
The Effect of Harsh Environmental Conditions on Concrete Plastic Shrinkage Cracks: Case Study Saudi Arabia

Abstract
:1. Introduction
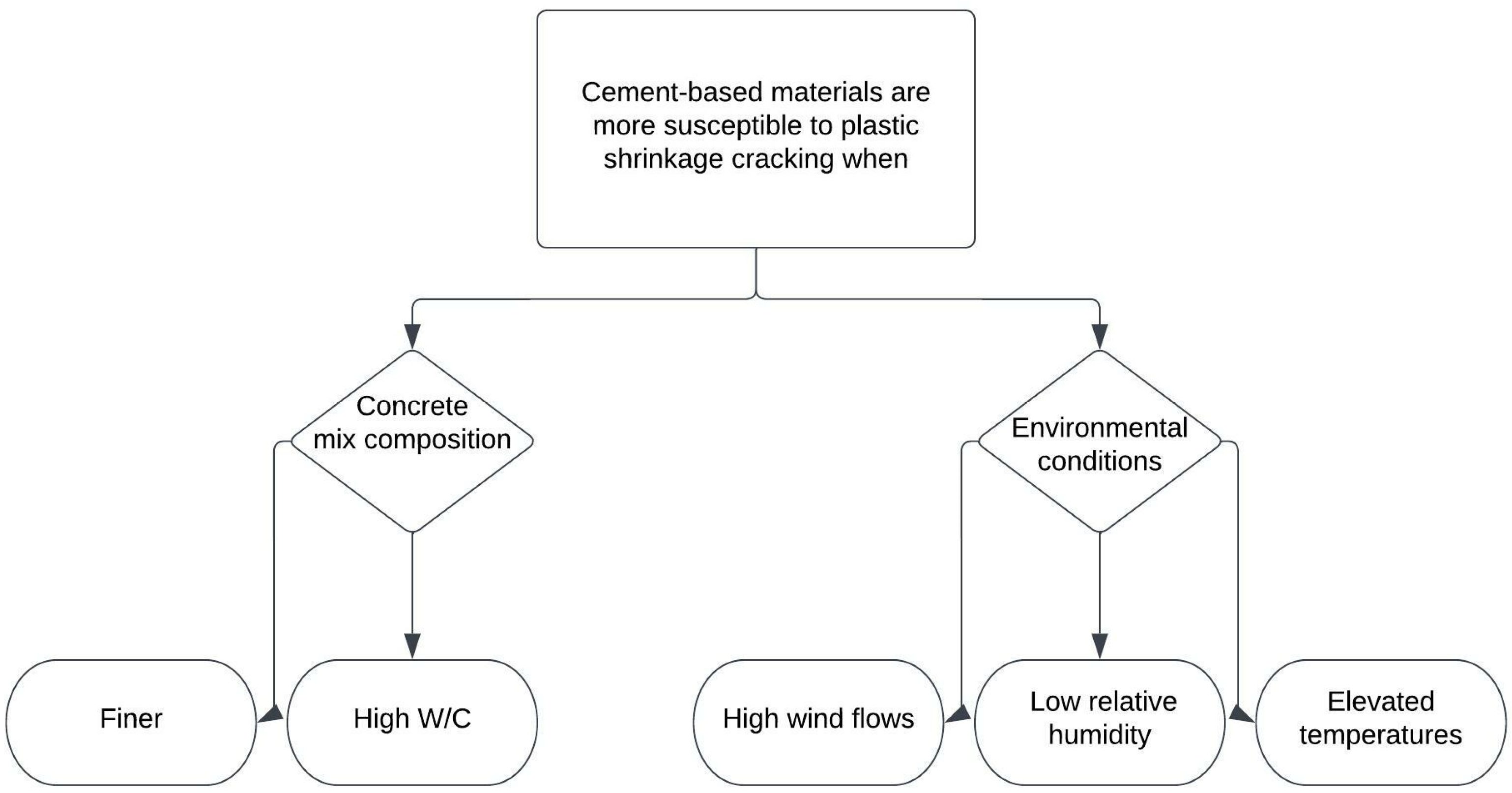
1.1. Problem Statement
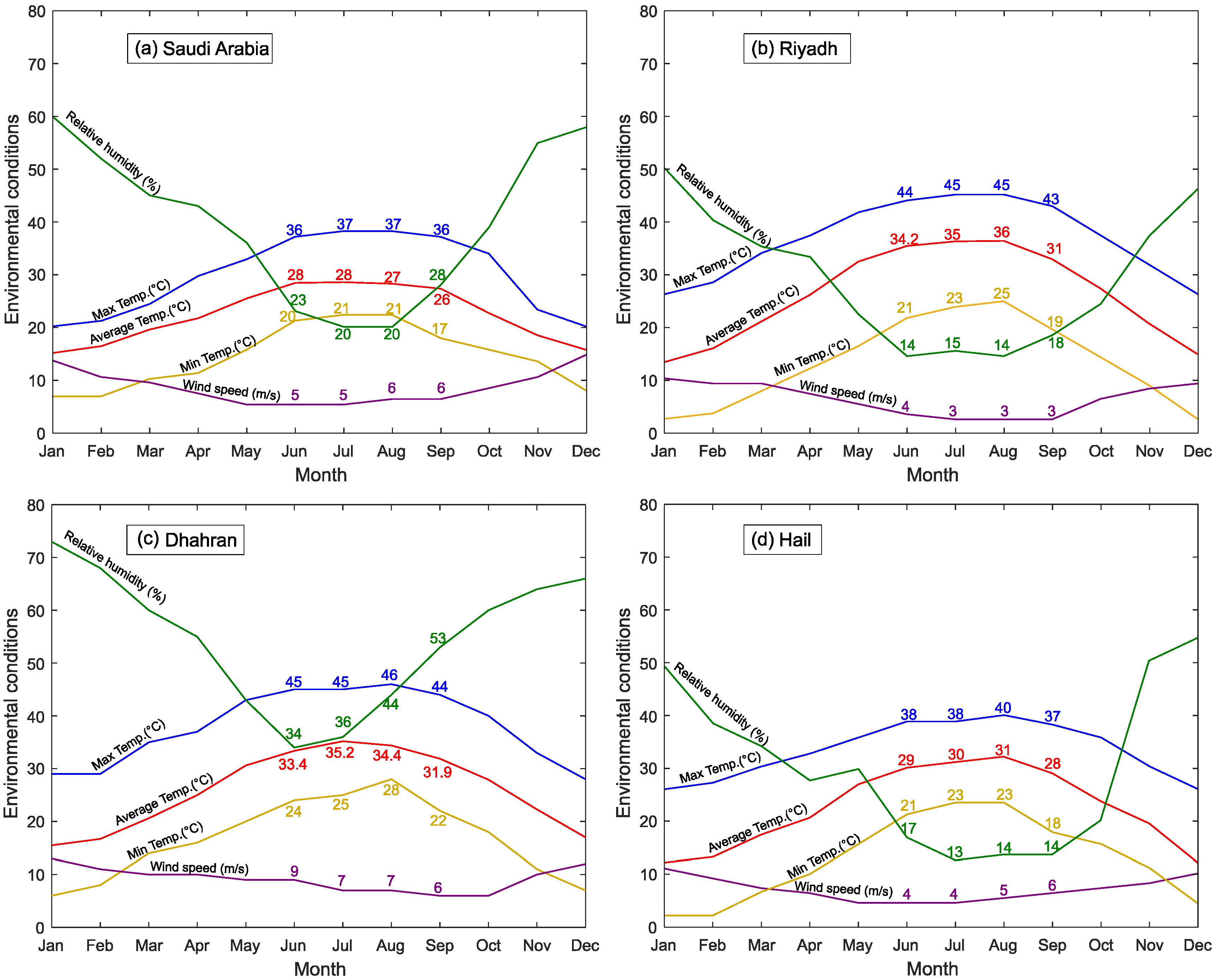
1.2. Selection of Environmental Conditions
Selected Environments
- (a)
- Riyadh
- (b)
- Dhahran
- (c)
- Hail
1.3. Significance of Research
2. Materials
2.1. Concrete and Specimen Preparations
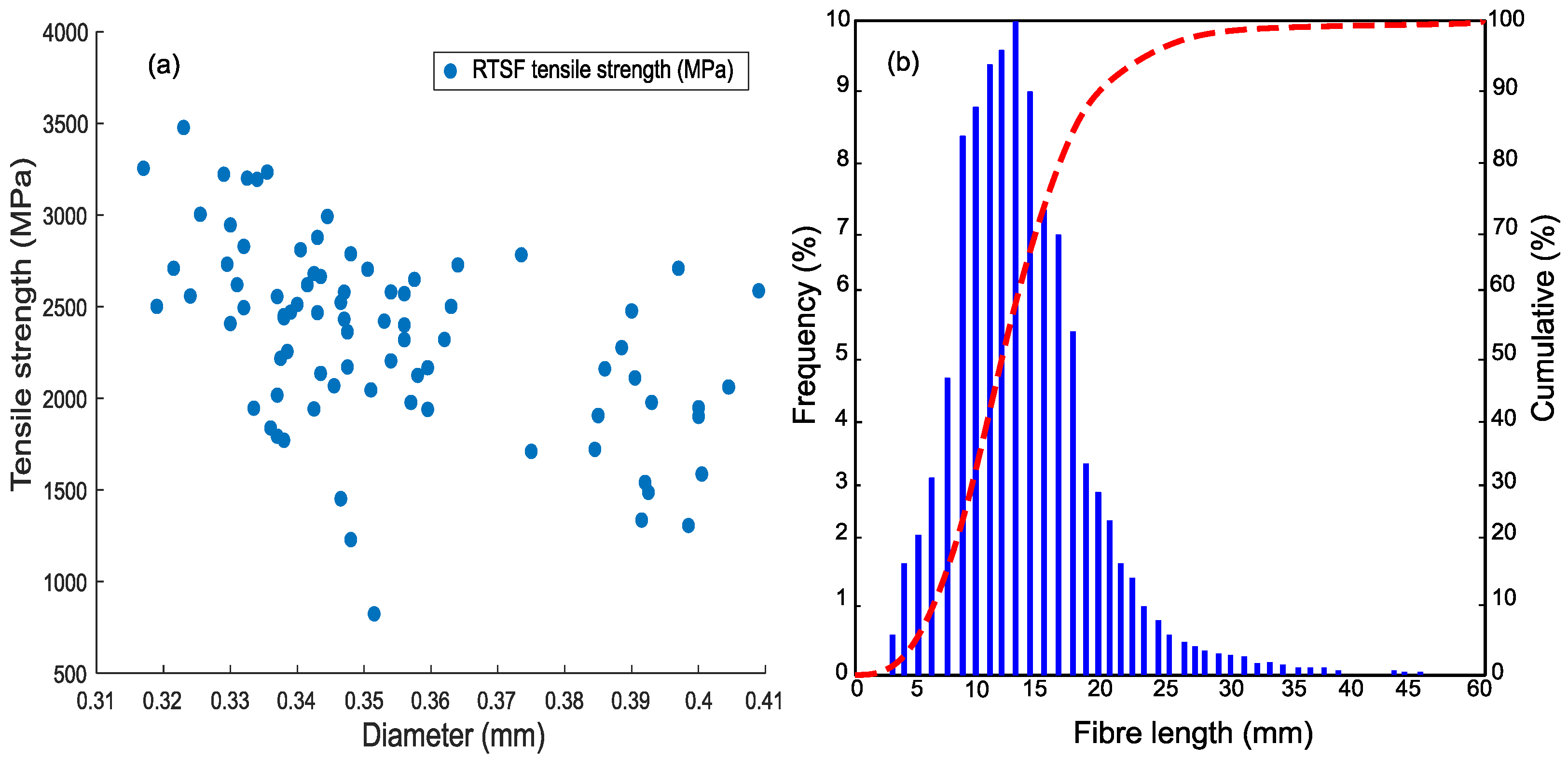
2.2. Recycled Tire Steel Fibre (RTSF)
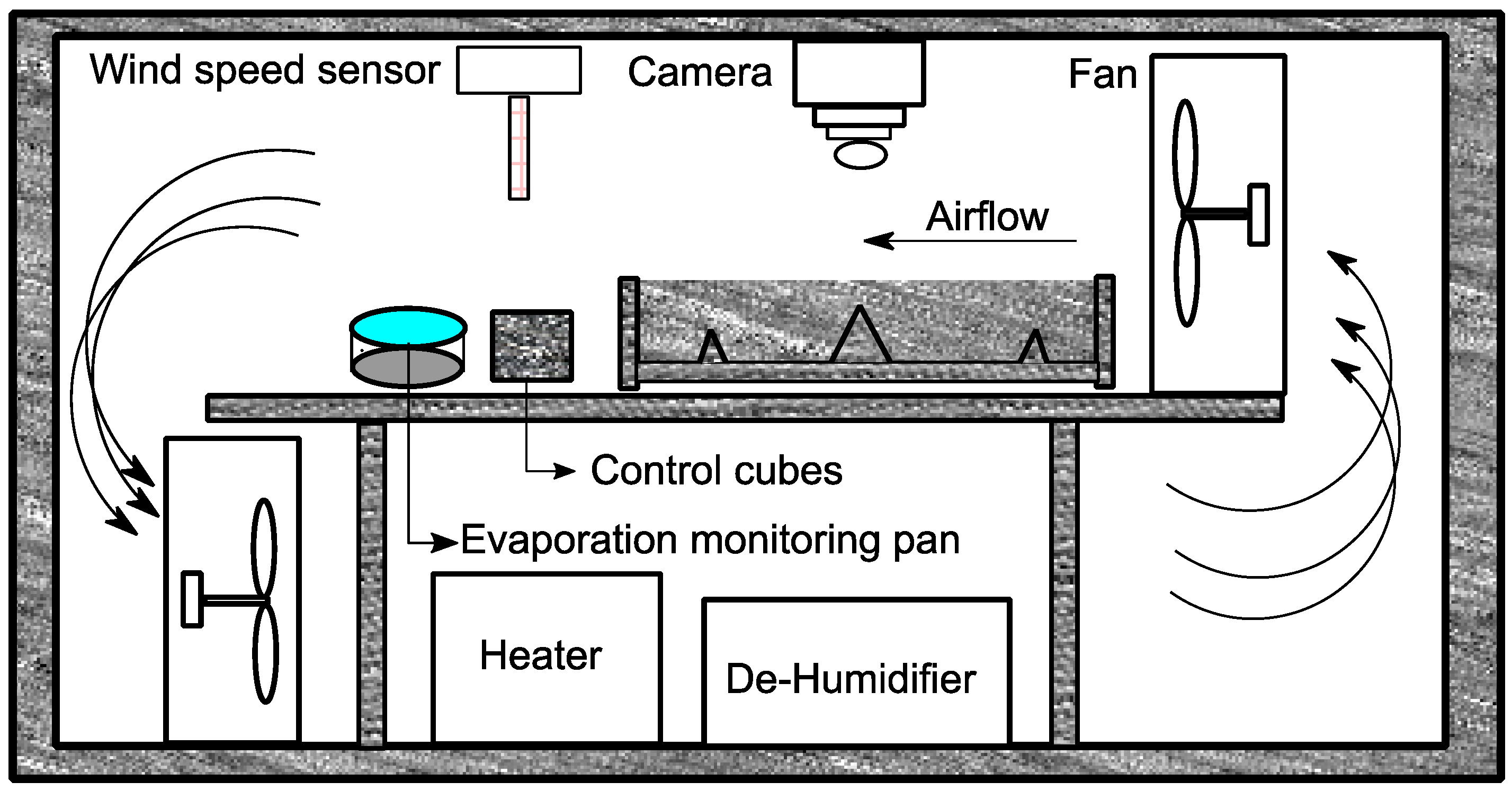
3. Methodology
3.1. Compressive Strength
3.2. Evaporation Rate
3.3. Plastic Shrinkage Test
