
The Effect of Shot Peening on Residual Stress and Surface Roughness of AMS 5504 Stainless Steel Joints Welded Using the TIG Method

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Test Material
2.2. Welding Procedure
2.3. X-ray Diffraction Analysis
2.4. Surface Roughness Analysis
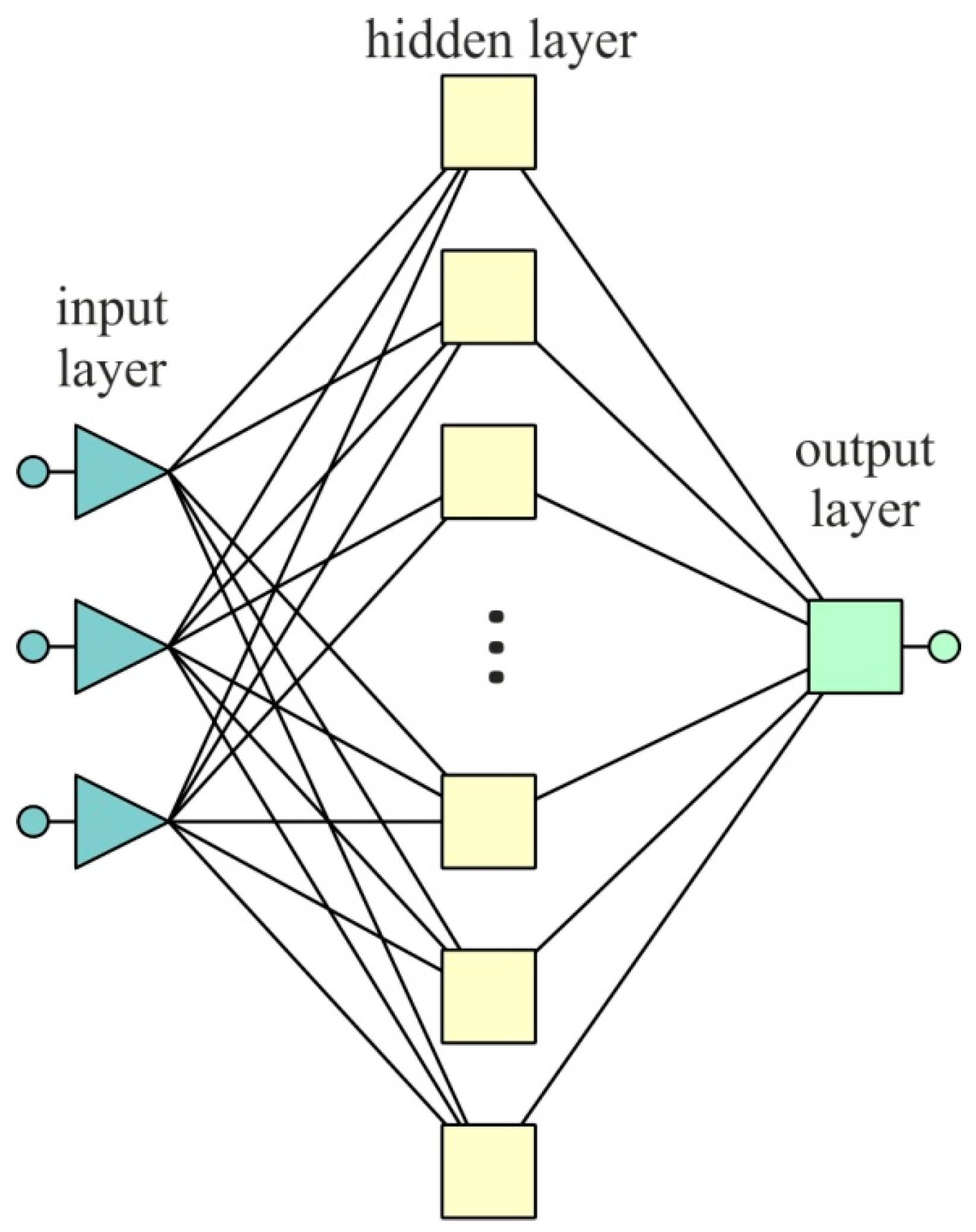
2.5. Artificial Neural Networks
3. Results and Discussion
3.1. Cochran Test
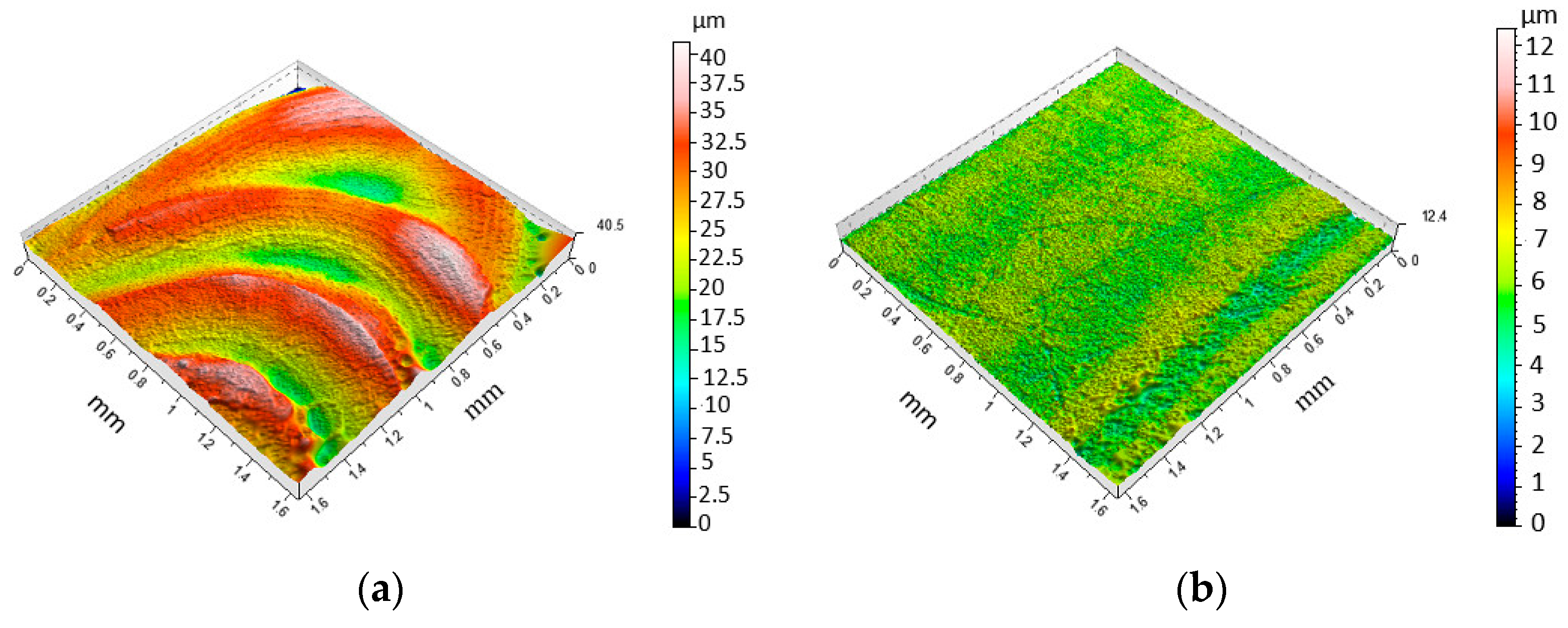
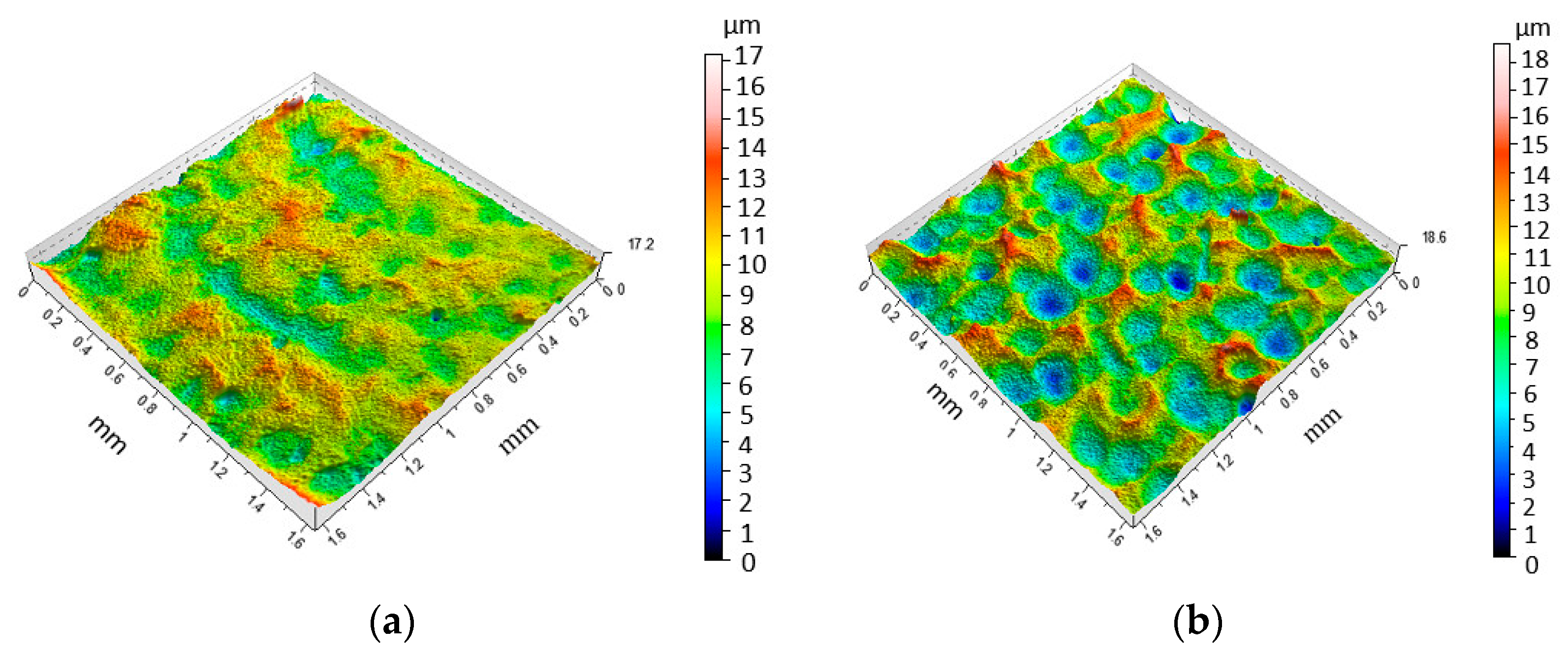
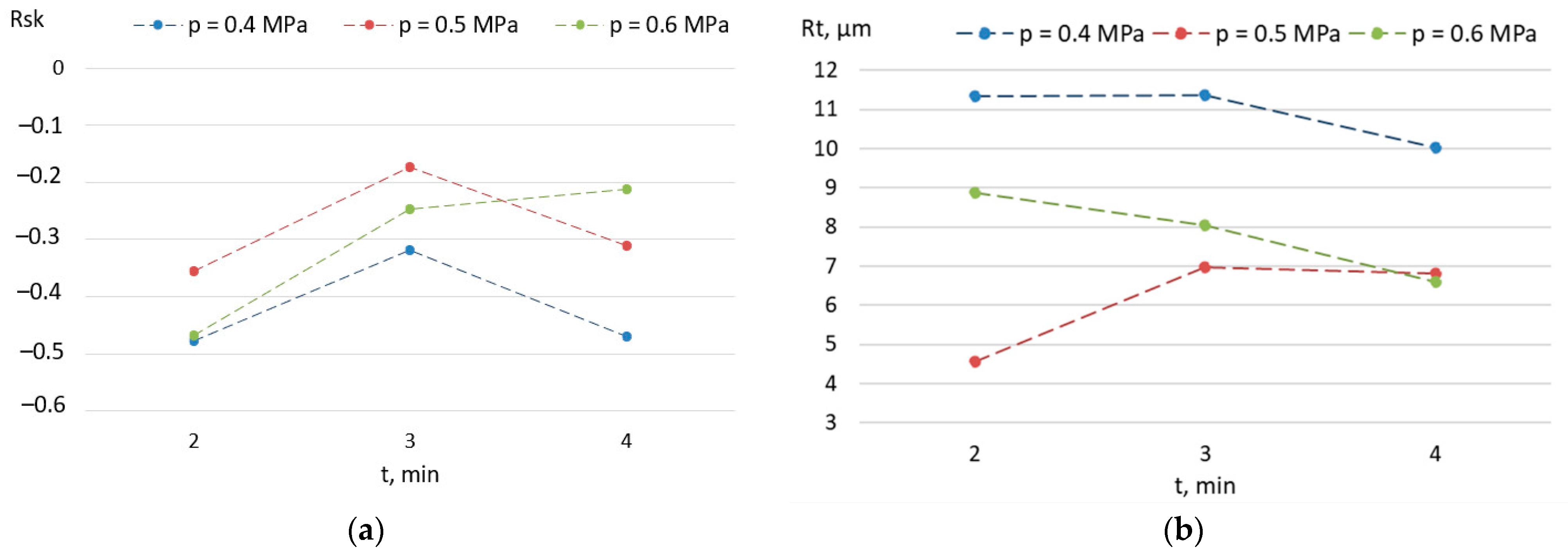
3.2. Surface Roughness
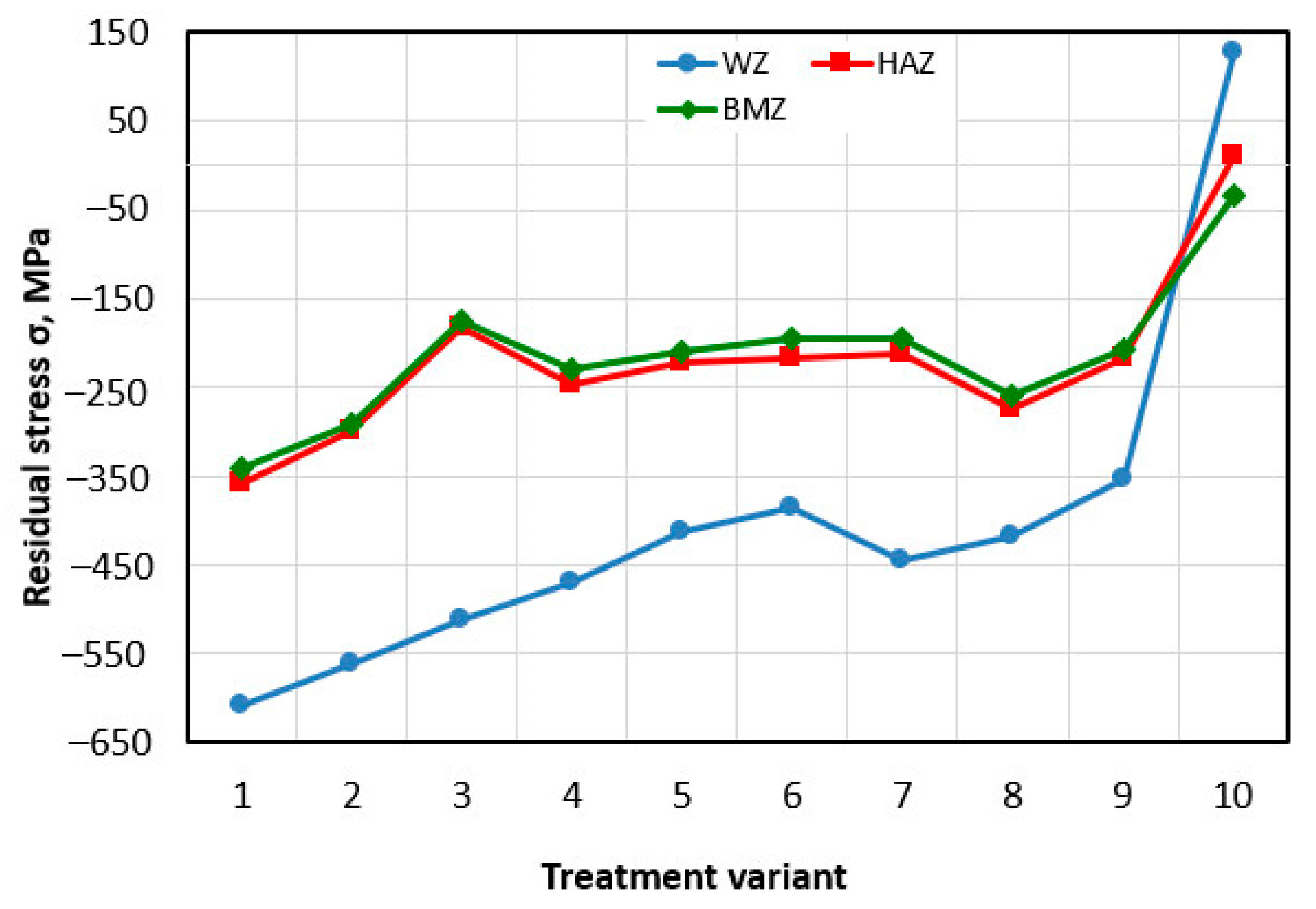
3.3. Residual Stress
3.4. Sensitivity Analysis
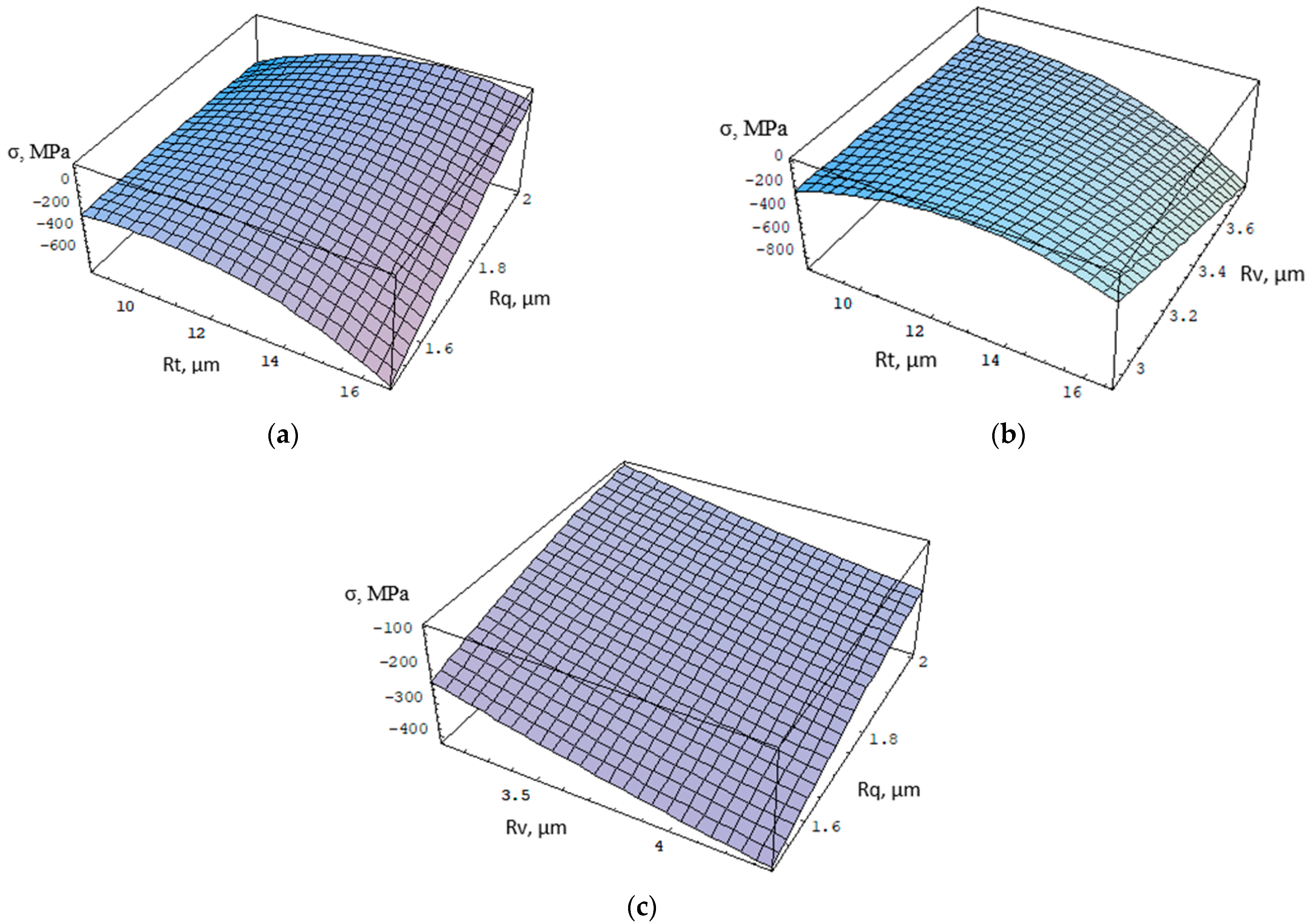
3.5. Regression Analysis
4. Conclusions
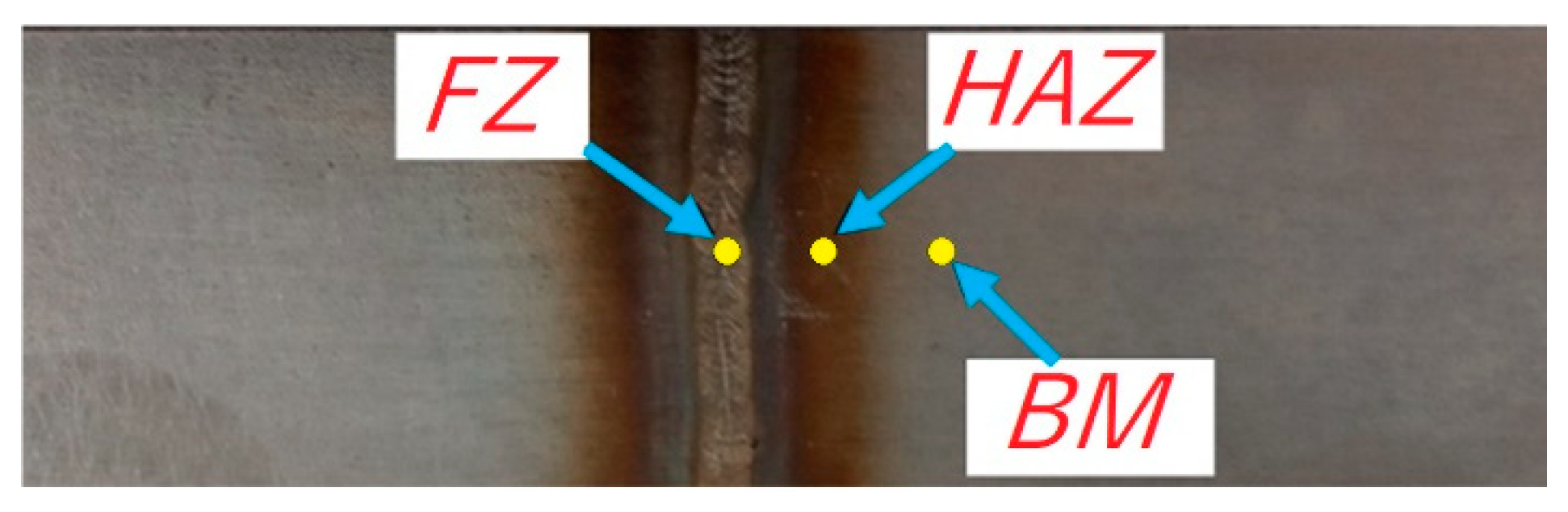
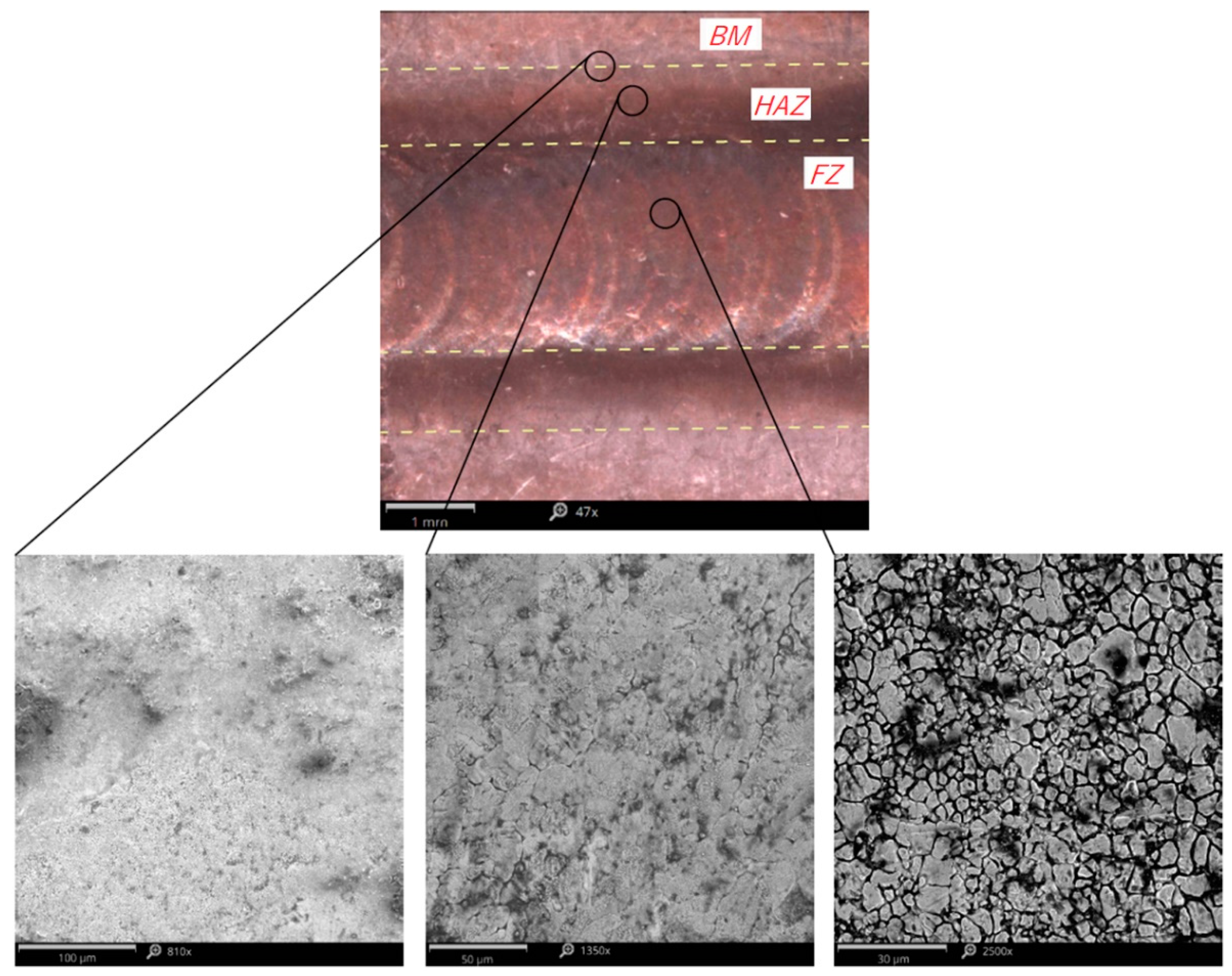
- The use of shot peening of TIG welded ASM 5504 stainless steel joints enables compressive stresses to be introduced in all the weld zones examined: FZ, HAZ and BM, thus contributing to an increase in the fatigue strength of the joint and, consequently, also to the reliability of the structure.
- The highest value of compressive stresses in both the FZ and BM was obtained at a pressure of 0.6 MPa and time t = 4 min. In the FZ, tensile stresses of σ = 127 MPa were recorded after the welding process. The