
Evaluating the Influence of Elevated Temperature on Compressive Strength of Date-Palm-Fiber-Reinforced Concrete Using Response Surface Methodology

Abstract
:1. Introduction
2. Materials and Methods
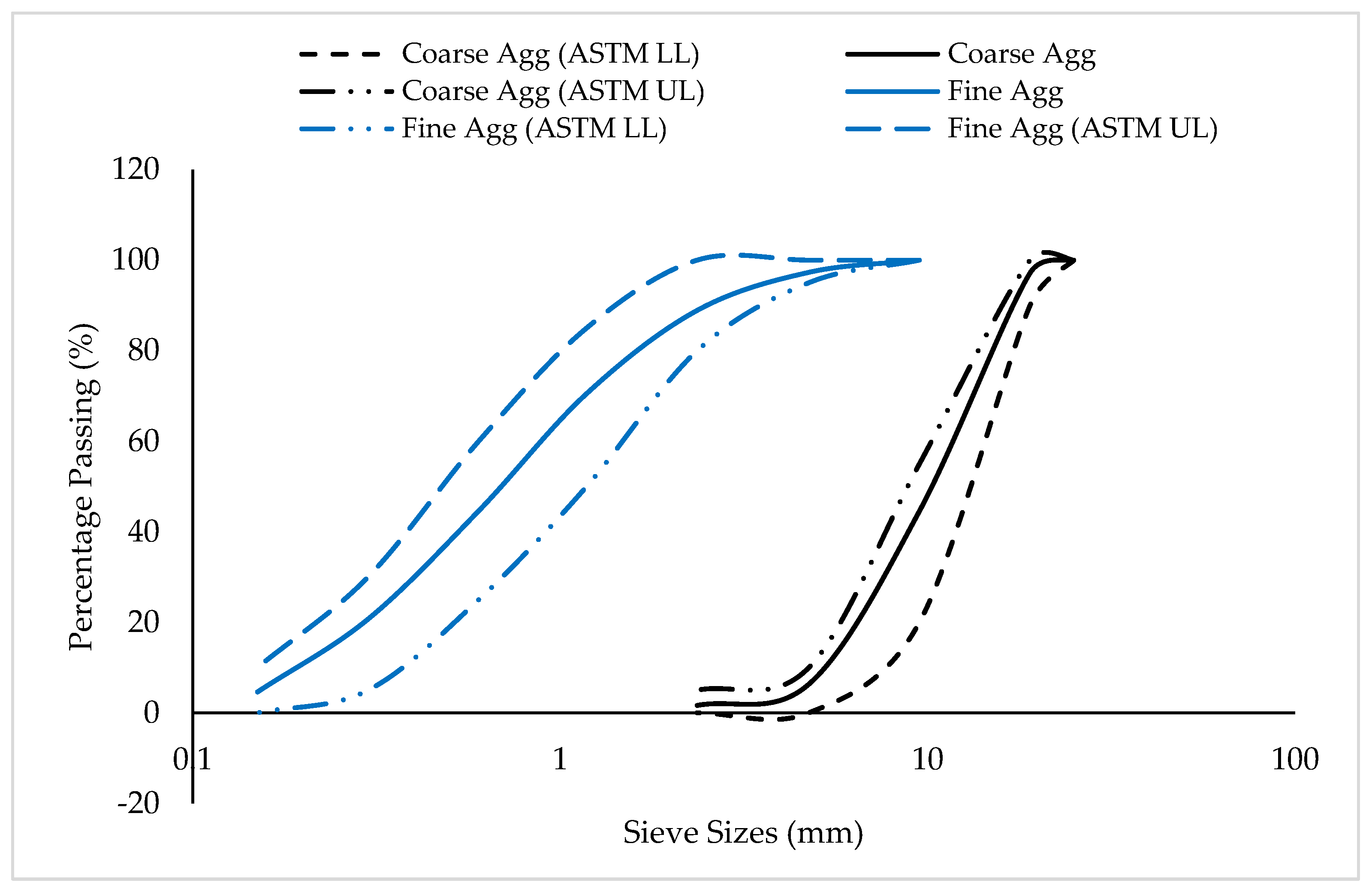
2.1. Materials
2.2. Mix Proportioning
2.3. Sample Preparations and Casting
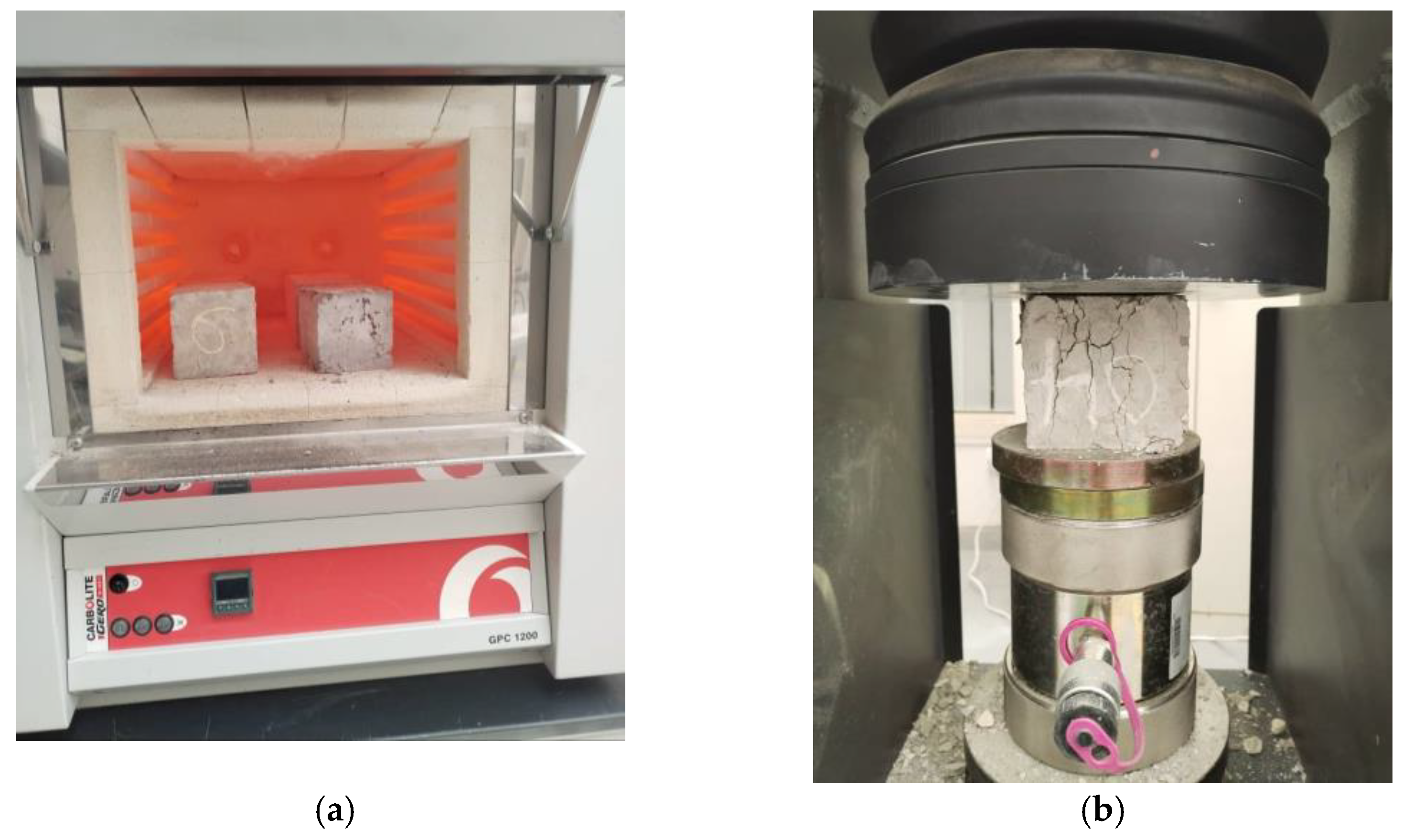
2.4. Experimental Methods
3. Results and Discussions
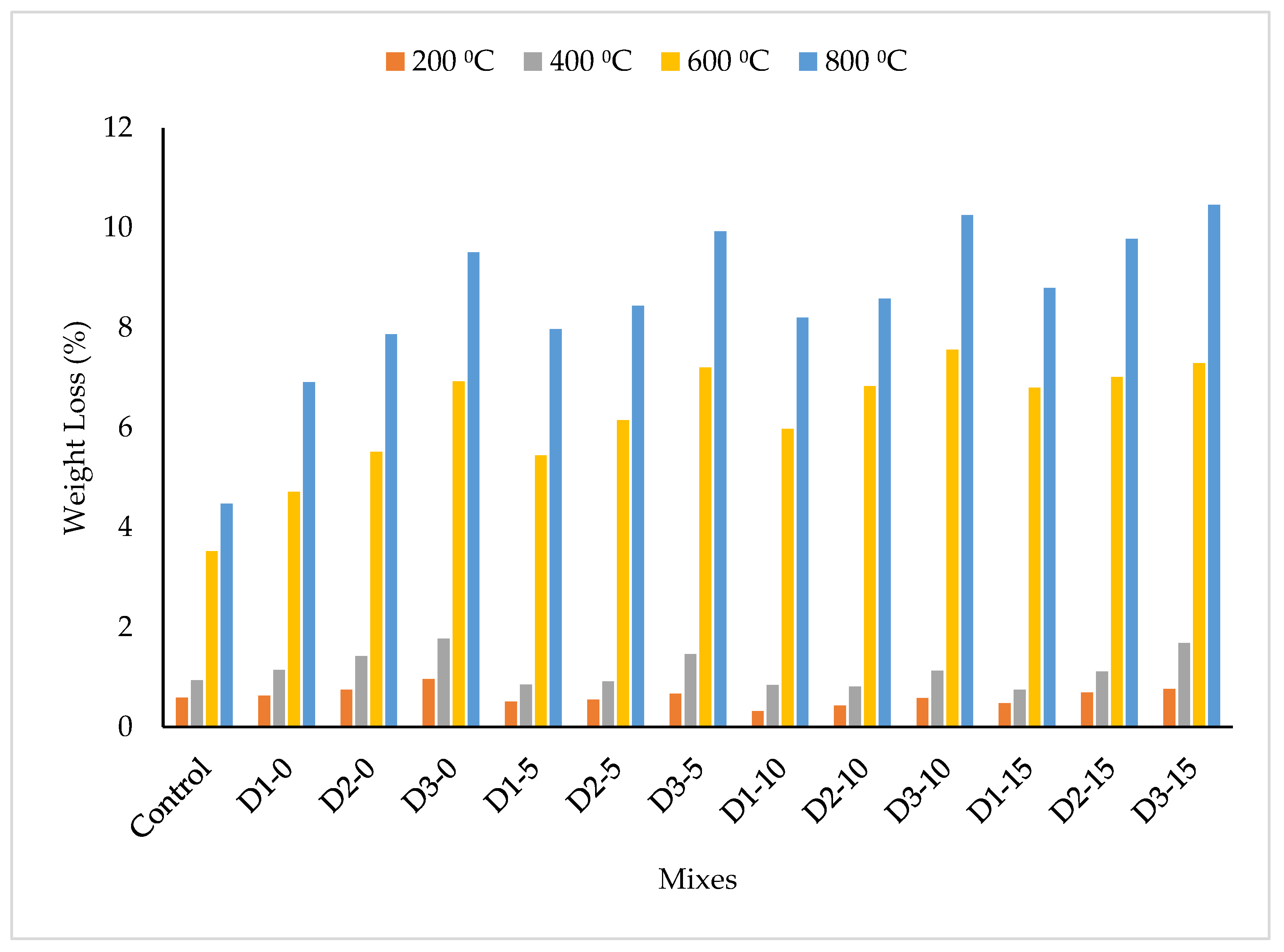
3.1. Weight Loss
3.2. Compressive Strength
3.3. Modeling Using Response Surface Methodology
3.3.1. Response Surface Methodology
3.3.2. Analysis of Variance
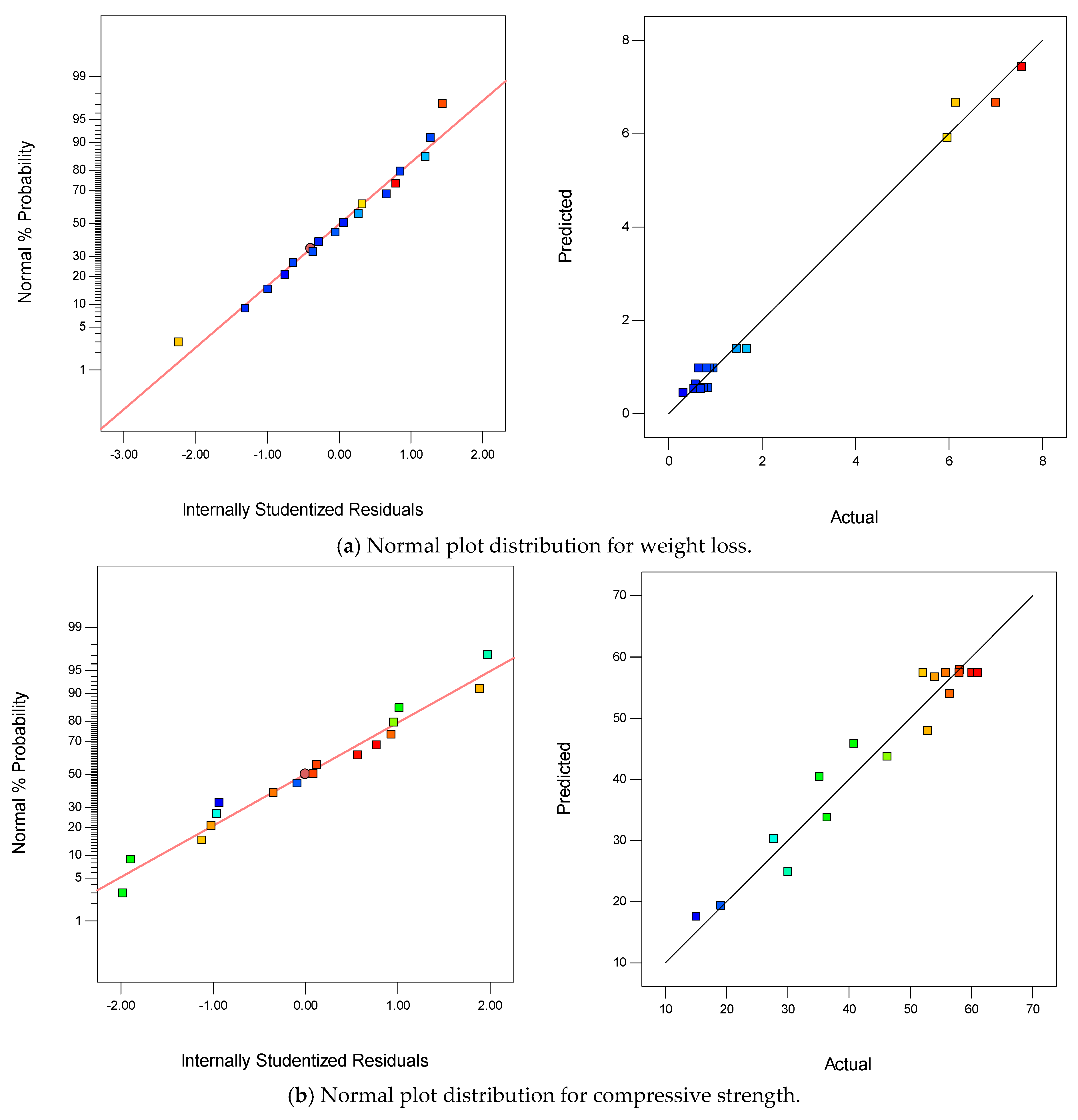
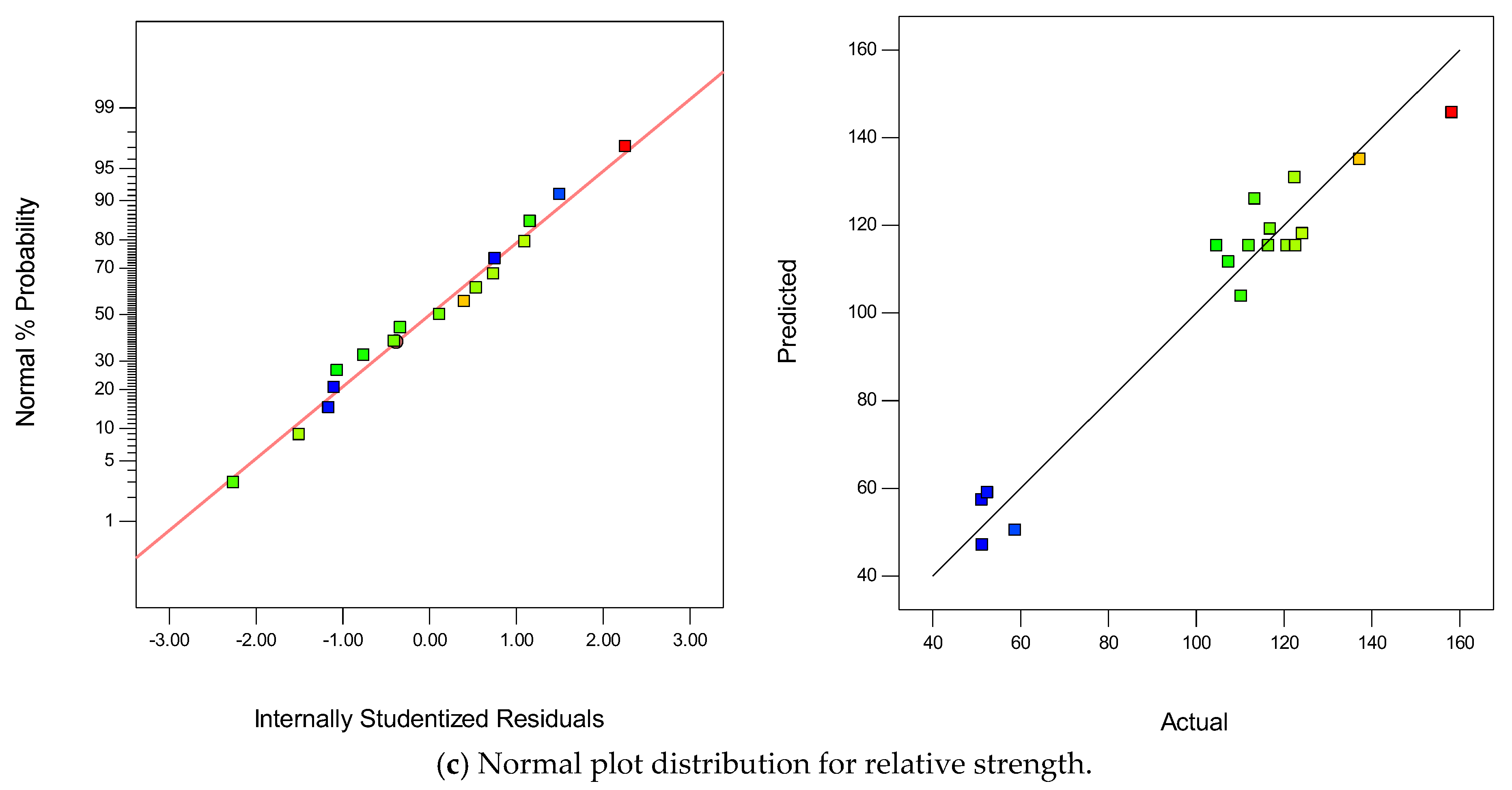
3.3.3. Diagnostic Plots
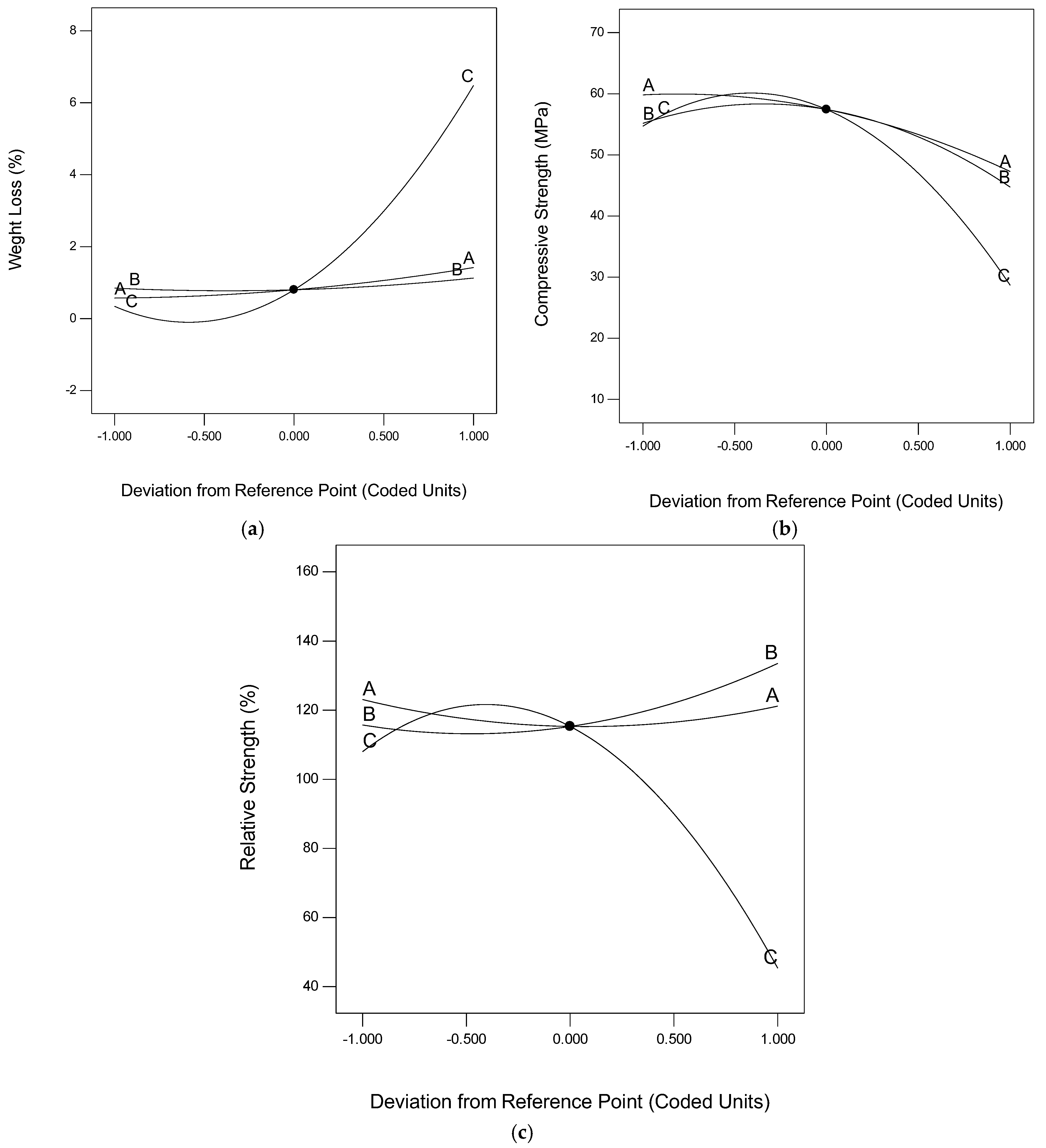
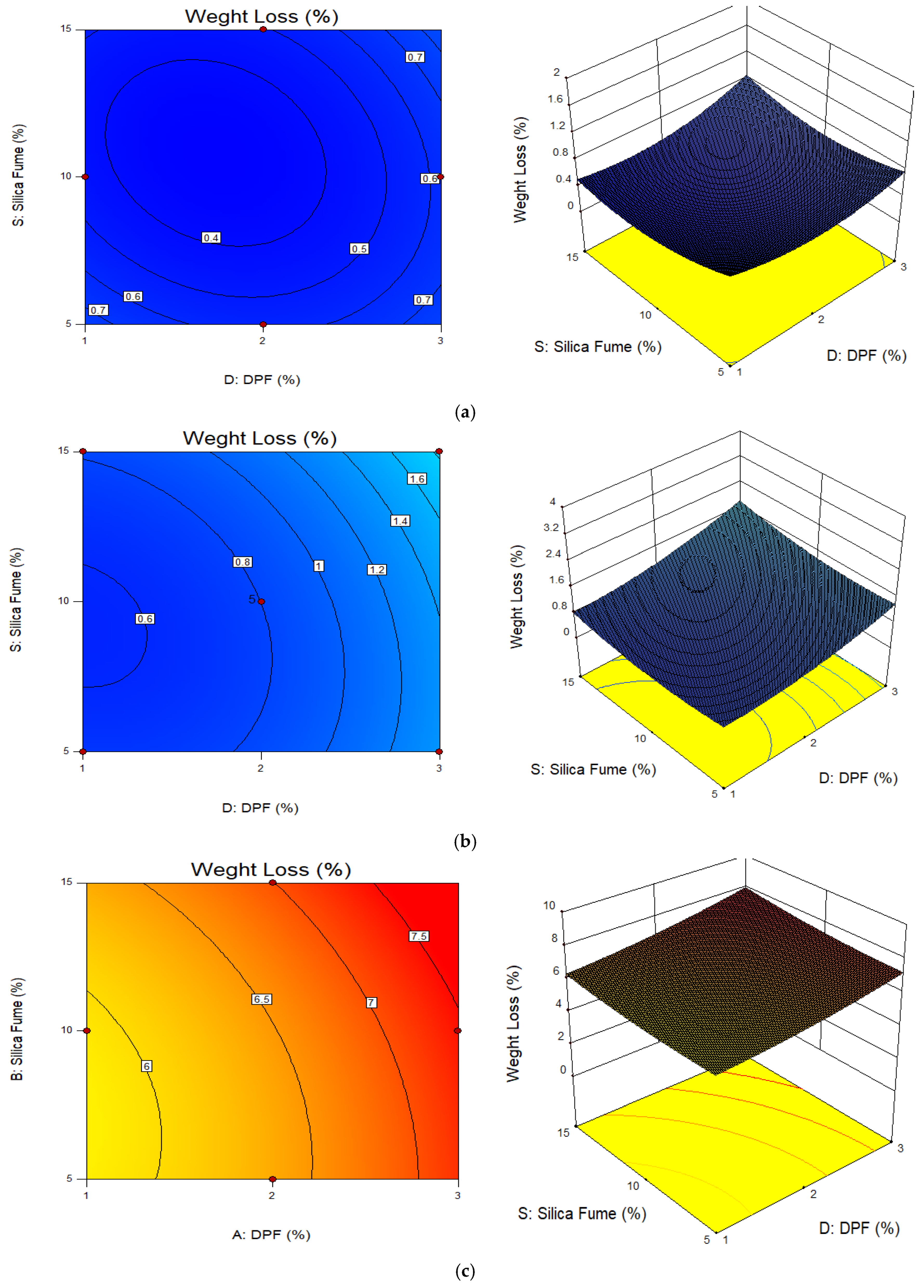
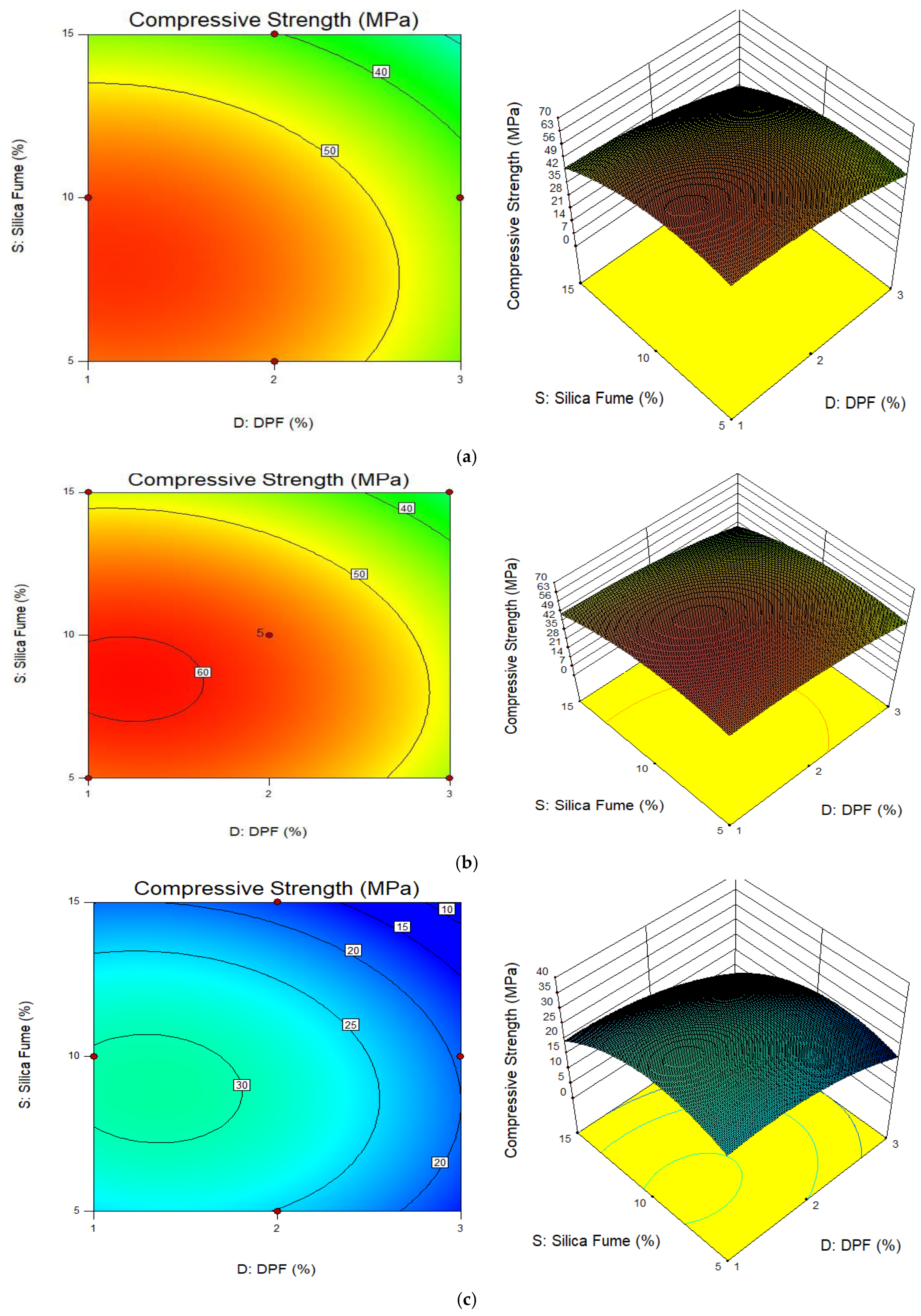
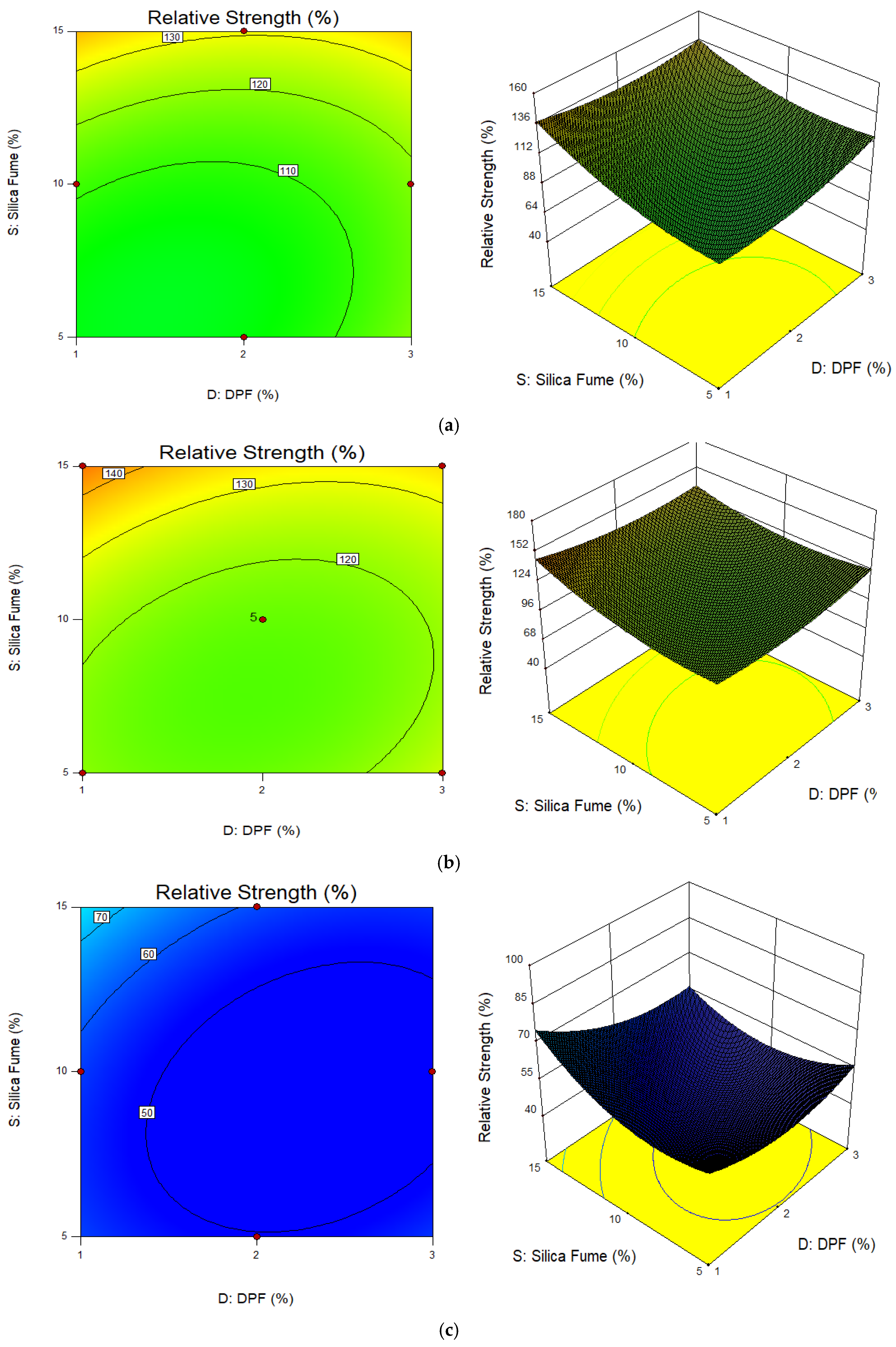
3.3.4. Response Surface Plots
3.3.5. Multi−Objective Optimization
3.3.6. Model Validation
4. Conclusions
- (1)
- The weight loss of the DPF-reinforced concrete worsened with an increase in temperature and DPF addition. The weight loss escalated significantly when subjected to temperatures of 600 °C and above.
- (2)
- The compressive and relative strengths of the DPF-reinforced concrete was enhanced when exposed to temperatures of up to 400 °C, irrespective of the DPF and silica fume contents. However, at higher temperatures of above 400 °C, there was significant loss in strength in the concrete.
- (3)
- The compressive strength and relative strength of the DPF-reinforced concrete decreased with increments in DPF content, irrespective of the temperatures it was subjected to.
- (4)
- Silica fume as a partial substitute for cement in DPF-reinforced concrete improves its heat resistance when subjected to a temperature up to 400 °C, where the weight loss declined and the strengths improved with the replacement of up to 10% cement with silica fume, irrespective of the DPF contents in the concrete. However, at temperatures of 600 °C and above, the silica fume addition significantly decreased the strength of the DPF-reinforced concrete.
- (5)
- Models were developed to predict the weight loss and compressive strengths of DPF-reinforced concrete in severe conditions (elevated temperatures) using RSM. The developed models have a very high degree of correlation and predictability. The models were said to have an average error of less than 6% when validated experimentally.
- (6)
- Based on the multi-objective optimization, the highest performance of the DPF-reinforced concrete under elevated temperature was achieved by adding 1% DPF by weight of binder materials, replacing 12.14% of the cement using silica fume, and subjecting the concrete to a temperature of 317 °C. The optimization result has a very high desirability of 91.3%.
- (7)
