
Tensile Behaviour of Double- and Triple-Adhesive Single Lap Joints Made with Spot Epoxy and Double-Sided Adhesive Tape

Abstract
:1. Introduction
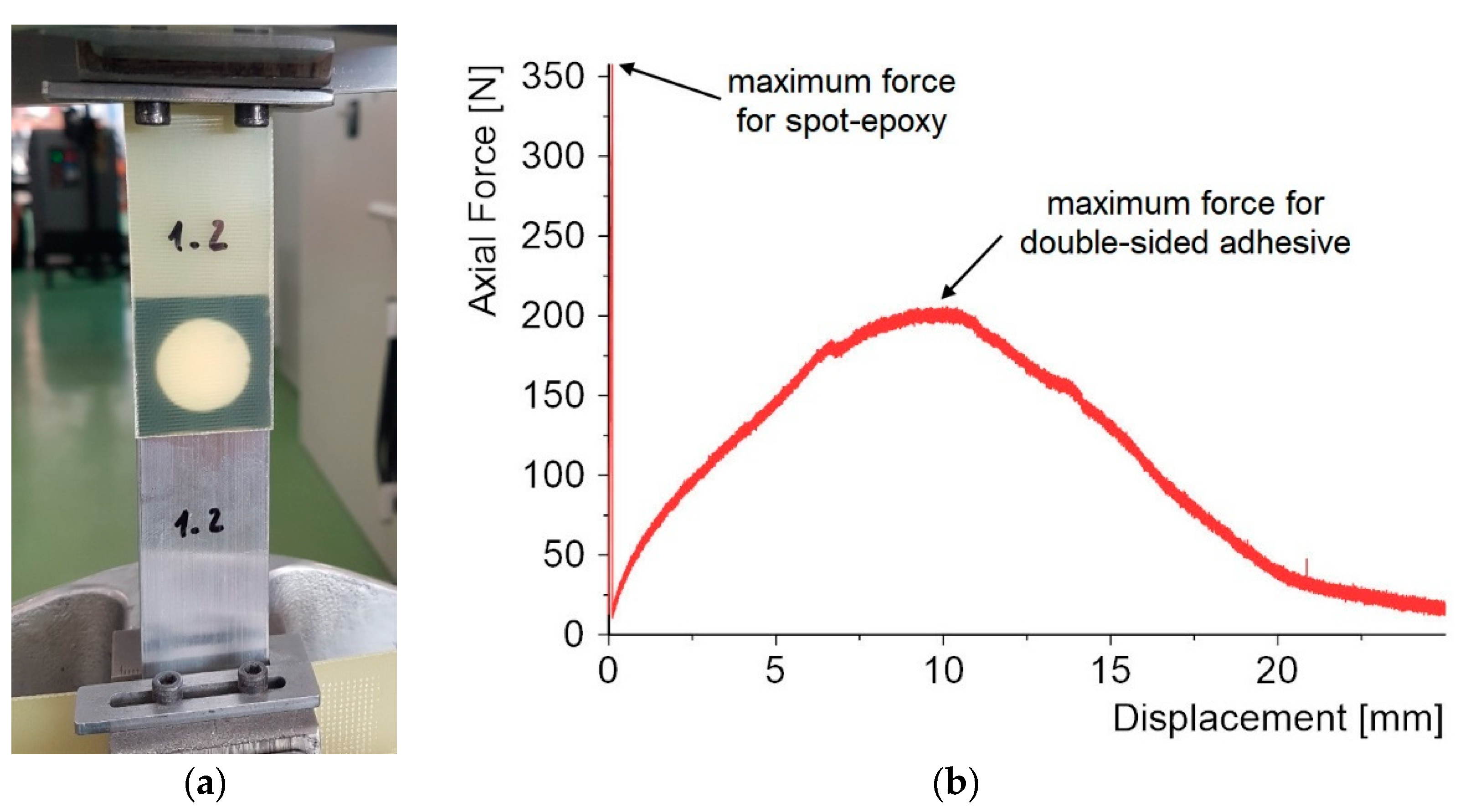
2. Materials and Methods
- Distal, produced by Libella, and
- Scotch-Weld 2216 B/A Translucent, produced by 3M.
