
Microstructure and Mechanical Properties of EK30 Alloy Synergistically Reinforced by Ag Alloying and Hot Extrusion for Aerospace Applications

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
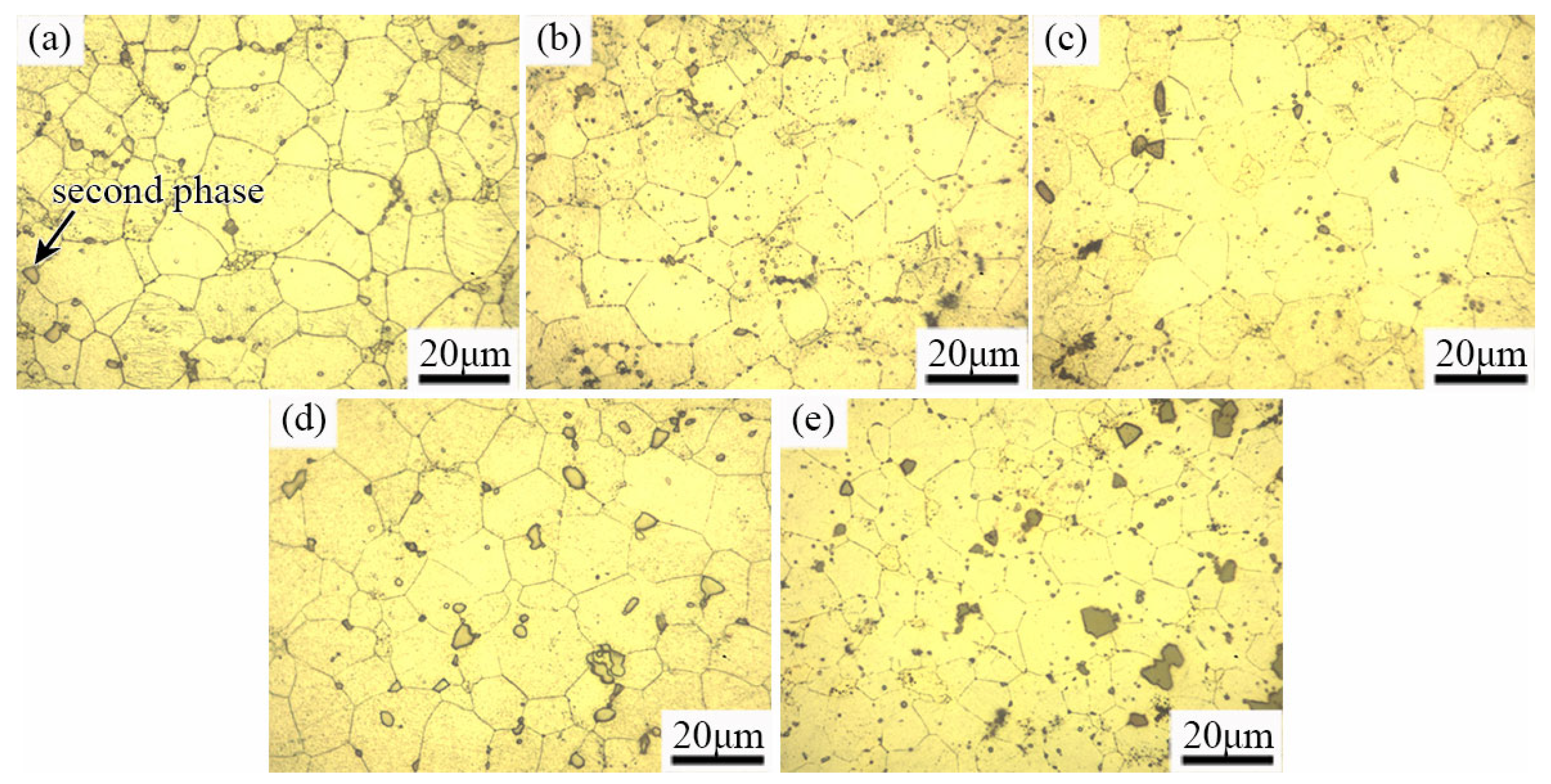
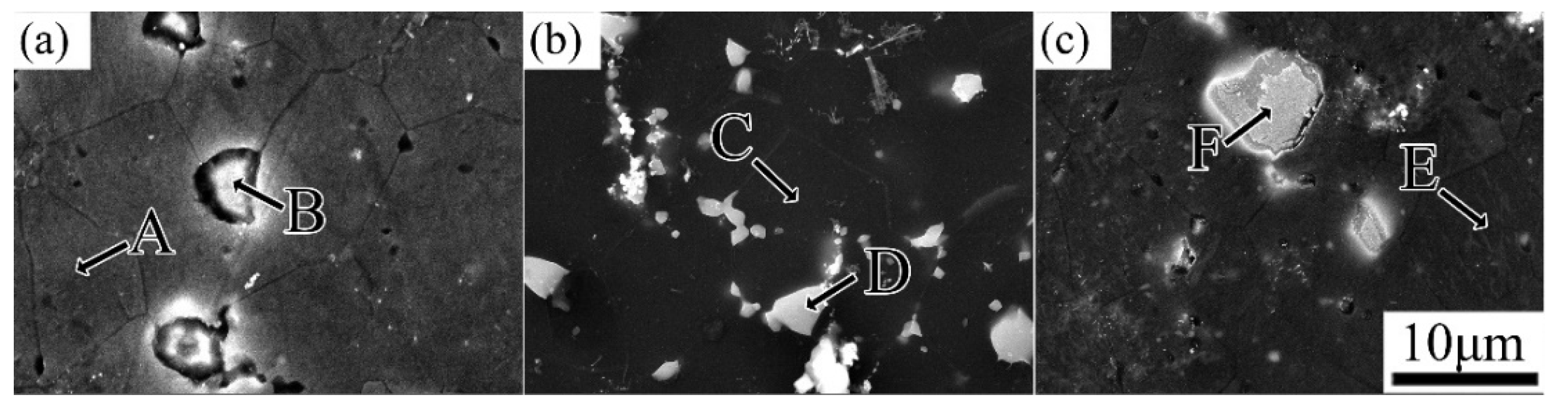
3.1. Microstructure
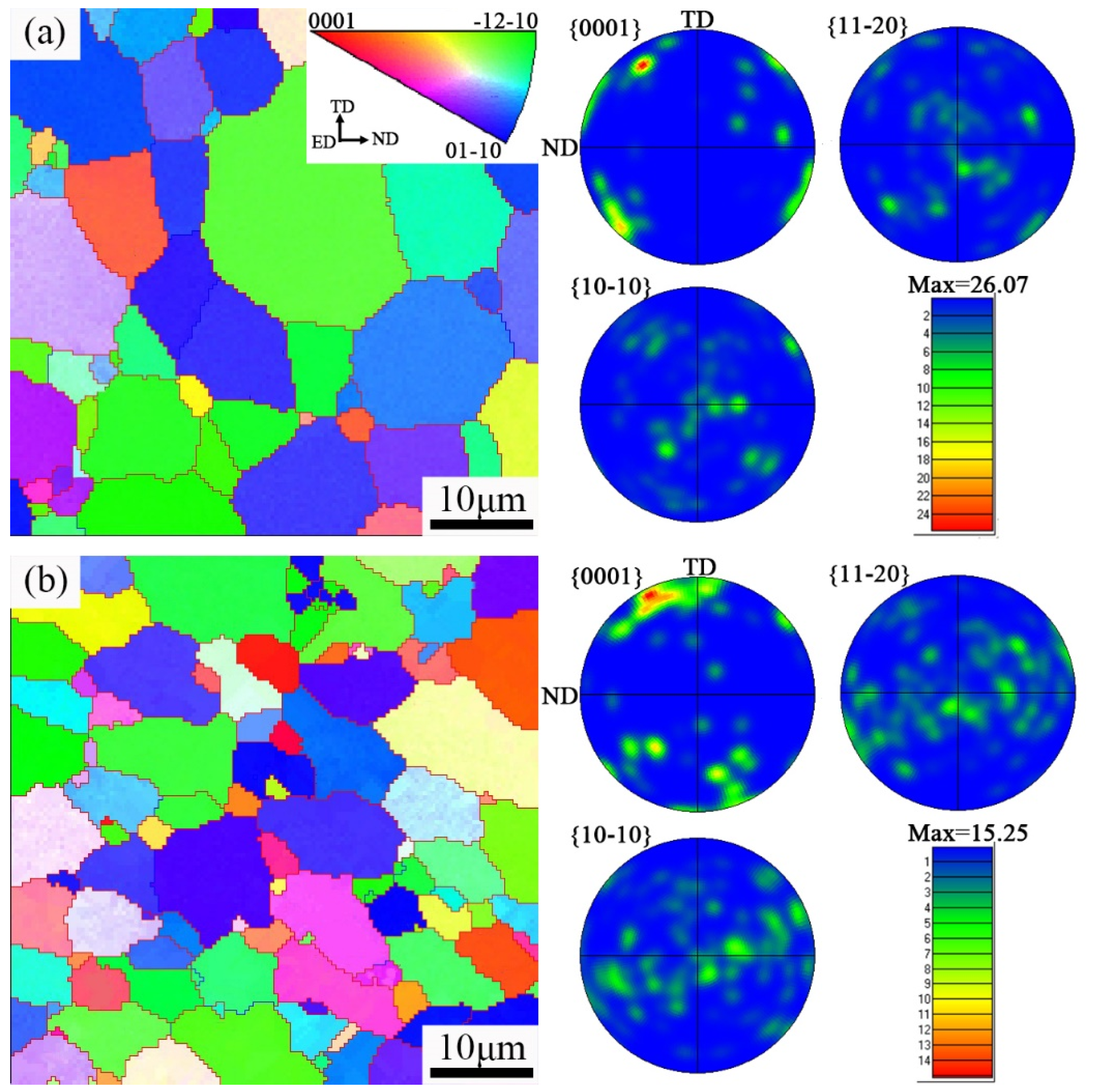
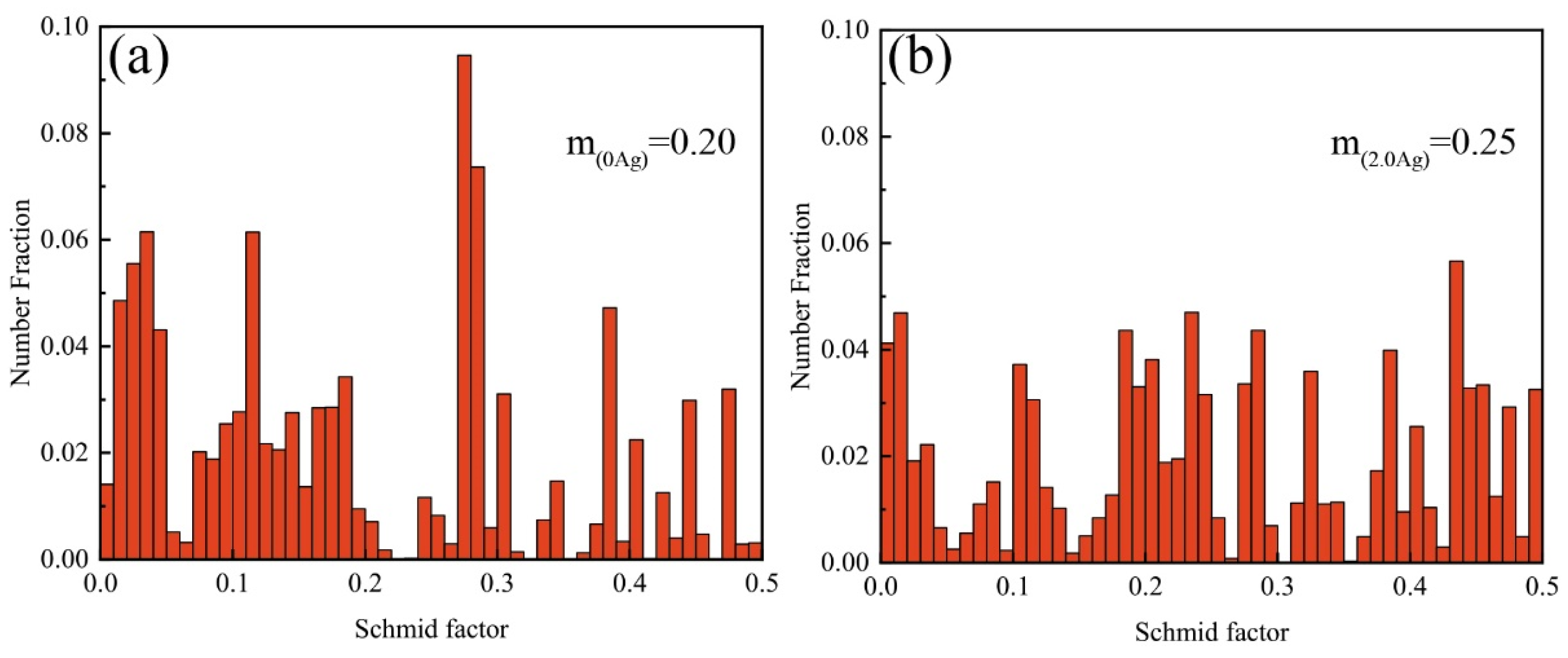