SP process introduced compressive stresses in the FZ of σ = –609 MPa. In the BM, the initial value of compressive stresses was σ = –33 MPa, while after the SP process it increased to σ = –358 MPa.
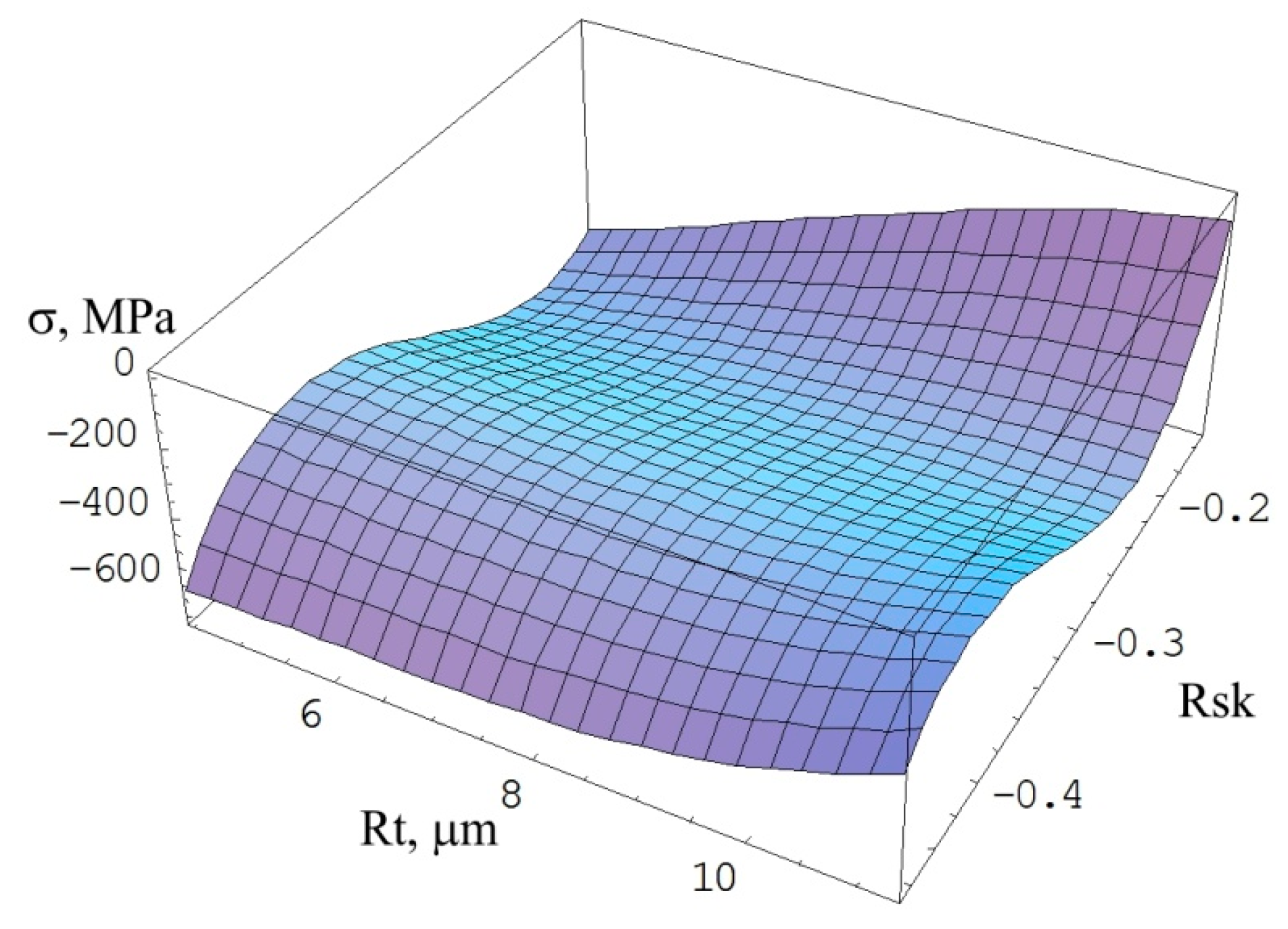
- Analysis with the use of neural networks showed the relationship between the selected height parameters of the weld surface and the residual stresses. In the FZ, the most closely correlated parameters are Rt and Rsk. In the BM zone, the parameters Rv, Rt and Rq have the highest information capacity.
- As a result of the approximation, adequate regression equations were obtained for the most strongly correlated roughness parameters with residual stresses. Based on the equations developed, it was possible to estimate the level of compressive stresses in both the FZ and BM zones of the welded joint without the need to carry out laborious residual stress measurements. This allows the parameter settings of the SP process to be easily determined.
- As a result of shot peening in FZ, the roughness parameters Rt and Rsk correlated with stress parameters are reduced in the range of 46.84% to 69.09% and from 118.37% to 155.46% in relation to the base specimen, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Adin, M.S.; İşcan, B.; Baday, S. Optimization of Welding Parameters of AISI 431 and AISI 1020 Joints Joined by Friction Welding Using Taguchi Method. Bilecik Seyh Edebali Univ. J. Sci. 2022, 6, 453–470. [Google Scholar] [CrossRef]