3.4. Measurement of the Cracks
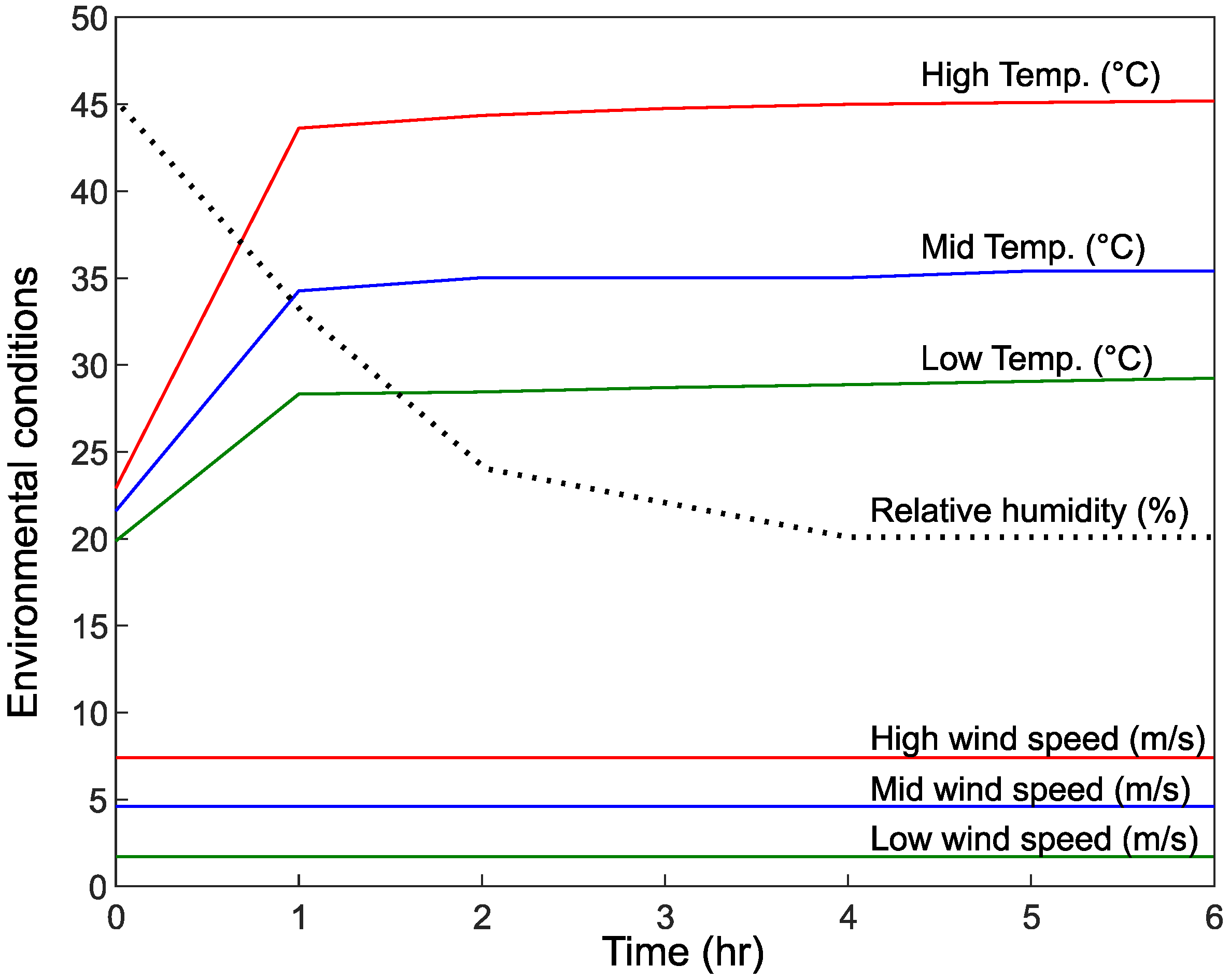
4. Examined Environmental Conditions
5. Experimental Results and Discussion
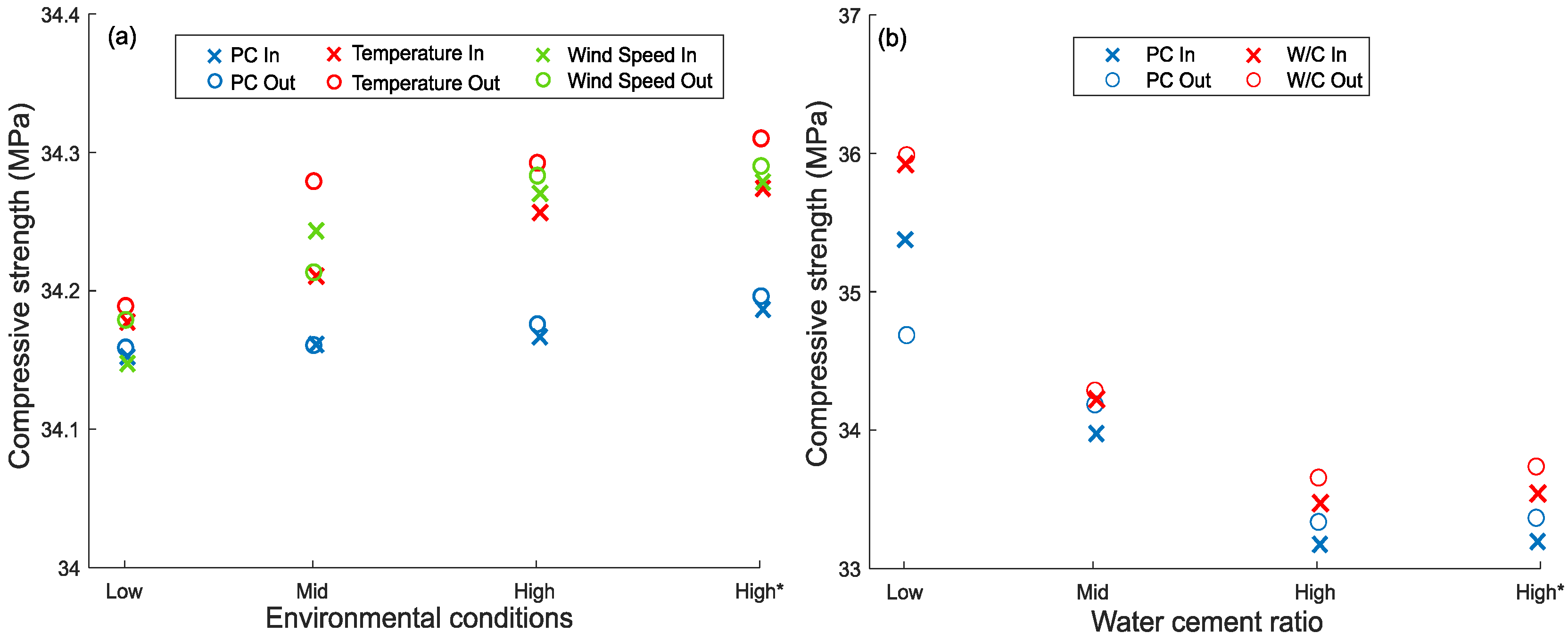
5.1. Compressive Strength
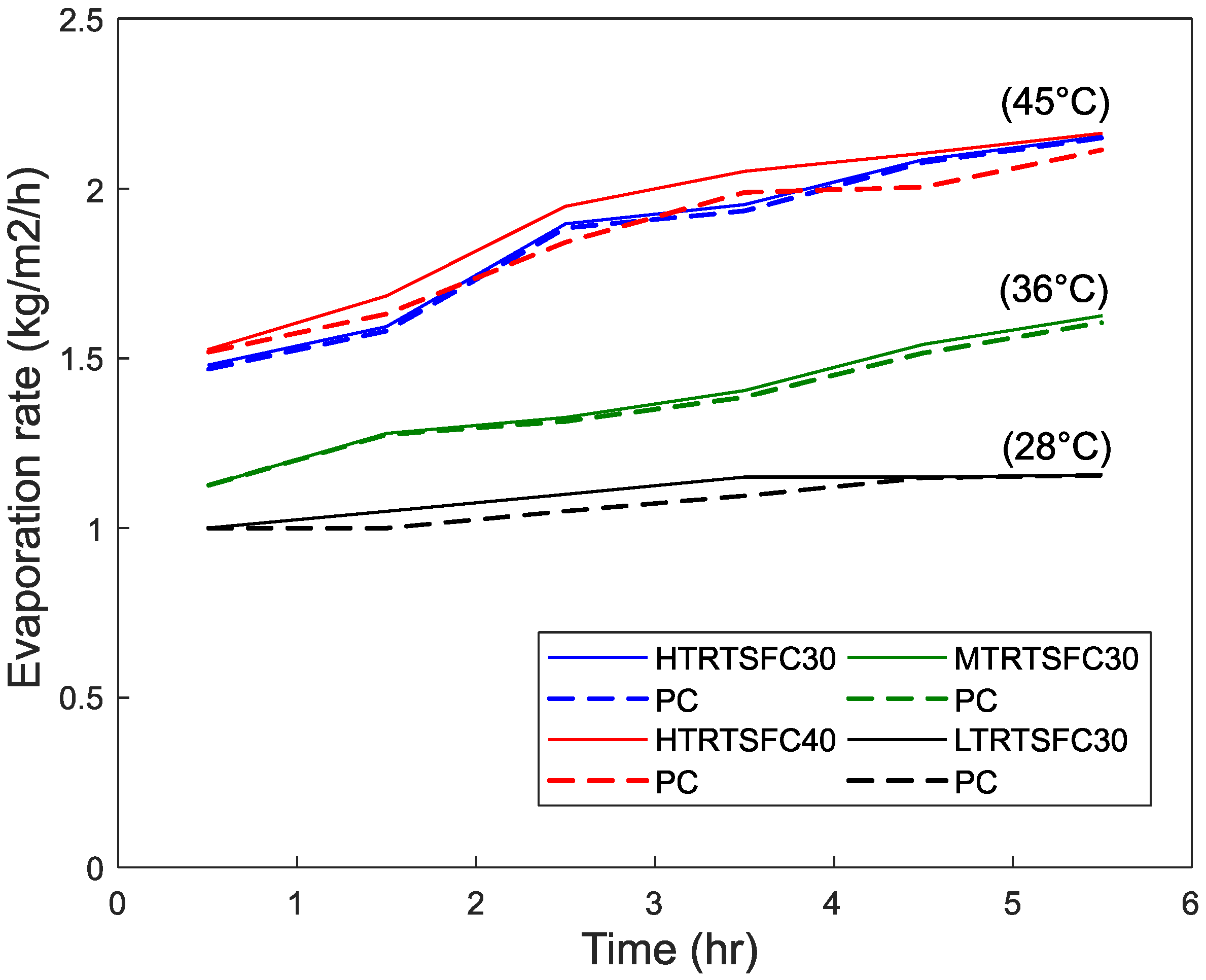
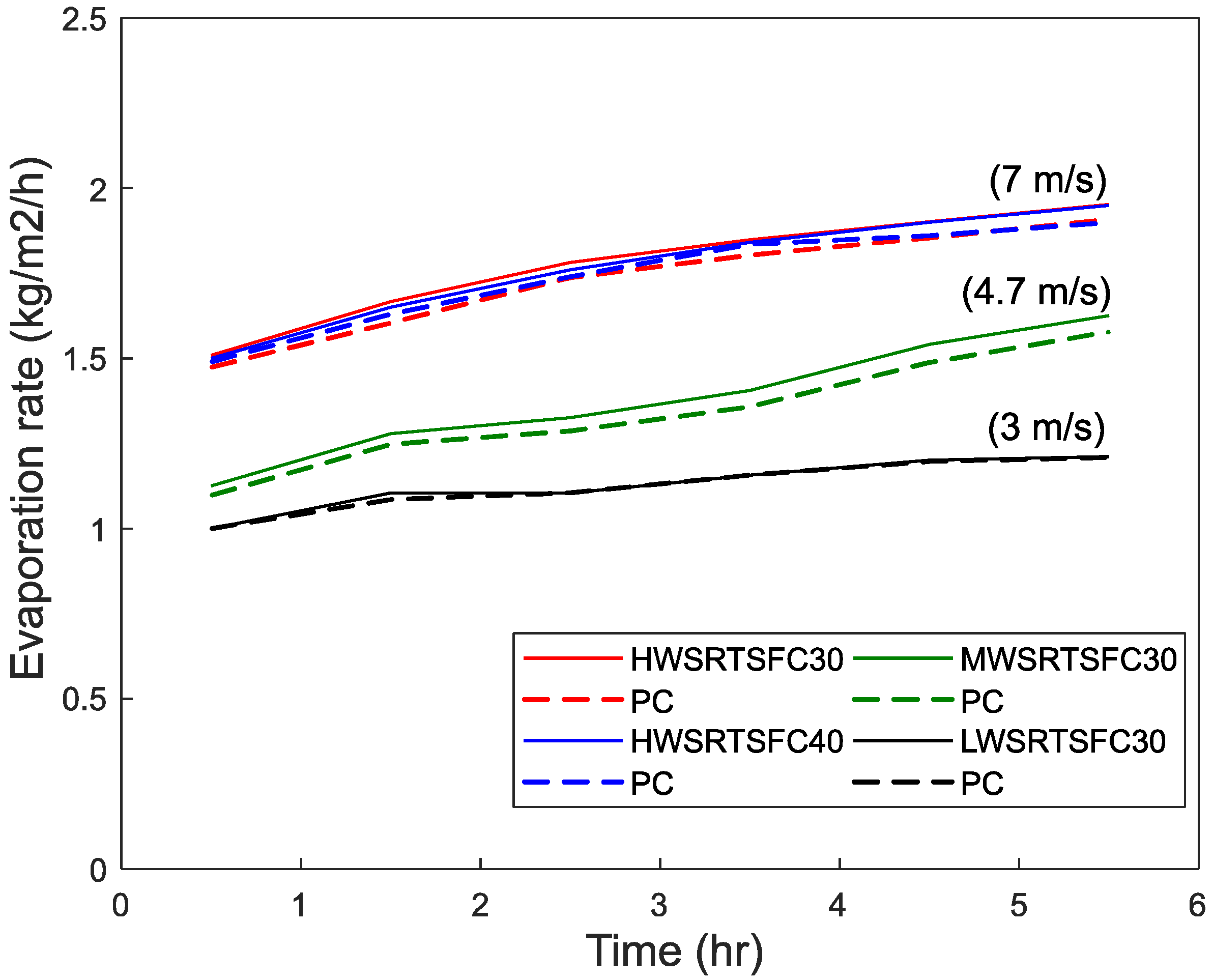
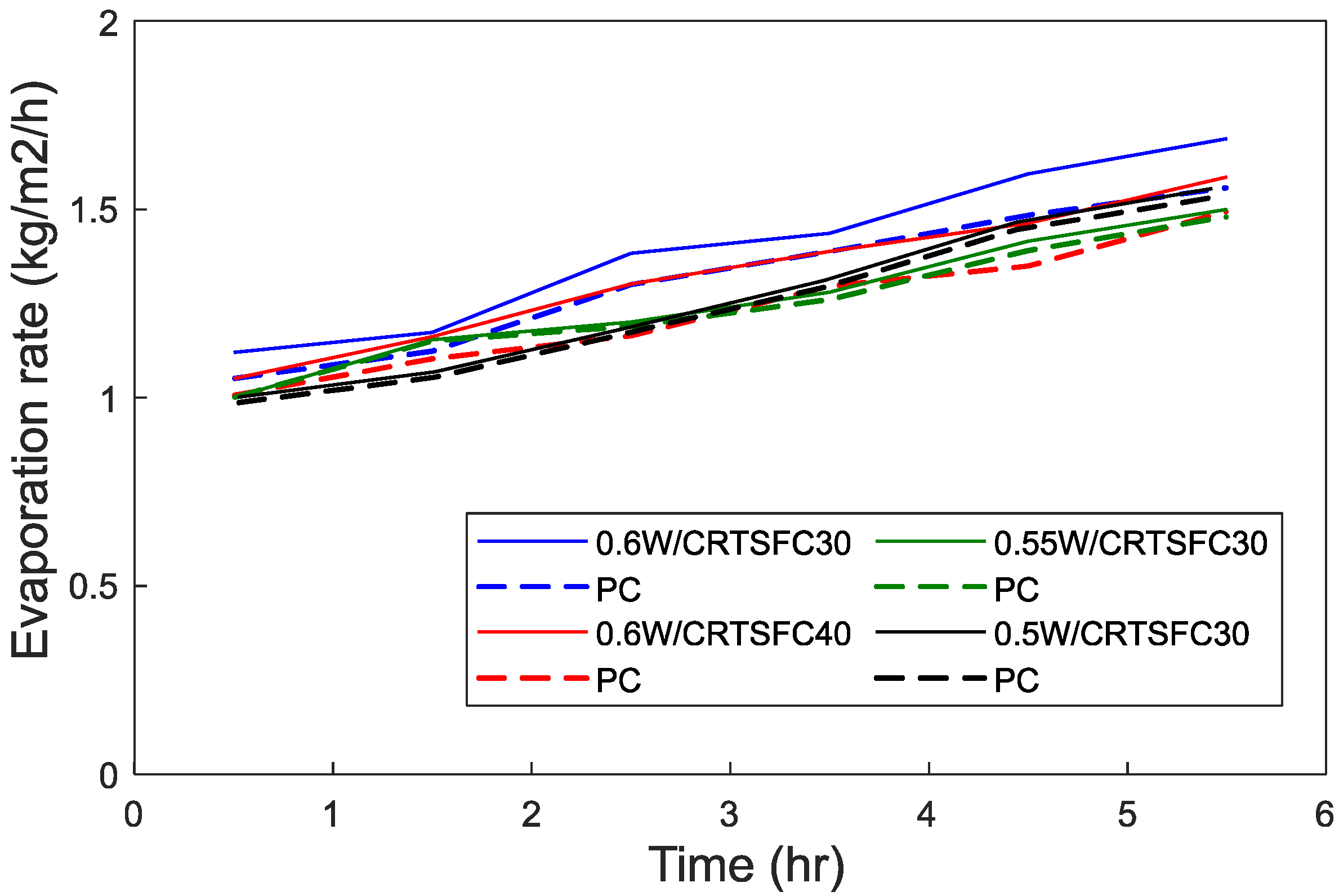
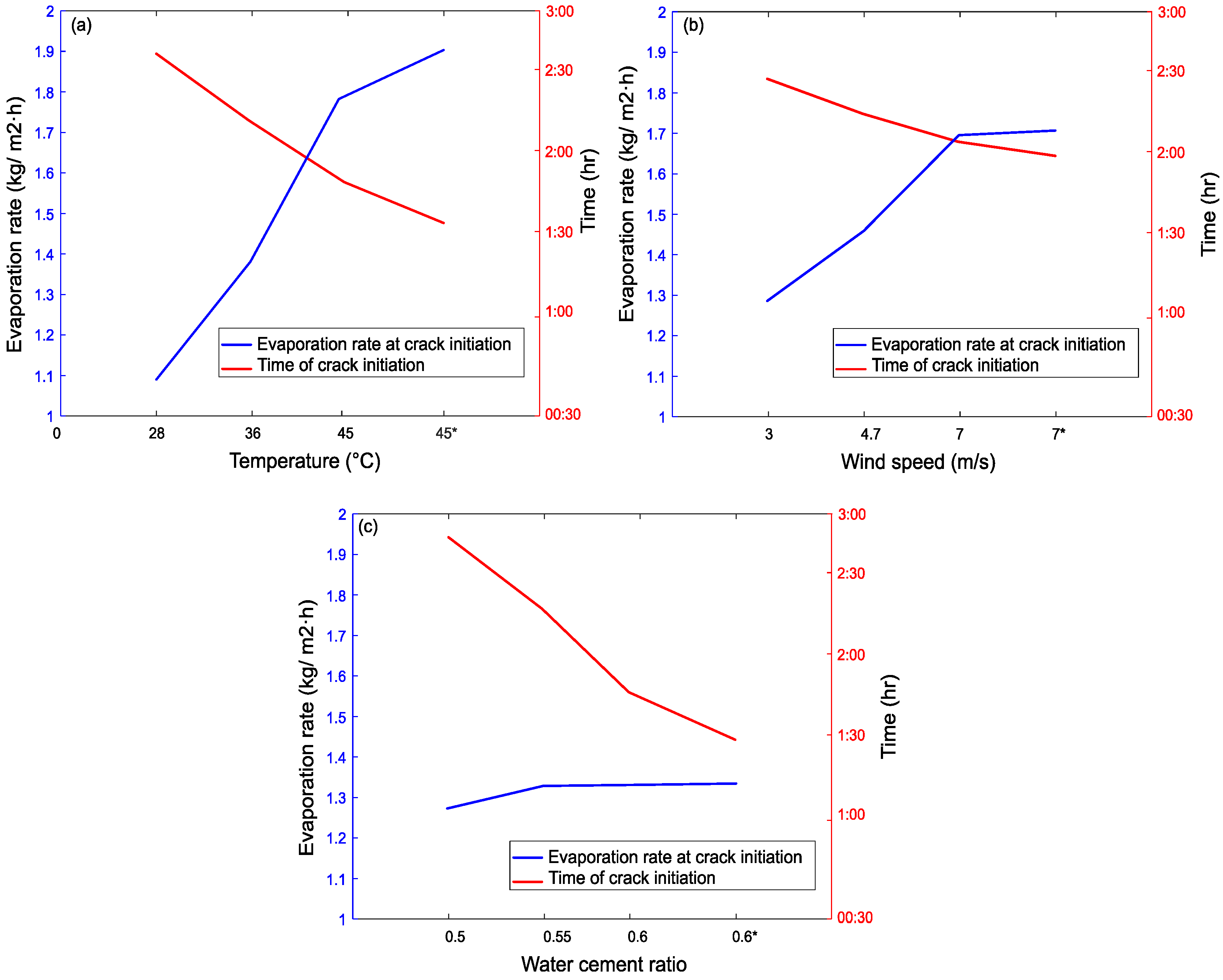
5.2. Evaporation Rate
5.3. Crack Measurements and Results
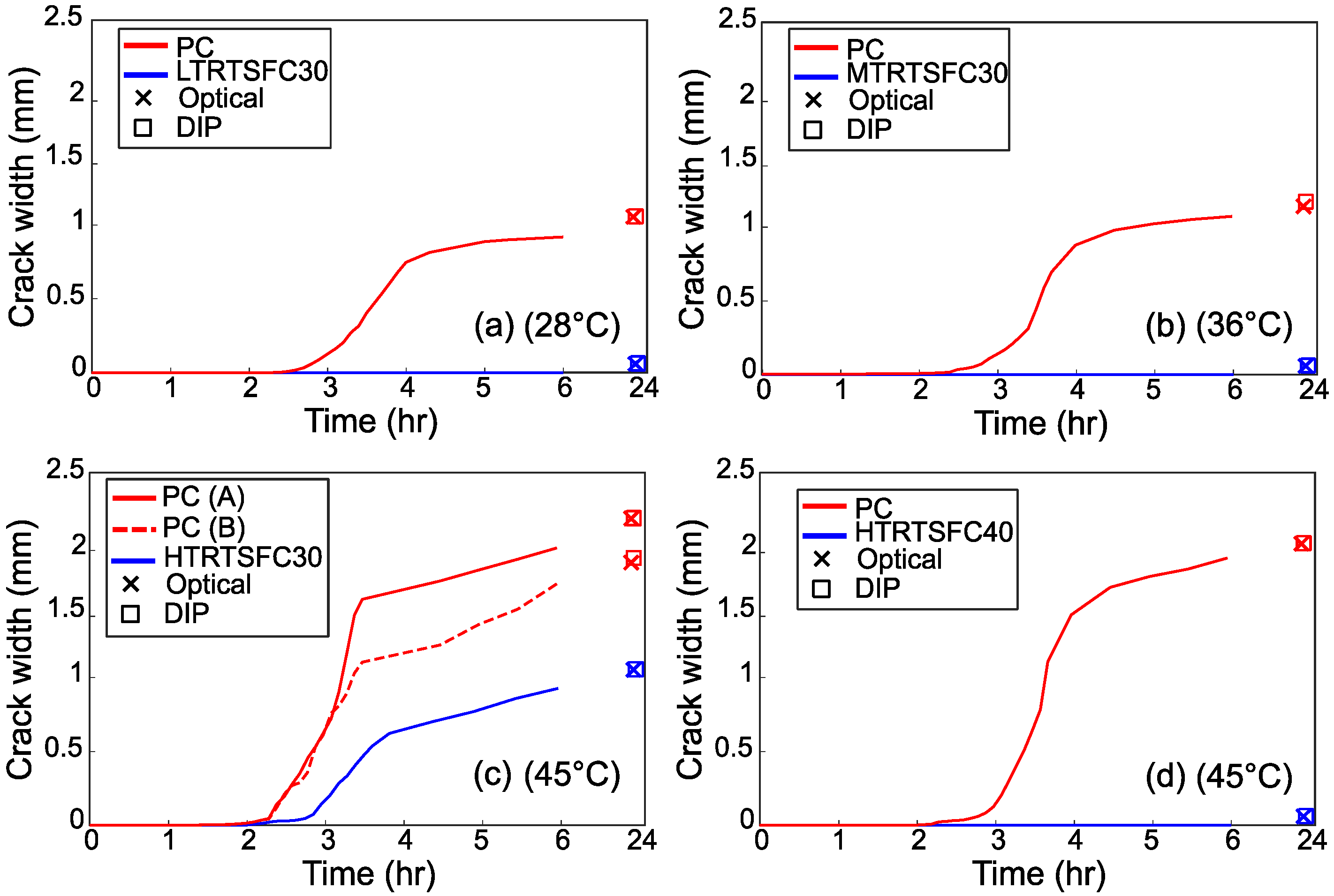
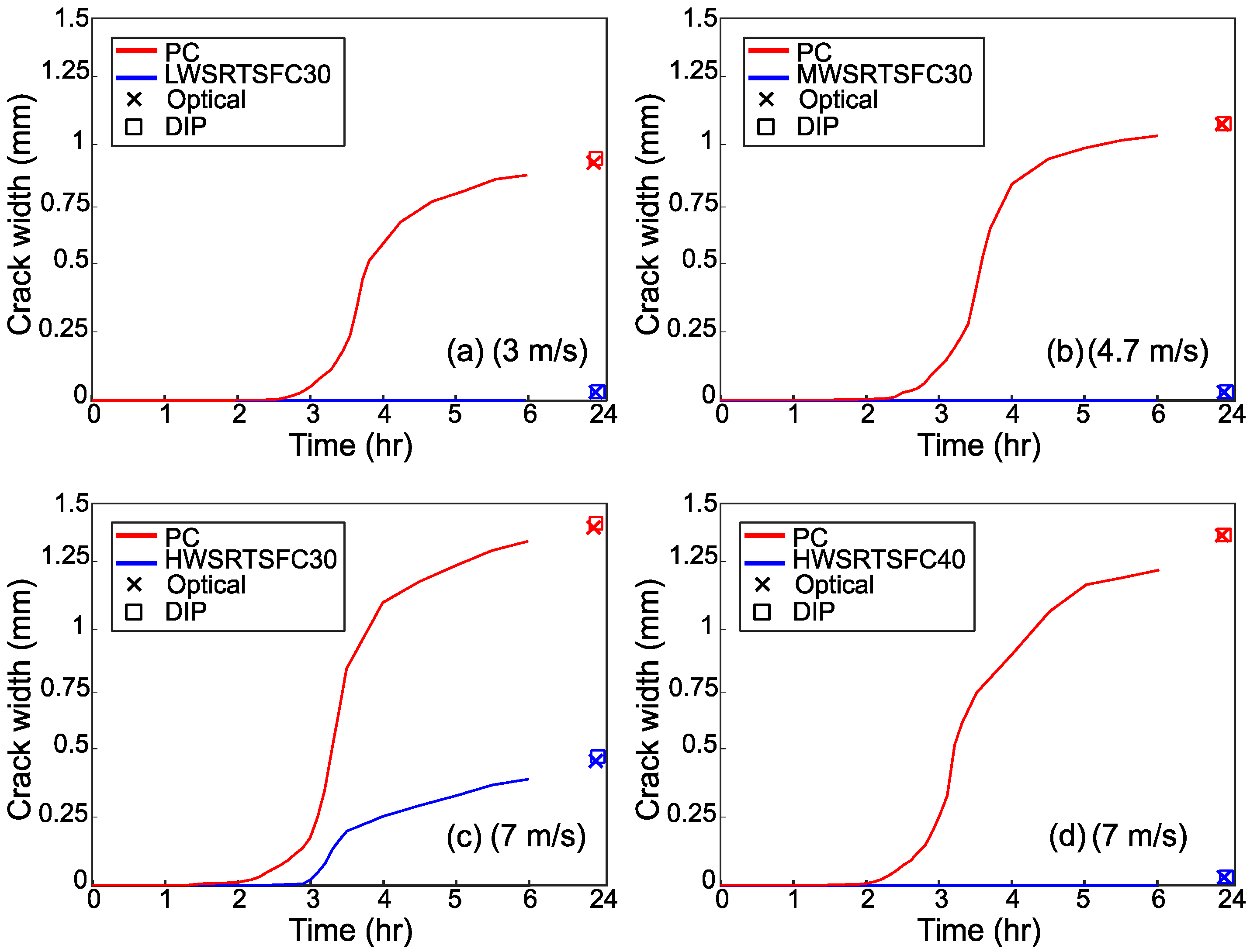
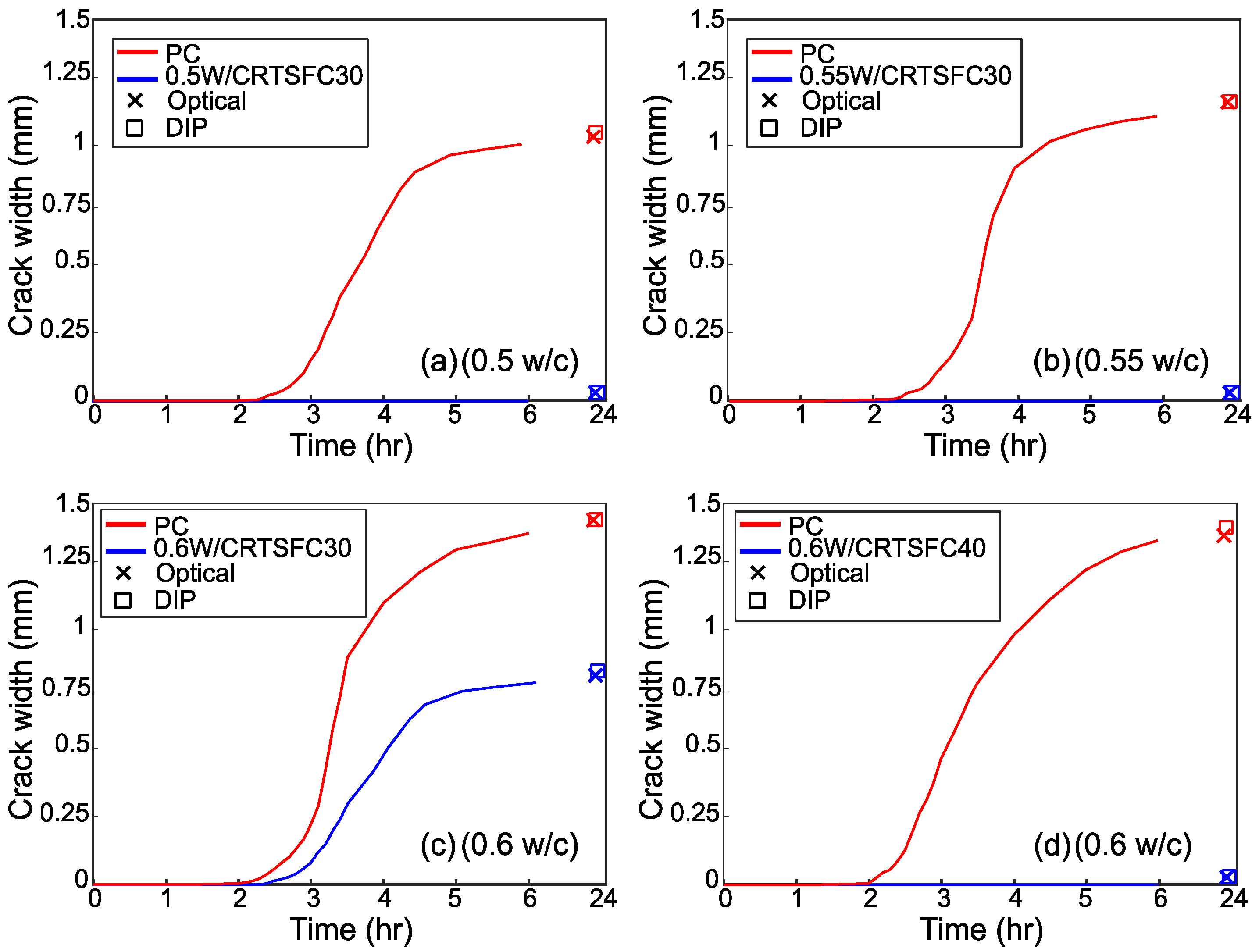
5.4. Influence of Environmental Conditions on Evaporation Rate and Cracking