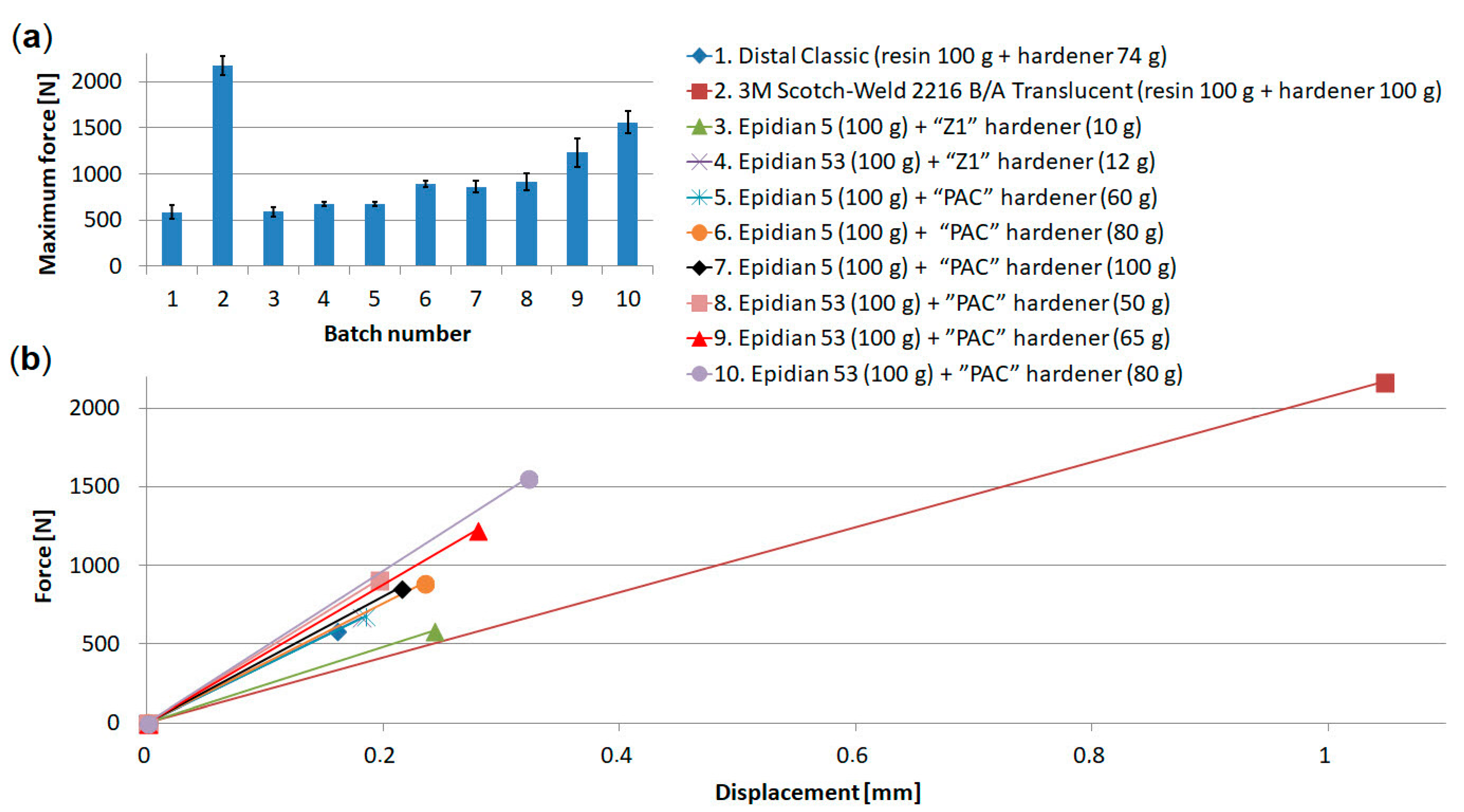
- Distal Classic (resin 100 g + hardener 74 g),
- 3M Scotch-Weld 2216 B/A Translucent (resin 100 g + hardener 100 g),
- Epidian 5 (100 g) + hardener “Z1” (10 g),
