4.1. Dissolution Behavior of M23C6
Based on the SEM images, the size and morphology of M
23C
6 carbides were investigated at different austenitizing temperatures. The morphology of carbides was mainly spherical and ellipsoid. As shown in
Figure 5a, with an increase in the austenitizing temperature, the volume of M
23C
6 carbides decreased gradually, and the average diameter of M
23C
6 carbides did not decrease monotonically. With an austenitizing temperature in the range of 950–1050 °C, the average diameter remained the same at approximately 0.53 μm. At the austenitizing temperature 1100 °C, the average diameter increased by a small margin to 0.6 μm. When the austenitizing temperature was 1150 °C, the average diameter decreased to 0.28 μm rapidly. As shown in
Figure 5b, with an increase in the austenitizing temperature, the frequency of tiny M
23C
6 carbides decreased rapidly. This result was basically consistent with the previous study [
15]. However, the study [
15] indicated that the dissolution of M
23C
6 carbides was distinguished in three stages based on the changes in the content and the size of carbides. Firstly, small-sized carbides (<0.5 μm) dissolved dominantly. Secondly, large-sized carbides (<1 μm) dissolved dominantly. Lastly, larger-sized carbides (>1 μm) began to dissolve. These distinctions might not be correct.
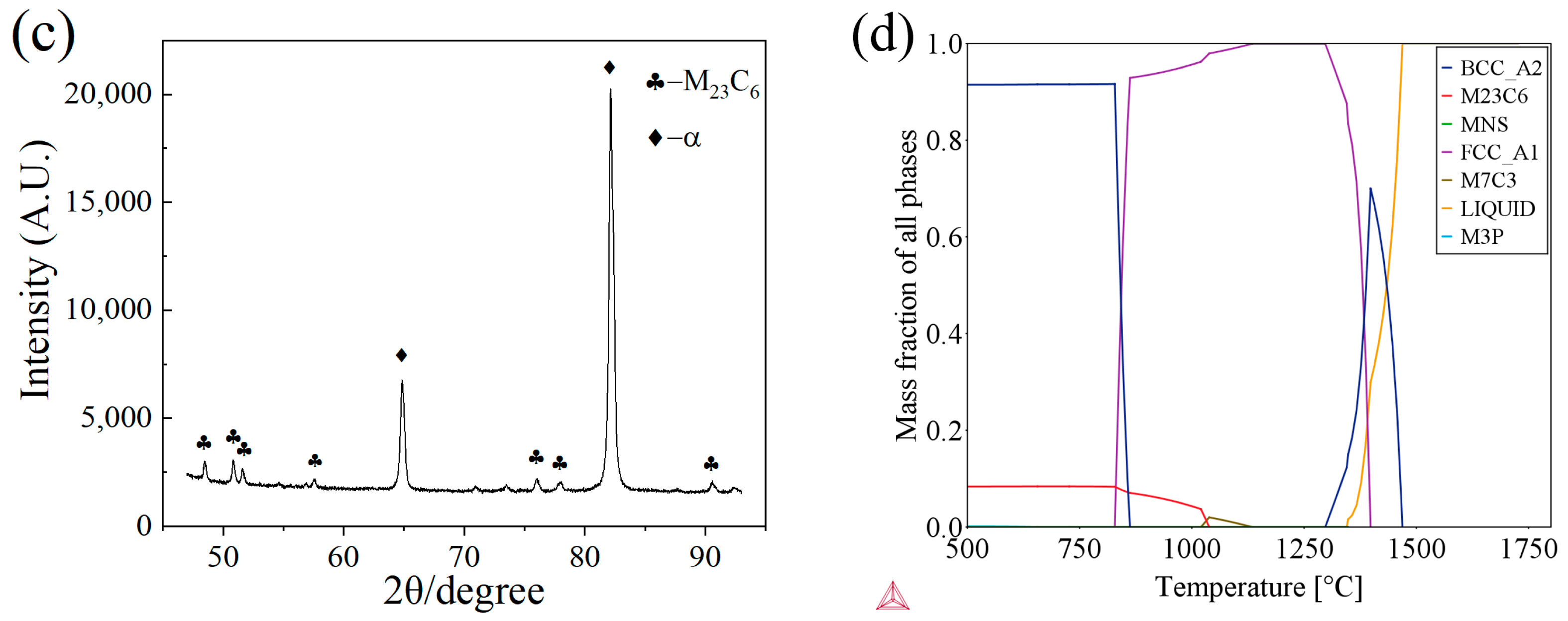
According to
Figure 1d, at the austenitizing temperature in the range 950–1150 °C, the M
23C
6 carbides dissolve. From a thermodynamic point of view, at the beginning of the dissolution of M
23C
6 carbides, the thermodynamic conditions for each carbide particle are the same; thus, the dissolution of carbide particles is in no particular order, assuming the composition of the matrix is uniform.