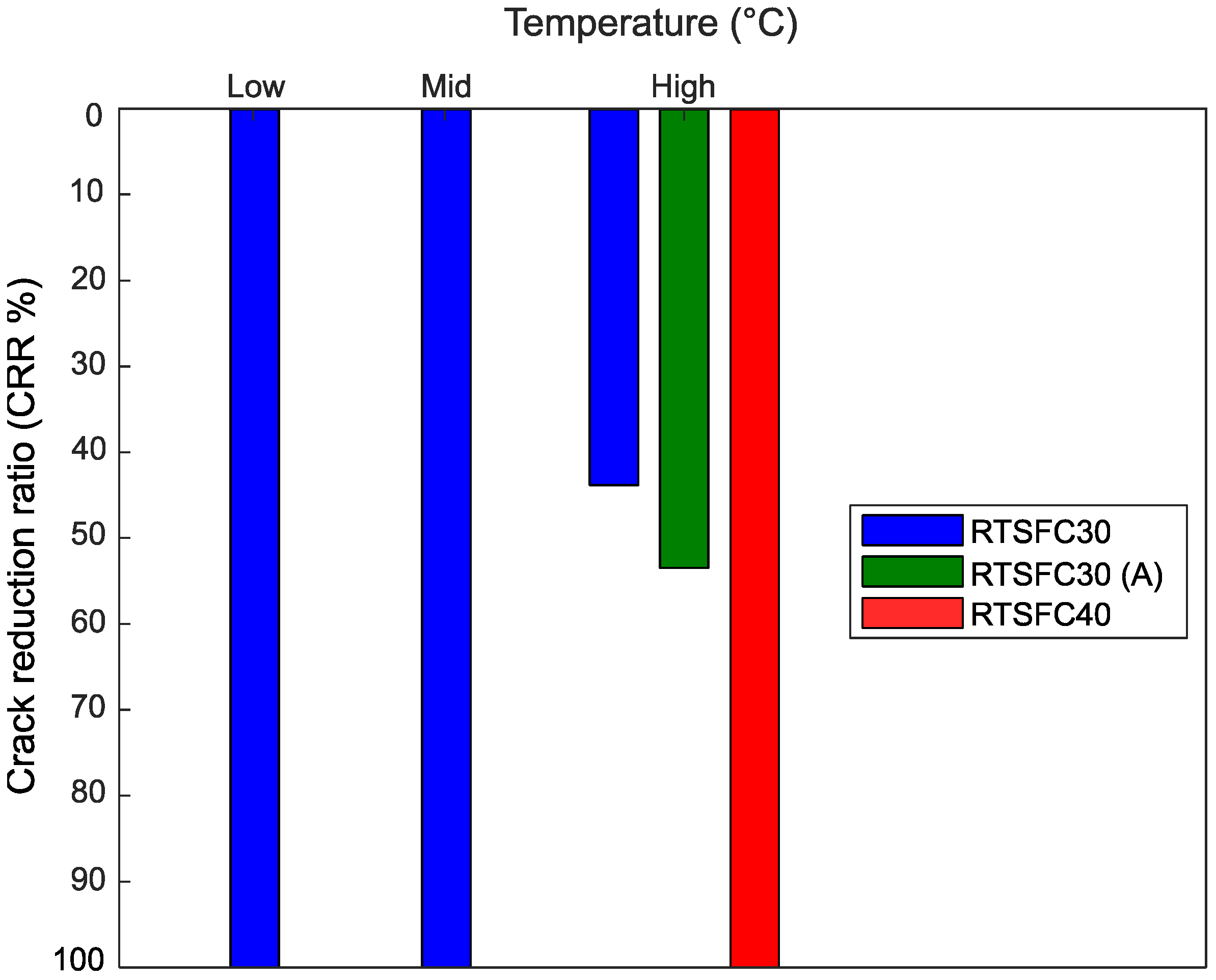
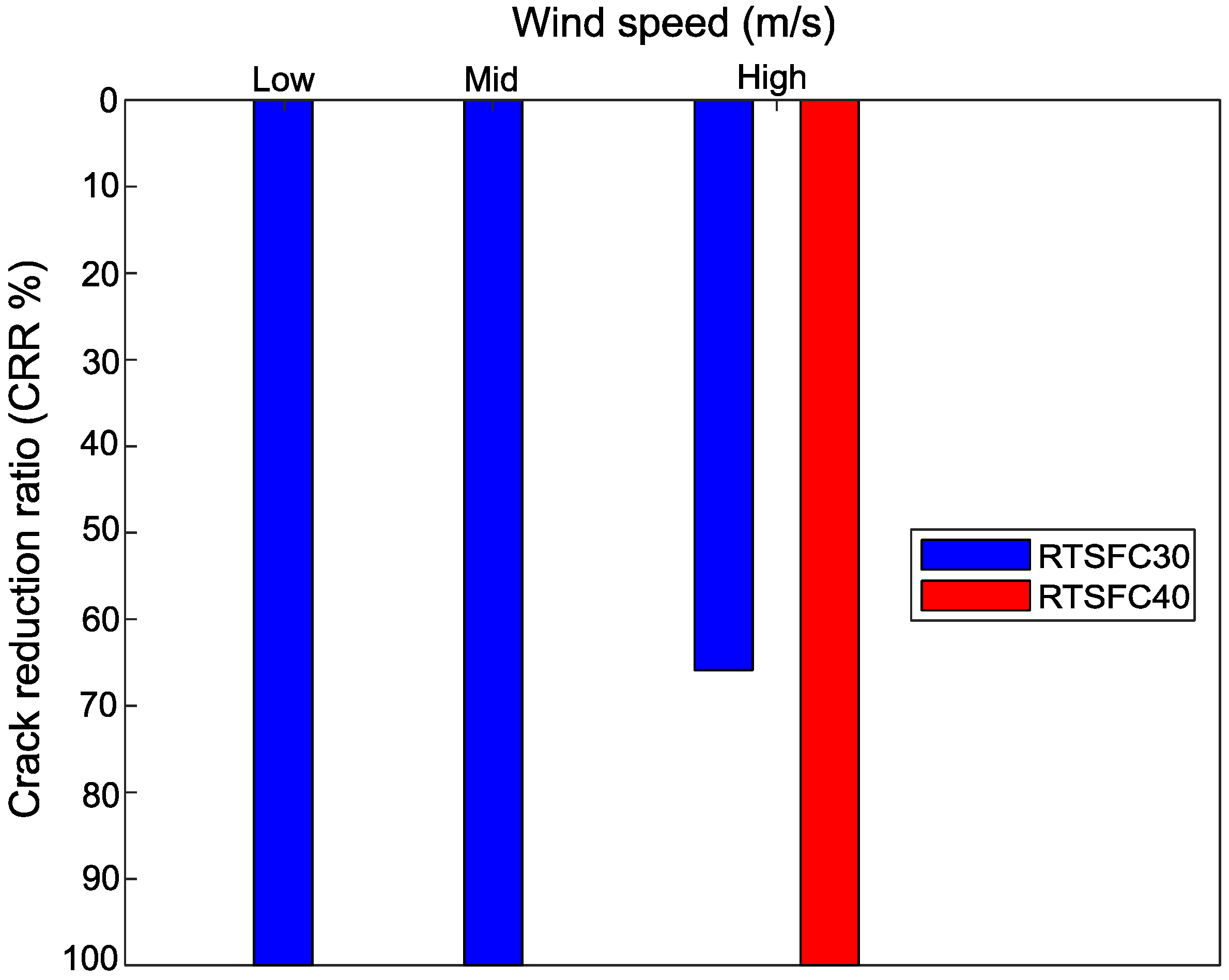
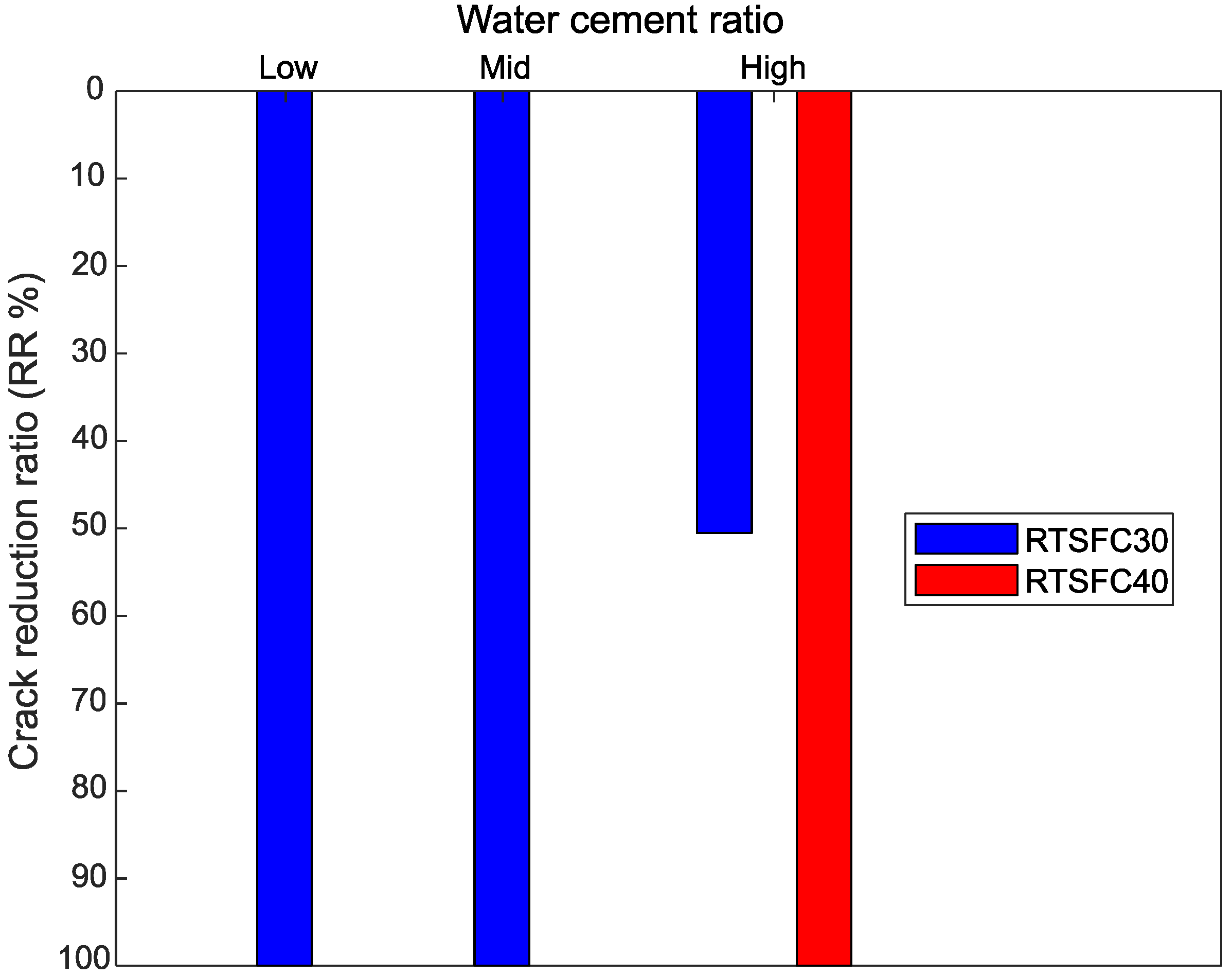
5.5. Crack Reduction Ratio (CRR)
6. Conclusions
- Harsher environmental conditions result in earlier and more severe cracking (i.e., larger crack width, length, and area).
- Temperature is the most important parameter in accelerating cracking, whilst wind speed is the least significant.
- The use of higher water/cement ratios increases cracking, primarily as a result of earlier and heavier bleeding.
- The addition of RTSF fibers was found to be effective in controlling plastic shrinkage cracking, with 40 kg/m3 eliminating the cracks completely in the harshest of the examined environments.