3.2. Texture
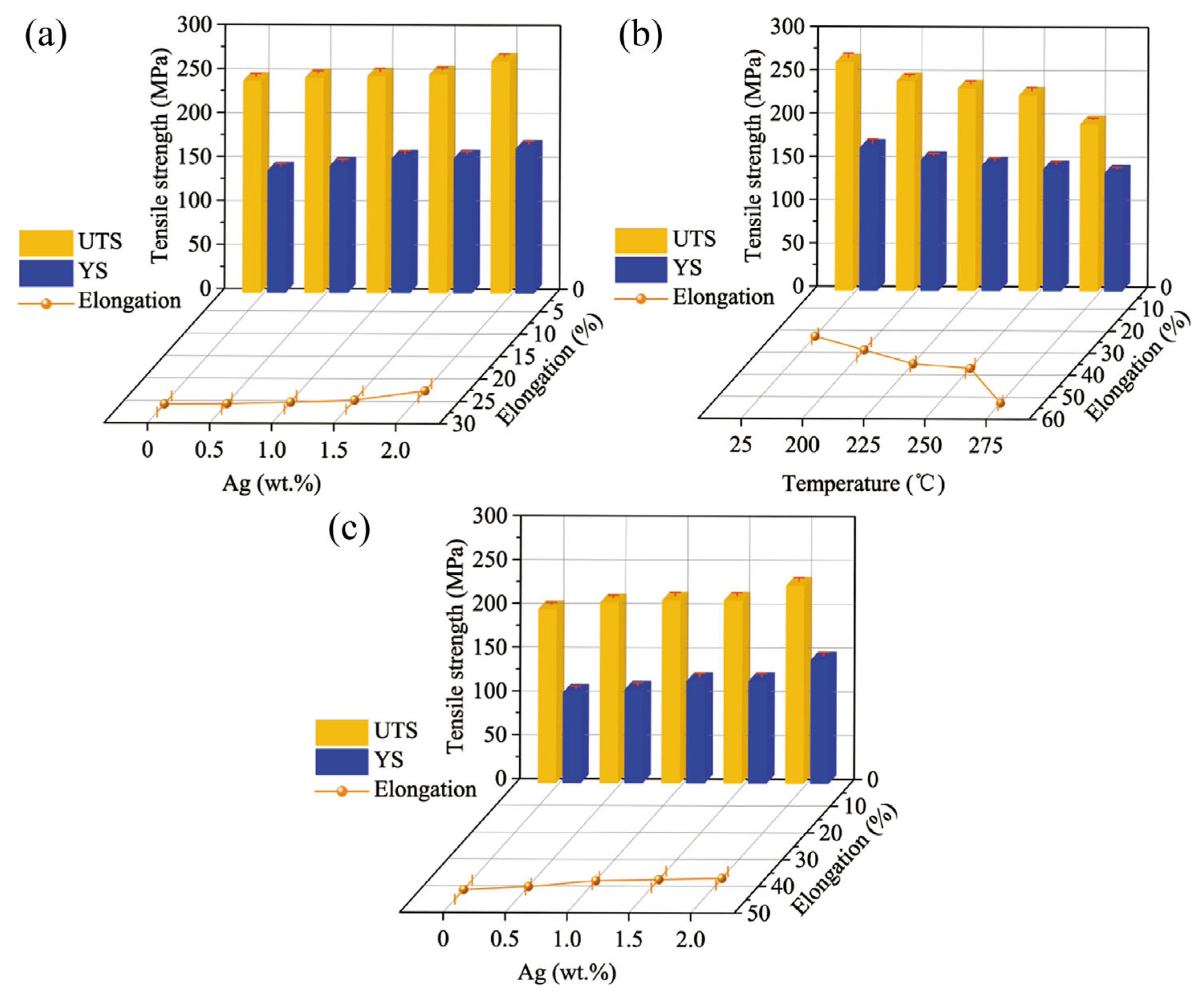
3.3. Tensile Properties
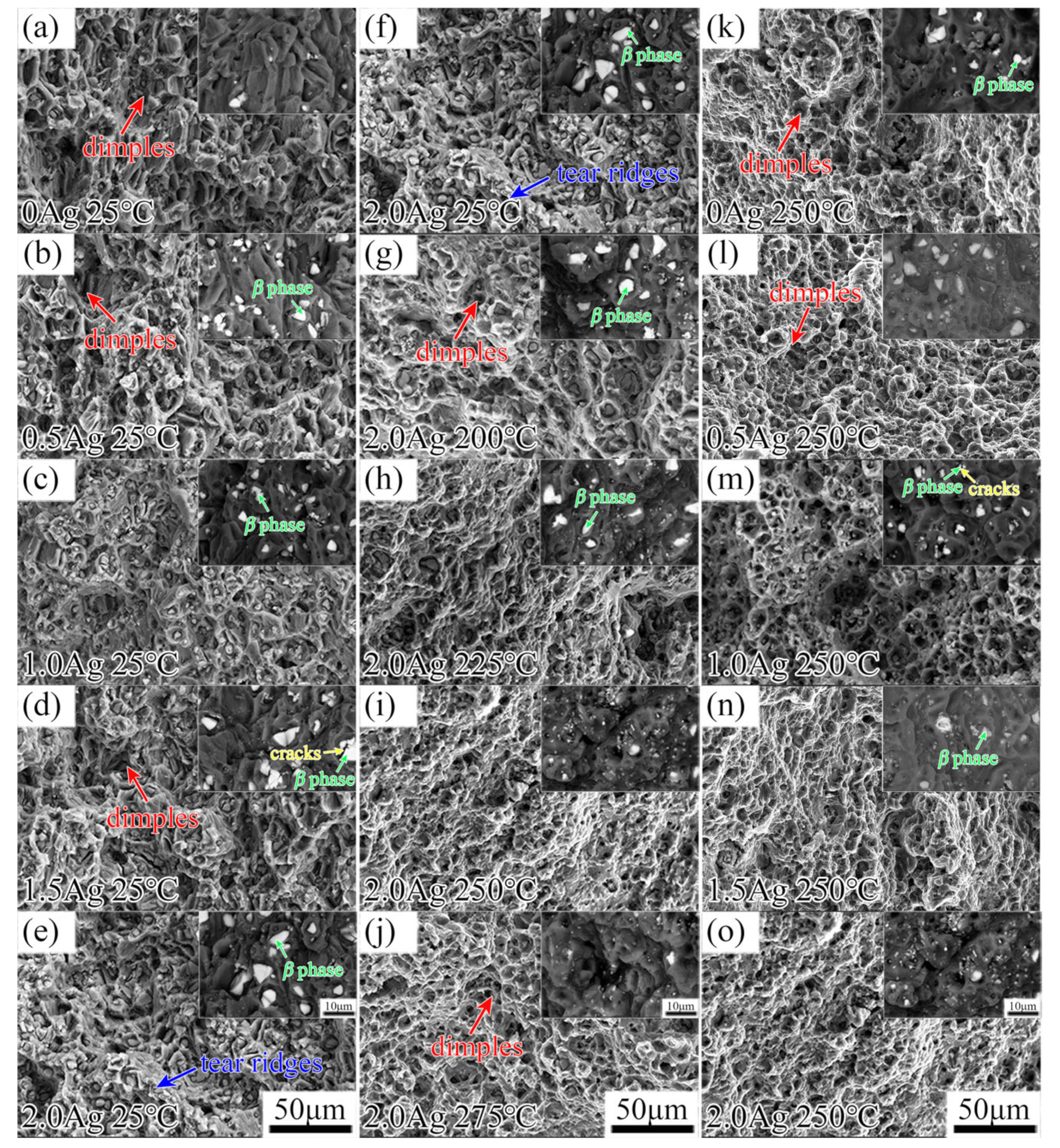
3.4. Fractography
4. Conclusions
- The microstructures of as-extruded EK30–xAg alloys consist of α–Mg grains and the β phase. The addition of Ag increases the β-phase content. The β phase can promote dynamic recrystallization by inducing a