According to study [
20], as spherical precipitates became smaller, the dissolution rate increased. For spherical precipitates, the kinetics of dissolution of carbides was assumed on the basis of a diffusion-controlled regime and there was no interaction between carbides. The kinetic formulation of dissolution was developed [
20].
where
is the time of dissolution;
is the radius of spherical precipitates;
is the diffusion coefficient of the element;
is the concentration in the matrix side at the precipitate-matrix interface;
is the far field composition of the alloy; and
is the composition of the precipitate.
In 5Cr15MoV martensitic stainless steel, C diffusivity is several orders of magnitude faster than Cr and V, while Cr has the highest fraction among the substituted elements. Therefore, the kinetics of dissolution rate of carbides is assumed to be controlled by the Cr diffusion. According to the literature, the diffusion coefficient of Cr in austenite can be taken from [
21]:
According to Equations (2)–(4), the dissolution behavior of carbides can be discussed in detail. When the initial size of carbides remains unchanged and temperature increases,
and
increase, which results in
decreasing. In addition, the temperature is assumed to be constant, and the
is only determined by the particle size and is proportional to the square of the particle radius. Using the Thermo-Calc with TCFE7 database, the content of Cr in the matrix side at the precipitate-matrix interface was calculated. Thus, the time of carbides dissolution can be calculated.
Figure 6 shows the dissolution kinetics of carbides at different temperatures. It is clear that the dissolution time of carbides is proportional to the square of the particle radius, and the higher the temperature, the faster the dissolution.
The above analysis indicates that small particles disappear first and then larger particles dissolve, which is due to the difference in size of the carbide particles. As the dissolution of a large number of fine carbides first results in a decrease of the chromium concentration between the carbides and the matrix, the dissolution rate of larger carbides particles becomes slower.
The M
23C
6 carbides act as the sources of carbon and chromium during the dissolution process. At an austenitizing temperature in the range of 950–1150 °C for 10 min, carbon is evenly distributed in the austenite matrix due to the high diffusion coefficient of carbon in austenite. According to the volume fraction of carbides shown in
Table 3, the carbon content of austenite at the austenitizing temperature can be calculated by Equations (5)–(7). As oil quenching was carried out immediately after austenitizing, it was considered that the carbon content of martensite was inherited from the austenite. Although there was retained austenite in samples, there was only a small volume fraction after quenching at 950–1100°C. Thus, the carbon content in martensite shown in
Table 4 could be roughly considered as the carbon content in austenite.
where
and
are the mass fraction of carbides and austenite, respectively;
is the volume fraction of carbides;
and
are the density of carbides and matrix, respectively; and
is 6.97 g/cm
3,
is 7.87 g/cm
3;
,
and
are the mass fraction of carbon in the matrix, carbides and austenite, respectively.
