
Effect of Solution Treatment Time on Microstructure Evolution and Properties of Mg-3Y-4Nd-2Al Alloy

 , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Method
3. Results and Analysis
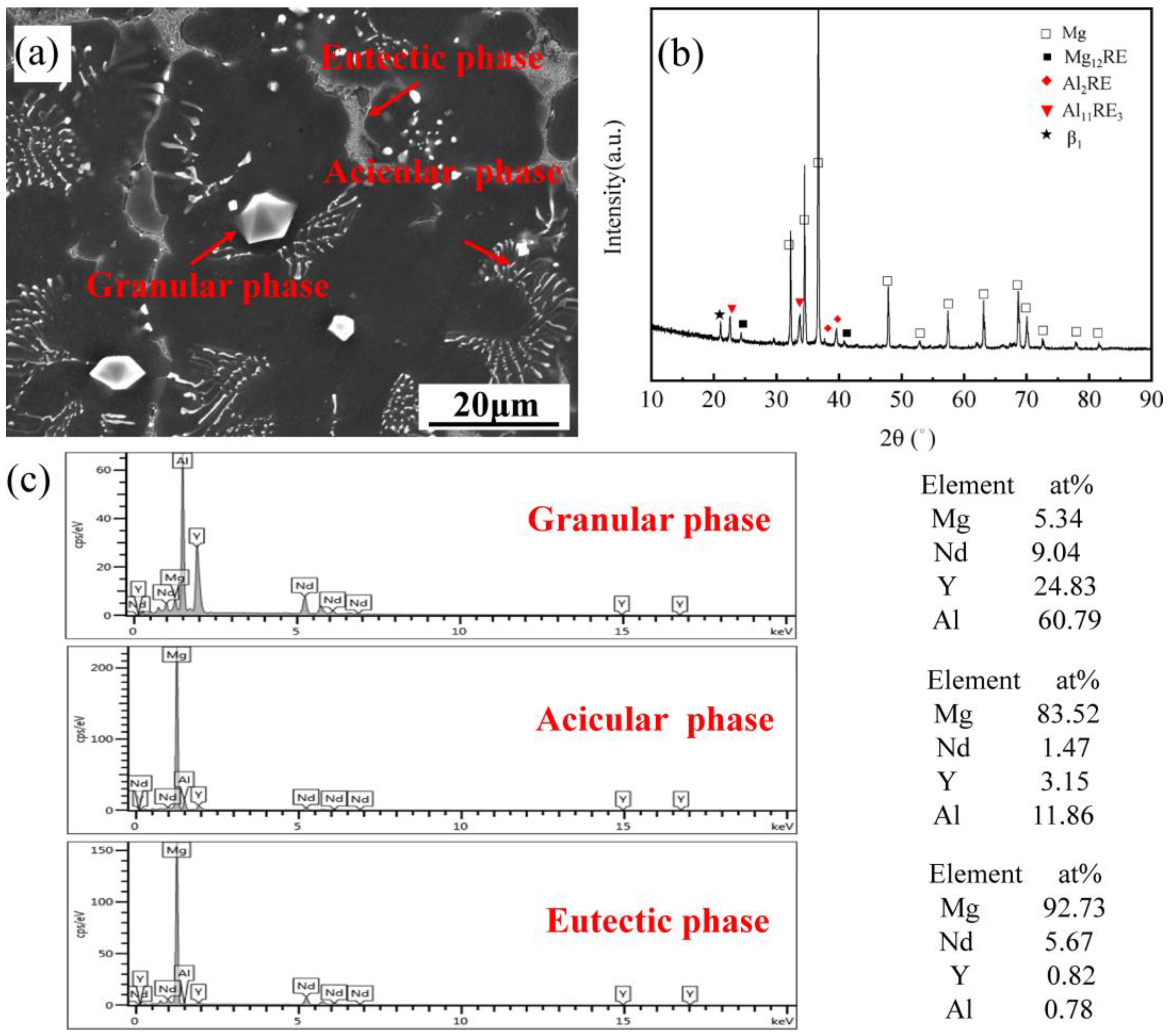
3.1. Microstructure of As-Cast Alloy
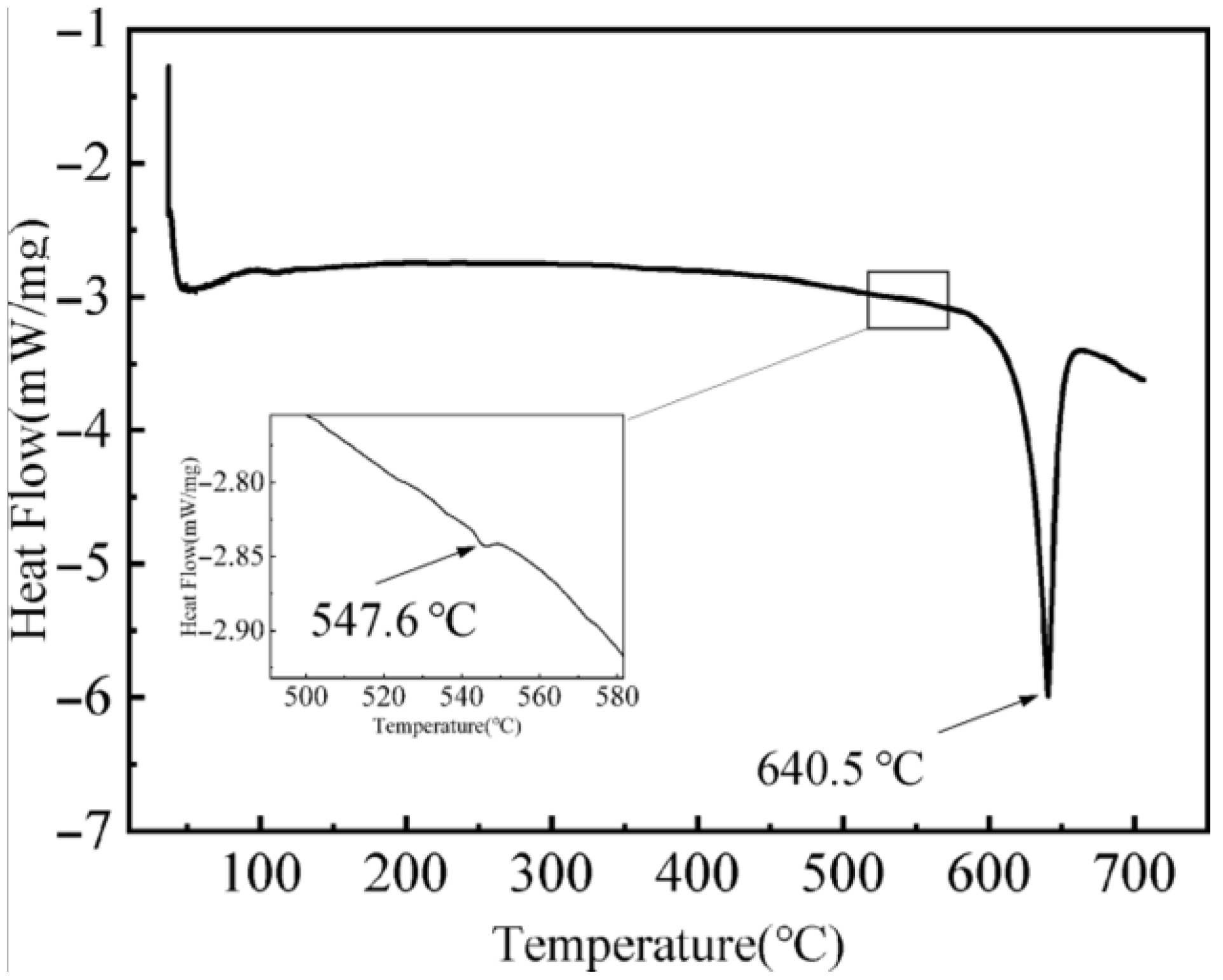