particle-stimulated nucleation mechanism and inhibiting grain growth, which leads to grain refinement and texture weakening.
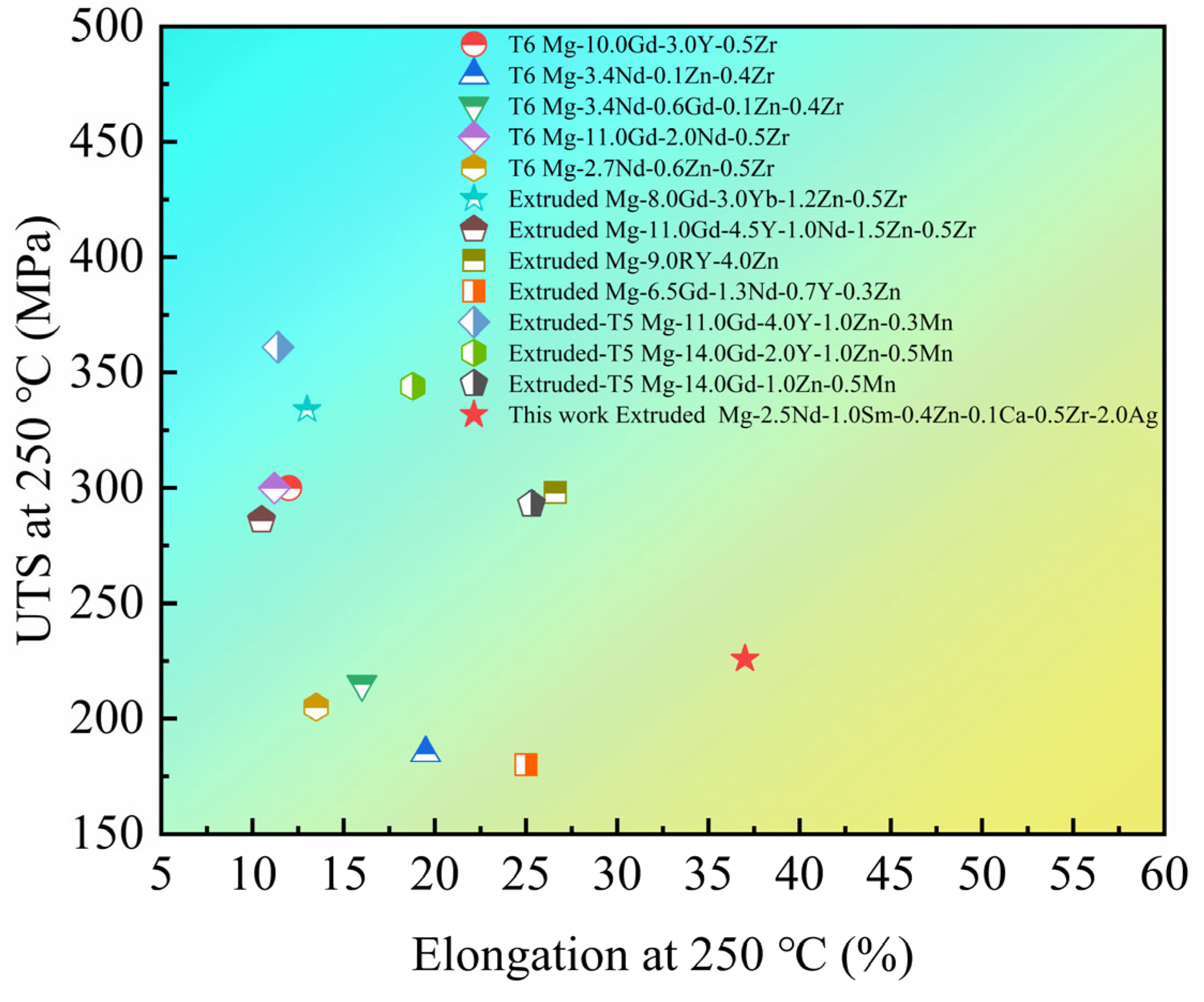
- The EK30–2.0Ag alloy exhibits an excellent balance between strength and ductility. Compared to the Ag–free alloy, the ultimate tensile strength of the EK30–2.0Ag alloy increased by 13.8% from 198.4 MPa to 225.9 MPa, while the elongation decreased from 41.5% to 37.0% under the high-temperature tensile conditions at 250 °C. When the tensile temperature increased from 25 °C to 250 °C, the ultimate tensile strength of the EK30–2.0Ag alloy decreased by 14.3%, from 263.7 MPa to 225.9 MPa. The EK30-xAg alloys exhibited ductile fracture behavior at room and high-temperature tensile conditions.
