
Investigation of Surface Integrity of Selective Laser Melting Additively Manufactured AlSi10Mg Alloy under Ultrasonic Elliptical Vibration-Assisted Ultra-Precision Cutting
 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
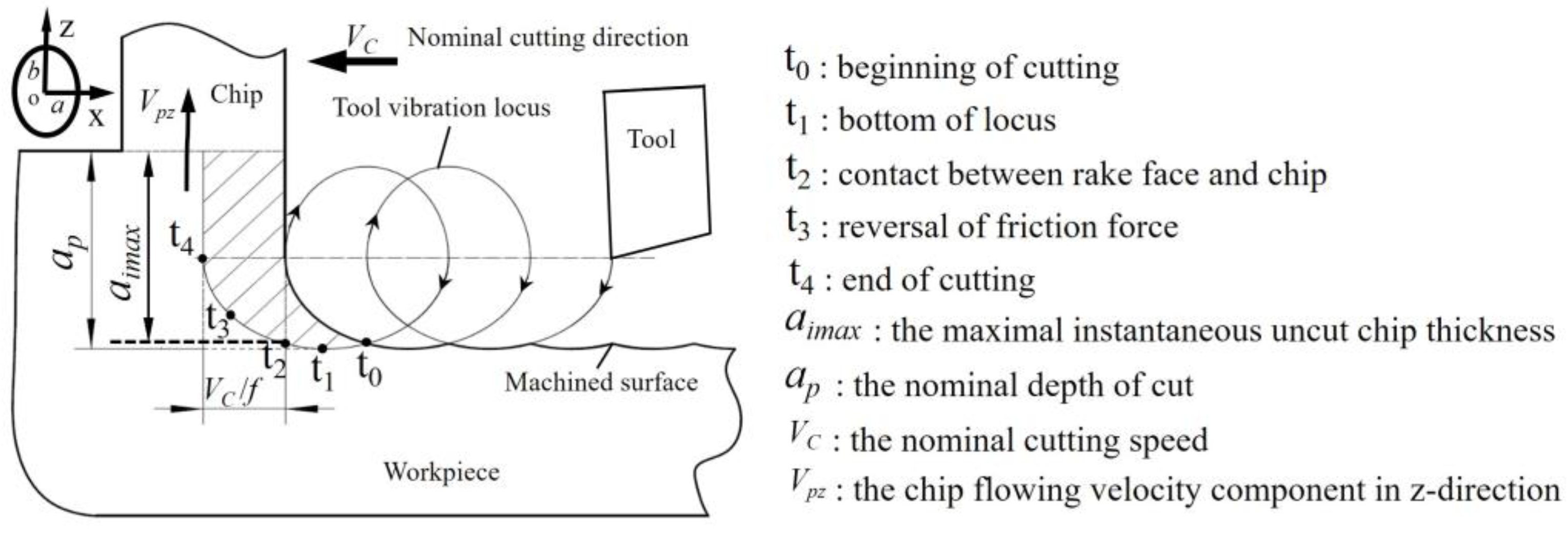
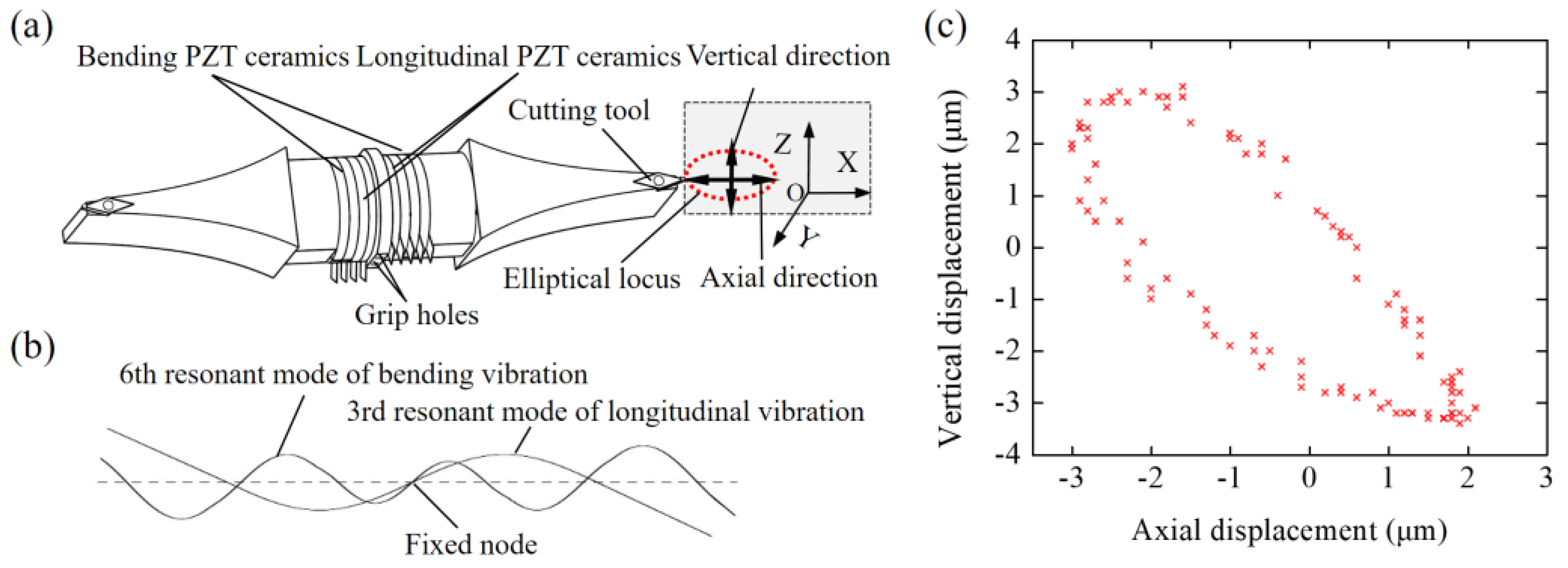
2.1. The UEVC Principle
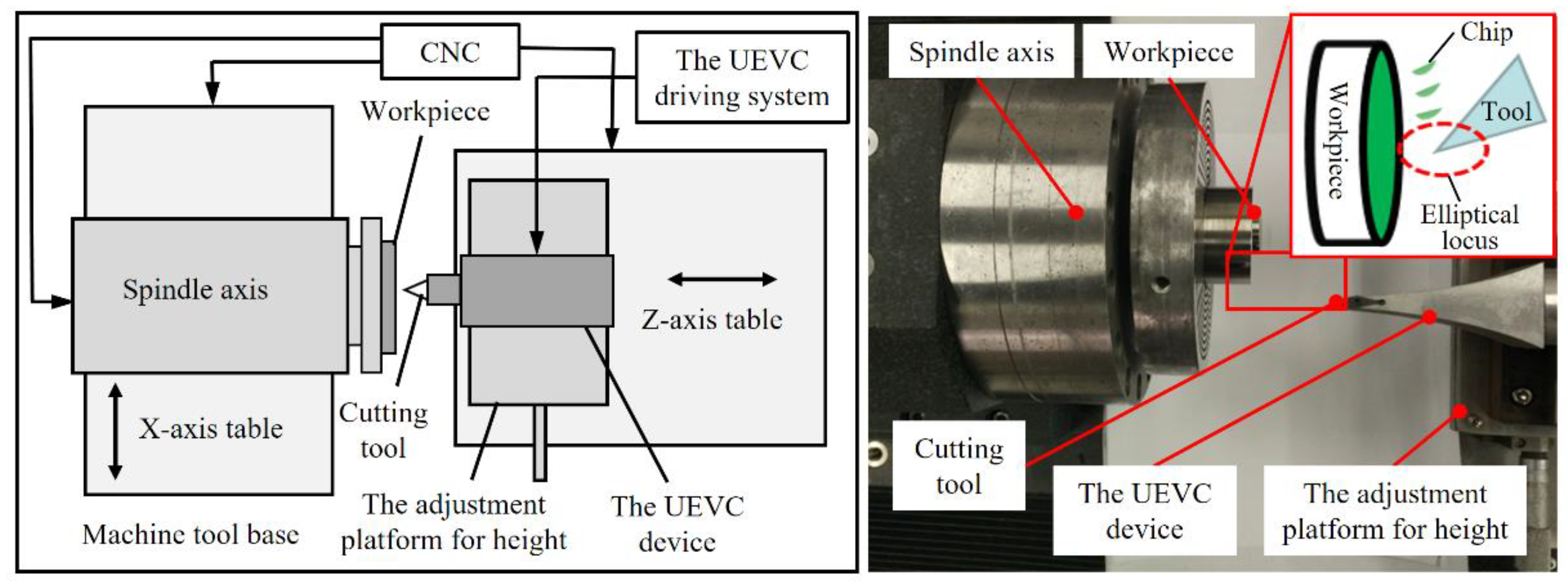
2.2. Experimental Setup
3. Results and Discussion
3.1. Surface Integrity
3.2. Tool Wear
4. Conclusions
- (1)
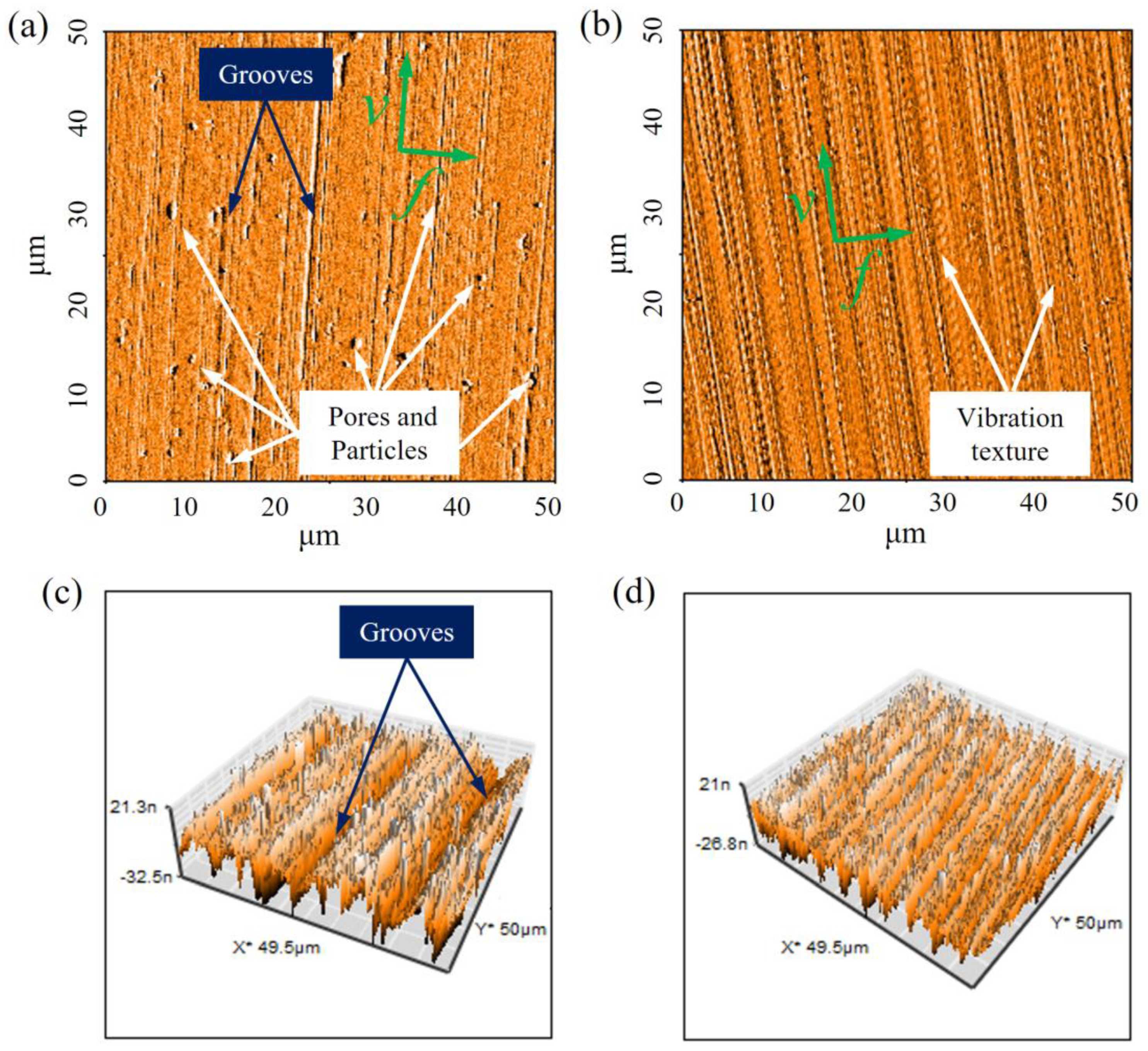
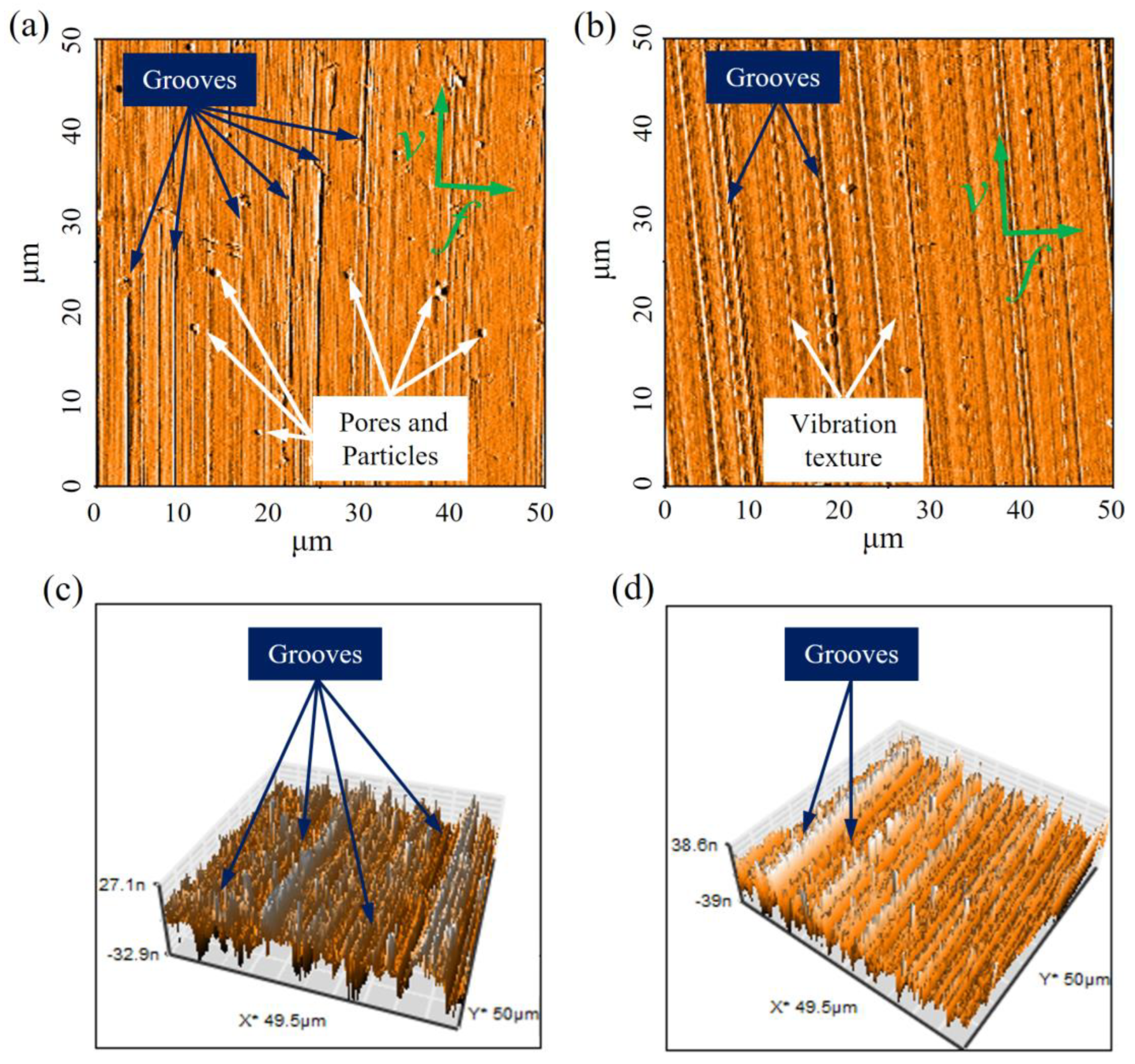
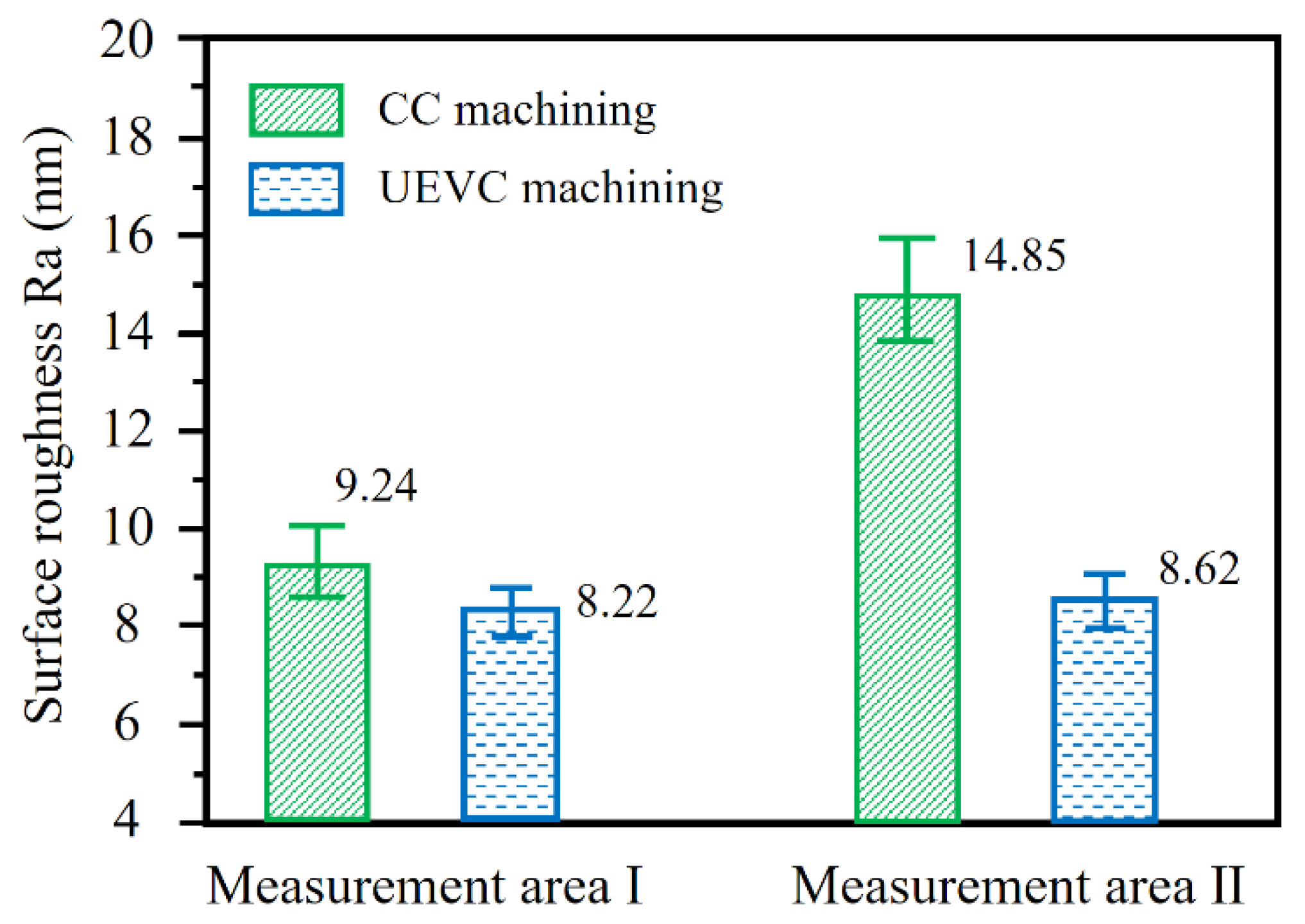
- The experimental results of surface integrity reveal that the UEVC technology plays a great role in improving the surface integrity during the ultra-precision cutting of SLM additively manufactured AlSi10Mg alloy. The surface defects, such as grooves, pores and particles, are averagely and randomly distributed on the machined surface under the CC process. Moreover, the finished surface was rapidly aggravated with the increase in the cumulative cutting area. However, an ultra-precision finished surface of the SLM additively manufactured AlSi10Mg alloy was obtained during the UEVC process. The finished surface exhibited negligible damage, and the machined surface’s roughness value was less than 10 nm. The extrusion effect of the cutting tool on the workpiece, the suppression of the regenerative chatter of the cutting tool, and no obvious wear of the cutting tool edge were the most important factors in improving the surface integrity.