- Epidian 53 (100 g) + hardener “Z1” (12 g),
- Epidian 5 (100 g) + hardener “PAC” (60 g),
- Epidian 5 (100 g) + hardener “PAC” (80 g),
- Epidian 5 (100 g) + hardener “PAC” (100 g),
- Epidian 53 (100 g) + hardener ”PAC” (50 g),
- Epidian 53 (100 g) + hardener ”PAC” (65 g),
- Epidian 53 (100 g) + hardener ”PAC” (80 g).
- −
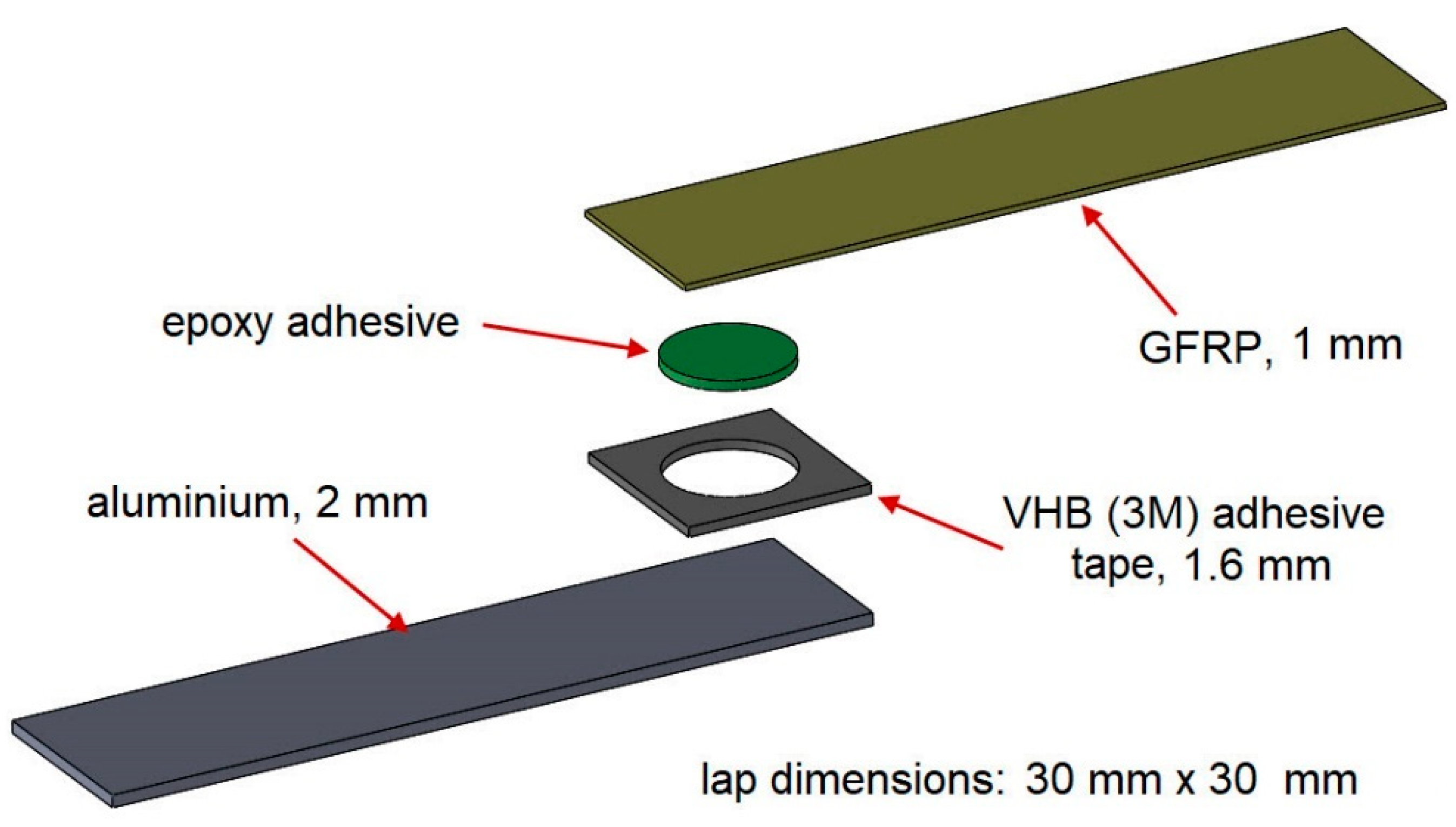