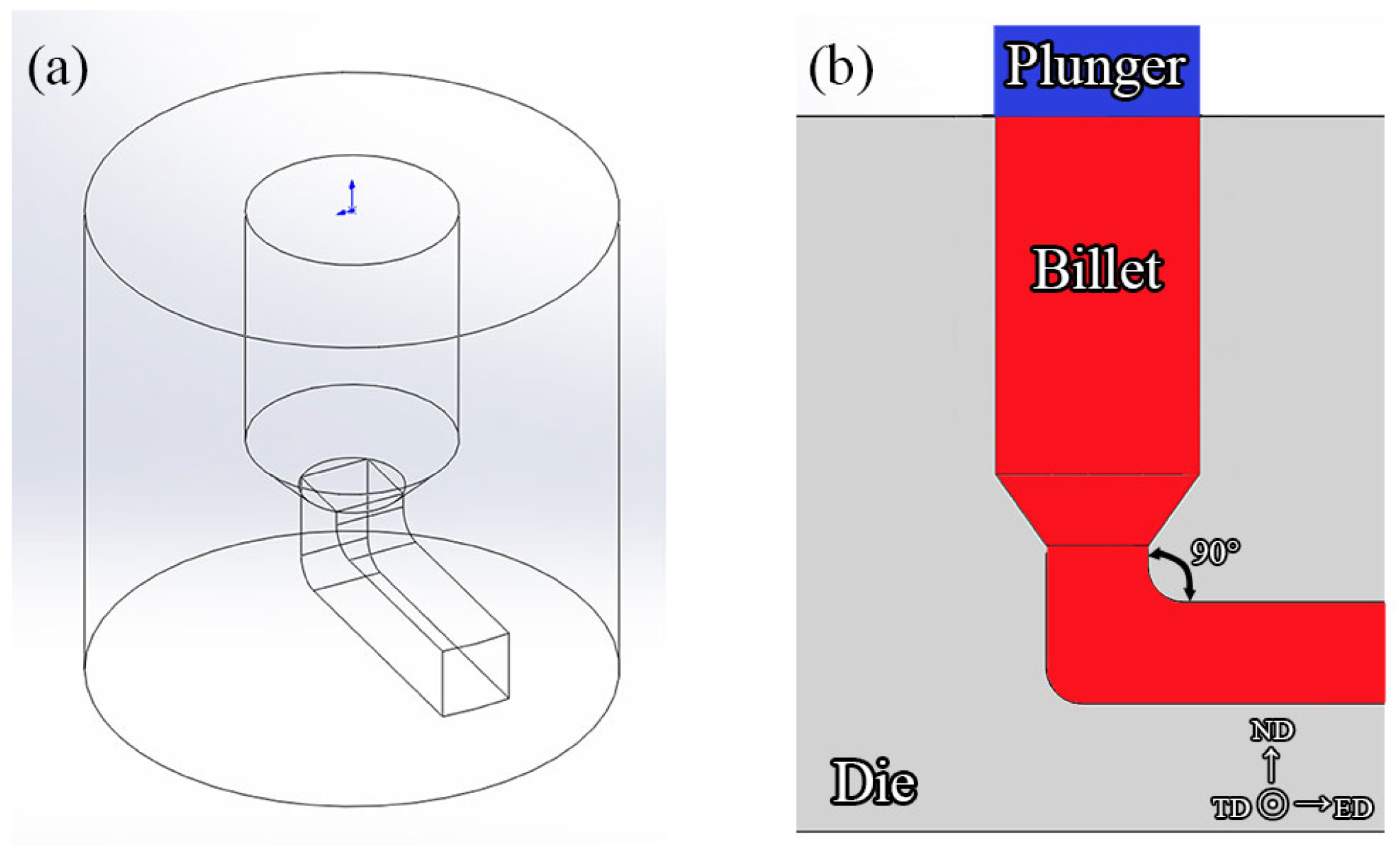
- This study provided an effective way to achieve the outstanding high-temperature strength and elongation of Mg-light RE alloys via Ag alloying and the IEECAP method.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ganguly, S.; Reddy, S.T.; Majhi, J.; Nasker, P.; Mondal, A.K. Enhancing mechanical properties of squeeze-cast AZ91 magnesium alloy by combined additions of Sb and SiC nanoparticles. Mater. Sci. Eng. A 2021, 799, 140341. [Google Scholar] [CrossRef]
- Zhang, D.D.; Liu, C.M.; Jiang, S.N.; Wan, Y.C.; Chen, Z.Y. Effects of trace Ag on precipitation behavior and mechanical properties of extruded Mg-Gd-Y-Zr alloys. Trans. Nonferrous Met. Soc. China 2021, 31, 3394–3404. [Google Scholar] [CrossRef]
- Zhao, J.; Jiang, B.; Yuan, Y.; Tang, A.T.; Wang, Q.H.; Yang, T.H.; Huang, G.S.; Zhang, D.F.; Pan, F.S. Influence of Ca and Zn synergistic alloying on the microstructure, tensile properties and strain hardening of Mg-1Gd alloy. Mater. Sci. Eng. A 2020, 785, 139344. [Google Scholar] [CrossRef]
- Wang, W.K.; Chen, W.Z.; Zhang, W.C.; Cui, G.R.; Wang, E.D. Effect of deformation temperature on texture and mechanical properties of ZK60 magnesium alloy sheet rolled by multi-pass lowered-temperature rolling. Mater. Sci. Eng. A 2018, 712, 608–615. [Google Scholar] [CrossRef]
- Zhou, B.J.; Wang, L.Y.; Zhu, G.M.; Wang, J.; Wen, W.; Zeng, X.Q. Understanding the Strengthening Effect of β1 Precipitates in Mg-Nd Using In Situ Synchrotron X-ray Diffraction. JOM 2018, 70, 2315–2320. [Google Scholar] [CrossRef]
- Yu, Z.J.; Xu, X.; Mansoor, A.; Du, B.; Shi, K.; Liu, K.; Li, S.B.; Du, W.B. Precipitate characteristics and their effects on the mechanical properties of as-extruded Mg-Gd-Li-Y-Zn alloy. J. Mater. Sci. Technol. 2021, 88, 21–35. [Google Scholar] [CrossRef]
- Minárik, P.; Král, R.; Pešička, J.; Daniš, S.; Janeček, M. Microstructure characterization of LAE442 magnesium alloy processed by extrusion and ECAP. Mater. Charact. 2016, 112, 1–10. [Google Scholar] [CrossRef]
- Wang, J.L.; Guo, Y.C.; Li, J.P.; Yang, Z.; Kamado, S.; Wang, L.M. Microstructure, texture and mechanical properties of extruded Mg-5Al-2Nd-0.2Mn alloy. J. Alloys Compd. 2015, 653, 100–107. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, D.F.; Xu, J.Y.; Feng, J.K.; Zhao, Y.; Jiang, B.; Pan, F.S. Improvement of mechanical properties of hot extruded and age treated Mg-Zn-Mn-Ca alloy through Sn addition. J. Alloys Compd. 2021, 850, 156711. [Google Scholar] [CrossRef]
- Guo, E.J.; Zhao, S.C.; Wang, L.P.; Wu, T. Enhanced Age Strengthening of Mg-Nd-Zn-Zr Alloy via Pre-Stretching. Metals 2016, 6, 196. [Google Scholar] [CrossRef]
- Zhang, D.P.; Yang, Q.; Zhang, D.D.; Guan, K.; Bu, F.Q.; Zhou, H.; Meng, J. Effects of substitution of Nd in a sand-cast Mg-2.5Nd-0.6Zn-0.5Zr alloy with x wt.% Sm (x = 2.5, 4, and 6). J. Rare Earths 2017, 35, 1261–1267. [Google Scholar] [CrossRef]
- Ma, T.; Zhao, S.C.; Wang, L.P.; Wang, Z.W.; Guo, E.J.; Feng, Y.C.; Liu, D.R.; Wu, C.T.; Li, J.F. Effect of homogenization on microstructure evolution and mechanical properties of aged Mg-Nd-Sm-Zn-Zr alloy. Mater. Res. Express 2021, 8, 126515. [Google Scholar] [CrossRef]
- Wang, W.Z.; Wu, D.; Chen, R.S.; Qi, Y.; Ye, H.Q.; Yang, Z.Q. Revisiting the role of Zr micro-alloying in a Mg-Nd-Zn alloy. J. Alloys Compd. 2020, 832, 155016. [Google Scholar] [CrossRef]