- (2)
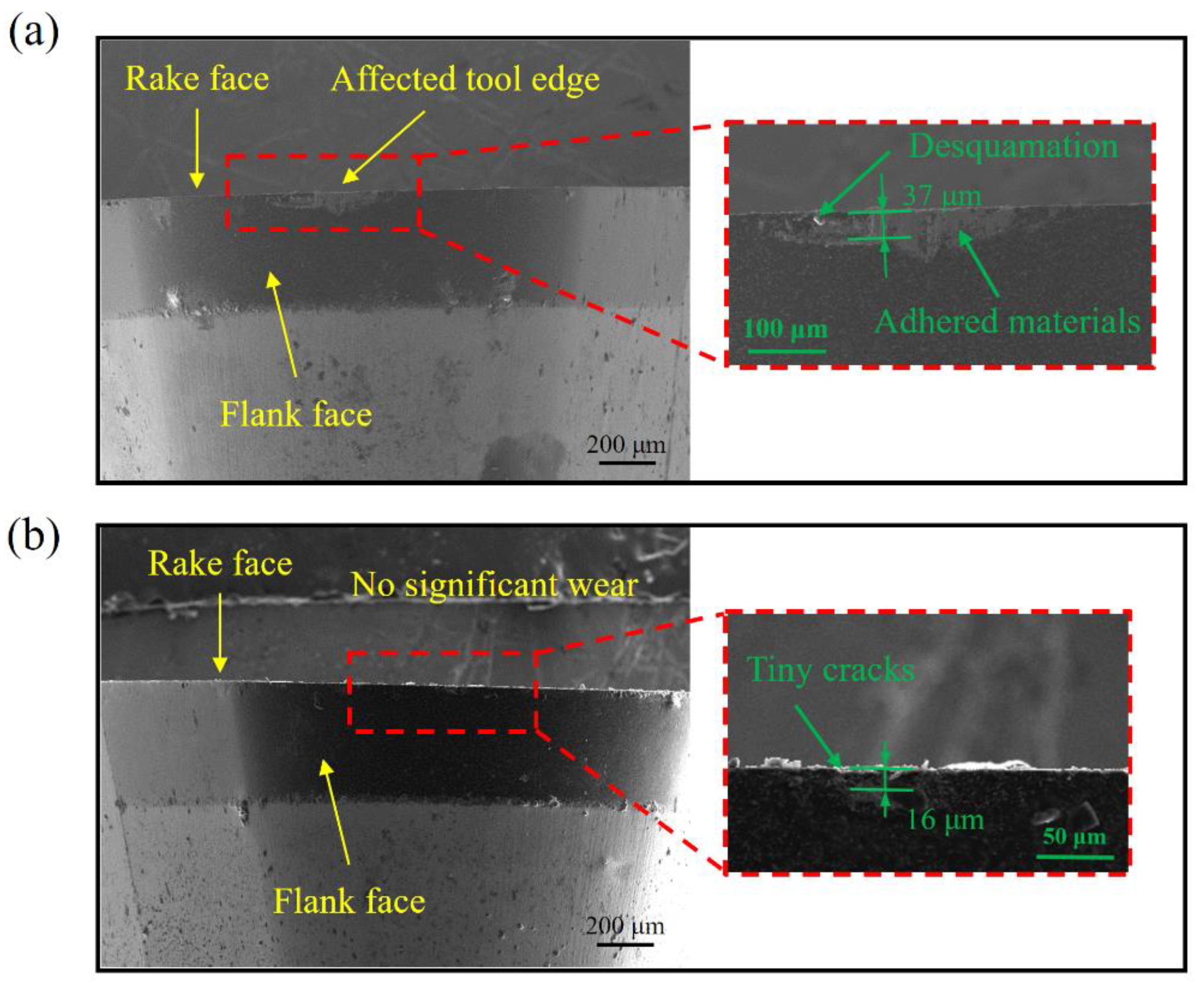
- The experimental results of tool wear reveal that, during the ultra-precision cutting of SLM additively manufactured AlSi10Mg alloy, the extension of the tool life was achieved through the UEVC technology. In the CC process, the significant wear of the cutting tool edge was observed, there was significant desquamation on the cutting tool edge, and some material bonded to the cutting tool edge. In contrast, during the UEVC process, there was no obvious wear on the cutting tool edge, no machined material adhered to the flank face, and only tiny cracks were observed in the further enlargement. The lower friction and cutting forces and the smooth cutting process were the most important factors for the suppression of tool wear and the extension of the tool life.
- (3)
- The ultra-precision finished surface of the SLM additively manufactured AlSi10Mg alloy was obtained, and the significant amelioration of surface integrity and suppression of tool wear were achieved simultaneously, indicating that the ultra-precision machinability of SLM additively manufactured AlSi10Mg alloy can be enhanced through UEVC technology. Further research should be conducted to achieve the greater dimensional accuracy of parts by optimizing the machining path of the cutting tool.