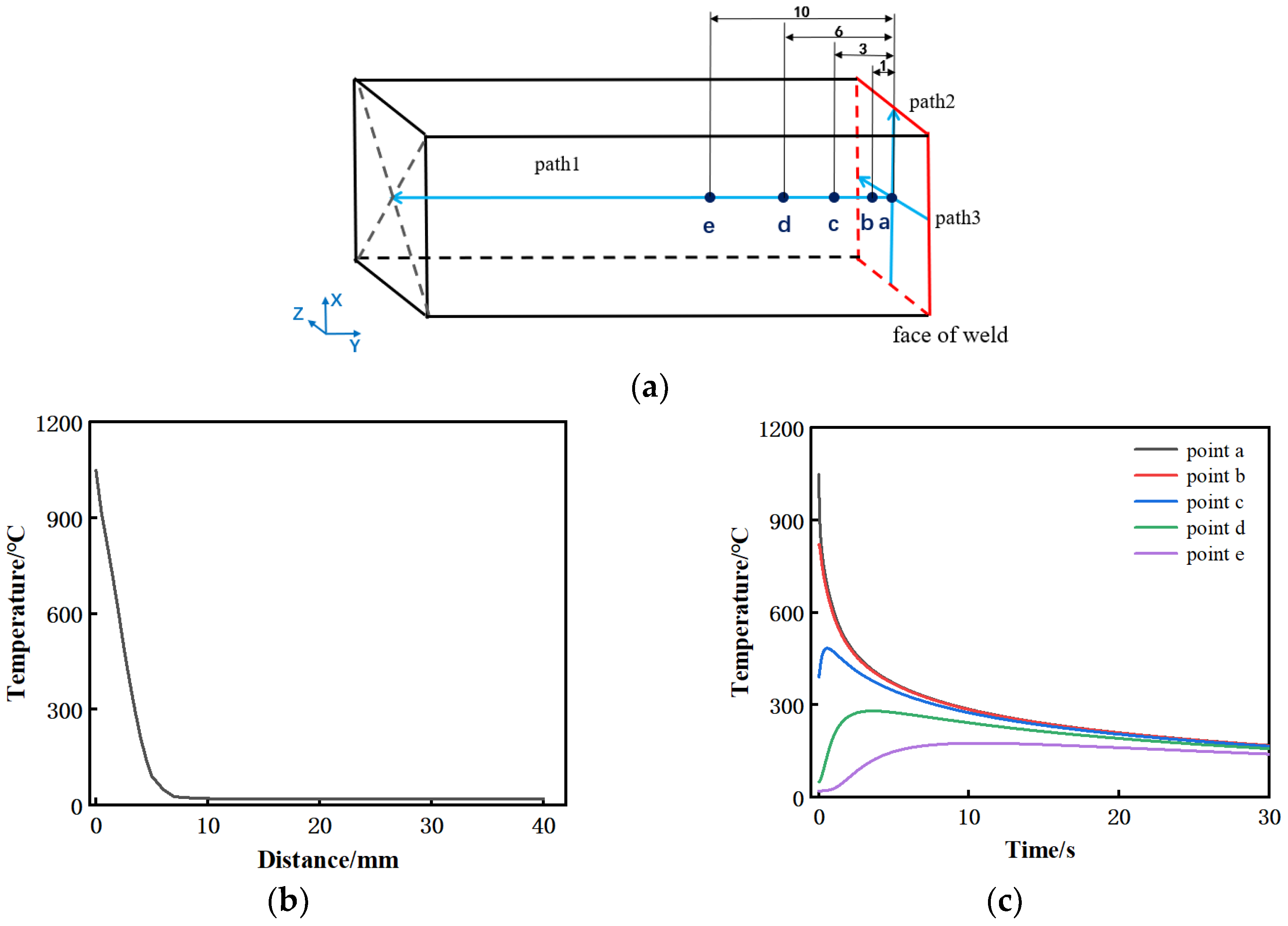
3.1. Evolution of the Temperature and Its Influence on Stress
3.2. Evolution of the Stress
3.3. Optimization of Welding Process Parameters and Verification
3.3.1. Optimization of Welding Process Parameters
3.3.2. Experimental Verification
4. Conclusions
- (1)
- In the LFW process, the maximum temperature on the welding surface was up to 1000 °C, and the width of high-temperature zone was about 1.5 mm–2 mm.