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Alhozaimy, A.M.; Al-Negheimish, A.I. Plastic Shrinkage in Hot and Arid Environments. Concr. Int. 2009, 31, 26–32. [Google Scholar]
- Heiskanen, J.; Brümmer, C.; Buchmann, N.; Calfapietra, C.; Chen, H.; Gielen, B.; Gkritzalis, T.; Hammer, S.; Hartman, S.; Herbst, M.; et al. The integrated carbon observation system in Europe. Bull. Am. Meteorol. Soc. 2022, 103, 855–872. [Google Scholar] [CrossRef]
- Copas, J.B. Regression, prediction and shrinkage. J. R. Stat. Soc. Ser. B 1983, 45, 311–335. [Google Scholar] [CrossRef]
- Qi, C.; Weiss, J.; Olek, J. Statistical significance of the restrained slab test for quantifying plastic cracking in fiber reinforced concrete. J. ASTM Int. 2005, 2, 105–122. [Google Scholar] [CrossRef]
- Zhao, P.; Zsaki, A.M.; Nokken, M.R. Using digital image correlation to evaluate plastic shrinkage cracking in cement-based materials. Constr. Build. Mater. 2018, 182, 108–117. [Google Scholar] [CrossRef]
- Al-Amoudi, M.; Maslehuddin, M.; Shameem, M. Ibrahim, Shrinkage of plain and silica fume cement concrete under hot weather. Cem. Concr. Compos. 2007, 29, 690–699. [Google Scholar] [CrossRef]
- Ghourchian, S.; Wyrzykowski, M.; Lura, P. The bleeding test: A simple method for obtaining the permeability and bulk modulus of fresh concrete. Cem. Concr. Res. 2016, 89, 249–256. [Google Scholar] [CrossRef]
- Moelich, G.M.; Kruger, J.; Combrinck, R. Plastic shrinkage cracking in 3D printed concrete. Compos. Part B Eng. 2020, 200, 108313. [Google Scholar] [CrossRef]
- Kurian, J.; Sivan, S.; Mary, L.; Payyappilly, L.; John, E. Study on shrinkage properties of concrete with and without mineral admixtures. IJARIIT 2019, 5, 1840–1850. [Google Scholar]
- ACI 224R-01; Control of Cracking in Concrete Structures. Reported by ACI Committee 224; American Concrete Institute: Indianapolis, IN, USA, 2001; pp. 1–46.