3.2. DSC of As-Cast Alloy
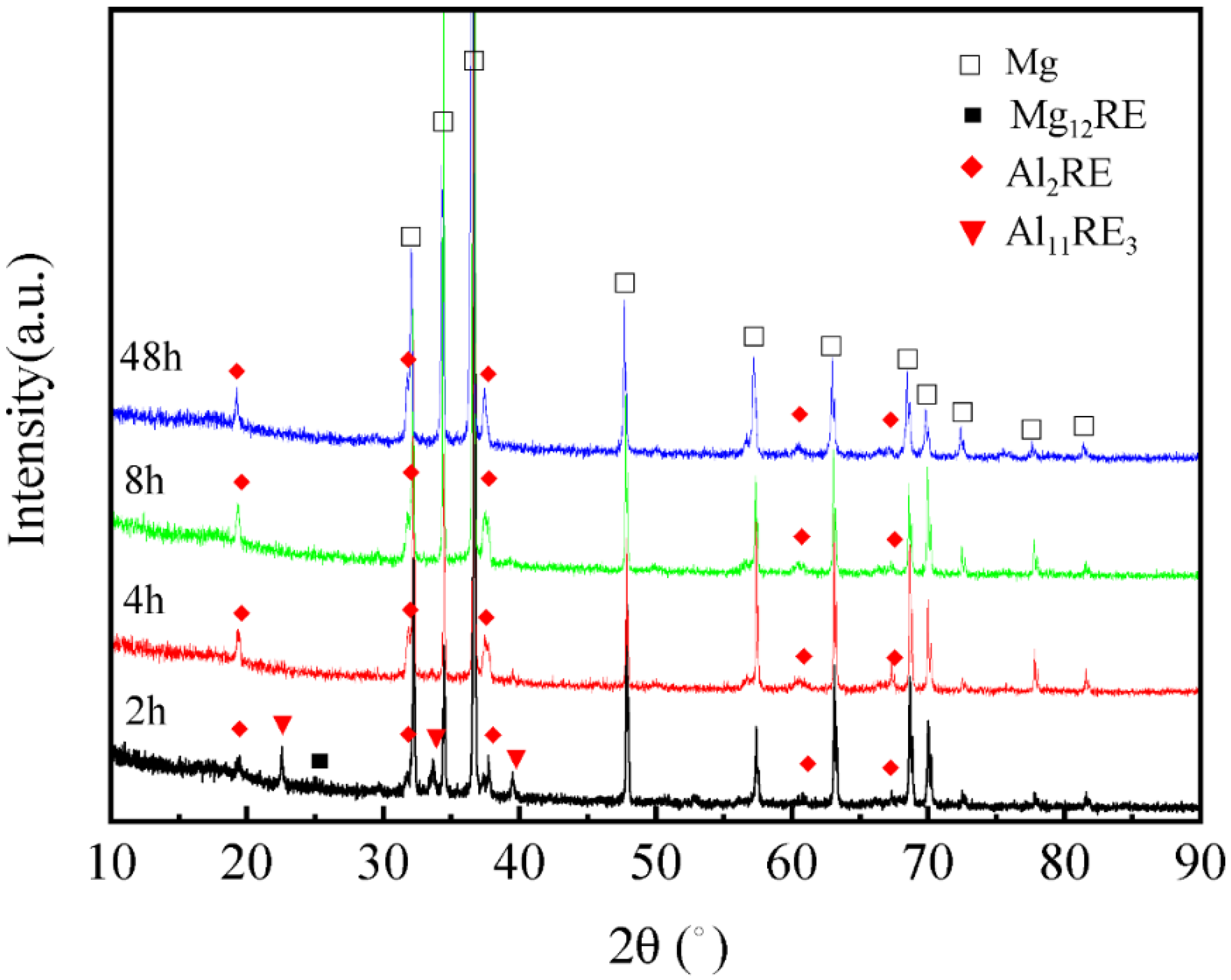
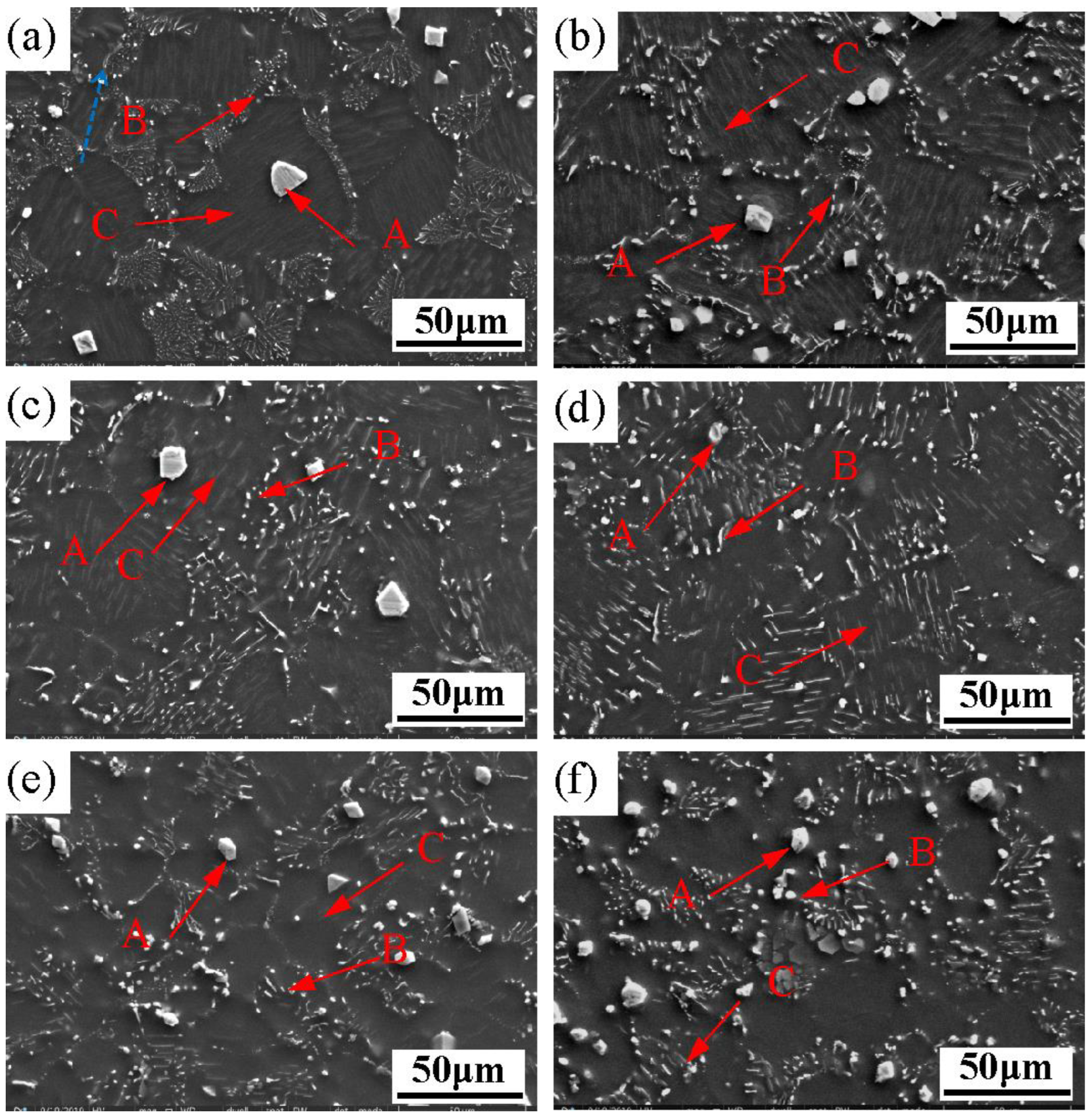
3.3. Phase Evolution of Solution-Treated Alloy
3.4. Grain Thermal Stability
3.5. Mechanical Properties of Solution-Treated Alloys
4. Conclusions
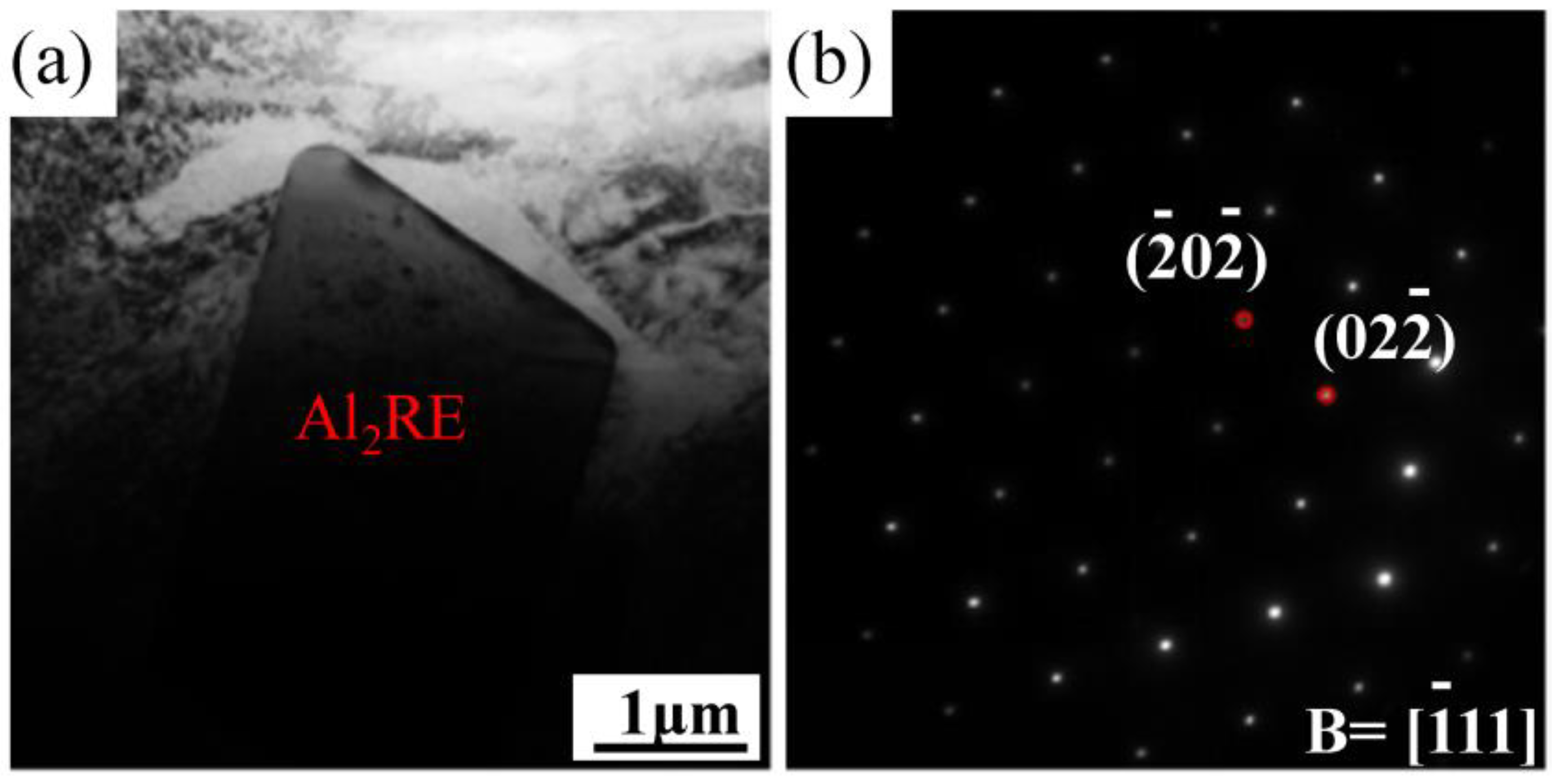