- (2)
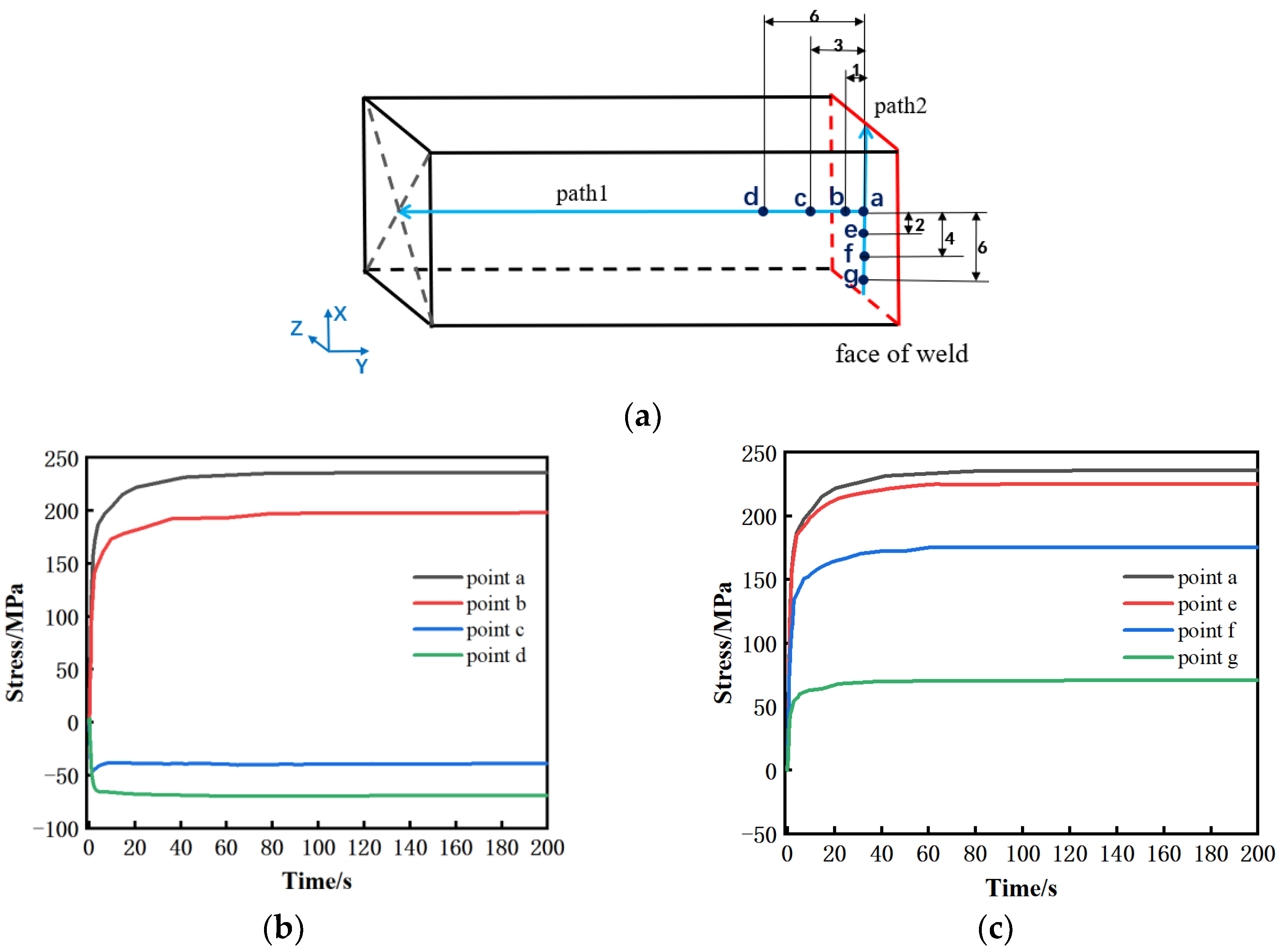
- At the first second of cooling, the stress increased rapidly to 118 MPa, which reached half of the final maximum residual stress of 240 MPa. The stress increased slowly from the 5th to the 20th second of cooling, and the residual stress was basically stable at the 20th second.