- Therefore, for DPF-reinforced concrete to be used in areas subjected to high temperature, it is recommended to use silica fume as a partial replacement for cement in the mix to improve its heat resistance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Demirel, B.; Keleştemur, O. Effect of elevated temperature on the mechanical properties of concrete produced with finely ground pumice and silica fume. Fire Saf. J. 2010, 45, 385–391. [Google Scholar] [CrossRef] [Green Version]
- Talaei, M.; Mostofinejad, D. Mechanical properties of fiber-reinforced concrete containing waste porcelain aggregates under elevated temperatures. Constr. Build. Mater. 2021, 289, 122854. [Google Scholar] [CrossRef]
- Bingöl, A.F.; Gül, R. Effect of elevated temperatures and cooling regimes on normal strength concrete. Fire Mater. Int. J. 2009, 33, 79–88. [Google Scholar] [CrossRef]
- Arioz, O. Effects of elevated temperatures on properties of concrete. Fire Saf. J. 2007, 42, 516–522. [Google Scholar] [CrossRef]
- Zega, C.; Di Maio, A. Recycled concrete exposed to high temperatures. Mag. Concr. Res. 2006, 58, 675–682. [Google Scholar] [CrossRef]
- Ma, Q.; Guo, R.; Zhao, Z.; Lin, Z.; He, K. Mechanical properties of concrete at high temperature—A review. Constr. Build. Mater. 2015, 93, 371–383. [Google Scholar] [CrossRef]
- Behnood, A.; Ziari, H. Effects of silica fume addition and water to cement ratio on the properties of high-strength concrete after exposure to high temperatures. Cem. Concr. Compos. 2008, 30, 106–112. [Google Scholar] [CrossRef]
- Poon, C.-S.; Azhar, S.; Anson, M.; Wong, Y.-L. Comparison of the strength and durability performance of normal-and high-strength pozzolanic concretes at elevated temperatures. Cem. Concr. Res. 2001, 31, 1291–1300. [Google Scholar] [CrossRef]
- Rutkowska, G.; Ogrodnik, P.; Żółtowski, M.; Powęzka, A.; Kucharski, M.; Krejsa., M. Fly Ash from the Thermal Transformation of Sewage Sludge as an Additive to Concrete Resistant to Environmental Influences in Communication Tunnels. Appl. Sci. 2022, 12, 1802. [Google Scholar] [CrossRef]
- Koksal, F.; Kocabeyoglu, E.T.; Gencel, O.; Benli, A. The effects of high temperature and cooling regimes on the mechanical and durability properties of basalt fiber reinforced mortars with silica fume. Cem. Concr. Compos. 2021, 121, 104107. [Google Scholar] [CrossRef]
- Gencel, O.; Nodehi, M.; Bayraktar, O.Y.; Kaplan, G.; Benli, A.; Gholampour, A.; Ozbakkaloglu, T. Basalt fiber-reinforced foam concrete containing silica fume: An experimental study. Constr. Build. Mater. 2022, 326, 126861. [Google Scholar] [CrossRef]
- Tanyildizi, H. Statistical analysis for mechanical properties of polypropylene fiber reinforced lightweight concrete containing silica fume exposed to high temperature. Mater. Des. 2009, 30, 3252–3258. [Google Scholar] [CrossRef]
- Adamu, M.; Alanazi, F.; Ibrahim, Y.E.; Alanazi, H.; Khed, V.C. A Comprehensive Review on Sustainable Natural Fiber in Cementitious Composites: The Date Palm Fiber Case. Sustainability 2022, 14, 6691. [Google Scholar] [CrossRef]