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Zhang, D.; Qiu, D.; Gibson, M.A.; Zheng, Y.; Fraser, H.L.; St John, D.H.; Easton, M.A. Additive manufacturing of ultrafine-grained high-strength titanium alloys. Nature 2019, 576, 91–95. [Google Scholar] [CrossRef] [PubMed]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Learye, M.; Filippo, B.; du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101. [Google Scholar] [CrossRef]
- Zimmermann, M.; Müller, D.; Kirsch, B.; Greco, S.; Aurich, J.C. Analysis of the machinability when milling AlSi10Mg additively manufactured via laser-based powder bed fusion. Int. J. Adv. Manuf. Technol. 2021, 112, 989–1005. [Google Scholar] [CrossRef]
- Zhang, J.; Song, B.; Wei, Q.; Bourell, D.; Shi, Y. A review of selective laser melting of aluminum alloys: Processing, microstructure, property and developing trends. J. Mater. Sci. Technol. 2019, 35, 270–284. [Google Scholar] [CrossRef]
- Ullah, R.; Akmal, J.S.; Laakso, S.V.; Niemi, E. Anisotropy of additively manufactured AlSi10Mg: Threads and surface integrity. Int. J. Adv. Manuf. Technol. 2020, 107, 3645–3662. [Google Scholar] [CrossRef]
- Zou, T.; Mei, S.; Chen, M. Precipitation behavior, microstructure and mechanical properties of Al-4.8 Mg-0.82 Sc-0.28 Zr alloy fabricated by selective laser melting. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2022, 840, 142949. [Google Scholar] [CrossRef]