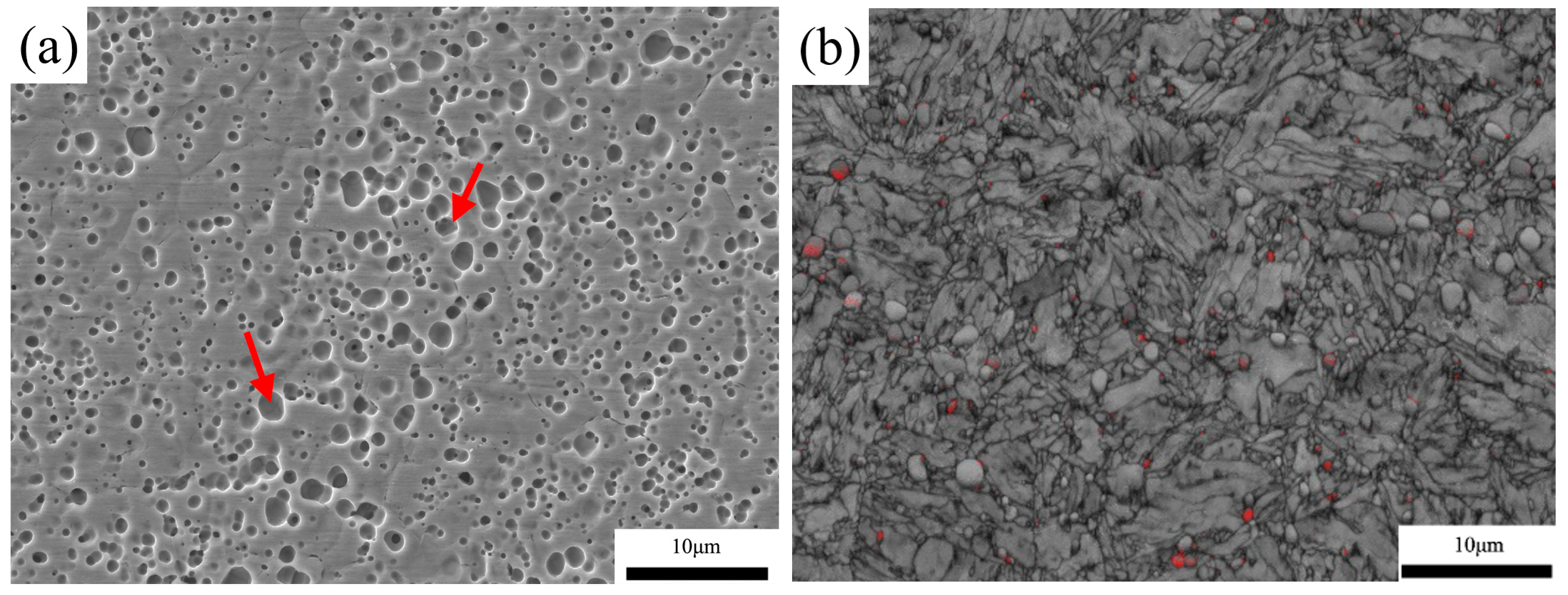
4.2. Crystallographic Analysis of the Microstructure
Figure 7 displays the BC maps and IPF maps of quenched samples. The boundaries in
Figure 6 are drawn for misorientation between adjacent points larger than 5°, because the misorientation calculations imply that all of the boundaries between variants should have misorientations larger than 10°. To clearly depict the variant morphology in BC maps, the boundaries are divided into three types according to the misorientation: white lines (5° < θ < 15°), black lines (15 < θ < 45°) and yellow lines (θ > 45°). With an increase in the austenitizing temperature, as well as an increase in the dissolved carbon content, the size of the packet becomes larger, but the lath is refined and the frequency of the high-angle grain boundaries (HAGBs, θ > 45°) increases significantly, as shown in
Figure 7k.
The literature [
22] studied the effect of carbon content on the variant selection rules, and the grain boundary density showed that in micro-alloy with carbon from 0.03 wt.% to 0.06 wt.%, the twin-related variant pair V1/V2 governed the phase transformation at 0.06C, whereas the misoriented pair V1/V4 was dominated at 0.03C. In order to study the variant selection in 5Cr15MoV stainless steel, the following analysis was carried out.