- Ibrahim, Y.E.; Adamu, M.; Marouf, M.L.; Ahmed, O.S.; Drmosh, Q.A.; Malik, M.A. Mechanical Performance of Date-Palm-Fiber-Reinforced Concrete Containing Silica Fume. Buildings 2022, 12, 1642. [Google Scholar] [CrossRef]
- AL-Oqla, F.M.; Alothman, O.Y.; Jawaid, M.; Sapuan, S.; Es-Saheb, M. Processing and properties of date palm fibers and its composites. In Biomass and Bioenergy; Springer: Berlin/Heidelberg, Germany, 2014; pp. 1–25. [Google Scholar]
- Belakroum, R.; Gherfi, A.; Kadja, M.; Maalouf, C.; Lachi, M.; El Wakil, N.; Mai, T. Design and properties of a new sustainable construction material based on date palm fibers and lime. Constr. Build. Mater. 2018, 184, 330–343. [Google Scholar] [CrossRef]
- Lahouioui, M.; Ben Arfi, R.; Fois, M.; Ibos, L.; Ghorbal, A. Investigation of fiber surface treatment effect on thermal, mechanical and acoustical properties of date palm fiber-reinforced cementitious composites. Waste Biomass Valorization 2020, 11, 4441–4455. [Google Scholar] [CrossRef]
- Djoudi, A.; Khenfer, M.M.; Bali, A.; Bouziani, T. Effect of the addition of date palm fibers on thermal properties of plaster concrete: Experimental study and modeling. J. Adhes. Sci. Technol. 2014, 28, 2100–2111. [Google Scholar] [CrossRef]
- Benaniba, S.; Driss, Z.; Djendel, M.; Raouache, E.; Boubaaya, R. Thermo-mechanical characterization of a bio-composite mortar reinforced with date palm fiber. J. Eng. Fibers Fabr. 2020, 15, 1558925020948234. [Google Scholar] [CrossRef]
- Kriker, A.; Debicki, G.; Bali, A.; Khenfer, M.; Chabannet, M. Mechanical properties of date palm fibres and concrete reinforced with date palm fibres in hot-dry climate. Cem. Concr. Compos. 2005, 27, 554–564. [Google Scholar] [CrossRef]
- Boumhaout, M.; Boukhattem, L.; Hamdi, H.; Benhamou, B.; Nouh, F.A. Thermomechanical characterization of a bio-composite building material: Mortar reinforced with date palm fibers mesh. Constr. Build. Mater. 2017, 135, 241–250. [Google Scholar] [CrossRef]
- Saradar, A.; Nemati, P.; Paskiabi, A.S.; Moein, M.M.; Moez, H.; Vishki, E.H. Prediction of mechanical properties of lightweight basalt fiber reinforced concrete containing silica fume and fly ash: Experimental and numerical assessment. J. Build. Eng. 2020, 32, 101732. [Google Scholar] [CrossRef]
- Asim, M.; Jawaid, M.; Fouad, H.; Alothman, O. Effect of surface modified date palm fibre loading on mechanical, thermal properties of date palm reinforced phenolic composites. Compos. Struct. 2021, 267, 113913. [Google Scholar] [CrossRef]
- Mehanny, S.; Ibrahim, H.; Darwish, L.; Farag, M.; El-Habbak, A.-H.M.; El-Kashif, E. Effect of environmental conditions on date palm fiber composites. In Date Palm Fiber Composites; Springer: Berlin/Heidelberg, Germany, 2020; pp. 287–320. [Google Scholar]
- ASTM C150/C150M; Standard Specification for Portland Cement. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM C33/C33M; Standard Specification for Concrete Aggregates. ASTM International: West Conshohocken, PA, USA, 2018.