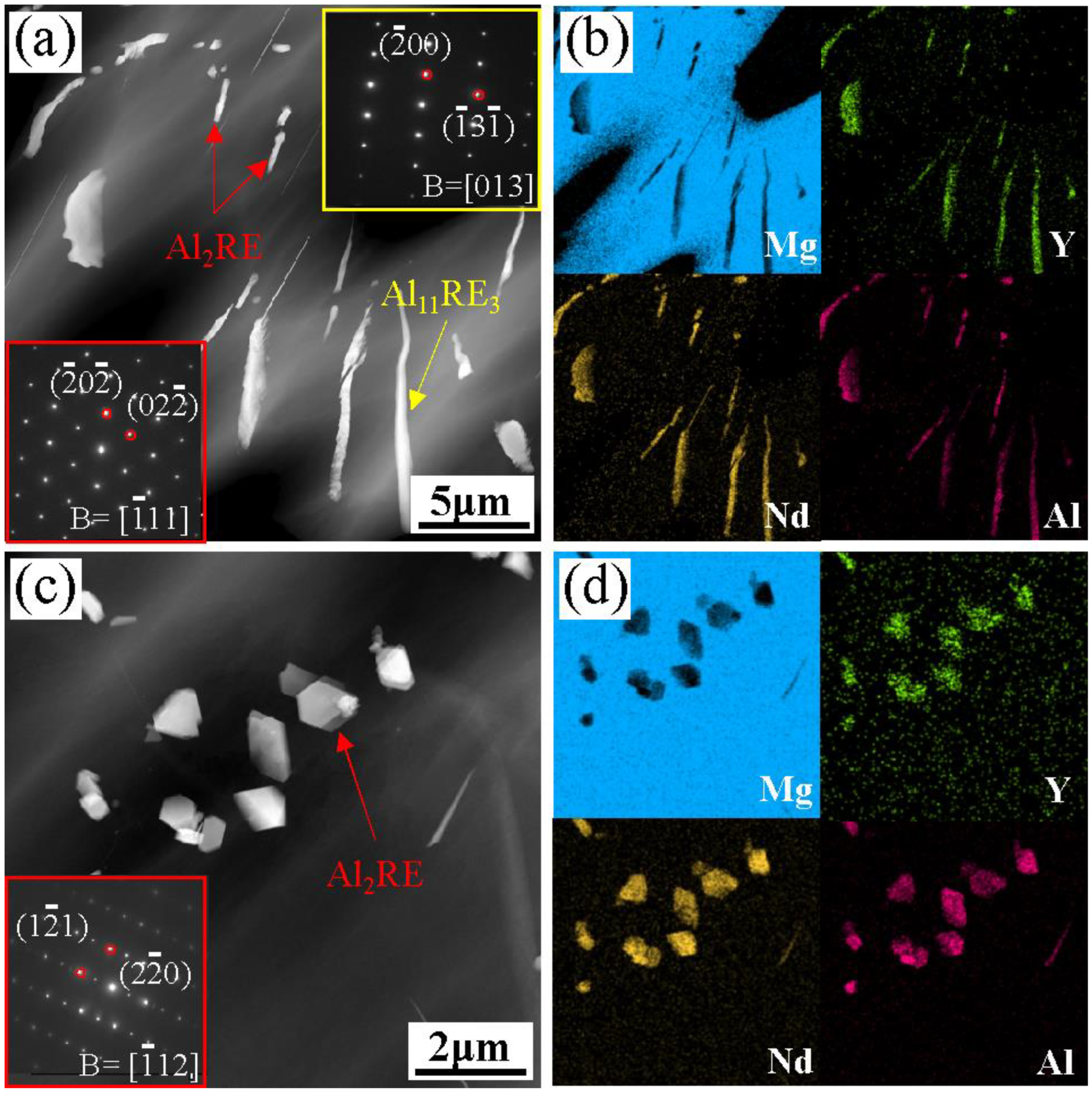
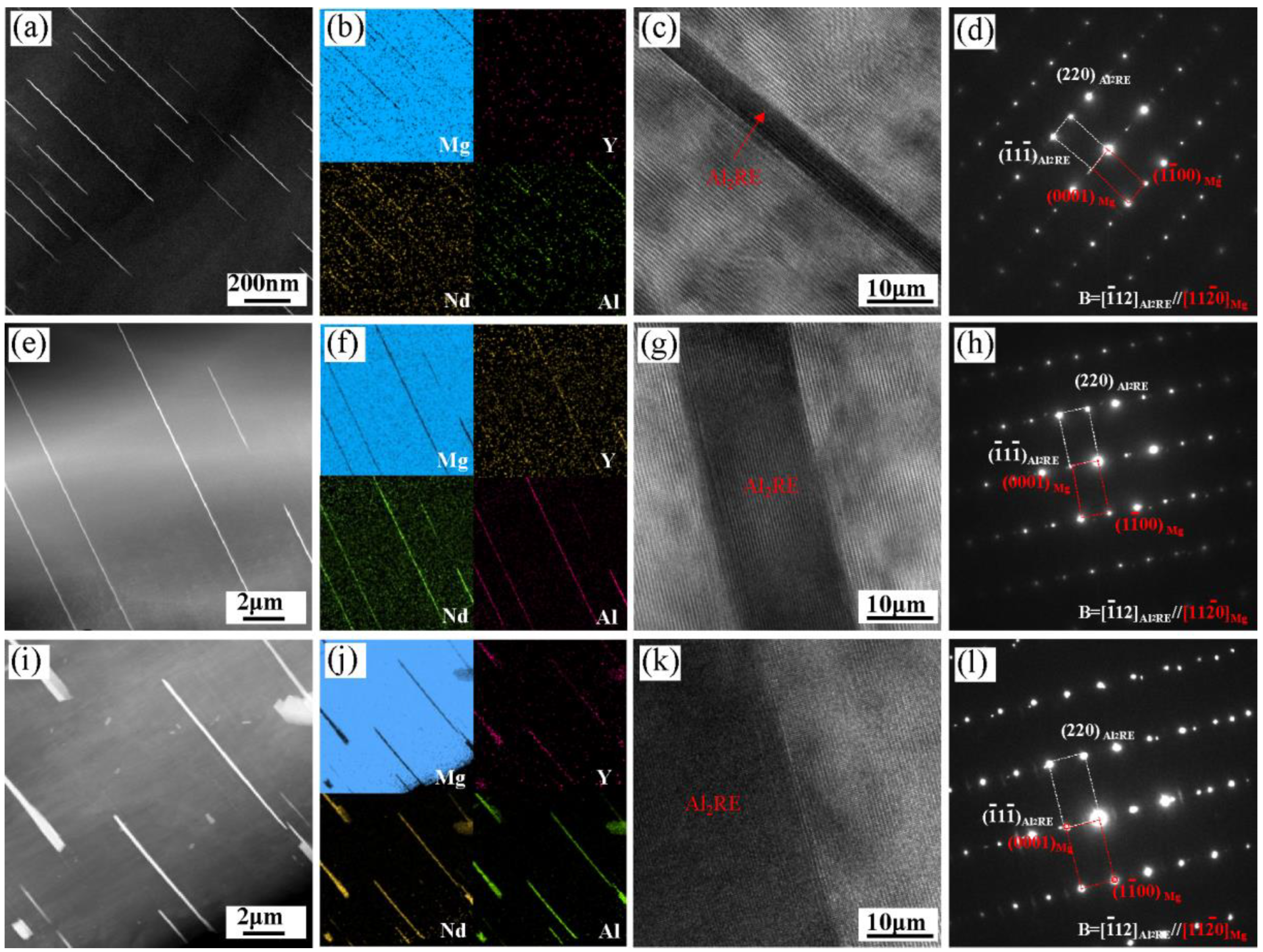
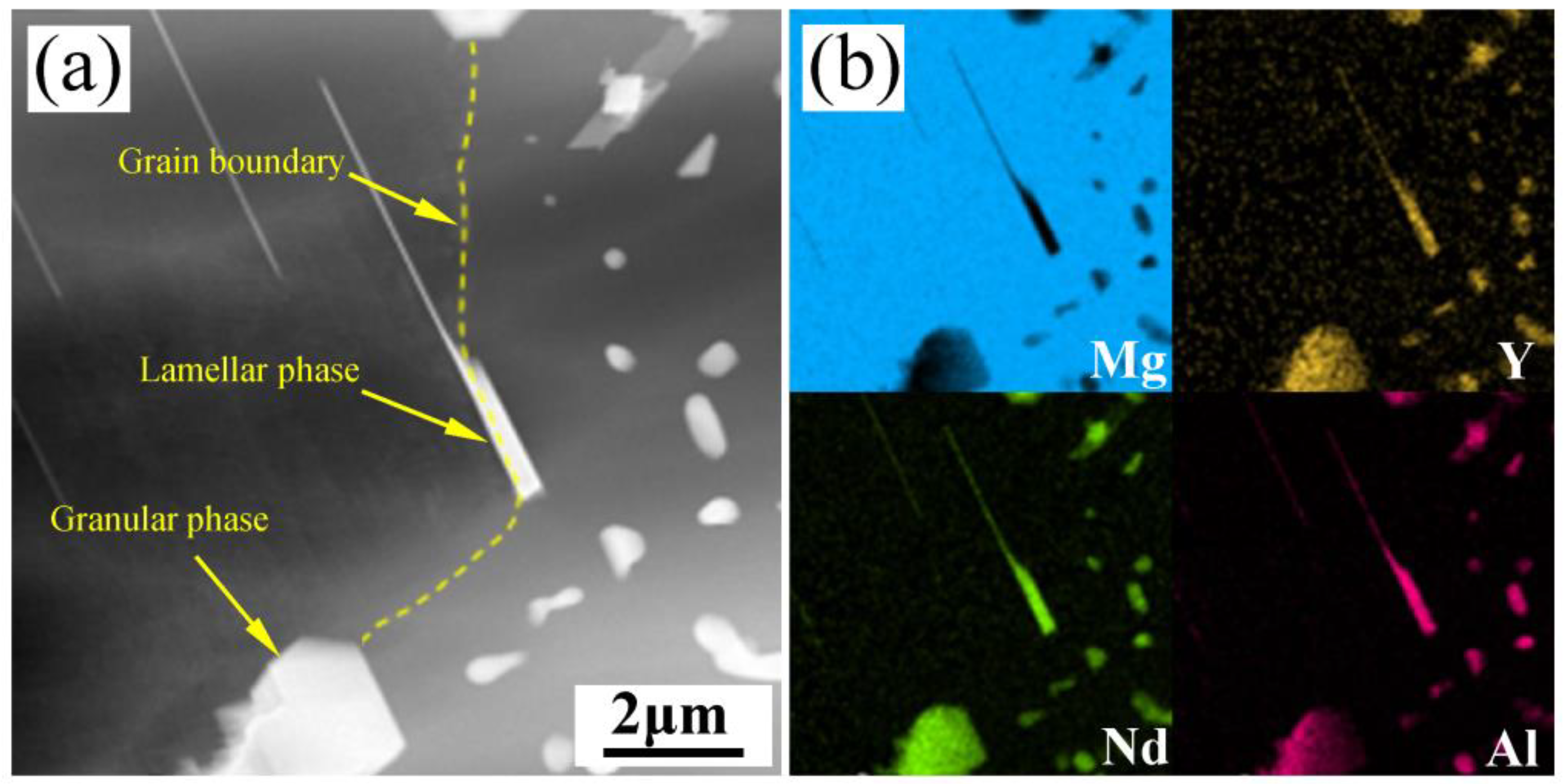
- After solution treatment of the Mg-3Y-4Nd-2Al alloy, the Mg-RE eutectic phase dissolves and the granular Al2RE phase does not change obviously. With the extension of solution time, the acicular Al11RE3 phase fractures and evolves into a short rod-like phase. The Al2RE lamellar phase precipitates in the grain during solution treatment. With the extension of solution time, the precipitated phase first increases and then decreases. The orientation relationship between the lamellar Al2RE phase and the α-Mg is , .