- Lyu, S.Y.; Xiao, W.L.; Zheng, R.X.; Wang, F.; Hu, T.; Ma, C.L. Fabrication of high-strength Mg-Y-Sm-Zn-Zr alloy by conventional hot extrusion and aging. Mater. Sci. Eng. A 2018, 732, 178–185. [Google Scholar] [CrossRef]
- Liu, K.; Zhao, S.C.; Wang, C.L.; Wang, L.P.; Feng, Y.C.; Liu, D.R.; Li, J.F.; Wang, Z.W. Enhanced Grain Refinement and Precipitation of the IEECAPed Mg-Sm-Zn-Zr Alloy by Nd Addition. Materials 2021, 14, 5667. [Google Scholar] [CrossRef] [PubMed]
- Ma, T.; Zhao, S.; Guo, E.; Zhao, L.; Fan, R.; Zhang, Y.; Wang, L. Microstructure evolution and strengthening mechanism analysis of novel Mg-RE-Ag alloy during heat treatment. J. Mater. Res. Technol. 2022, 21, 692–703. [Google Scholar] [CrossRef]
- Ma, T.; Zhao, S.; Guo, E.; Zhao, L.; Fan, R.; Zhang, Y.; Wang, L. Formation of enclosed precipitates structure in a novel Mg-RE alloy to enhance high-temperature mechanical properties. Mater. Lett. 2022, 327, 130048. [Google Scholar] [CrossRef]
- Najafi, S.; Mahmudi, R. Enhanced microstructural stability and mechanical properties of the Ag-containing Mg-Gd-Y alloys. J. Magnes. Alloys 2020, 8, 1109–1119. [Google Scholar] [CrossRef]
- Zhang, F.; Wang, Y.F.; Duan, Y.B.; Wang, K.J.; Wang, Y.T.; Zhang, W.J.; Hu, J. Role of second-phase particles in the microstructural evolution and mechanical properties of extruded Mg-Gd-Y-Ag-Zr alloys. Mater. Today Commun. 2020, 24, 100956. [Google Scholar] [CrossRef]
- Movahedi-Rad, A.; Mahmudi, R. Effect of Ag addition on the elevated-temperature mechanical properties of an extruded high strength Mg-Gd-Y-Zr alloy. Mater. Sci. Eng. A 2014, 614, 62–66. [Google Scholar] [CrossRef]
- Md, F.K.; Panigrahi, S.K. Age hardening, fracture behavior and mechanical properties of QE22 Mg alloy. J. Magnes. Alloys 2015, 3, 210–217. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Du, Y.Z.; Liu, D.J.; Jiang, B.L. Significant improvement in mechanical properties of Mg-Zn-La alloy by minor Ca addition. Mater. Charact. 2020, 160, 110130. [Google Scholar] [CrossRef]
- Zhou, H.; Cheng, G.M.; Ma, X.L.; Xu, W.Z.; Mathaudhu, S.N.; Wang, Q.D.; Zhu, Y.T. Effect of Ag on interfacial segregation in Mg-Gd-Y-(Ag)-Zr alloy. Acta Mater. 2015, 95, 20–29. [Google Scholar] [CrossRef]
- Xu, B.Q.; Sun, J.P.; Yang, Z.Q.; Xiao, L.R.; Zhou, H.; Han, J.; Liu, H.; Wu, Y.N.; Yuan, Y.C.; Zhuo, X.R.; et al. Microstructure and anisotropic mechanical behavior of the high-strength and ductility AZ91 Mg alloy processed by hot extrusion and multi-pass RD-ECAP. Mater. Sci. Eng. A 2020, 780, 139191. [Google Scholar] [CrossRef]
- Zhao, S.C.; Guo, E.J.; Cao, G.J.; Wang, L.P.; Lun, Y.C.; Feng, Y.C. Microstructure and mechanical properties of Mg-Nd-Zn-Zr alloy processed by integrated extrusion and equal channel angular pressing. J. Alloys Compd. 2017, 705, 118–125. [Google Scholar] [CrossRef]
- Zhang, D.H.; Zhao, S.C.; Wang, C.L.; Liu, D.R.; Feng, Y.C.; Wang, L.; Wang, L.P.; Li, J.F.; Wang, Z.W. Achieving enhanced high-temperature mechanical properties in Mg-Nd-Sm-Zn-Ca-Zr alloy by Ag addition. Mater. Today Commun. 2022, 31, 103666. [Google Scholar] [CrossRef]
- Wang, Q.F.; Du, W.B.; Liu, K.; Wang, Z.H.; Li, S.B.; Wen, K. Microstructure, texture and mechanical properties of as-extruded Mg-Zn-Er alloys. Mater. Sci. Eng. A 2013, 581, 31–38. [Google Scholar] [CrossRef]