- ACI 211.1R; Standard Practice for Selecting Proportions for Normal, Heavyweight, and Mass Concrete. American Concrete Institute: Farmington Hills, MI, USA, 2002.
- ASTM C192/C192M; Standard Practice for Making and Curing Test Specimens in the Laboratory. ASTM International: West Conshohocken, PA, USA, 2015.
- BS EN 12390-3; Testing Hardened Concrete. Compressive Strength of Test Specimens. British Standards Institution: London, UK, 2009.
- Ramachandran, V.S.; Feldman, R.F.; Beaudoin, J.J. Concrete Science, Treatise on Current Research; Transport Research Laboratory: London, UK, 1981. [Google Scholar]
- Gupta, T.; Siddique, S.; Sharma, R.K.; Chaudhary, S. Effect of elevated temperature and cooling regimes on mechanical and durability properties of concrete containing waste rubber fiber. Constr. Build. Mater. 2017, 137, 35–45. [Google Scholar] [CrossRef]
- Janotka, I.; Nürnbergerová, T. Effect of temperature on structural quality of the cement paste and high-strength concrete with silica fume. Nucl. Eng. Des. 2005, 235, 2019–2032. [Google Scholar] [CrossRef]
- Bamaga, S. A Review on the Utilization of Date Palm Fibers as Inclusion in Concrete and Mortar. Fibers 2022, 10, 35. [Google Scholar] [CrossRef]
- Saad, M.; Abo-El-Enein, S.; Hanna, G.; Kotkata, M. Effect of temperature on physical and mechanical properties of concrete containing silica fume. Cem. Concr. Res. 1996, 26, 669–675. [Google Scholar] [CrossRef]
- Bayraktar, O.Y.; Saglam-Citoglu, G.; Belgin, C.M.; Cetin, M. Investigation of the mechanical properties of marble dust and silica fume substituted portland cement samples under high temperature effect. Fresenius Environ. Bull. 2019, 28, 3865–3875. [Google Scholar]
- Sancak, E.; Sari, Y.D.; Simsek, O. Effects of elevated temperature on compressive strength and weight loss of the light-weight concrete with silica fume and superplasticizer. Cem. Concr. Compos. 2008, 30, 715–721. [Google Scholar] [CrossRef]
- Aydın, S.; Baradan, B. Effect of pumice and fly ash incorporation on high temperature resistance of cement based mortars. Cem. Concr. Res. 2007, 37, 988–995. [Google Scholar] [CrossRef]
- Çavdar, A. A study on the effects of high temperature on mechanical properties of fiber reinforced cementitious composites. Compos. Part B Eng. 2012, 43, 2452–2463. [Google Scholar] [CrossRef]
- Castillo, C. Effect of Transient High Temperature on High-Strength Concrete; Rice University: Houston, TX, USA, 1987. [Google Scholar]
- Khan, M.; Cao, M.; Chaopeng, X.; Ali, M. Experimental and analytical study of hybrid fiber reinforced concrete prepared with basalt fiber under high temperature. Fire Mater. 2022, 46, 205–226. [Google Scholar] [CrossRef]
- Liu, J.-C.; Tan, K.H.; Yao, Y. A new perspective on nature of fire-induced spalling in concrete. Constr. Build. Mater. 2018, 184, 581–590. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments; John Wiley & Sons: Hoboken, NJ, USA, 2008. [Google Scholar]