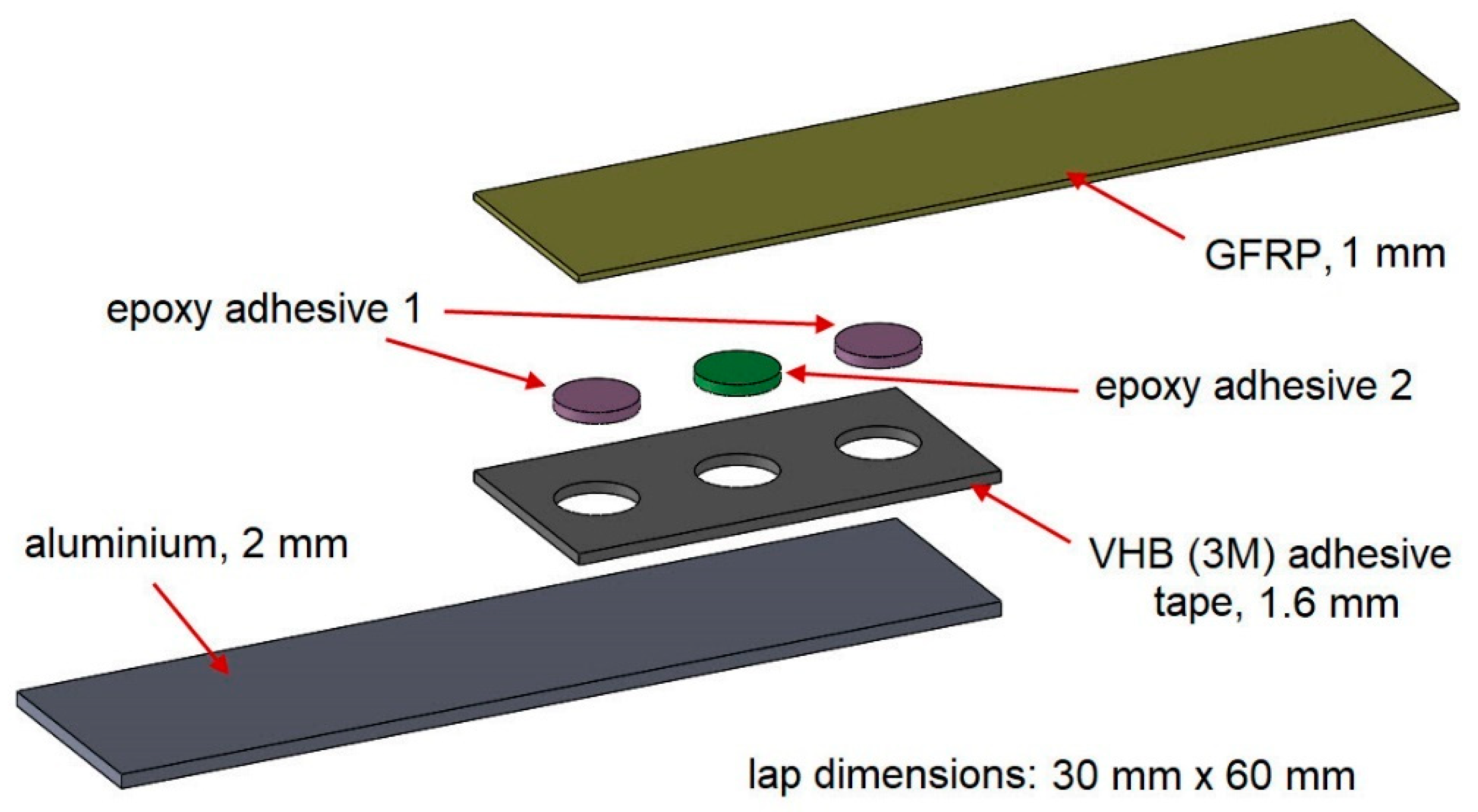
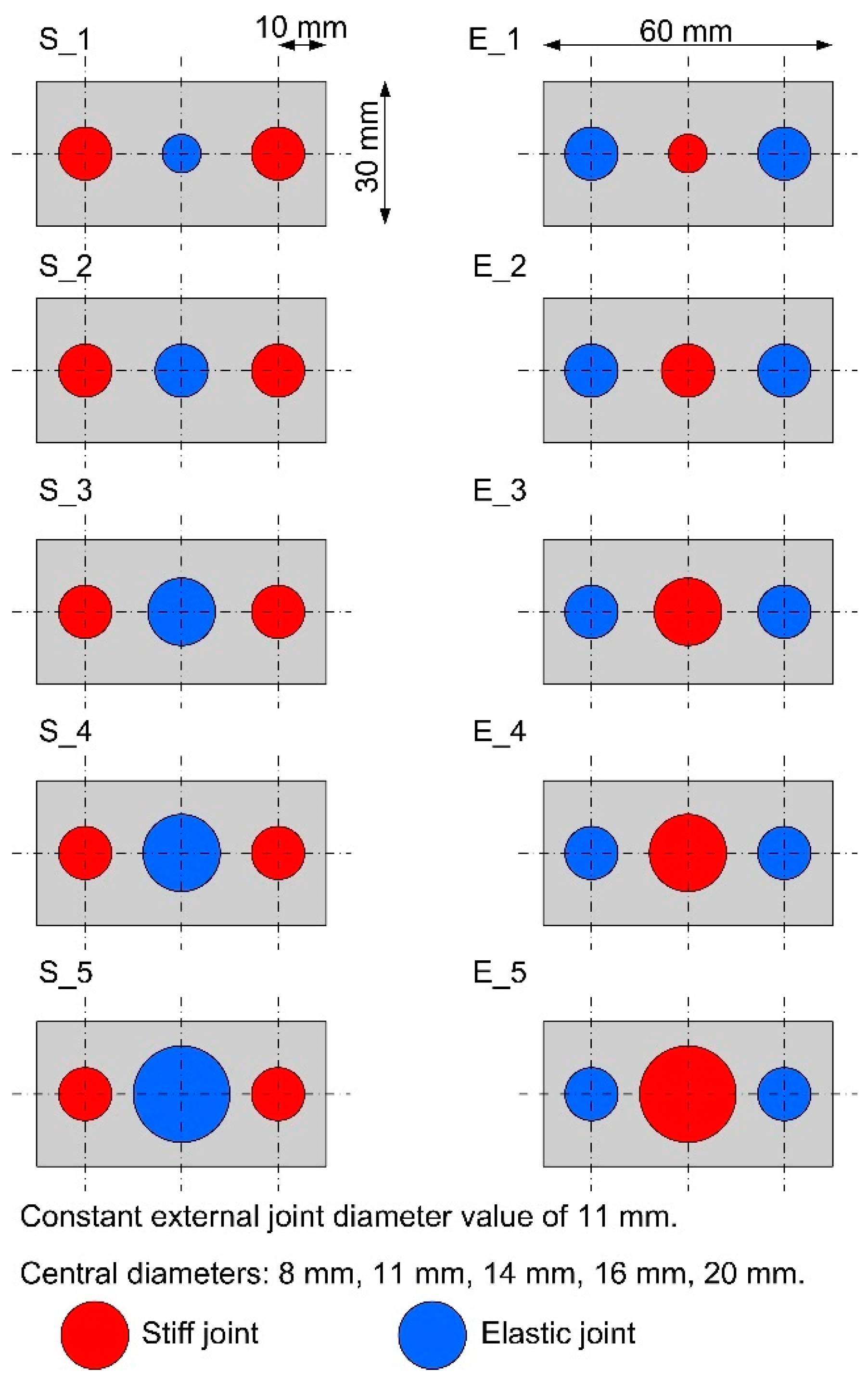
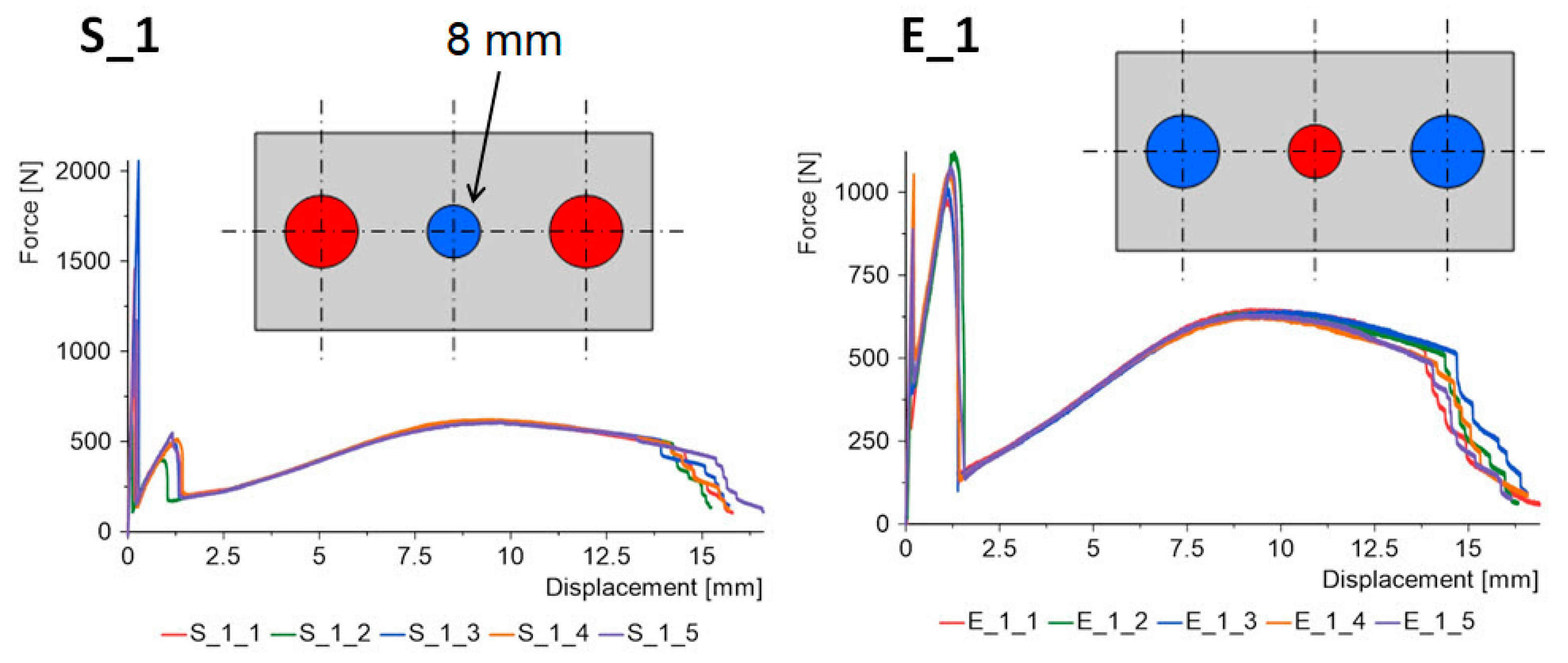
- one central spot bond, whose diameters were: 8 mm, 11 mm, 14 mm, 16 mm, and 20 mm,