- Cheng, W.; Bai, Y.; Wang, L.; Wang, H.; Bian, L.; Yu, H. Strengthening Effect of Extruded Mg-8Sn-2Zn-2Al Alloy: Influence of Micro and Nano-Size Mg2Sn Precipitates. Materials 2017, 10, 822. [Google Scholar] [CrossRef] [Green Version]
- He, D.L.; Li, Y.; Zheng, Y.; Yue, X.X.; Wu, Y.; Xue, X.D.; Yu, H.Y.; Li, W.R.; Li, Y.F. Effects of Ga content on the microstructure and mechanical properties of as-extruded Mg-xGa alloys. J. Alloys Compd. 2021, 887, 161317. [Google Scholar] [CrossRef]
- Tan, Y.; Li, W.; Hu, W.W.; Shi, X.F.; Tian, L. The Effect of ECAP Temperature on the Microstructure and Properties of a Rolled Rare Earth Magnesium Alloy. Materials 2019, 12, 1554. [Google Scholar] [CrossRef]
- Zeng, Z.R.; Zhu, Y.M.; Liu, R.L.; Xu, S.W.; Davies, C.H.J.; Nie, J.F.; Birbilis, N. Achieving exceptionally high strength in Mg-3Al-1Zn-0.3Mn extrusions via suppressing intergranular deformation. Acta Mater. 2018, 160, 97–108. [Google Scholar] [CrossRef]
- Kim, K.; Yoon, J. Effects of starting microstructure and billet orientations on the texture evolution and the mechanical behavior of Mg-3Al-1Zn rolled plate by half channel angular extrusion (HCAE). Mater. Sci. Eng. A 2015, 622, 46–51. [Google Scholar] [CrossRef]
- Liu, W.; Zhou, B.; Wu, G.; Zhang, L.; Peng, X.; Cao, L. High temperature mechanical behavior of low-pressure sand-cast Mg-Gd-Y-Zr magnesium alloy. J. Magnes. Alloys 2019, 7, 597–604. [Google Scholar] [CrossRef]
- Li, J.-H.; Jie, W.-Q.; Yang, G.-Y. Effect of gadolinium on aged hardening behavior, microstructure and mechanical properties of Mg-Nd-Zn-Zr alloy. Trans. Nonferrous Met. Soc. China 2008, 18, s27–s32. [Google Scholar] [CrossRef]
- Zheng, K.Y.; Dong, J.; Zeng, X.Q.; Ding, W.J. Effect of pre-deformation on aging characteristics and mechanical properties of a Mg-Gd-Nd-Zr alloy. Mater. Sci. Eng. A 2008, 491, 103–109. [Google Scholar] [CrossRef]
- Wu, D.; Chen, R.S.; Ke, W. Microstructure and mechanical properties of a sand-cast Mg-Nd-Zn alloy. Mater. Des. 2014, 58, 324–331. [Google Scholar] [CrossRef]
- Li, B.; Guan, K.; Yang, Q.; Niu, X.; Zhang, D.; Lv, S.; Meng, F.; Huang, Y.; Hort, N.; Meng, J. Microstructures and mechanical properties of a hot-extruded Mg-8Gd-3Yb-1.2Zn-0.5Zr (wt%) alloy. J. Alloys Compd. 2019, 776, 666–678. [Google Scholar] [CrossRef]
- Yu, Z.J.; Huang, Y.; Qiu, X.; Yang, Q.; Sun, W.; Tian, Z.; Zhang, D.P.; Meng, J. Fabrication of magnesium alloy with high strength and heat-resistance by hot extrusion and ageing. Mater. Sci. Eng. A 2013, 578, 346–353. [Google Scholar] [CrossRef] [Green Version]
- Leng, Z.; Zhang, J.; Zhang, M.; Liu, X.; Zhan, H.; Wu, R. Microstructure and high mechanical properties of Mg-9RY-4Zn (RY: Y-rich misch metal) alloy with long period stacking ordered phase. Mater. Sci. Eng. A 2012, 540, 38–45. [Google Scholar] [CrossRef]
- Hou, X.-L.; Cao, Z.-Y.; Zhang, L.-L.; Fang, D.-Q.; Xu, S.-W.; Kamado, S.; Wang, L.-M. Microstructure and mechanical properties of extruded Mg-6.5Gd-1.3Nd-0.7Y-0.3Zn alloy. Trans. Nonferrous Met. Soc. China 2010, 20, s508–s512. [Google Scholar] [CrossRef]
- Xu, C.; Nakata, T.; Fan, G.H.; Li, X.W.; Tang, G.Z.; Kamado, S. Enhancing strength and creep resistance of Mg-Gd-Y-Zn-Zr alloy by substituting Mn for Zr. J. Magnes. Alloys 2019, 7, 388–399. [Google Scholar] [CrossRef]