- Adamu, M.; Haruna, S.I.; Ibrahim, Y.E.; Alanazi, H. Evaluation of the mechanical performance of concrete containing calcium carbide residue and nano silica using response surface methodology. Environ. Sci. Pollut. Res. 2022, 29, 67076–67102. [Google Scholar] [CrossRef] [PubMed]
- Adamu, M.; Trabanpruek, P.; Limwibul, V.; Jongvivatsakul, P.; Iwanami, M.; Likitlersuang, S. Compressive Behavior and Durability Performance of High-Volume Fly-Ash Concrete with Plastic Waste and Graphene Nanoplatelets by Using Response-Surface Methodology. J. Mater. Civ. Eng. 2022, 34, 04022222. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Adamu, M. Mechanical performance of roller compacted concrete pavement containing crumb rubber and nano silica. Constr. Build. Mater. 2018, 159, 234–251. [Google Scholar] [CrossRef]
- Rooholamini, H.; Hassani, A.; Aliha, M. Evaluating the effect of macro-synthetic fibre on the mechanical properties of roller-compacted concrete pavement using response surface methodology. Constr. Build. Mater. 2018, 159, 517–529. [Google Scholar] [CrossRef]
- Adamu, M.; Marouf, M.L.; Ibrahim, Y.E.; Ahmed, O.S.; Alanazi, H.; Marouf, A.L. Modelling and Optimization of the Mechanical Properties of Date Fiber Reinforced Concrete Containing Silica Fume using Response Surface Methodology. Case Stud. Constr. Mater. 2022, 17, e01633. [Google Scholar]
- Soltani, M.; Moayedfar, R.; Vun, C.V. Using response surface methodology to assess the performance of the pervious concrete pavement. Int. J. Pavement Res. Technol. 2022, 1–16. [Google Scholar] [CrossRef]
- Adamu, M.; Mohammed, B.S.; Liew, M.S. Mechanical properties and performance of high volume fly ash roller compacted concrete containing crumb rubber and nano silica. Constr. Build. Mater. 2018, 171, 521–538. [Google Scholar] [CrossRef]
- Stat-Ease hwsc. Design-Expert 11 User’s Guide-Response Surface Methods (RSM) Tutorials—Section 6; Stat-Ease: Minneapolis, MN, USA, 2014. [Google Scholar]
- Nassar, A.I.; Thom, N.; Parry, T. Optimizing the mix design of cold bitumen emulsion mixtures using response surface methodology. Constr. Build. Mater. 2016, 104, 216–229. [Google Scholar] [CrossRef]
- Awolusi, T.; Oke, O.; Akinkurolere, O.; Sojobi, A. Application of response surface methodology: Predicting and optimizing the properties of concrete containing steel fibre extracted from waste tires with limestone powder as filler. Case Stud. Constr. Mater. 2019, 10, e00212. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxides | Compositions (%) | |
|---|---|---|
| Cement | Silica Fume | |
| Al2O3 | 5.390 | 0.260 |
| CaO | 65.180 | 0.210 |
| Fe2O3 | 3.400 | 0.050 |
| SiO2 | 19.710 | 95.850 |
| MgO | 0.910 | 0.450 |
| Na2O | 0.170 | − |
| K2O | 1.22 | − |
| TiO2 | 0.24 | − |
| SO3 | 3.51 | 1.00 |
| P2O5 | 0.09 | − |
| MnO | 0.18 | − |
| LOI | 2.38 | 2.80 |
| Characteristics | Values |
|---|---|