- Radocea, A. A model of plastic shrinkage. Mag. Concr. Res. 1994, 46, 125–132. [Google Scholar] [CrossRef]
- Granju, J.L.; Balouch, S.U. Corrosion of steel fibre reinforced concrete from the cracks. Cem. Concr. Res. 2005, 35, 572–577. [Google Scholar] [CrossRef]
- Naaman, A.E.; Wongtanakitcharoen, T.; Hauser, G. Influence of different fibers on plastic shrinkage cracking of concrete. ACI Mater. J. 2005, 102, 49. [Google Scholar]
- Graeff, A.G.; Pilakoutas, K.; Neocleous, K.; Peres, M.V.N.N. Fatigue resistance and cracking mechanism of concrete pavements reinforced with recycled steel fibres recovered from post-consumer tyres. Eng. Struct. 2012, 45, 385–395. [Google Scholar] [CrossRef]
- Branston, J.; Das, S.; Kenno, S.Y.; Taylor, C. Influence of basalt fibres on free and restrained plastic shrinkage. Cem. Concr. Compos. 2016, 74, 182–190. [Google Scholar] [CrossRef]
- Slowik, V.; Schmidt, M.; Fritzsch, R. Capillary pressure in fresh cement-based materials and identification of the air entry value. Cem. Concr. Compos. 2008, 30, 557–565. [Google Scholar] [CrossRef]
- Mehta, P.K.; Monteiro, P.J. Concrete: Microstructure, Properties, and Materials; McGraw-Hill Education: New York, NY, USA, 2014. [Google Scholar]
- Lura, P.; Pease, B.; Mazzotta, G.B.; Rajabipour, F.; Weiss, J. Influence of shrinkage-reducing admixtures on development of plastic shrinkage cracks. ACI Mater. J. 2007, 104, 187–194. [Google Scholar] [CrossRef]
- García, Á.; Castro-fresno, D.; Polanco, J.A. Maturity Approach Applied to Concrete by Means of Vicat Tests. ACI Mater. J. 2008, 105, 445. [Google Scholar]
- Banthia, N.; Yan, C.; Mindess, S. Restrained shrinkage cracking in fiber reinforced concrete: A novel test technique. Cem. Concr. Res. 1996, 26, 9–14. [Google Scholar] [CrossRef]
- Banthia, N.; Gupta, R. Influence of polypropylene fiber geometry on plastic shrinkage cracking in concrete. Cem. Concr. Res. 2006, 36, 1263–1267. [Google Scholar] [CrossRef]
- Bertelsen, I.M.G.; Ottosen, L.M.; Fischer, G. Influence of fibre characteristics on plastic shrinkage cracking in cement-based materials: A review. Constr. Build. Mater. 2020, 230, 116769. [Google Scholar] [CrossRef]
- Chatterji, S. Probable mechanisms of crack formation at early ages of concretes: A literature survey. Cem. Concr. Res. 1982, 12, 371–376. [Google Scholar] [CrossRef]
- M’hammed, T.; Hamid, K. An experimental study on the influence of arid climate on early-age cracking of concrete—A case study of the city of Adrar in Algeria. AIMS Mater. Sci. 2021, 8, 200–220. [Google Scholar] [CrossRef]
- Nasir, M.; Al-Amoudi, O.S.B.; Maslehuddin, M. Effect of placement temperature and curing method on plastic shrinkage of plain and pozzolanic cement concretes under hot weather. Constr. Build. Mater. 2017, 152, 943–953. [Google Scholar] [CrossRef]
- Kayondo, M.; Combrinck, R.; Boshoff, W.P. State-of-the-art review on plastic cracking of concrete. Constr. Build. Mater. 2019, 225, 886–899. [Google Scholar] [CrossRef]
- Al-Fadhala, M.; Hover, K.C. Rapid evaporation from freshly cast concrete and the Gulf environment. Constr. Build. Mater. 2001, 15, 1–7. [Google Scholar] [CrossRef]
- ASTM C1579; Standard Test Method for Evaluating Plastic Shrinkage Cracking of Restrained Fiber Reinforced Concrete. ASTM International: West Conshohocken, PA, USA, 2006; pp. 1–7.
- Almusallam, A.A.; Maslehuddin, M.; Abdul-Waris, M.; Khan, M.M. Effect of mix proportions on plastic shrinkage cracking of concrete in hot environments. Constr. Build. Mater. 1998, 12, 353–358. [Google Scholar] [CrossRef]
- Al-Gahtani, H.J.; Abbasi, A.G.F.; Al-Amoudi, O.S.B. Concrete mixture design for hot weather: Experimental and statistical analyses. Mag. Concr. Res. 1998, 50, 95–105. [Google Scholar] [CrossRef]
- ACI 305R-96; Hot-Weather Concreting. ACI Committee 305; American Concrete Institute: Miami, FL, USA, 1999; Volume 17.
- Nabil, B.; Aissa, A.; Aguida, B.I. Use of a new approach (design of experiments method) to study different procedures to avoid plastic shrinkage cracking of concrete in hot climates. J. Adv. Concr. Technol. 2011, 9, 149–157. [Google Scholar] [CrossRef] [Green Version]
- Almutairi, N.S.; Almutairi, T.E. Preventing failures of concrete in regions of hot weather. Int. J. Eng. Res. Appl. 2020, 10, 47–53. [Google Scholar] [CrossRef]
- Safiuddin, M.; Kaish, A.B.M.A.; Woon, C.O.; Raman, S.N. Early-age cracking in concrete: Causes, consequences, remedialmeasures, and recommendations. Appl. Sci. 2018, 8, 1730. [Google Scholar] [CrossRef] [Green Version]
- Sulakshna, S.; Pal, A.; Kishor, S.; Ali, H. Proceedings Reduction of shrinkage of self compacting concrete using polycarboxylate ether as shrinkage reducing admixture. Mater. Today Proc. 2022, 60, 448–451. [Google Scholar] [CrossRef]
- Zhang, H.; Xiao, J. Plastic shrinkage and cracking of 3D printed mortar with recycled sand. Constr. Build. Mater. 2021, 302, 124405. [Google Scholar] [CrossRef]
- Cohen, M.D.; Olek, J.; Dolch, W.L. Mechanism of Plastic Shrinkage Cracking in Portland Cement and Portland Cement-Silica Fume Paste and Mortar. Cem. Concr. Res. 1990, 20, 3–19. [Google Scholar] [CrossRef]
- Löfgren, I.; Esping, O. Early age cracking of self-compacting concrete. In Proceedings of the International RILEM Conference on Volume Changes of Hardening Concrete: Testing and Mitigation, Lyngby, Denmark, 20–23 August 2006; pp. 251–260. [Google Scholar] [CrossRef]
- Zhao, H.; Ma, Y.; Zhang, J.; Hu, Z.; Li, H.; Wang, Y.; Liu, J.; Li, Z. Effect of clay content on plastic shrinkage cracking of cementitious materials. Constr. Build. Mater. 2022, 342, 127989. [Google Scholar] [CrossRef]
- Hasanain, G.S.; Khallaf, T.A.; Mahmood, K. Water evaporation from freshly placed concrete surfaces in hot weather. Cem. Concr. Res. 1989, 19, 465–475. [Google Scholar] [CrossRef]
- climatemps.com. World Climate & Temperature. Available online: http://www.climatemps.com/ (accessed on 1 November 2022).
- Arafah, A.M.; Al-Haddad, M.S.; Al-Zaid, R.Z.; Siddiqi, G.H. Efficiency of concrete curing in riyadh area. Proc. Int. Conf. Concr. Sev. Cond. 1995, 95, 890–897. [Google Scholar]
- ACI 318-05/318R-05; Building Code Requirements for Structural Concrete (ACI 318-05) and Commentary (ACI 318R-05). ACI Committee 305; American Concrete Institute: Miami, FL, USA, 2005.