- Su, N.; Wu, Y.; Deng, Q.; Chang, Z.; Wu, Q.; Xue, Y.; Yang, K.; Chen, Q.; Peng, L. Synergic effects of Gd and Y contents on the age-hardening response and elevated-temperature mechanical properties of extruded Mg-Gd(-Y)-Zn-Mn alloys. Mater. Sci. Eng. A 2021, 810, 141019. [Google Scholar] [CrossRef]
- Yu, Z.J.; Huang, Y.D.; Dieringa, H.; Lakshi Mendis, C.; Guan, R.G.; Hort, N.; Meng, J. High temperature mechanical behavior of an extruded Mg-11Gd-4.5Y-1Nd-1.5Zn-0.5Zr (wt%) alloy. Mater. Sci. Eng. A 2015, 645, 213–224. [Google Scholar] [CrossRef]
- Zhao, X.; Li, S.C.; Zheng, Y.S.; Liu, Z.R.; Chen, K.; Yu, J.M.; Zhang, Z.M.; Zheng, S.Q. The microstructure evolution, texture weakening mechanism, and mechanical properties of AZ80 Mg alloy processed by repetitive upsetting-extrusion with reduced deformation temperature. J. Alloys Compd. 2021, 883, 160871. [Google Scholar] [CrossRef]
- Huang, C.; Liu, C.M.; Jiang, S.N.; Wan, Y.C. Enhanced age-hardening response and mechanical properties of the Mg-Gd-Y-Zn-Zr alloy by trace Ag addition. J. Alloys Compd. 2021, 874, 159825. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Position | Nd | Sm | Ag | Zn | Ca | Zr | Mg |
|---|---|---|---|---|---|---|---|
| A | 0.27 | 0.10 | 0 | 0.11 | 0.04 | 0 | 99.48 |
| B | 5.44 | 1.13 | 0 | 0.99 | 0.50 | 0.12 | 91.82 |
| C | 0.25 | 0.10 | 0.21 | 0.11 | 0.03 | 0.79 | 98.51 |
| D | 5.01 | 1.31 | 1.08 | 0.91 | 0.55 | 0.98 | 90.16 |
| E | 0.20 | 0.08 | 0.38 | 0.09 | 0.03 | 0.06 | 99.16 |
| F | 6.08 | 0.85 | 5.74 | 1.37 | 0.23 | 0 | 85.73 |
| Alloy | Temperature (°C) | YS (MPa) | UTS (MPa) | Elongation (%) |
|---|---|---|---|---|
| EK30 | 25 | 139.0 ± 3.2 | 240.9 ± 4.2 | 25.8 ± 1.8 |
| EK30 | 250 | 103.0 ± 2.7 | 198.4 ± 4.3 | 41.5 ± 3.6 |
| EK30–0.5Ag | 25 | 144.5 ± 2.8 | 244.8 ± 4.3 | 25.7 ± 1.3 |
| EK30–0.5Ag | 250 | 106.8 ± 3.0 | 206.2 ± 3.4 | 40.3 ± 1.2 |
| EK30–1.0Ag | 25 | 153.1 ± 4.2 | 246.5 ± 4.5 | 25.3 ± 1.5 |
| EK30–1.0Ag | 250 | 116.7 ± 4.3 | 208.8 ± 2.7 | 38.0 ± 1.5 |
| EK30–1.5Ag | 25 | 153.4 ± 3.1 | 248.8 ± 3.2 | 24.8 ± 2.1 |
| EK30–1.5Ag | 250 | 116.9 ± 3.8 | 209.0 ± 3.2 | 37.5 ± 3.1 |
| EK30–2.0Ag | 25 | 164.8 ± 3.6 | 263.7 ± 5.1 | 22.7 ± 1.6 |
| EK30–2.0Ag | 200 | 151.1 ± 2.6 | 242.1 ± 4.1 | 28.8 ± 3.6 |
| EK30–2.0Ag | 225 | 145.2 ± 3.7 | 233.9 ± 4.4 | 35.0 ± 1.4 |
| EK30–2.0Ag | 250 | 140.9 ± 4.5 | 225.9 ± 3.9 | 37.0 ± 2.5 |
| EK30–2.0Ag | 275 | 136.3 ± 2.2 | 192.9 ± 3.7 | 52.7 ± 1.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, D.; Zhao, S.; Chen, H.; Feng, Y.; Guo, E.; Li, J. Microstructure and Mechanical Properties of EK30 Alloy Synergistically Reinforced by Ag Alloying and Hot Extrusion for Aerospace Applications. Materials 2022, 15, 8613. https://doi.org/10.3390/ma15238613
Zhang D, Zhao S, Chen H, Feng Y, Guo E, Li J. Microstructure and Mechanical Properties of EK30 Alloy Synergistically Reinforced by Ag Alloying and Hot Extrusion for Aerospace Applications. Materials. 2022; 15(23):8613. https://doi.org/10.3390/ma15238613
Chicago/Turabian StyleZhang, Daohe, Sicong Zhao, Hongtao Chen, Yicheng Feng, Erjun Guo, and Jingfang Li. 2022. "Microstructure and Mechanical Properties of EK30 Alloy Synergistically Reinforced by Ag Alloying and Hot Extrusion for Aerospace Applications" Materials 15, no. 23: 8613. https://doi.org/10.3390/ma15238613