| Diameter | 0.20–1.00 (mm) |
| Length | 20.00–30.00 (mm) |
| Bulk density | 877.43 ± 4.80 (kg/m3) |
| Moisture content | 10.20 ± 0.40 (%) |
| Water absorption to saturation | 102.65 ± 3.30 (%) |
| Tensile strength | 203.24 ± 30 (MPa) |
| Elongation at break | 13.50 ± 20 (%) |
| Modulus of elasticity | 3.35 ± 1.50 (GPa) |
| Mix | Variable (%) | Quantity (kg/m3) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| DPF (%) | Silica Fume (%) | Cement | Silica Fume | Fiber | Fine Aggregate | Coarse Aggregate | Water | S. P | |
| Control | 0 | 0 | 490 | 0 | 0 | 750 | 905 | 185 | 4.9 |
| D1-0 | 1 | 0 | 490 | 0 | 4.9 | 750 | 905 | 185 | 4.9 |
| D2-0 | 2 | 0 | 490 | 0 | 9.8 | 750 | 905 | 185 | 4.9 |
| D3-0 | 3 | 0 | 490 | 0 | 14.7 | 750 | 905 | 185 | 4.9 |
| D1-5 | 1 | 5 | 465.5 | 17.9 | 4.83 | 750 | 905 | 185 | 4.8 |
| D2-5 | 2 | 5 | 465.5 | 17.9 | 9.67 | 750 | 905 | 185 | 4.8 |
| D3-5 | 3 | 5 | 465.5 | 17.9 | 14.50 | 750 | 905 | 185 | 4.8 |
| D1-10 | 1 | 10 | 441 | 35.8 | 4.77 | 750 | 905 | 185 | 4.8 |
| D2-10 | 2 | 10 | 441 | 35.8 | 9.54 | 750 | 905 | 185 | 4.8 |
| D3-10 | 3 | 10 | 441 | 35.8 | 14.30 | 750 | 905 | 185 | 4.8 |
| D1-15 | 1 | 15 | 416.5 | 53.7 | 4.70 | 750 | 905 | 185 | 4.7 |
| D2-15 | 2 | 15 | 416.5 | 53.7 | 9.40 | 750 | 905 | 185 | 4.7 |
| D3-15 | 3 | 15 | 416.5 | 53.7 | 14.11 | 750 | 905 | 185 | 4.7 |
| Mixes | Compressive Strength (MPa) | Relative Compressive Strength (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 24 °C | 200 °C | 400 °C | 600 °C | 800 °C | 200 °C | 400 °C | 600 °C | 800 °C | |
| Control | 43.91 | 45.26 | 50.90 | 31.44 | 23.38 | 103.1 | 115.9 | 71.6 | 53.2 |
| D1-0 | 42.04 | 44.11 | 47.62 | 21.66 | 16.08 | 104.9 | 113.3 | 51.5 | 38.2 |
| D2-0 | 34.61 | 39.17 | 40.07 | 20.69 | 14.88 | 113.2 | 115.8 | 59.8 | 43.0 |
| D3-0 | 35.02 | 33.29 | 20.22 | 14.79 | 10.95 | 95.1 | 57.7 | 42.2 | 31.3 |
| D1-5 | 46.22 | 49.24 | 54.03 | 26.39 | 17.96 | 106.5 | 116.9 | 57.1 | 38.9 |
| D2-5 | 51.17 | 56.45 | 59.11 | 30.07 | 13.17 | 110.3 | 115.5 | 58.8 | 25.7 |
| D3-5 | 36.00 | 43.96 | 40.83 | 21.51 | 10.11 | 122.1 | 113.4 | 59.8 | 28.1 |
| D1-10 | 54.12 | 58.12 | 66.69 | 27.72 | 14.15 | 107.4 | 123.2 | 51.2 | 26.1 |
| D2-10 | 49.80 | 54.98 | 57.43 | 21.47 | 12.91 | 110.4 | 120.7 | 43.1 | 25.9 |
| D3-10 | 37.25 | 46.27 | 36.50 | 19.12 | 10.54 | 124.2 | 98.0 | 51.3 | 28.3 |
| D1-15 | 33.42 | 47.01 | 52.92 | 14.18 | 8.41 | 140.6 | 158.3 | 42.4 | 25.2 |
| D2-15 | 28.74 | 35.20 | 45.52 | 15.08 | 7.34 | 122.5 | 158.4 | 52.5 | 25.5 |
| D3-15 | 26.56 | 33.97 | 36.46 | 14.02 | 8.91 | 127.9 | 137.3 | 52.8 | 33.5 |
| Variable | Symbol | Unit | Range and Levels | ||
|---|---|---|---|---|---|
| Low (−1) | Middle (0) | High (+1) | |||
| DPF | D | % | 1 | 2 | 3 |
| Silica fume | F | % | 5 | 10 | 15 |
| Temperature | T | °C | 200 | 400 | 600 |
| Run | Factors | Responses | ||||
|---|---|---|---|---|---|---|
| DPF (%) | Silica Fume (%) | Temperature (°C) | Weight Loss (%) | Compressive Strength (MPa) | Relative Strength (%) | |