- Liu, Z.; Zhao, D.; Wang, P.; Yan, M.; Yang, C.; Chen, Z.; Lu, J.; Lu, Z. Additive manufacturing of metals: Microstructure evolution and multistage control. J. Mater. Sci. Technol. 2022, 100, 224–236. [Google Scholar] [CrossRef]
- Bartlett, J.L.; Croom, B.P.; Burdick, J.; Henkel, D.; Li, X. Revealing mechanisms of residual stress development in additive manufacturing via digital image correlation. Addit. Manuf. 2018, 22, 1–12. [Google Scholar] [CrossRef]
- Struzikiewicz, G.; Zębala, W.; Słodki, B. Cutting parameters selection for sintered alloy AlSi10Mg longitudinal turning. Measurement 2019, 138, 39–53. [Google Scholar] [CrossRef]
- Megahed, S.; Bühring, J.; Duffe, T.; Bach, A.; Schröder, K.U.; Schleifenbaum, J.H. Effect of Heat Treatment on Ductility and Precipitation Size of Additively Manufactured AlSi10Mg. Metals 2022, 12, 1311. [Google Scholar] [CrossRef]
- Zhao, L.; Song, L.; Macías, J.G.S.; Zhu, Y.; Huang, M.; Simar, A.; Li, Z. Review on the correlation between microstructure and mechanical performance for laser powder bed fusion AlSi10Mg. Addit. Manuf. 2022, 56, 102914. [Google Scholar] [CrossRef]
- Struzikiewicz, G.; Sioma, A. Evaluation of surface roughness and defect formation after the machining of sintered aluminum alloy AlSi10Mg. Materials 2020, 13, 1662. [Google Scholar] [CrossRef] [Green Version]
- Struzikiewicz, G.; Sioma, A. Surface Topographic Features after Milling of Additively Manufactured AlSi10Mg Aluminum Alloy. Materials 2022, 15, 3604. [Google Scholar] [CrossRef]