- (3)
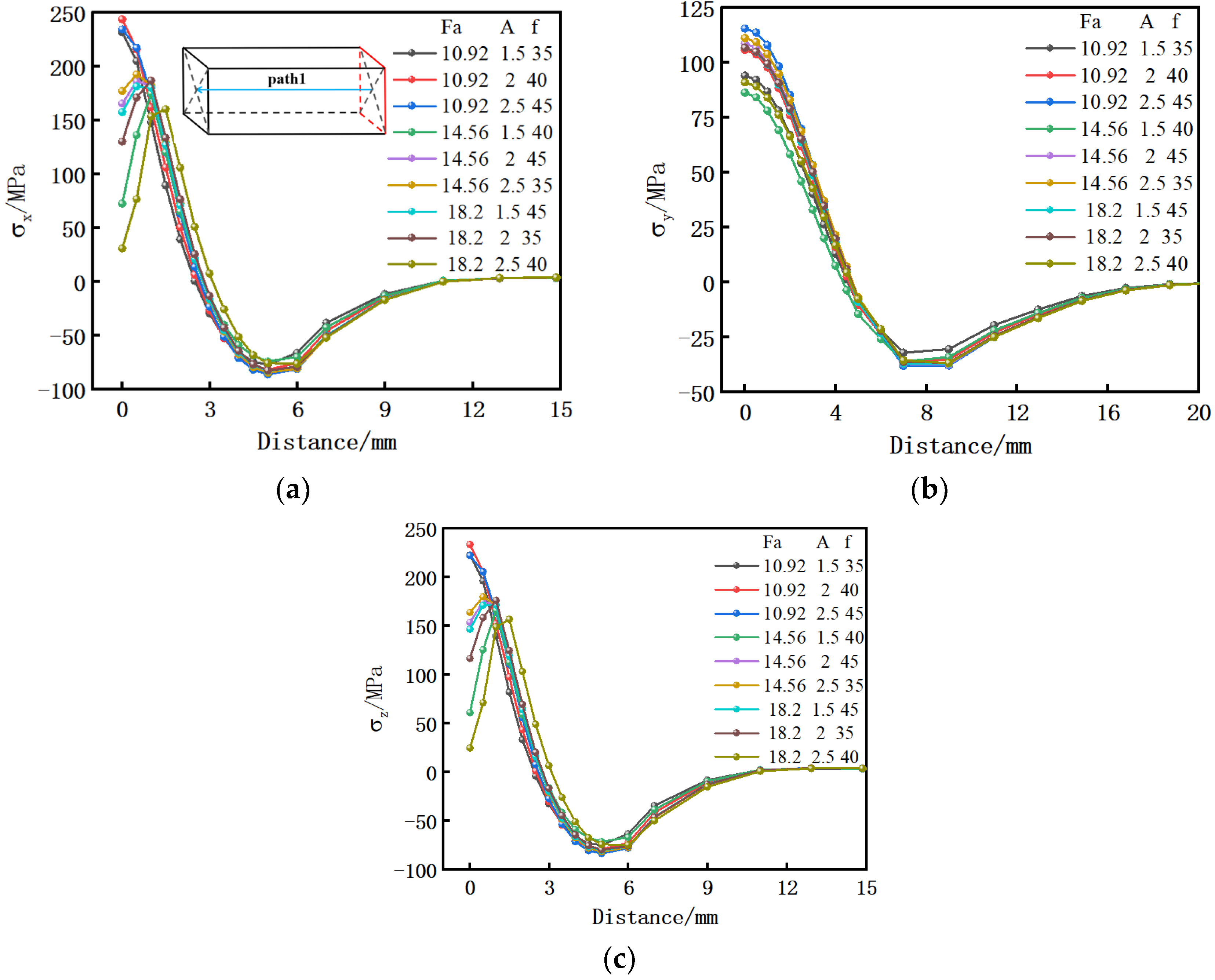
- The greater residual stress was caused by the faster cooling rate. In the first second of the cooling process, the average cooling rates in the lengthwise, widthwise, and the normal direction of the welding surface were 456 °C/s, 448 °C/s, and 232 °C/s, respectively. Therefore, the residual stress was the largest in the lengthwise direction, followed by the widthwise direction, and the smallest in the normal direction.