- Adin, M.; Okumuş, M. Investigation of Microstructural and Mechanical Properties of Dissimilar Metal Weld Between AISI 420 and AISI 1018 STEELS. Arab. J. Sci. Eng. 2021, 47, 8341–8350. [Google Scholar] [CrossRef]
- Adin, M.S.; İşcan, B. Optimization of process parameters of medium carbon steel joints joined by MIG welding using Taguchi method. Eur. Mech. Sci. 2022, 6, 17–26. [Google Scholar] [CrossRef]
- Li, L.; Gu, X.; Sun, S.; Wang, W.; Wan, Z.; Qian, P. Effects of welding residual stresses on the vibration fatigue life of a ship’s shock absorption support. Ocean. Eng. 2018, 170, 237–245. [Google Scholar] [CrossRef]
- Maleki, E.; Bagherifard, S.; Unal, O.; Bandini, M.; Farrahi, G.H.; Guagliano, M. Introducing gradient severe shot peening as a novel mechanical surface treatment. Sci. Rep. 2021, 11, 22035. [Google Scholar] [CrossRef]
- Nordin, E.; Alfredsson, B. Experimental Investigation of Shot Peening on Case Hardened SS2506 Gear Steel. Exp. Tech. 2017, 41, 433–451. [Google Scholar] [CrossRef]