- Guo, J.; Zhang, J.; Wang, H.; Liu, K.; Kumar, A.S. Surface quality characterisation of diamond cut V-groove structures made of rapidly solidified aluminium RSA-905. Precis. Eng.-J. Int. Soc. Precis. Eng. Nanotechnol. 2018, 53, 120–133. [Google Scholar] [CrossRef]
- Guo, J.; Wang, H.; Goh, M.H.; Liu, K. Investigation on surface integrity of rapidly solidified aluminum RSA 905 by magnetic field-assisted finishing. Micromachines 2018, 9, 146. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shamoto, E.; Moriwaki, T. Ultaprecision diamond cutting of hardened steel by applying elliptical vibration cutting. CIRP Ann-Manuf. Technol. 1999, 48, 441–444. [Google Scholar] [CrossRef]
- Tan, R.; Zhao, X.; Zhang, S.; Zou, X.; Guo, S.; Hu, Z.; Sun, T. Study on ultra-precision processing of Ti-6Al-4V with different ultrasonic vibration-assisted cutting modes. Mater. Manuf. Process. 2019, 34, 1380–1388. [Google Scholar] [CrossRef]
- Zhang, J.; Cui, T.; Ge, C.; Sui, Y.; Yang, H. Review of micro/nano machining by utilizing elliptical vibration cutting. Int. J. Mach. Tools Manuf. 2016, 106, 109–126. [Google Scholar] [CrossRef]
- Brehl, D.A.; Dow, T.A. Review of vibration-assisted machining. Precis. Eng.-J. Int. Soc. Precis. Eng. Nanotechnol. 2008, 32, 153–172. [Google Scholar] [CrossRef]