- (4)
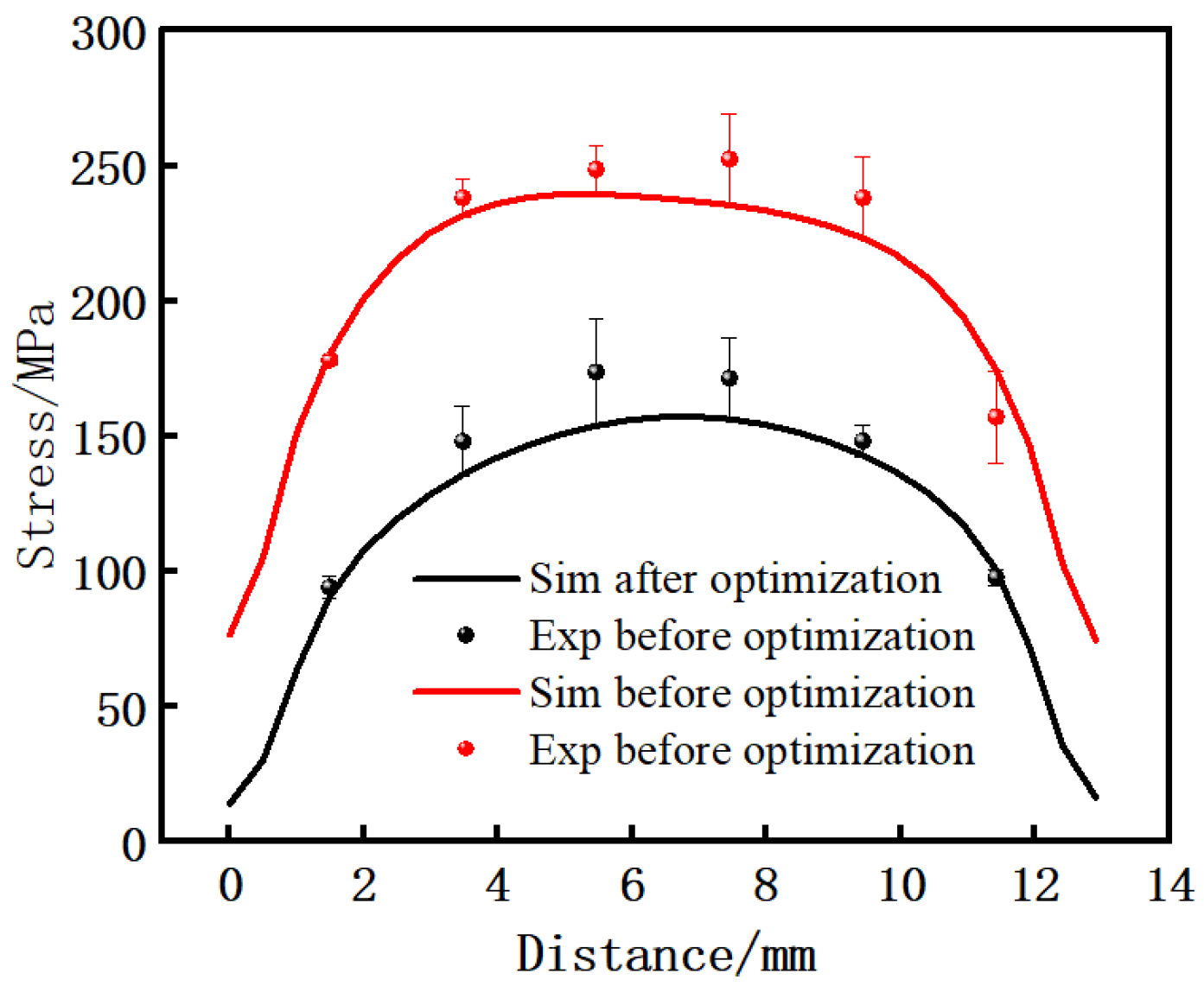
- The welding parameters affected the magnitude of the residual stresses generated due to LFW. The upsetting force played a dominant role in the variation of residual stress compared to the amplitude and vibration frequency. The maximum residual stress after welding could be reduced by about 70 MPa, which meant a reduction of 30%, when the optimum process parameters with an upsetting force of 18.2 kN, amplitude of 2.5 mm, and vibration frequency of 40 Hz were adopted.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Smith, M.; Bichler, L.; Gholipour, J.; Wanjara, P. Mechanical properties and microstructural evolution of in-service Inconel 718 superalloy repaired by linear friction welding. Int. J. Adv. Manuf. Technol. 2016, 90, 1931–1946. [Google Scholar] [CrossRef]
- Song, C.B.; Lin, T.S.; He, P.; Jiao, Z.; Tao, J.; Ji, Y.J. Molecular dynamics simulation of linear friction welding between dissimilar Ti-based alloys. Comp. Mater. Sci. 2014, 83, 35–38. [Google Scholar] [CrossRef]
- Ji, S.D.; Wang, Y.; Liu, J.G.; Meng, X.C.; Tao, J.; Zhang, T.C. Effects of welding parameters on material flow behavior during linear friction welding of Ti-6Al-4V titanium alloy by numerical investigation. Int. J. Adv. Manuf. Technol. 2016, 82, 938–972. [Google Scholar] [CrossRef]
- Li, X.H.; He, J.C.; Zhang, T.C.; Tao, J.; Li, J.; Zhang, Y.H. Effect of heat treatment on the microstructure and properties of a Ti3Al linear friction welding joint. Materials 2019, 12, 1159. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tao, B.H.; Li, Q.; Zhang, Y.H.; Zhang, T.C.; Liu, Y. Effects of post-weld heat treatment on fracture toughness of linear friction welded joint for dissimilar titanium alloys. Mater. Sci. Eng. A 2015, 634, 141–146. [Google Scholar] [CrossRef]
- Withers, P.J.; Bhadeshia, H.K.D.H. Residual stress Part II—Nature and origins. Mater. Sci. Technol. 2001, 17, 366–375. [Google Scholar] [CrossRef]
- Sonsino, C.M. Effect of residual stresses on the fatigue behavior of welded joints depending on loading conditions and weld geometry. Int. J. Fatigue 2009, 31, 88–101. [Google Scholar] [CrossRef]
- Capello, E. Residual stresses in turning: Part I: Influence of process parameters. J. Mater. Process. Technol. 2005, 160, 221–228. [Google Scholar] [CrossRef]