It is well known that 24 specific ferrite orientations (variants, V1–V24) could be formed within a single austenite grain in the K-S orientation relationship (OR): {111}γ//{110}α, <110>γ//<111>α [
23,
24]. However, the actual OR of martensite with respect to an austenite matrix would always deviate some degrees to the exact K-S OR due to the transformation strain. Using iterative numerical calculation methods developed by the authors’ research group based on the Euler angle database from the EBSD results [
16,
17], the actual average OR of each sample was calculated, which is shown in
Table 5. The fraction of 23 variant pairs (V1/V2-V24) was calculated in the samples based on the calculated OR, which is shown in
Table 6. To identify the variant selection, the length fraction of inter-variant boundaries between V1 and other variants, we employed the specific calculation method explained in reference [
25], which is shown in
Figure 8. It can be seen that the V1/V2 variant pairs consistently governed the martensite transformation. With an increase in the temperature, the length fraction of the inter-variant boundary of the V1/V2 variant pair also increased. Study [
26] indicated that the increase of carbon led to a decrease of the transformation temperature and an increase of the transformation driving force, such that more V1/V2 variant pairs were obtained to accommodate the transformation strain to improve the hardenability in 0.12C steel and 0.09C steel. Thus, in this study, the fraction of the boundary length of the V1/V2 variant pair that increased with the increase of the temperature was due to the effect of the carbon content from 0.075 wt.% to 0.45 wt.%. This discussion can explain the frequency of high-angle grain boundaries increasing with the increasing temperature. According to references [
27,