- Liu, Q.; Chen, M.; Liao, Z.; Feng, J.; Cheng, J. On the improvement of the ductile removal ability of brittle kdp crystal via temperature effect. Ceram. Int. 2021, 47, 33127–33139. [Google Scholar] [CrossRef]
- Tan, R.; Zhao, X.; Sun, T.; Zou, X.; Hu, Z. Experimental Investigation on Micro-Groove Manufacturing of Ti-6Al-4V Alloy by Using Ultrasonic Elliptical Vibration Assisted Cutting. Materials. 2019, 12, 3086. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Suzuki, N.; Haritani, M.; Yang, J.B.; Hino, R.; Shamoto, E. Elliptical vibration cutting of tungsten alloy molds for optical glass parts. CIRP Ann-Manuf. Technol. 2007, 56, 127–130. [Google Scholar] [CrossRef]
- Zhang, J.; Suzuki, N.; Wang, Y.; Shamoto, E. Ultra-precision nano-structure fabrication by amplitude control sculpturing method in elliptical vibration cutting. Precis. Eng.-J. Int. Soc. Precis. Eng. Nanotechnol. 2015, 39, 86–99. [Google Scholar] [CrossRef]
- Haidong, Z.; Shuguang, L.; Ping, Z.; Di, K. Process modeling study of the ultrasonic elliptical vibration cutting of Inconel 718. Int. J. Adv. Manuf. Technol. 2017, 92, 2055–2068. [Google Scholar] [CrossRef]
- Tan, R.; Zhao, X.; Guo, S.; Zou, X.; He, Y.; Geng, Y.; Hu, Z.; Sun, T. Sustainable production of dry-ultra-precision machining of Ti–6Al–4V alloy using PCD tool under ultrasonic elliptical vibration-assisted cutting. J. Clean Prod. 2020, 248, 119254. [Google Scholar] [CrossRef]