- Shi, X.; Feng, X.; Teng, J.; Zhang, K.; Zhou, L. Effect of laser shock peening on microstructure and fatigue properties of thin-wall welded Ti-6Al-4V alloy. Vacuum 2021, 184, 109986. [Google Scholar] [CrossRef]
- Abdullah, A.; Malaki, M.; Eskandari, A. Strength enhancement of the welded structures by ultrasonic peening. Mater. Des. 2012, 38, 7–18. [Google Scholar] [CrossRef]
- Srivastava, M.; Hloch, S.; Krejci, L.; Chattopadhyaya, S.; Dixit, A.R.; Foldyna, J. Residual stress and surface properties of stainless steel welded joints induced by ultrasonic pulsed water jet peening. Measurement 2018, 127, 453–462. [Google Scholar] [CrossRef]
- Sugimoto, K.-I.; Hojo, T.; Mizuno, Y. Effects of Fine Particle Peening Conditions on the Rotational Bending Fatigue Strength of a Vacuum-Carburized Transformation-Induced Plasticity-Aided Martensitic Steel. Met. Mater. Trans. A 2018, 49, 1552–1560. [Google Scholar] [CrossRef]
- Torres, M.A.S.; Voorwald, H.J.C. An evaluation of shot peening residual stress and stress relaxation on the fatigue life of AISI 4340 steel. Int. J. Fatigue 2002, 24, 877–886. [Google Scholar] [CrossRef]
- Kinoshita, K.; Ono, Y.; Banno, Y.; Yamada, S.; Handa, M. Application of shot peening for welded joints of existing steel bridges. Weld. World 2020, 64, 647–660. [Google Scholar] [CrossRef]