28], there was a near-linear relationship of hardness and density of high-angle grain boundaries. Thus, the hardness would increase with the increasing temperature. However, in this study, the hardness increases first and then decreases with the increase in density of the high-angle grain boundaries.
4.3. Correlation of Microstructure and Hardness
In this study, after oil quenched, the microstructure mainly consisted of martensite, M
23C
6 carbides and retained austenite. Different microstructures have different hardness. The hardness of M
23C
6 is 1520–1600 HV [
29]. The austenite hardness is roughly equivalent to the hardness of the austenitic stainless steel in the annealed condition, whose maximum value usually ranges between 185 and 210 HV [
30]. According to the study [
31], the hardness of martensite mainly depended on the carbon content in austenite; the alloy element hardly ever affected the maximal hardness of the martensite. In this study, at different austenitizing temperature, the carbon content in the austenite was different due to the dissolution of the M
23C
6 carbides, shown in
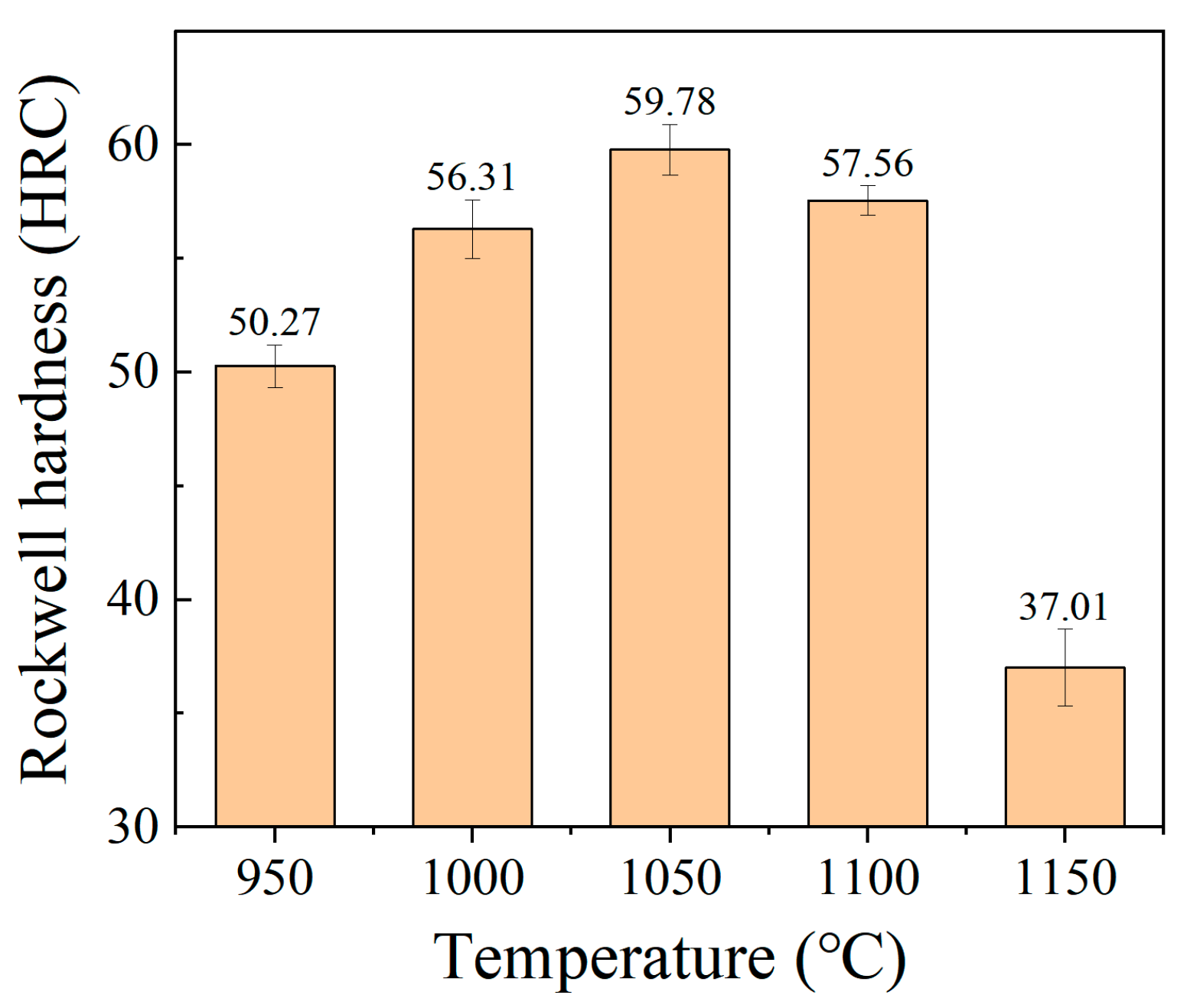
Table 4. The Vickers hardness of martensite has a strong relationship with carbon content. From
Figure 4, at 1150 °C, the hardness decreases rapidly due to the high volume of retained austenite, which indicates that retained austenite was a negative factor for hardness. Thus, a simple model was developed to illustrate the contribution of different microstructures to the hardness of the matrix. The model is based on the composite model, which is expressed as Equation (8).
where
,
and
are the hardness of martensite, carbides and austenite, respectively.
,
and
are the volume fraction of martensite, carbides and austenite, respectively.
is a factor that was related to austenite and martensite content. If
< 10%,
is 0, otherwise
is
. The calculation method of
is detailed in literature [
31].