- Zhou, J.; Lu, M.; Lin, J.; Du, Y. Elliptic vibration assisted cutting of metal matrix composite reinforced by silicon carbide: An investigation of machining mechanisms and surface integrity. J. Mater. Res. Technol-JMRT 2021, 15, 1115–1129. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, K.; Kumar, A.S.; Rahman, M. A study of the diamond tool wear suppression mechanism in vibration-assisted machining of steel. J. Mater. Process. Technol. 2014, 214, 496–506. [Google Scholar] [CrossRef]
- Nath, C.; Rahman, M.; Neo, K.S. Machinability study of tungsten carbide using PCD tools under ultrasonic elliptical vibration cutting. Int. J. Mach. Tools Manuf. 2009, 49, 1089–1095. [Google Scholar] [CrossRef]
- Tan, R.; Zhao, X.; Zou, X.; Sun, T. A novel ultrasonic elliptical vibration cutting device based on a sandwiched and symmetrical structure. Int. J. Adv. Manuf. Technol. 2018, 97, 1397–1406. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cutting Method | CC Process | UEVC Process | |
|---|---|---|---|
| Vibration parameters | Amplitude in cutting direction (μm) | - | 6.5 |
| Amplitude in cutting depth direction (μm) | - | 5 | |
| Frequency (kHz) | - | 29.75 | |
| Phase shift difference (°) | - | 120 | |
| Cutting parameters | Speed (r/min) | 1600 | 20 |
| Depth of cut (μm) | 5 | 5 | |
| Feed rate (μm/r) | 5 | 5 | |
| Cutting tool | Material | Polycrystalline diamond | |
| Radius (mm) | 1.0 | ||
| Clearance angle (°) | 11 | ||
| Rake angle (°) | 0 | ||
| Workpiece | Workpiece material | Additively manufactured AlSi10Mg alloy | |