- Mori, T.; Ogawa, M. Effect of blast treatment on fatigue strength of out-of-plane gusset welded joints under compressive bending stresses. J. Struct. Eng. 2018, 63A, 617–626. [Google Scholar]
- Yamada, K.; Ojio, T.; Torii, A.; Baik, B.; Sasaki, Y.; Yamada, S. Influence of shot blasting on fatigue strength of out-of-plane gusseted specimens under bending. Steel Struct. Eng. 2008, 54, 522–529. [Google Scholar]
- Chandrasekar, G.; Kailasanathan, C.; Vasundara, M. Investigation on un-peened and laser shock peened dissimilar weldments of Inconel 600 and AISI 316L fabricated using activated-TIG welding technique. J. Manuf. Process. 2018, 35, 466–478. [Google Scholar] [CrossRef]
- Maleki, E.; Unal, O. Roles of surface coverage increase and re-peening on properties of AISI 1045 carbon steel in conventional and severe shot peening processes. Surf. Interfaces 2018, 11, 82–90. [Google Scholar] [CrossRef]
- Chen, M.; Liu, H.; Wang, L.; Wang, C.; Zhu, K.; Xu, Z.; Jiang, C.; Ji, V. Evaluation of the residual stress and microstructure character in SAF 2507 duplex stainless steel after multiple shot peening process. Surf. Coat. Technol. 2018, 344, 132–140. [Google Scholar] [CrossRef]
- Hassani-Gangaraj, S.; Cho, K.; Voigt, H.-J.; Guagliano, M.; Schuh, C. Experimental assessment and simulation of surface nanocrystallization by severe shot peening. Acta Mater. 2015, 97, 105–115. [Google Scholar] [CrossRef]