- Vairis, A.; Frost, M. Modelling the linear friction welding of titanium blocks. Mater. Sci. Eng. A 2000, 292, 8–17. [Google Scholar] [CrossRef]
- Jun, T.S.; Song, X.; Rotundo, F.; Ceschini, L.; Morri, A.; Threadgill, P.; Korsunsky, A.M. Numerical and Experimental Study of Residual Stresses in a Linear Friction Welded Al-SiCp Composite. Adv. Mat. Res. 2010, 89–91, 268–274. [Google Scholar]
- Jedrasiak, P.; Shercliff, H.R.; Mcandrew, A.R. Thermal modelling of linear friction welding. Mater. Des. 2018, 156, 362–369. [Google Scholar] [CrossRef]
- Song, X.; Xie, M.; Hofmann, F.; Jun, T.S.; Connolley, T.; Reinhard, C. Residual stresses in linear friction welding of aluminum alloys. Mater. Des. 2013, 50, 360–369. [Google Scholar] [CrossRef]
- Bühr, C.; Colegrove, P.A.; Mcandrew, A.R. A computationally efficient thermal modelling approach of the linear friction welding process. J. Mater. Process. Technol. 2017, 252, 849–858. [Google Scholar] [CrossRef]
- Turner, R.; Ward, R.M.; March, R.; Reed, R.C. The Magnitude and Origin of Residual Stress in Ti-6Al-4V Linear Friction Welds: An Investigation by Validated Numerical Modeling. Metall Mater. Trans. B 2012, 43, 186–197. [Google Scholar] [CrossRef]
- Zhao, P.; Fu, L. Numerical and Experimental Investigation on Power Input during Linear Friction Welding Between TC11 and TC17 Alloys. J. Mater. Eng. Perform. 2020, 29, 2061–2072. [Google Scholar] [CrossRef]
- Romero, J.; Attallah, M.M.; Preuss, M.; Karadge, M.; Bray, S.E. Effect of the forging pressure on the microstructure and residual stress development in Ti-6Al-4V linear friction welds. Acta Mater. 2009, 57, 5582–5592. [Google Scholar] [CrossRef]
- Zhao, P.; Fu, L.; Zhong, D. Numerical simulation of transient temperature and axial deformation during linear friction welding between TC11 and TC17 titanium alloys. Comp. Mater. Sci. 2014, 92, 325–333. [Google Scholar] [CrossRef]
- Wanjara, P.; Jahazi, M. Linear friction welding of Ti-6Al-4V: Processing, microstructure, and mechanical-property inter-relationships. Metall. Mater. Trans. A 2005, 36, 2149–2164. [Google Scholar] [CrossRef]
- Raian, S.; Wanjara, P.; Gholipour, J.; Kabir, A.S. Joining of Dissimilar Alloys Ti-6Al-4V and Ti-6Al-2Sn-4Zr-2Mo-0.1Si Using Linear Friction Welding. Materials 2020, 13, 3664. [Google Scholar]
- Liang, R.H. Numerical Simulation Research on Linear Friction Welding of TC4 Titanium. Master’s Thesis, Nanchang Hangkong University, Nanchang, China, 2014. [Google Scholar]