| Dimension (mm) | Φ20 × L10 | ||
| Coolant | Air cooling | ||
| Tensile Strength (MPa) | Elastic Modulus (GPa) | Brinell Hardness (HB) | Elongation A5 (%) | Density (g/mm3) |
|---|---|---|---|---|
| 270 | 75 | 124 | 3 | 2.65 |
| Si | Mg | Fe | Mn | Ti | Zn | Cu | Ni | Pb | Sn | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| 9.57 | 0.45 | ≤0.55 | ≤0.45 | ≤0.15 | ≤0.1 | ≤0.05 | ≤0.05 | ≤0.05 | ≤0.05 | Balance |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tan, R.; Zhao, X.; Liu, Q.; Guo, X.; Lin, F.; Yang, L.; Sun, T. Investigation of Surface Integrity of Selective Laser Melting Additively Manufactured AlSi10Mg Alloy under Ultrasonic Elliptical Vibration-Assisted Ultra-Precision Cutting. Materials 2022, 15, 8910. https://doi.org/10.3390/ma15248910
Tan R, Zhao X, Liu Q, Guo X, Lin F, Yang L, Sun T. Investigation of Surface Integrity of Selective Laser Melting Additively Manufactured AlSi10Mg Alloy under Ultrasonic Elliptical Vibration-Assisted Ultra-Precision Cutting. Materials. 2022; 15(24):8910. https://doi.org/10.3390/ma15248910
Chicago/Turabian StyleTan, Rongkai, Xuesen Zhao, Qi Liu, Xianmin Guo, Fengtao Lin, Liquan Yang, and Tao Sun. 2022. "Investigation of Surface Integrity of Selective Laser Melting Additively Manufactured AlSi10Mg Alloy under Ultrasonic Elliptical Vibration-Assisted Ultra-Precision Cutting" Materials 15, no. 24: 8910. https://doi.org/10.3390/ma15248910