| 1 | 2 | 10 | 400 | 0.81 | 61.08 | 122.7 |
| 2 | 1 | 10 | 600 | 5.97 | 27.72 | 51.2 |
| 3 | 2 | 15 | 200 | 0.69 | 35.2 | 122.5 |
| 4 | 2 | 10 | 400 | 0.88 | 52.14 | 104.7 |
| 5 | 1 | 10 | 200 | 0.32 | 58.12 | 107.4 |
| 6 | 2 | 10 | 400 | 0.64 | 58.02 | 116.5 |
| 7 | 1 | 5 | 400 | 0.85 | 54.03 | 116.9 |
| 8 | 2 | 5 | 200 | 0.55 | 56.45 | 110.3 |
| 9 | 3 | 15 | 400 | 1.68 | 36.46 | 137.3 |
| 10 | 2 | 5 | 600 | 6.15 | 30.07 | 58.8 |
| 11 | 3 | 10 | 600 | 7.56 | 19.12 | 51.3 |
| 12 | 2 | 15 | 600 | 7.01 | 15.08 | 52.5 |
| 13 | 2 | 10 | 400 | 0.72 | 55.8 | 112 |
| 14 | 2 | 10 | 400 | 0.96 | 60.11 | 120.7 |
| 15 | 3 | 5 | 400 | 1.46 | 40.83 | 113.4 |
| 16 | 3 | 10 | 200 | 0.58 | 46.27 | 124.2 |
| 17 | 1 | 15 | 400 | 0.75 | 52.92 | 158.3 |
| Responses | Source | Sum of Squares | Mean Square | F Value | p-Value Prob > F | Significance |
|---|---|---|---|---|---|---|
| Weight Loss (%) | Model | 107.18 | 11.91 | 353.38 | <0.0001 | significant |
| D-DPF | 1.44 | 1.44 | 42.63 | 0.0003 | ||
| S-Silica Fume | 0.16 | 0.16 | 4.65 | 0.0679 | ||
| T-Temperature | 75.34 | 75.34 | 2235.50 | <0.0001 | ||
| D × S | 0.026 | 0.026 | 0.76 | 0.4123 | ||
| D × T | 0.44 | 0.44 | 13.12 | 0.0085 | ||
| S × T | 0.13 | 0.13 | 3.85 | 0.0907 | ||
| D2 | 0.16 | 0.16 | 4.76 | 0.0654 | ||
| S2 | 0.15 | 0.15 | 4.40 | 0.0740 | ||
| T2 | 28.69 | 28.69 | 851.26 | <0.0001 | ||
| Lack of Fit | 0.17 | 0.057 | 3.58 | 0.1251 | not significant | |
| Compressive Strength (MPa) | Model | 3348.52 | 372.06 | 13.31 | 0.0013 | significant |
| D-DPF | 313.88 | 313.88 | 11.23 | 0.0122 | ||
| S-Silica Fume | 217.57 | 217.57 | 7.78 | 0.0269 | ||
| T-Temperature | 1353.30 | 1353.30 | 48.42 | 0.0002 | ||
| D × S | 2.66 | 2.66 | 0.095 | 0.7668 | ||
| D × T | 2.64 | 2.64 | 0.094 | 0.7675 | ||
| S × T | 9.80 | 9.80 | 0.35 | 0.5724 | ||
| D2 | 63.43 | 63.43 | 2.27 | 0.1757 | ||
| S2 | 236.13 | 236.13 | 8.45 | 0.0228 | ||
| T2 | 1043.31 | 1043.31 | 37.33 | 0.0005 | ||
| Lack of Fit | 144.14 | 48.05 | 3.73 | 0.1179 | not significant | |
| Relative Compressive Strength (%) | Model | 15342.82 | 1704.76 | 13.70 | 0.0012 | significant |
| D-DPF | 7.22 | 7.22 | 0.058 | 0.8166 | ||
| S-Silica Fume | 633.68 | 633.68 | 5.09 | 0.0586 | ||
| T-Temperature | 7850.04 | 7850.04 | 63.08 | <0.0001 | ||
| D × S | 76.56 | 76.56 | 0.62 | 0.4585 | ||
| D × T | 69.72 | 69.72 | 0.56 | 0.4785 | ||
| S × T | 85.56 | 85.56 | 0.69 | 0.4344 | ||
| D2 | 196.27 | 196.27 | 1.58 | 0.2495 | ||
| S2 | 366.33 | 366.33 | 2.94 | 0.1299 | ||
| T2 | 6280.83 | 6280.83 | 50.47 | 0.0002 | ||
| Lack of Fit | 662.51 | 220.84 | 4.23 | 0.0985 | not significant |
| Factors | Weight Loss (%) | Compressive Strength (MPa) | Relative Strength (%) | |||
|---|---|---|---|---|---|---|
| Before Reduction | After Reduction | Before Reduction | After Reduction | Before Reduction | After Reduction | |
| Std. Dev. | 0.18 | 0.27 | 5.29 | 4.99 | 11.16 | 11.44 |