- −
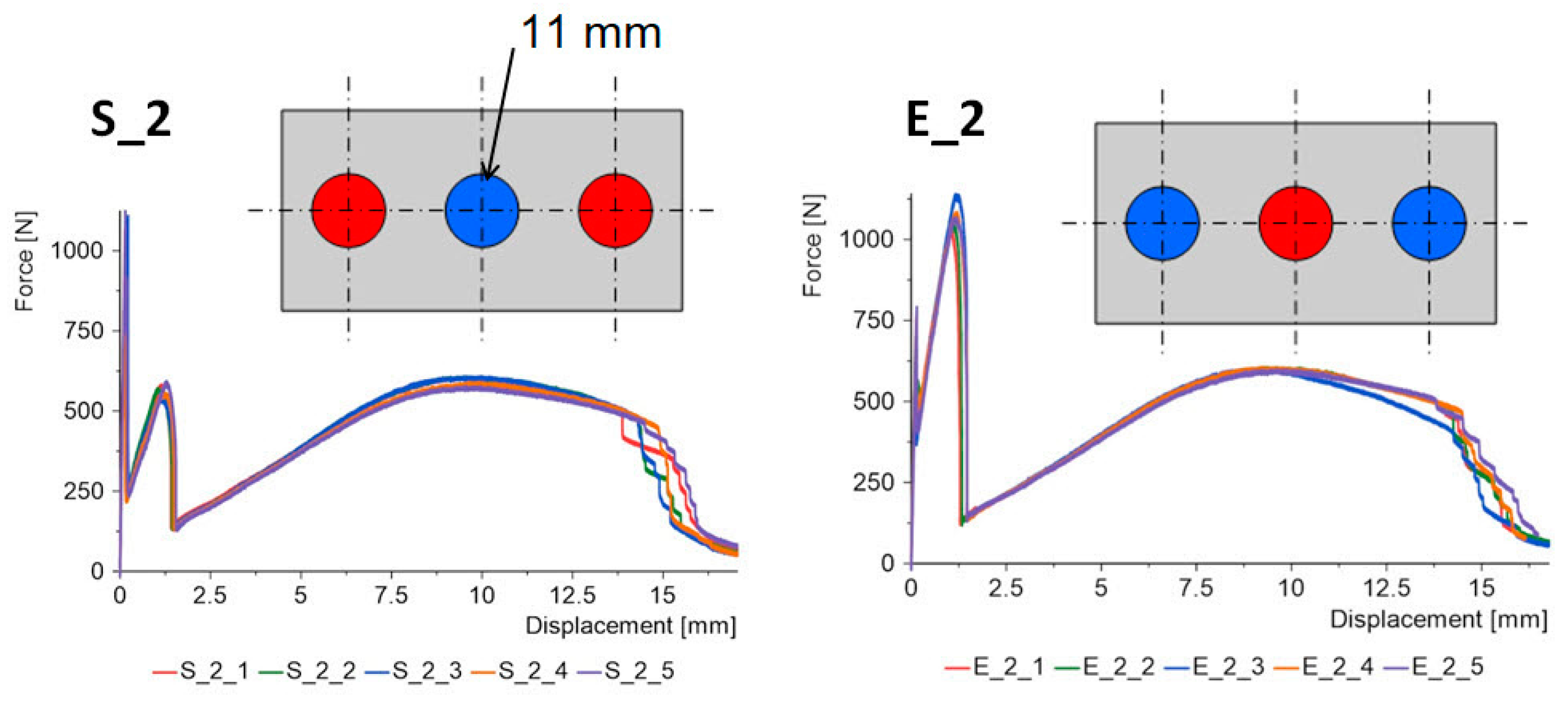
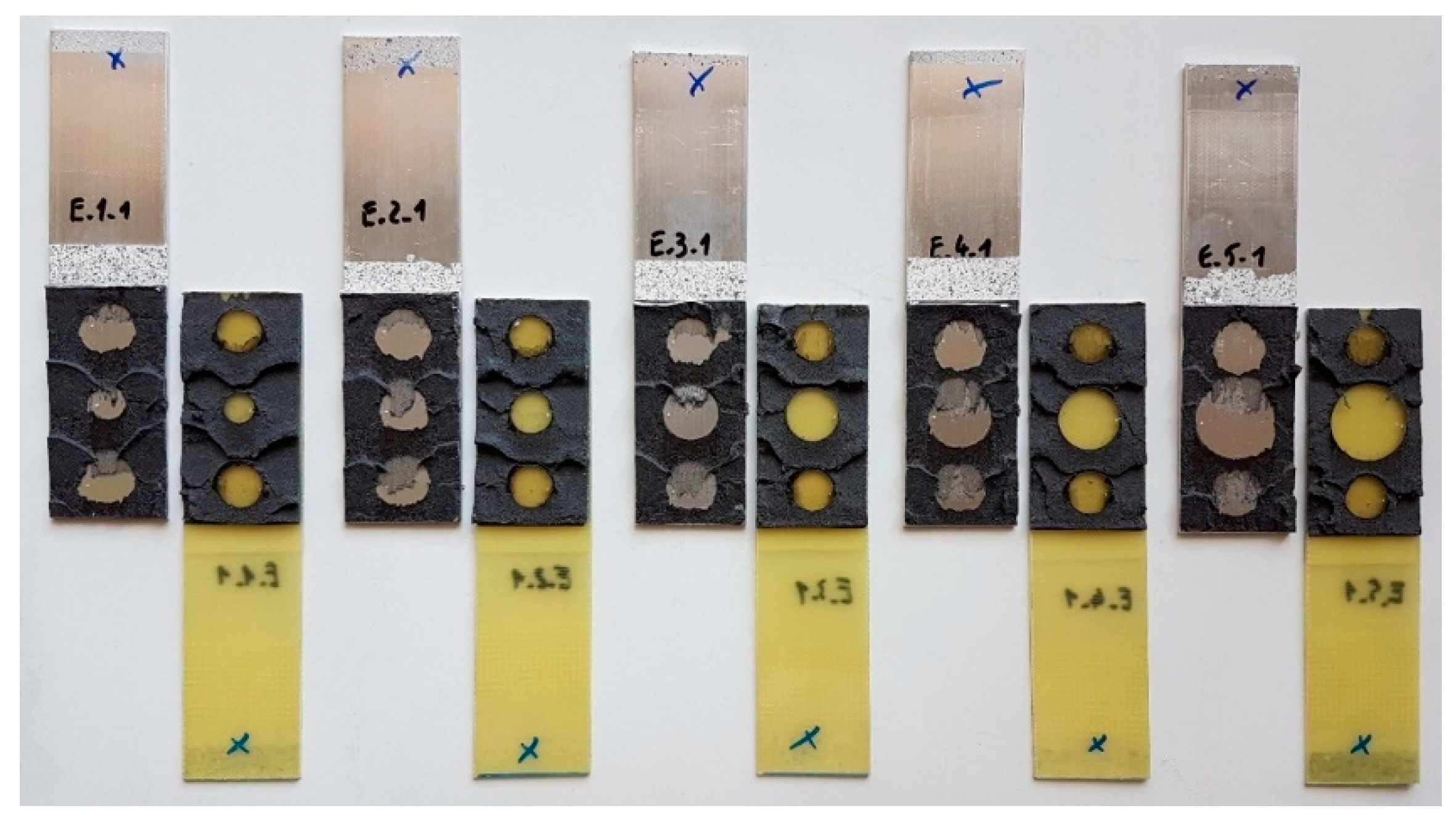
- two spot bonds placed at the ends of the lap with the same diameter of 11 mm in each batch.