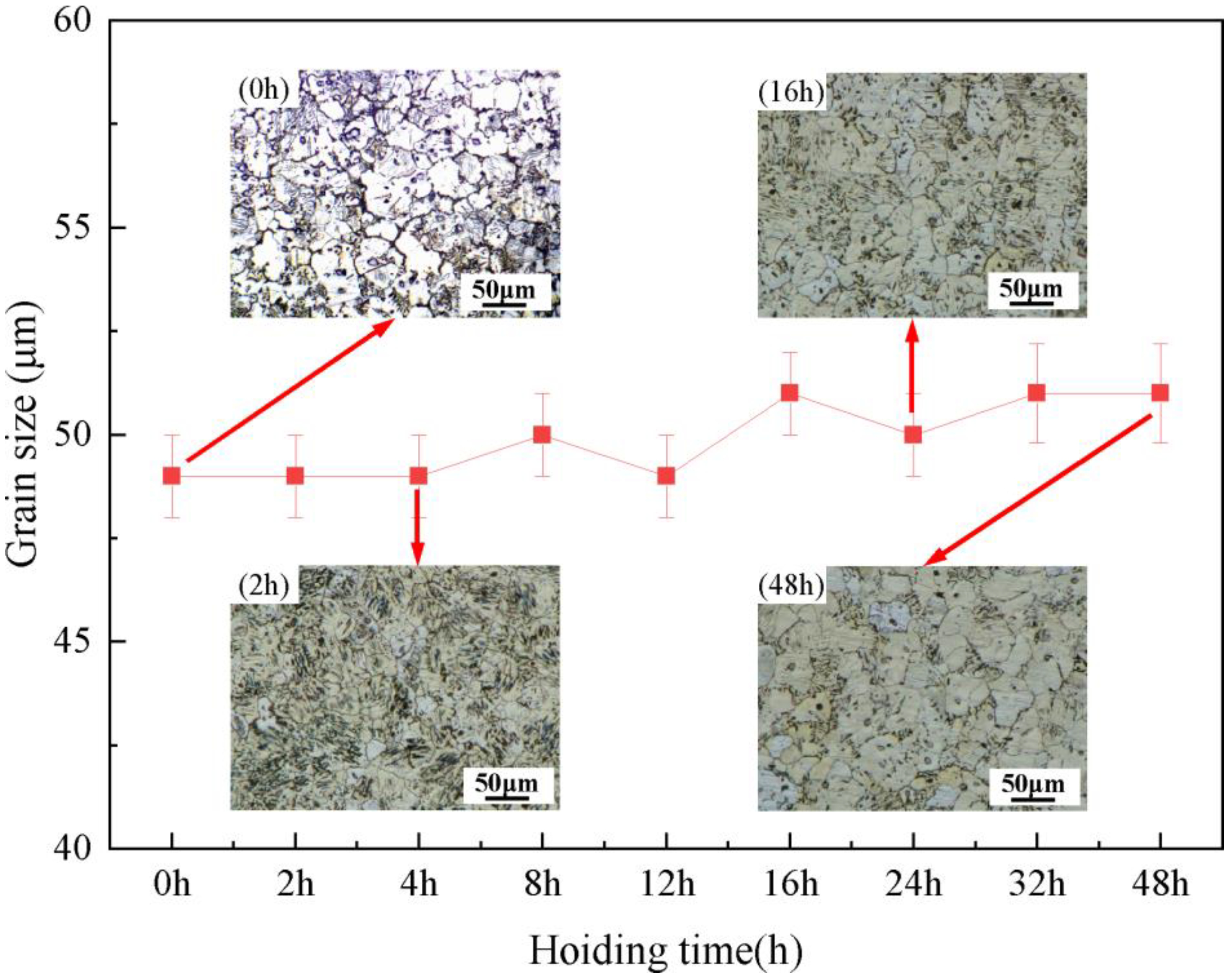
- The undissolved and precipitated Al2RE phase during the solution treatment causes the Mg-3Y-4Nd-2Al alloy to have excellent grain thermal stability, and the grain size does not change after the solution treatment of 48 h at 545 °C.