- Ballat Durand, A.; Salima Bouvier, A.; Marion Risbet, A.; Wolfgang Pantleon, B. Multi-scale and multi-technic microstructure analysis of a linear f—Riction weld of the metastable-β titanium alloy Ti-5Al-2Sn-2Zr-4Mo-4Cr (Ti17) towards a new Post-Weld Heat Treatment—ScienceDirect. Mater. Charact. 2018, 144, 661–670. [Google Scholar] [CrossRef]
- Maio, L.; Liberini, M.; Campanella, D.; Astarita, A.; Esposito, S.; Boccardi, S.; Meola, C. Infrared thermography for monitoring heat generation in a linear friction welding process of Ti6Al4V alloy. Infrared Phys. Technol. 2017, 81, 325–338. [Google Scholar] [CrossRef]
- Turner, R.; Schroeder, F.; Ward, R.M.; Brooks, J.W. The Importance of Materials Data and Modelling Parameters in an FE Simulation of Linear Friction Welding. Adv. Mater. Sci. Eng. 2014, 2014, 521937. [Google Scholar] [CrossRef]
- McAndrew, A.R.; Colegrove, P.A.; Bühr, C.; Flipo, B.C.D.; Vairis, A. A literature review of Ti-6Al-4V linear friction welding. Prog. Mater. Sci. 2018, 92, 225–257. [Google Scholar] [CrossRef]
- Frankel, P.; Preuss, M.; Steuwer, A.; Withers, P.J.; Bray, S. Comparison of residual stresses in Ti–6Al–4V and Ti–6Al–2Sn–4Zr–2Mo linear friction welds. Mater. Sci. Technol. 2009, 25, 640–650. [Google Scholar] [CrossRef]
- Fu, Y.; Li, W.Y.; Yang, X.W.; Ma, T.J.; Vairis, A. The effects of forging pressure and temperature field on residual stresses in linear friction welded Ti6Al4V joints. Adv. Manuf. 2016, 4, 314–321. [Google Scholar] [CrossRef]
- Dewald, A.T.; Legzdina, D.; Clausen, B.; Brown, D.W.; Sisneros, T.A.; Hill, M.R. A comparison of residual stress measurements on a linear friction weld using the contour method and neutron diffraction. In Experimental and Applied Mechanics; Springer: New York, NY, USA, 2013; Volume 4, pp. 183–189. [Google Scholar]
- Nikiforov, R.; Medvedev, A.; Tarasenko, E.; Vairis, A. Numerical simulation of residual stresses in linear friction welded joints. J. Eng. Sci. Technol. Rev. 2015, 8, 49–53. [Google Scholar] [CrossRef]
- Yang, X.W.; Li, W.Y.; Fu, Y.; Ye, Q.; Xu, Y.X.; Dong, X.R.; Hu, K.W.; Zou, Y.F. Finite element modelling for temperature, stresses and strains calculation in linear friction welding of TB9 titanium alloy. J. Mater. Res. Technol. 2019, 8, 4797–4818. [Google Scholar] [CrossRef]