- Khan, M.I.; Abbas, Y.M. Curing optimization for strength and durability of silica fume and fuel ash concretes under hot weather conditions. Constr. Build. Mater. 2017, 157, 1092–1105. [Google Scholar] [CrossRef]
- Al-Gahtani, A.S. Effect of curing methods on the properties of plain and blended cement concretes. Constr. Build. Mater. 2010, 24, 308–314. [Google Scholar] [CrossRef]
- Nasir, M.; Syed, I.A.; Gazder, U.; Maslehuddin, M.; Baghabra, O.S. Prediction of Properties of Concrete Cured Under Hot Weather Using Multivariate Regression and ANN Models. Arab. J. Sci. Eng. 2020, 45, 4111–4123. [Google Scholar] [CrossRef]
- Hu, H.; Papastergiou, P.; Angelakopoulos, H.; Guadagnini, M.; Pilakoutas, K. Mechanical properties of SFRC using blended manufactured and recycled tyre steel fibres. Constr. Build. Mater. 2018, 163, 376–389. [Google Scholar] [CrossRef]
- ASTM C192/C192M; Standard Practice for Making and Curing Concrete Test Specimens in the Laboratory. ASTM International: West Conshohocken, PA, USA, 2016; pp. 1–8. [CrossRef]
- Mohajerani, A.; Burnett, L.; Smith, J.V.; Markovski, S.; Rodwell, G.; Rahman, M.T.; Kurmus, H.; Mirzababaei, M.; Arulrajah, A.; Horpibulsuk, S.; et al. Recycling Recycling waste rubber tyres in construction materials and associated environmental considerations: A review. Resour. Conserv. Recycl. 2020, 155, 104679. [Google Scholar] [CrossRef]
- Benaimeche, O.; Carpinteri, A.; Mellas, M.; Ronchei, C.; Scorza, D.; Vantadori, S. The influence of date palm mesh fibre reinforcement on flexural and fracture behaviour of a cement-based mortar. Compos. Part B 2018, 152, 292–299. [Google Scholar] [CrossRef] [Green Version]
- Vantadori, S.; Carpinteri, A.; Zanichelli, A. Lightweight construction materials: Mortar reinforced with date-palm mesh fibres. Theor. Appl. Fract. Mech. 2019, 100, 39–45. [Google Scholar] [CrossRef]
- Alsaif, A.; Koutas, L.; Bernal, S.A.; Guadagnini, M.; Pilakoutas, K. Pilakoutas, Mechanical performance of steel fibre reinforced rubberised concrete for flexible concrete pavements. Constr. Build. Mater. 2018, 172, 533–543. [Google Scholar] [CrossRef]
- Al-Kamyani, Z.; Figueiredo, F.P.; Hu, H.; Guadagnini, M.; Pilakoutas, K. Shrinkage and flexural behaviour of free and restrained hybrid steel fibre reinforced concrete. Constr. Build. Mater. 2018, 189, 1007–1018. [Google Scholar] [CrossRef] [Green Version]
- Leone, M.; Centonze, G.; Colonna, D.; Micelli, F.; Aiello, M.A. Fiber-reinforced concrete with low content of recycled steel fiber: Shear behaviour. Constr. Build. Mater. 2018, 161, 141–155. [Google Scholar] [CrossRef]
- Baghban, G.; Farzam, M.; Soleymani, S. Behavior of recycled steel fiber reinforced concrete under uniaxial cyclic compression and biaxial tests. Constr. Build. Mater. 2020, 263, 120664. [Google Scholar] [CrossRef]
- Hu, H.; Papastergiou, P.; Angelakopoulos, H.; Guadagnini, M.; Pilakoutas, K. Mechanical properties of SFRC using blended Recycled Tyre Steel Cords (RTSC) and Recycled Tyre Steel Fibres (RTSF). Constr. Build. Mater. 2018, 187, 553–564. [Google Scholar] [CrossRef]
- Baricevic, A.; Bjegovic, D.; Skazlic, M. Hybrid Fiber–Reinforced Concrete with Unsorted Recycled-Tire Steel Fibers. J. Mater. Civ. Eng. 2017, 29, 06017005. [Google Scholar] [CrossRef]
- Isa, M.N.; Pilakoutas, K.; Guadagnini, M.; Angelakopoulos, H. Mechanical performance of affordable and eco-efficient ultra-high performance concrete (UHPC) containing recycled tyre steel fibres. Constr. Build. Mater. 2020, 255, 119272. [Google Scholar] [CrossRef]
- Liew, K.M.; Akbar, A. The recent progress of recycled steel fiber reinforced concrete. Constr. Build. Mater. 2020, 232, 117232. [Google Scholar] [CrossRef]
- Ghizdăveț, Z.; Ștefan, B.-M.; Nastac, D.; Vasile, O.; Bratu, M. Sound absorbing materials made by embedding crumb rubber waste in a concrete matrix. Constr. Build. Mater. 2016, 124, 755–763. [Google Scholar] [CrossRef]
- Mastali, M.; Dalvand, A.; Sattarifard, A.R.; Illikainen, M. Development of eco-efficient and cost-effective reinforced self- consolidation concretes with hybrid industrial/recycled steel fibers. Constr. Build. Mater. 2018, 166, 214–226. [Google Scholar] [CrossRef]
- Alshammari, T.; Pilakoutas, K.; Guadagnini, M. Performance of Manufactured and Recycled Steel Fibres in Restraining Concrete Plastic Shrinkage Cracks. Materials 2022. preprint. [Google Scholar] [CrossRef]
- ISO 6892-1:2019; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. ISO: Geneva, Switzerland, 2019.
- Isa, M.N.; Pilakoutas, K.; Guadagnini, M. Determination of tensile characteristics and design of eco-efficient UHPC. Structures 2021, 32, 2174–2194. [Google Scholar] [CrossRef]
- BS EN 12390-3:2009; Testing Hardened Concrete. Compressive Strength of Test Specimens. British Standards Institution: London, UK, 2009.
- Aiello, M.A.; Leuzzi, F.; Centonze, G.; Maffezzoli, A. Use of steel fibres recovered from waste tyres as reinforcement in concrete: Pull-out behaviour, compressive and flexural strength. Waste Manag. 2009, 29, 1960–1970. [Google Scholar] [CrossRef]
- Qi, C.; Weiss, J.; Olek, J. Characterization of plastic shrinkage cracking in fiber reinforced concrete using image analysis and a modified Weibull function. Mater. Struct. Constr. 2003, 36, 386–395. [Google Scholar] [CrossRef]
- Banthia, N.; Gupta, R.; Qi, C.; Weiss, J.; Olek, J. Statistical significance of the restrained slab test for quantifying plastic cracking in fiber reinforced concrete. J. ASTM Int. 2009, 42, 105–122. [Google Scholar] [CrossRef]
- Yaşar, E.; Erdogan, Y.; Kiliç, A. Effect of limestone aggregate type and water-cement ratio on concrete strength. Mater. Lett. 2004, 58, 772–777. [Google Scholar] [CrossRef]
- Felekoǧlu, B.; Türkel, S.; Baradan, B. Effect of water/cement ratio on the fresh and hardened properties of self-compacting concrete. Build. Environ. 2007, 42, 1795–1802. [Google Scholar] [CrossRef]
- Singh, S.B.; Munjal, P.; Thammishetti, N. Role of water/cement ratio on strength development of cement mortar. J. Build. Eng. 2015, 4, 94–100. [Google Scholar] [CrossRef]
- Popovics, S. Analysis of concrete strength versus water-cement ratio relationship. Mater. J. 1990, 5, 517–529. [Google Scholar]
- Xu, H.; van Deventer, J.S.J. The geopolymerisation of alumino-silicate minerals. Int. J. Miner. Process. 2000, 59, 247–266. [Google Scholar] [CrossRef] [Green Version]
- Ghourchian, S.; Wyrzykowski, M.; Baquerizo, L.; Lura, P. Performance of passive methods in plastic shrinkage cracking mitigation. Cem. Concr. Compos. 2018, 91, 148–155. [Google Scholar] [CrossRef]
- Schindler, A.K.; Ruiz, J.M.; Rasmussen, R.O.; Chang, G.K.; Wathne, L.G. Concrete pavement temperature prediction and case studies with the FHWA HIPERPAV models. Cem. Concr. Compos. 2004, 26, 463–471. [Google Scholar] [CrossRef]
- Combrinck, R.; Kayondo, M.; le Roux, B.D.; de Villiers, W.I.; Boshoff, W.P. Effect of various liquid admixtures on cracking of plastic concrete. Constr. Build. Mater. 2019, 202, 139–153. [Google Scholar] [CrossRef]
- Kwak, H.G.; Ha, S.J. Plastic shrinkage cracking in concrete slabs. Part I: A numerical model. Mag. Concr. Res. 2006, 58, 505–516. [Google Scholar] [CrossRef]
- Almusallam, A.A. Effect of environmental conditions on the properties of fresh and hardened concrete. Cem. Concr. Compos. 2001, 23, 353–361. [Google Scholar] [CrossRef]
- Holt, E.; Leivo, M. Cracking risks associated with early age shrinkage. Cem. Concr. Compos. 2004, 26, 521–530. [Google Scholar] [CrossRef]
- Topçu, I.B.; Elgün, V.B. Influence of concrete properties on bleeding and evaporation. Cem. Concr. Res. 2004, 34, 275–281. [Google Scholar] [CrossRef]
- Borg, R.P.; Baldacchino, O.; Ferrara, L. Early age performance and mechanical characteristics of recycled PET fibre reinforced concrete. Constr. Build. Mater. 2016, 108, 29–47. [Google Scholar] [CrossRef] [Green Version]
- Pešić, N.; Živanović, S.; Garcia, R.; Papastergiou, P. Mechanical properties of concrete reinforced with recycled HDPE plastic fibres. Constr. Build. Mater. 2016, 115, 362–370. [Google Scholar] [CrossRef] [Green Version]
- Al-Tulaian, B.S.; Al-Shannag, M.J.; Al-Hozaimy, A.R. Recycled plastic waste fibers for reinforcing Portland cement mortar. Constr. Build. Mater. 2016, 127, 102–110. [Google Scholar] [CrossRef]
- Sirajuddin, M.; Gettu, R. Plastic shrinkage cracking of concrete incorporating mineral admixtures and its mitigation. Mater. Struct. Constr. 2018, 51, 48. [Google Scholar] [CrossRef]
- Mazzoli, A.; Monosi, S.; Plescia, E.S. Evaluation of the early-age-shrinkage of Fiber Reinforced Concrete (FRC) using image analysis methods. Constr. Build. Mater. 2015, 101, 596–601. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mix ID | Temp. °C | Wind Speed (m/s) | w/c | RTSF (km/m3) |
|---|---|---|---|---|
| LWSRTSFC30 | 36 | 3 | 0.55 | 30 |
| MWSRTSFC30 | 36 | 4.7 | 0.55 | 30 |
| HWSRTSFC30 | 36 | 7 | 0.55 | 30 |
| HWSRTSFC40 | 36 | 7 | 0.55 | 40 |
| LTRTSFC30 | 28 | 4.7 | 0.55 | 30 |
| MTRTSFC30 | 36 | 4.7 | 0.55 | 30 |
| HTRTSFC30 | 45 | 4.7 | 0.55 | 30 |
| HTRTSFC40 | 45 | 4.7 | 0.55 | 40 |
| 0.5 W/CRTSFC30 | 36 | 4.7 | 0.50 | 30 |
| 0.55 W/CRTSFC30 | 36 | 4.7 | 0.55 | 30 |
| 0.6 W/CRTSFC30 | 36 | 4.7 | 0.60 | 30 |
| 0.6 W/CRTSFC40 | 36 | 4.7 | 0.60 | 40 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alshammari, T.O.; Guadagnini, M.; Pilakoutas, K. The Effect of Harsh Environmental Conditions on Concrete Plastic Shrinkage Cracks: Case Study Saudi Arabia. Materials 2022, 15, 8622. https://doi.org/10.3390/ma15238622
Alshammari TO, Guadagnini M, Pilakoutas K. The Effect of Harsh Environmental Conditions on Concrete Plastic Shrinkage Cracks: Case Study Saudi Arabia. Materials. 2022; 15(23):8622. https://doi.org/10.3390/ma15238622
Chicago/Turabian StyleAlshammari, Talal O., Maurizio Guadagnini, and Kypros Pilakoutas. 2022. "The Effect of Harsh Environmental Conditions on Concrete Plastic Shrinkage Cracks: Case Study Saudi Arabia" Materials 15, no. 23: 8622. https://doi.org/10.3390/ma15238622