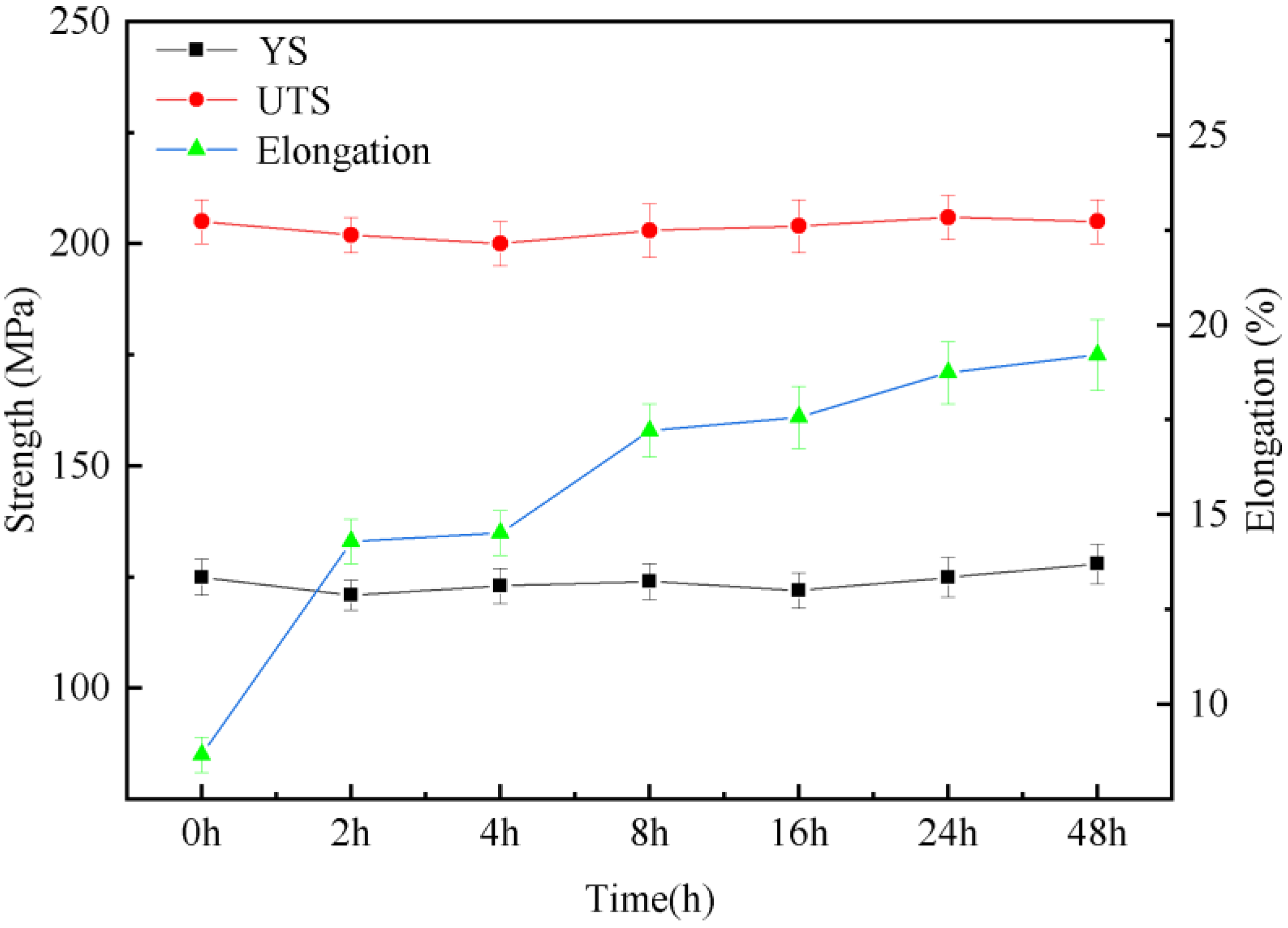
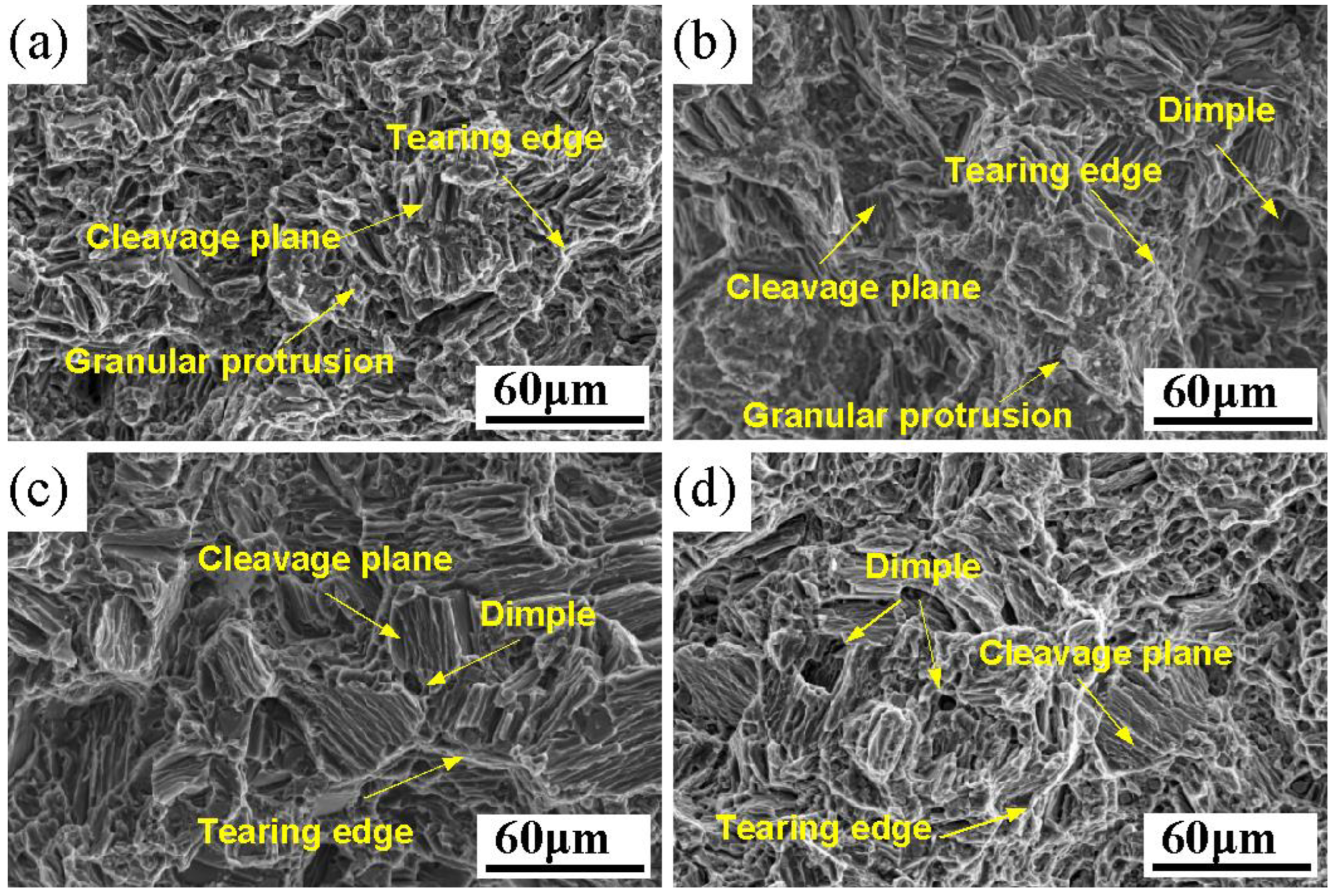
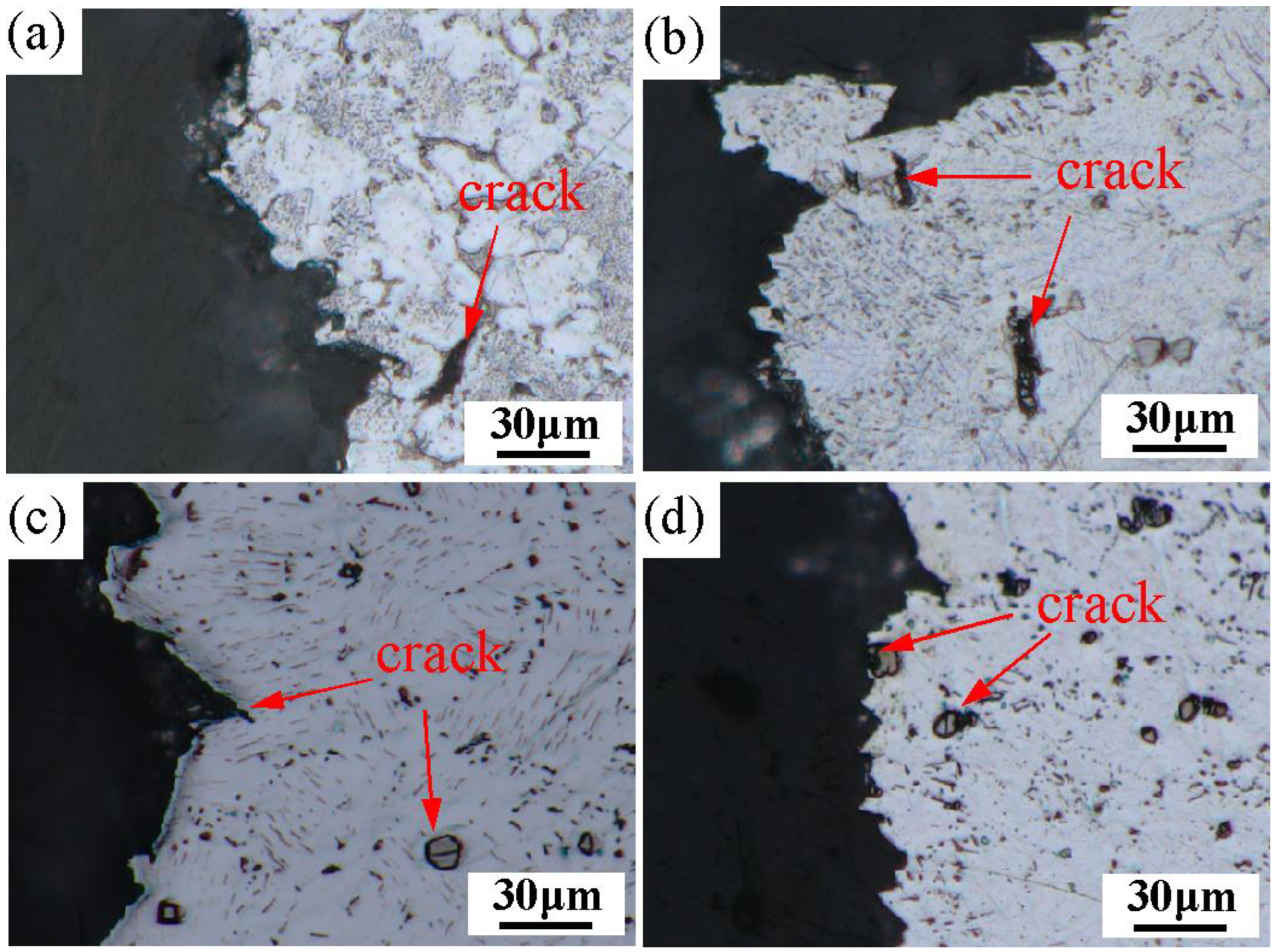
- With the extension of solution time, the strength of the alloy changed little and the plasticity significantly increased. After the solution treatment of 48 h, the elongation of the alloy increased by 106% compared with the as-cast alloy. The fracture of as-cast alloy is a mixed mode of intergranular fracture and transgranular fracture, the cracks are concentrated at the eutectic phase, and plasticity is insufficient. After the solution treatment, the fracture mode changes to a transgranular fracture, and the cracks are mainly concentrated in the undissolved granular phase. A small amount of cracks occurred at the precipitated lamellar phase.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ganesan, S.; Yaghoobi, M.; Githens, A.; Chen, Z.; Daly, S.; Allison, J.E.; Sundararaghavan, V. The effects of heat treatment on the response of WE43 Mg alloy: Crystal plasticity finite element simulation and SEM-DIC experiment. Int. J. Plast. 2021, 137, 102917. [Google Scholar] [CrossRef]
- Fu, Y.; Wang, L.; Zhao, S.; Feng, Y.; Wang, L. Effect of Al Content on Microstructure Evolution and Mechanical Properties of As-Cast Mg-11Gd-2Y-1Zn Alloy. Materials 2021, 14, 7145. [Google Scholar] [CrossRef] [PubMed]
- Bednarczyk, I.; Kuc, D. The Influence of the Deformation Method on the Microstructure and Properties of Magnesium Alloy Mg-Y-RE-Zr. Materials 2022, 15, 2017. [Google Scholar] [CrossRef] [PubMed]
- Cao, G.H.; Zhang, D.T.; Chai, F.; Zhang, W.W.; Qiu, C. Superplastic behavior and microstructure evolution of a fine-grained sMg-Y-Nd alloy processed by submerged friction stir processing. Mater. Sci. Eng. A 2015, 642, 157–166. [Google Scholar] [CrossRef]
- Natalia, M.; Elena, L.; Natalia, A.; Mikhail, K.; Vladimir, S.; Nikita, Y.; Georgy, R.; Nick, B.; Gennady, S.; Sergey, D.; et al. Improving the property profile of a bioresorbable Mg-Y-Nd-Zr alloy by deformation treatments. Materialia 2020, 13, 100841. [Google Scholar]
- Li, Y.S.; Qu, C.; Wang, J.H.; Xu, R. Exceptional aging hardening behaviour of nanocrystalline Mg-Y-Nd-Gd-Zr alloy prepared by high pressure torsion. J. Alloys Compd. 2020, 813, 152123. [Google Scholar] [CrossRef]
- Wang, L.; Guo, E.J.; Jiang, W.Y.; Feng, Y.C.; Zhao, S.C.; Fu, Y.K.; Chen, H.T. Effect of Al addition on microstructure and mechanical properties of as-cast Mg-4Y-3Nd alloy. Philos. Mag. 2019, 100, 234–247. [Google Scholar] [CrossRef]
- Jiang, R.; Qian, S.N.; Dong, C.; Qin, Y.; Wu, Y.J.; Zou, J.X.; Zeng, X.Q. Composition optimization of high-strength Mg-Gd-Y-Zr alloys based on the structural unit of Mg-Gd solid solution. J. Mater. Sci. Technol. 2021, 72, 104–113. [Google Scholar] [CrossRef]
- Ma, T.; Zhao, S.C.; Guo, E.J.; Zhao, L.L.; Fan, R.; Zhang, Y.; Wang, L.P. Microstructure evolution and strengthening mechanism analysis of novel Mg-RE-Ag alloy during heat treatment. J. Mater. Res. Technol. 2022, 21, 692–703. [Google Scholar] [CrossRef]
- Ning, H.; Yu, Y.; Gao, B.; Xiao, L.; Wen, L.; Yan, Z.; Li, L.; Chen, X. Grain Refinement and Aging Hardening of the Mg-10Gd-3Y-2Ag-0.4Zr Alloy Produced by a Two-Step Forming Process. Materials 2018, 11, 757. [Google Scholar] [CrossRef] [Green Version]