- McAndrew, A.R.; Colegrove, P.A.; Addison, A.C.; Flipo, B.C.D.; Russell, M.J. Modelling the influence of the process inputs on the removal of surface contaminants from Ti–6Al–4V linear friction welds. Mater. Design 2015, 66, 183–195. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | F (kN) | A (mm) | f (Hz) | Max (MPa) | Max (MPa) | Max (MPa) | |
|---|---|---|---|---|---|---|---|
| Model | |||||||
| 1 | 10.92 | 1.5 | 35 | 232.03 | 94.15 | 222.74 | |
| 2 | 10.92 | 2 | 40 | 244.12 | 105.84 | 233.72 | |
| 3 | 10.92 | 2.5 | 45 | 234.88 | 115.66 | 222.43 | |
| 4 | 14.56 | 1.5 | 40 | 175.11 | 86.36 | 166.03 | |
| 5 | 14.56 | 2 | 45 | 186.39 | 108.73 | 175.08 | |
| 6 | 14.56 | 2.5 | 35 | 192.90 | 111.30 | 180.07 | |
| 7 | 18.2 | 1.5 | 45 | 180.59 | 106.85 | 171.56 | |
| 8 | 18.2 | 2 | 35 | 187.19 | 106.85 | 176.37 | |
| 9 | 18.2 | 2.5 | 40 | 160.53 | 91.07 | 156.95 | |
| X Direction | Y Direction | Z Direction | |||||||
|---|---|---|---|---|---|---|---|---|---|
| F | A | f | F | A | f | F | A | f | |
| K1 | 711.03 | 587.73 | 612.12 | 315.65 | 287.36 | 312.3 | 678.89 | 562.33 | 579.18 |
| K2 | 554.40 | 617.7 | 579.76 | 306.39 | 321.42 | 283.27 | 521.18 | 585.17 | 556.70 |
| K3 | 528.31 | 588.31 | 601.86 | 304.77 | 318.03 | 331.24 | 504.88 | 559.45 | 569.07 |
| T1 | 237.01 | 195.91 | 204.04 | 105.22 | 95.79 | 104.1 | 226.30 | 186.78 | 193.06 |
| T2 | 184.80 | 205.9 | 193.25 | 102.13 | 107.14 | 94.42 | 173.73 | 195.06 | 185.57 |
| T3 | 176.10 | 196.10 | 200.62 | 101.59 | 106.01 | 110.41 | 168.29 | 186.48 | 189.69 |
| R | 60.91 | 9.99 | 10.79 | 3.63 | 11.35 | 15.99 | 58.01 | 8.58 | 7.49 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gong, H.; Liu, M.; Zhang, T.; He, Y.; Wu, Y.; Yu, Z. Study on Residual Stress and Optimization of Welding Parameters in Linear Friction Welding of TC17 Titanium Alloy. Materials 2022, 15, 8963. https://doi.org/10.3390/ma15248963
Gong H, Liu M, Zhang T, He Y, Wu Y, Yu Z. Study on Residual Stress and Optimization of Welding Parameters in Linear Friction Welding of TC17 Titanium Alloy. Materials. 2022; 15(24):8963. https://doi.org/10.3390/ma15248963
Chicago/Turabian StyleGong, Hai, Meiqin Liu, Tao Zhang, Yongbiao He, Yunxin Wu, and Zhouxiang Yu. 2022. "Study on Residual Stress and Optimization of Welding Parameters in Linear Friction Welding of TC17 Titanium Alloy" Materials 15, no. 24: 8963. https://doi.org/10.3390/ma15248963