| Mean | 2.21 | 2.21 | 44.67 | 44.67 | 104.75 | 104.75 |
| C.V. % | 8.30 | 12.21 | 11.83 | 11.18 | 10.65 | 10.93 |
| PRESS | 2.85 | 1.63 | 2386.7 | 745.3 | 10,926.1 | 2985.9 |
| R2 | 0.998 | 0.992 | 0.945 | 0.923 | 0.946 | 0.895 |
| Adjusted R2 | 0.995 | 0.989 | 0.874 | 0.888 | 0.877 | 0.871 |
| Predicted R2 | 0.974 | 0.985 | 0.327 | 0.791 | 0.326 | 0.816 |
| Adequate Precision | 49.61 | 47.73 | 9.95 | 15.39 | 11.53 | 15.65 |
| Variables and Response | Goal | Lower Limit | Upper Limit | Solutions | ||
|---|---|---|---|---|---|---|
| Soln 1 | Soln 2 | Soln 3 | ||||
| D: DPF (%) | In range | 1 | 3 | 1.0 | 1.0 | 1.14 |
| S: Silica Fume (%) | In range | 5 | 15 | 12.14 | 12.1 | 11.74 |
| T: Temperature (°C) | In range | 200 | 600 | 317 | 304 | 312 |
| Weight Loss (%) | Minimize | 0.32 | 7.56 | 0.133 | 0.16 | 0.11 |
| Compressive Strength (MPa) | Maximize | 15.08 | 61.08 | 61.08 | 61.08 | 61.08 |
| Relative Strength (MPa) | Maximize | 51.2 | 158.3 | 132.8 | 132.6 | 132.1 |
| Desirability (%) | 91.3 | 91.3 | 91.1 | |||
| Response | Variables | Experimental | Predicted | Error (%) | Average Error (%) | ||
|---|---|---|---|---|---|---|---|
| DPF (%) | Silica Fume (%) | Temperature (°C) | |||||
| Weight loss (%) | 1.0 | 12.14 | 317 | 0.252 | 0.237 | 6.15 | 5.72 |
| 1.14 | 11.74 | 312 | 0.221 | 0.209 | 5.61 | ||
| 2.0 | 10 | 400 | 0.799 | 0.849 | 6.26 | ||
| 1.5 | 7.5 | 300 | 0.14 | 0.132 | 6.07 | ||
| 2.5 | 12.5 | 500 | 3.535 | 3.316 | 6.21 | ||
| 3.0 | 15 | 600 | 7.571 | 7.268 | 4.00 | ||
| Compressive strength (MPa) | 1.0 | 12.14 | 317 | 58.52 | 61.02 | 4.28 | 5.16 |
| 1.14 | 11.74 | 312 | 56.83 | 61.03 | 7.39 | ||
| 2.0 | 10 | 400 | 58.2 | 55.75 | 4.20 | ||
| 1.5 | 7.5 | 300 | 59.16 | 62.11 | 4.99 | ||
| 2.5 | 12.5 | 500 | 35.33 | 37.56 | 6.32 | ||
| 3.0 | 15 | 600 | 7.27 | 7.55 | 3.78 | ||
| Relative strength (%) | 1.0 | 12.14 | 317 | 127.62 | 132.86 | 4.11 | 5.04 |
| 1.14 | 11.74 | 312 | 125.97 | 132.13 | 4.89 | ||
| 2.0 | 10 | 400 | 127.71 | 122.57 | 4.02 | ||
| 1.5 | 7.5 | 300 | 118.64 | 124.33 | 4.80 | ||
| 2.5 | 12.5 | 500 | 96.23 | 101.95 | 5.94 | ||
| 3.0 | 15 | 600 | 58.67 | 62.47 | 6.48 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adamu, M.; Ibrahim, Y.E.; Alanazi, H. Evaluating the Influence of Elevated Temperature on Compressive Strength of Date-Palm-Fiber-Reinforced Concrete Using Response Surface Methodology. Materials 2022, 15, 8129. https://doi.org/10.3390/ma15228129
Adamu M, Ibrahim YE, Alanazi H. Evaluating the Influence of Elevated Temperature on Compressive Strength of Date-Palm-Fiber-Reinforced Concrete Using Response Surface Methodology. Materials. 2022; 15(22):8129. https://doi.org/10.3390/ma15228129
Chicago/Turabian StyleAdamu, Musa, Yasser E. Ibrahim, and Hani Alanazi. 2022. "Evaluating the Influence of Elevated Temperature on Compressive Strength of Date-Palm-Fiber-Reinforced Concrete Using Response Surface Methodology" Materials 15, no. 22: 8129. https://doi.org/10.3390/ma15228129