- Ma, T.; Zhao, S.; Wang, L.; Wang, Z.; Guo, E.; Feng, Y.; Li, J. Influence of Solution Treatment Time on Precipitation Behavior and Mechanical Properties of Mg-2.0Nd-2.0Sm-0.4Zn-0.4Zr Alloy. Materials 2021, 14, 5037. [Google Scholar] [CrossRef]
- Kang, Y.H.; Wu, D.; Chen, R.S.; Han, E.H. Microstructures and mechanical properties of the age hardened Mg-4.2Y-2.5Nd-1Gd-0.6Zr (WE43) microalloyed with Zn. J. Magnes. Alloy 2014, 2, 109–115. [Google Scholar] [CrossRef] [Green Version]
- Hao, Y.Q.; Chen, X.; Zhao, Z.X.; Chen, Z.Q.; Chen, B. The interface between long-period stacking-ordered (LPSO) structure and β’phase in Mg-Gd-Al alloys. J. Alloys Compd. 2022, 923, 166267. [Google Scholar] [CrossRef]
- Su, C.; Wang, J.F.; Hu, H.; Wen, Y.L.; Liu, S.J.; Ma, K. Enhanced strength and corrosion resistant of Mg-Gd-Y-Al alloys by LPSO phases with different Al content. J. Alloys Compd. 2021, 885, 160557. [Google Scholar] [CrossRef]
- Liu, X.Q.; Liu, F.; Liu, Z.L.; Xie, H.J.; Li, J. Crystal structure, phase content, and tensile properties of As-cast Mg–Gd–Y–Al alloys. Mater. Today Commun. 2020, 25, 101286. [Google Scholar] [CrossRef]
- Zhang, J.L.; Liu, Y.L.; Liu, J.; Yu, Y.C.; Wang, S.B. The effect of Gd element and solution treatment on the microstructure of AZ31 magnesium alloy and its kinetic model. J. Alloys Compd. 2016, 663, 610–616. [Google Scholar] [CrossRef]
- Ding, Z.B.; Zhang, S.; Zhao, Y.H.; Chen, D.R.; Zou, L.H.; Chen, Z.G.; Guo, W.M.; Su, Z.J.; Hou, H. Effect of Al addition on microstructure and mechanical properties of Mg-Gd-Zn alloys. Trans. Nonferrous Met. Soc. China 2022, 32, 824–837. [Google Scholar] [CrossRef]
- Su, M.L.; Zhang, J.H.; Feng, Y.; Bai, Y.J.; Wang, W.; Zhang, Z.W.; Jiang, F.C. Al-Nd intermetallic phase stability and its effects on mechanical properties and corrosion resistance of HPDC Mg-4Al-4Nd-0.2Mn alloy. J. Alloys Compd. 2017, 691, 634–643. [Google Scholar] [CrossRef]
- Li, Y.X.; Qiu, D.; Rong, Y.H.; Zhang, M.X. Effect of long-period stacking ordered phase on thermal stability of refined grains in Mg-RE-based alloys. Philos. Mag. 2014, 94, 1311–1326. [Google Scholar] [CrossRef]
- Peng, Z.Z.; Shao, X.H.; Guo, X.W.; Wang, J.; Wang, Y.J.; Ma, X.L. Atomic-Scale Insight into Structure and Interface of Al2Y Phase in an Mg-Al-Y Alloy. Adv. Eng. Mater. 2018, 20, 1701015. [Google Scholar] [CrossRef]
- Guo, E.J.; Wang, L.; Feng, Y.C.; Wang, L.P.; Chen, Y.H. Effect of cooling rate on the microstructure and solidification parameters of Mg-3Al-3Nd alloy. J. Therm. Anal. Calorim. 2018, 135, 2001–2008. [Google Scholar] [CrossRef]
- Kang, Y.B.; Jin, L.L.; Chartrand, P.; Gheribi, A.E.; Bai, K.W.; Wu, P. Thermodynamic evaluations and optimizations of binary Mg-light Rare Earth (La, Ce, Pr, Nd, Sm) systems. Calphad 2012, 38, 100–116. [Google Scholar] [CrossRef]
- Dong, X.X.; Feng, L.Y.; Wang, S.H.; Ji, G.; Addad, A.; Yang, H.L.; Nyberg, E.A.; Ji, S.X. On the exceptional creep resistance in a die-cast Gd-containing Mg alloy with Al addition. Acta Mater. 2022, 232, 117957. [Google Scholar] [CrossRef]