- Jamalian, M.; Field, D.P. Effects of shot peening parameters on gradient micro-structure and mechanical properties of TRC AZ31. Mater. Charact. 2019, 148, 9–16. [Google Scholar] [CrossRef]
- Zhang, X.; Hansen, N.; Gao, Y.; Huang, X. Hall–Petch and dislocation strengthening in graded nanostructured steel. Acta Mater. 2012, 60, 5933–5943. [Google Scholar] [CrossRef] [Green Version]
- Dai, S.; Zhu, Y.; Huang, Z. Microstructure evolution and strengthening mechanisms of pure titanium with nano-structured surface obtained by high energy shot peening. Vacuum 2016, 125, 215–221. [Google Scholar] [CrossRef]
- Pour-Ali, S.; Kiani-Rashid, A.-R.; Babakhani, A. Surface nanocrystallization and gradient microstructural evolutions in the surface layers of 321 stainless steel alloy treated via severe shot peening. Vacuum 2017, 144, 152–159. [Google Scholar] [CrossRef]
- Grzesik, W. Effect of the machine parts surface topography features on the machine service. Mechanik 2015, 8–9, 587–593. [Google Scholar] [CrossRef] [Green Version]
- Lin, Q.J.; Liu, H.J.; Zhu, C.C.; Chen, D.F.; Zhou, S.S. Effects of different shot peening parameters on residual stress, surface roughness and cell size. Surf. Coat. Technol. 2020, 398, 126054. [Google Scholar] [CrossRef]