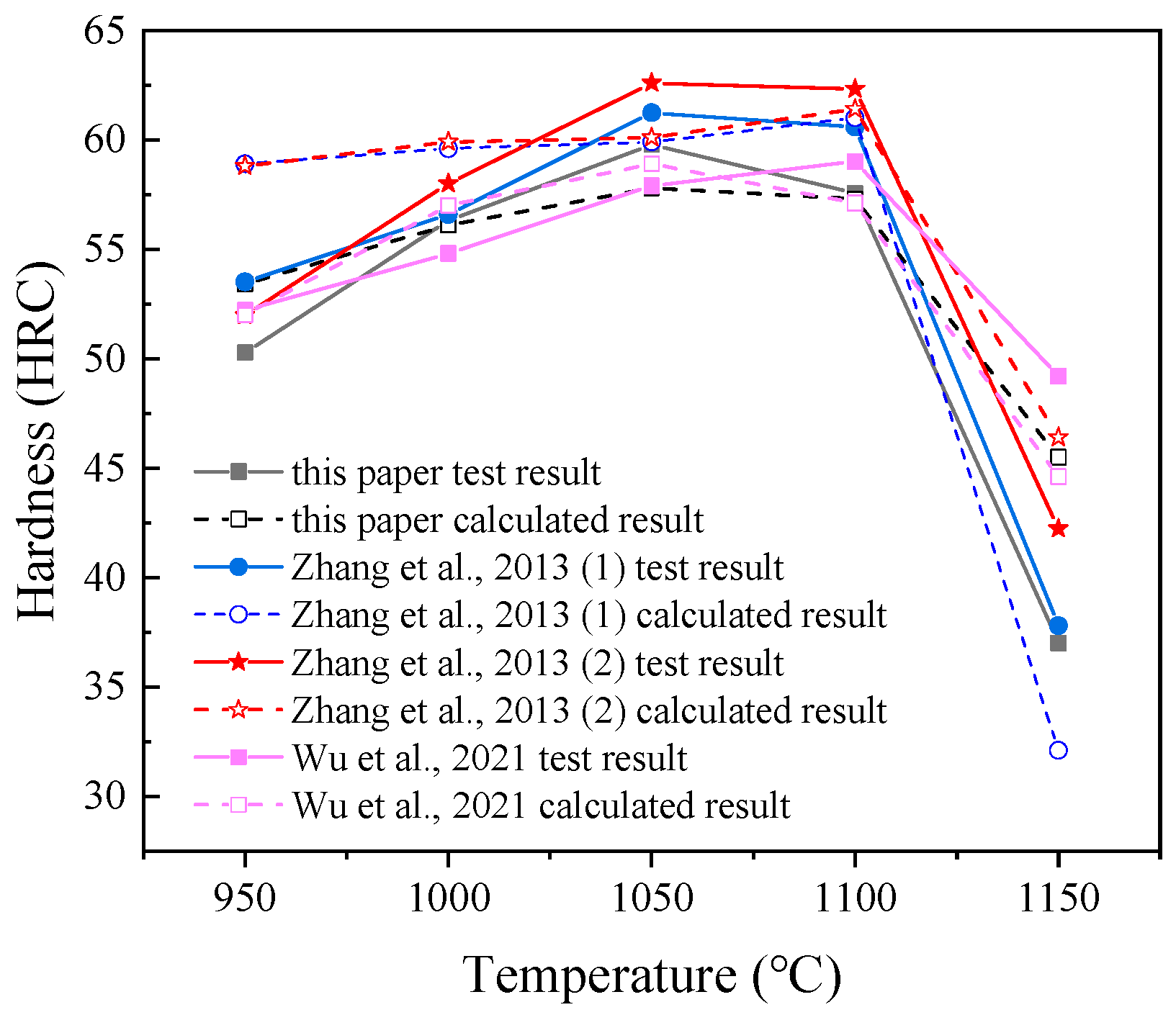
As shown in
Figure 9, for this study, the experimental results and the calculated results are in good agreement at the range of 1000–1100 °C, although the maximum hardness value differs by 2 HRC. For the results from Ref [
32], at 950 °C, the calculated result is larger than experimental result (>5 HRC). This might be sensitivity to the volume of carbides at 950 °C, because the dissolution of carbides is slow at 950 °C. At the range of 1000–1100 °C, the experimental results and the calculated results are in good agreement. As for the results from Ref [
33], the experimental results and the calculated results are in good agreement at the range of 950–1100 °C. These suggest that this simple model was still relatively accurate, which showed that the contribution to hardness came mainly from martensite, and a small amount of retained austenite (<10%) had little effect on hardness; however, a large amount of retained austenite (>10%) had a very negative effect on hardness. Due to the small content of carbides, they contributed less to hardness.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}