- Kang, Y.B.; Pelton, A.D.; Chartrand, P.; Fuerst, C.D. Critical evaluation and thermodynamic optimization of the Al-Ce, Al-Y, Al-Sc and Mg-Sc binary systems. Calphad 2008, 32, 413–422. [Google Scholar] [CrossRef]
- Zhang, J.H.; Liu, S.J.; Leng, Z.; Zhang, M.L.; Meng, J.; Wu, R.Z. Structure stability and mechanical properties of high-pressure die-cast Mg-Al-Ce-Y-based alloy. Trans. Nonferrous Met. Soc. China 2012, 22, 262–267. [Google Scholar] [CrossRef]
- Bob, R.P.; Vadim, R.; Michael, P.B.; Richard, A.W. Microstructure and creep behavior in AE42 magnesium die-casting alloy. JOM 2002, 54, 34–38. [Google Scholar]
- Ma, T.; Zhao, S.; Guo, E.; Zhao, L.; Fan, R.; Zhang, Y.; Wang, L. Formation of enclosed precipitates structure in a novel Mg-RE alloy to enhance high-temperature mechanical properties. Mater. Let. 2022, 327, 133048. [Google Scholar] [CrossRef]
- Zhang, M.X.; Kelly, P.M.; Easton, M.A.; Taylor, J.A. Crystallographic study of grain refinement in aluminum alloys using the edge-to-edge matching model. Acta Mater. 2005, 53, 1427–1438. [Google Scholar] [CrossRef]
- Wang, Z.H.; Du, W.B.; Wang, X.D.; Liu, K.; Li, S.B. Microstructure evolution of Mg-9Gd-2Er-0.4Zr alloy during solid solution treatment. Trans. Nonferrous Met. Soc. China 2013, 23, 593–598. [Google Scholar] [CrossRef]
- Wang, N.; Yang, Q.; Li, X.X.; Guan, K.; Zhang, J.Q.; Yao, C.G.; Zhang, X.H.; Meng, J.; Qiu, X. Microstructures and mechanical properties of a Mg-9Gd-3Y-0.6Zn-0.4Zr (wt.%) alloy modified by Y-rich misch metal. Mater. Sci. Eng. A 2021, 806, 140609. [Google Scholar] [CrossRef]
- Gao, L.; Chen, R.S.; Han, E.H. Fracture behavior of high strength Mg-Gd-Y-Zr magnesium alloy. Trans. Nonferrous Met. Soc. China 2010, 20, 1217–1221. [Google Scholar] [CrossRef]
- Zhang, D.; Zhao, S.; Chen, H.; Feng, Y.; Guo, E.; Li, J. Microstructure and mechanical properties of EK30 alloy synergistically reinforced by Ag alloying and hot extrusion for aerospace applications. Materials 2022, 15, 8613. [Google Scholar] [CrossRef]
- Zhao, L.L.; Wang, L.P.; Wang, L.; Feng, Y.C.; Fan, R.; Zhao, S.C.; Fu, Y.K. Synergistic effects of Y and Nd on grain refinement of Mg-Y-Nd-Al alloy. Mater. Res. Express 2022, 9, 026503. [Google Scholar] [CrossRef]
- Liu, K.; Zhao, S.; Wang, Z.; Feng, Y.; Wang, C.; Wang, L.; Liu, D.; Li, J. Effect of Nd on the microstructure and mechanical properties of hot extruded Mg-2.0Sm-0.4Zn-0.4Zr alloy. J. Mater. Eng. Perform. 2022, 31, 4369–4374. [Google Scholar] [CrossRef]












Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, L.; Zhao, S.; Feng, Y.; Wang, L.; Fan, R.; Ma, T.; Wang, L. Effect of Solution Treatment Time on Microstructure Evolution and Properties of Mg-3Y-4Nd-2Al Alloy. Materials 2023, 16, 2512. https://doi.org/10.3390/ma16062512
Zhao L, Zhao S, Feng Y, Wang L, Fan R, Ma T, Wang L. Effect of Solution Treatment Time on Microstructure Evolution and Properties of Mg-3Y-4Nd-2Al Alloy. Materials. 2023; 16(6):2512. https://doi.org/10.3390/ma16062512
Chicago/Turabian StyleZhao, Lili, Sicong Zhao, Yicheng Feng, Lei Wang, Rui Fan, Tao Ma, and Liping Wang. 2023. "Effect of Solution Treatment Time on Microstructure Evolution and Properties of Mg-3Y-4Nd-2Al Alloy" Materials 16, no. 6: 2512. https://doi.org/10.3390/ma16062512