3. Results and Discussion
3.1. Results for the First Stage of the Study
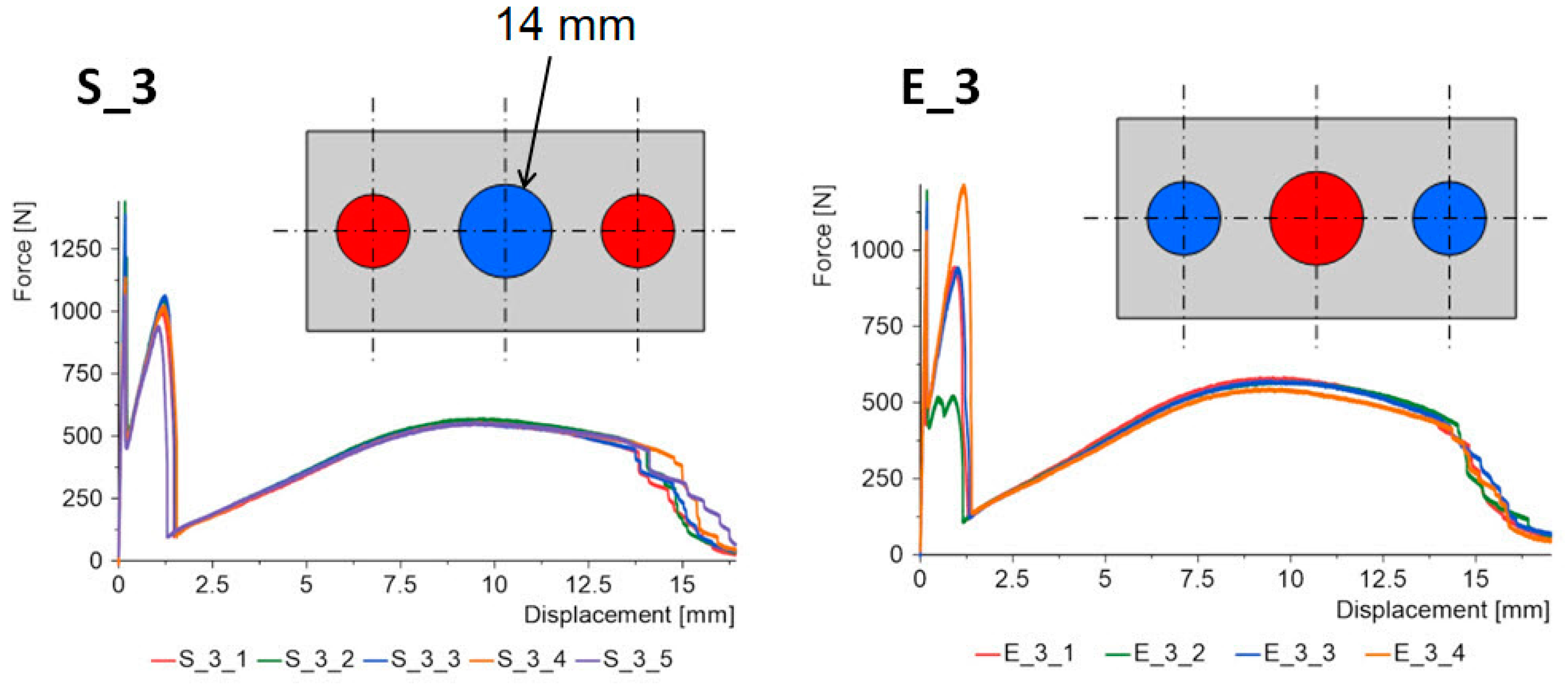