- Liu, Y.; Li, M.; Liu, H. Nanostructure and surface roughness in the processed surface layer of Ti-6Al-4V via shot peening. Mater. Charact. 2016, 123, 83–90. [Google Scholar] [CrossRef]
- Maleki, E.; Unal, O.; Kashyzadeh, K.R. Effects of conventional, severe, over, and reshot peening processes on the fatigue behavior of mild carbon steel. Surf. Coat. Technol. 2018, 344, 62–74. [Google Scholar] [CrossRef]
- Singh, L.; Khan, R.A.; Aggarwal, M.L. Effect of shot peening on hardening and surface roughness of nitrogen austenitic stainless steel. Int. J. Eng. Sci. Technol. 2010, 2, 818–826. [Google Scholar]
- Wu, J.; Liu, H.; Wei, P.; Lin, Q.; Zhou, S. Effect of shot peening coverage on residual stress and surface roughness of 18CrNiMo7-6 steel. Int. J. Mech. Sci. 2020, 183, 105785. [Google Scholar] [CrossRef]
- Available online: https://www.upmet.com/products/stainless-steel/410 (accessed on 9 November 2022).
- Bonarski, J.T. Measurement and Use of the Tex¬Ture Stress Microstructure Characteristics in Materi¬Als Diagnostics; Institute of Metallurgy and Mate¬rials Science of the Polish Academy of Sciences: Cracow, Poland, 2013. [Google Scholar]
- EN ISO 4287. Geometrical Product Spec¬Ifications (GPS). Surface Texture: Profile Method. Terms. Definitions and Surface Texture Parameters. ISO: Geneva, Switzerland, 1997.
- Hertz, J.; Krogh, A.; Palmer, R.G. Introduction to the Theory of Neural Computation; CRC Press: Boca Raton, FL, USA, 1991. [Google Scholar]
- Graupe, D. Principles of Artificial Neural Networks, 3rd ed.; World Scientific Publishing Co. Pte. Ltd.: Singapore, 2013. [Google Scholar]
- Korzyński, M. Experiment Methodology; WNT: Warsaw, Poland, 2013. (In Polish) [Google Scholar]
- Kluz, R.; Kubit, A.; Trzepiecinski, T.; Faes, K.; Bochnowski, W. A Weighting Grade-Based Optimization Method for Determining Refill Friction Stir Spot Welding Process Parameters. J. Mater. Eng. Perform. 2019, 28, 6471–6482. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Fe |
|---|---|---|---|---|---|---|
| 0.15 max | 1.0 max | 1.0 max | 0.040 max | 0.030 max | 11.5–13.5 | Balance |
| Tensile Stress Rm, MPa | Yield Stress Re, MPa | Elongation A, % |
|---|---|---|
| 450 ÷ 510 | 205 ÷ 290 | 20 ÷ 34 |
| Process Parameters | Value | Unit |
|---|---|---|
| Welding speed | 60 | mm/min |
| Base current | 15 | A |
| Current pulse | 40 | A |
| Pulse current frequency | 5 | Hz |
| Shielding gas | Argon | - |
| Shielding gas flow rate | 13 | dm3/min |
| Tungsten electrode diameter | 2.4 | mm |
| Variant No. | Pressure p, MPa | Time t, min |
|---|---|---|
| 1 | 0.6 | 4 |
| 2 | 0.6 | 3 |
| 3 | 0.6 | 2 |
| 4 | 0.5 | 4 |
| 5 | 0.5 | 3 |
| 6 | 0.5 | 2 |
| 7 | 0.4 | 4 |
| 8 | 0.4 | 3 |
| 9 | 0.4 | 2 |
| 10 * | - | - |
| G Coefficient | Parameters | |||||||
|---|---|---|---|---|---|---|---|---|
| Ry | Rz | Rt | Ra | Rq | Rsk | Rku | σ | |
| GFZ | 0.2500 | 0.2224 | 0.2431 | 0.3195 | 0.2710 | 0.3137 | 0.2896 | 0.1580 |
| GBM | 0.3903 | 0.2739 | 0.3192 | 0.2598 | 0.4194 | 0.4363 | 0.3713 | 0.2049 |
| GHAZ | - | - | - | - | - | - | - | 0.2156 |
| Variant No. | Rv, µm | Rz, µm | Rt, µm | Ra, µm | Rq, µm | Rsk | Rku |
|---|---|---|---|---|---|---|---|
| 1 | 2.00 | 3.823 | 6.590 | 0.893 | 1.431 | −0.212 | 2.437 |
| 2 | 2.79 | 5.130 | 8.037 | 0.971 | 1.207 | −0.248 | 2.623 |
| 3 | 2.62 | 7.057 | 8.863 | 1.307 | 1.847 | −0.469 | 2.483 |
| 4 | 2.50 | 4.913 | 6.803 | 0.960 | 1.173 | −0.312 | 3.000 |
| 5 | 2.94 | 5.663 | 7.680 | 1.053 | 1.579 | −0.158 | 2.430 |
| 6 | 2.29 | 4.380 | 6.983 | 0.932 | 1.133 | −0.356 | 2.413 |
| 7 | 2.77 | 8.067 | 10.030 | 1.477 | 1.597 | −0.469 | 2.353 |
| 8 | 2.31 | 6.213 | 11.363 | 0.901 | 1.480 | −0.318 | 2.647 |
| 9 | 4.19 | 9.853 | 11.333 | 1.183 | 1.740 | −0.477 | 2.977 |
| 10 | 27.690 | 40.882 | 21.320 | 4.000 | 5.045 | 0.860 | 3.820 |
| Variant No. | Rv, µm | Rz, µm | Rt, µm | Ra, µm | Rq, µm | Rsk | Rku |
|---|---|---|---|---|---|---|---|
| 1 | 3.107 | 7.633 | 16.703 | 1.497 | 1.747 | 0.306 | 3.203 |
| 2 | 3.473 | 6.917 | 10.233 | 1.527 | 1.513 | 0.340 | 2.307 |
| 3 | 3.610 | 7.343 | 9.390 | 1.707 | 2.010 | −0.191 | 2.060 |
| 4 | 3.580 | 7.063 | 9.220 | 1.337 | 1.633 | −0.298 | 2.410 |
| 5 | 3.527 | 8.027 | 8.963 | 1.300 | 1.780 | 0.173 | 2.627 |
| 6 | 3.417 | 6.837 | 10.630 | 1.427 | 1.677 | −0.288 | 2.253 |
| 7 | 2.917 | 6.197 | 8.813 | 1.270 | 1.513 | 0.038 | 2.243 |
| 8 | 4.050 | 7.223 | 9.553 | 1.370 | 1.687 | −0.227 | 2.670 |
| 9 | 4.367 | 7.280 | 8.443 | 1.380 | 1.720 | −0.349 | 2.607 |
| 10 | 5.968 | 12.400 | 3.047 | 0.377 | 0.484 | −0.528 | 4.219 |
| Parameter | 7:7–7-1:1 (FZ) | 7:7–9-1:1 (BM) |
|---|---|---|
| Data mean | −403.9 | −213.5 |
| Data S.D. | 202.5709 | 81.4524 |
| Error mean | −0.03575 | −0.38136 |
| Error S.D. | 64.61516 | 14.33335 |
| Absolute error mean | 42.00425 | 11.16835 |
| S.D. ratio | 0.31897 | 0.17597 |
| Correlation | 0.94816 | 0.98440 |
| Parameter | Ry | Rz | Rt | Ra | Rq | Rsk | Rku |
|---|---|---|---|---|---|---|---|
| Rank | 3 | 6 | 1 | 5 | 4 | 2 | 7 |
| Error | 69.01206 | 64.8224 | 107.0941 | 65.2265 | 68.95482 | 104.9682 | 63.25987 |
| Ratio | 1.125821 | 1.057473 | 1.747068 | 1.064065 | 1.124887 | 1.712387 | 1.031983 |
| Parameter | Ry | Rz | Rt | Ra | Rq | Rsk | Rku |
|---|---|---|---|---|---|---|---|
| Rank | 2 | 7 | 1 | 5 | 3 | 4 | 6 |
| Error | 51.42136 | 14.54843 | 55.47997 | 18.21497 | 46.83969 | 27.01425 | 14.64911 |
| Ratio | 1.125821 | 1.057473 | 1.747068 | 1.064065 | 1.124887 | 1.712387 | 1.031983 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bucior, M.; Kluz, R.; Trzepieciński, T.; Jurczak, K.; Kubit, A.; Ochał, K. The Effect of Shot Peening on Residual Stress and Surface Roughness of AMS 5504 Stainless Steel Joints Welded Using the TIG Method. Materials 2022, 15, 8835. https://doi.org/10.3390/ma15248835
Bucior M, Kluz R, Trzepieciński T, Jurczak K, Kubit A, Ochał K. The Effect of Shot Peening on Residual Stress and Surface Roughness of AMS 5504 Stainless Steel Joints Welded Using the TIG Method. Materials. 2022; 15(24):8835. https://doi.org/10.3390/ma15248835
Chicago/Turabian StyleBucior, Magdalena, Rafał Kluz, Tomasz Trzepieciński, Kamil Jurczak, Andrzej Kubit, and Kamil Ochał. 2022. "The Effect of Shot Peening on Residual Stress and Surface Roughness of AMS 5504 Stainless Steel Joints Welded Using the TIG Method" Materials 15, no. 24: 8835. https://doi.org/10.3390/ma15248835