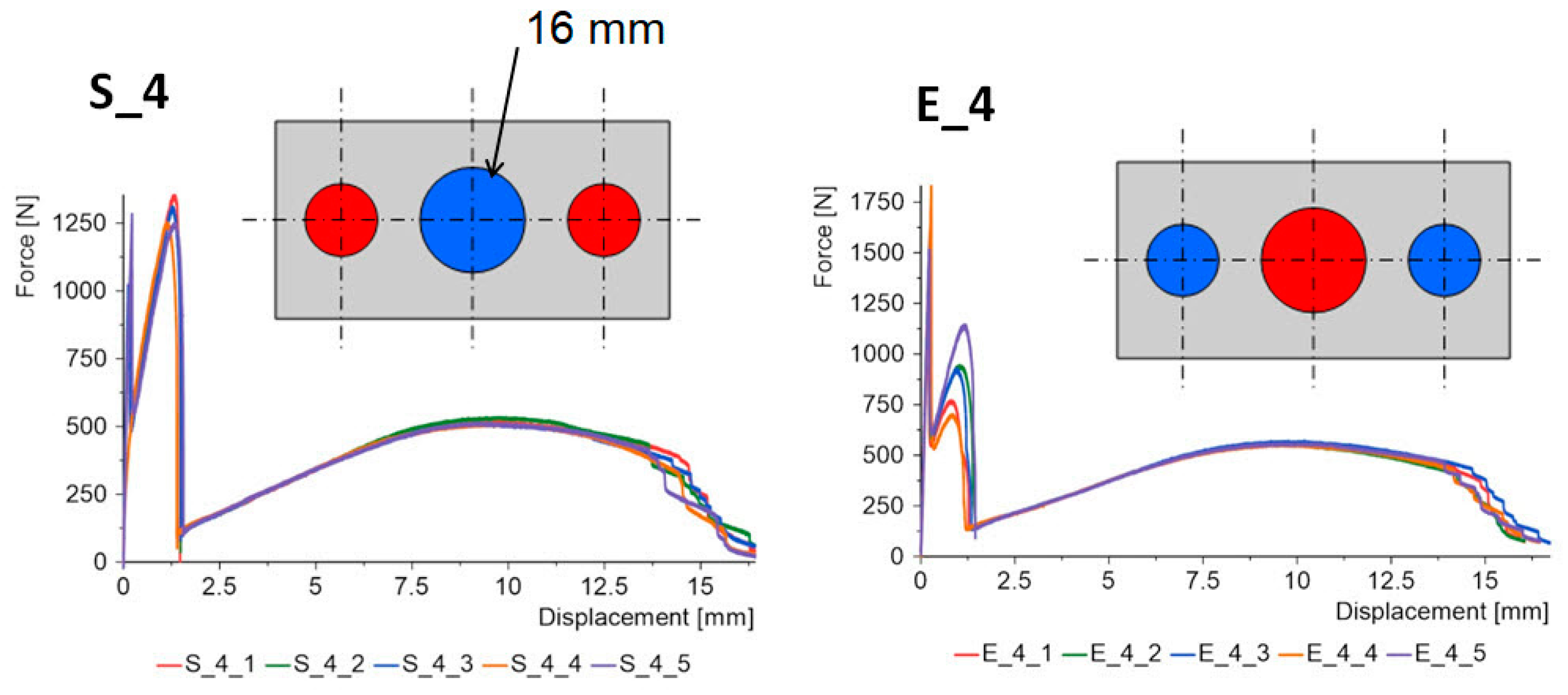
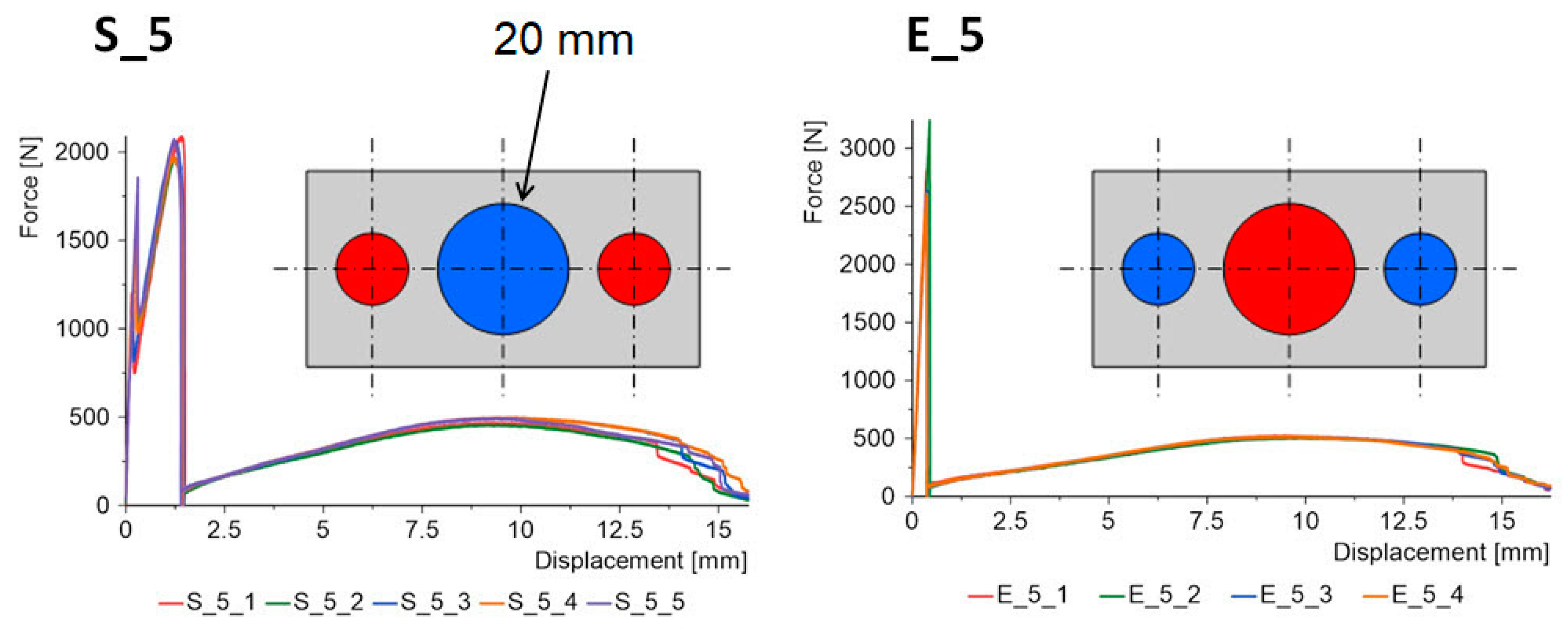
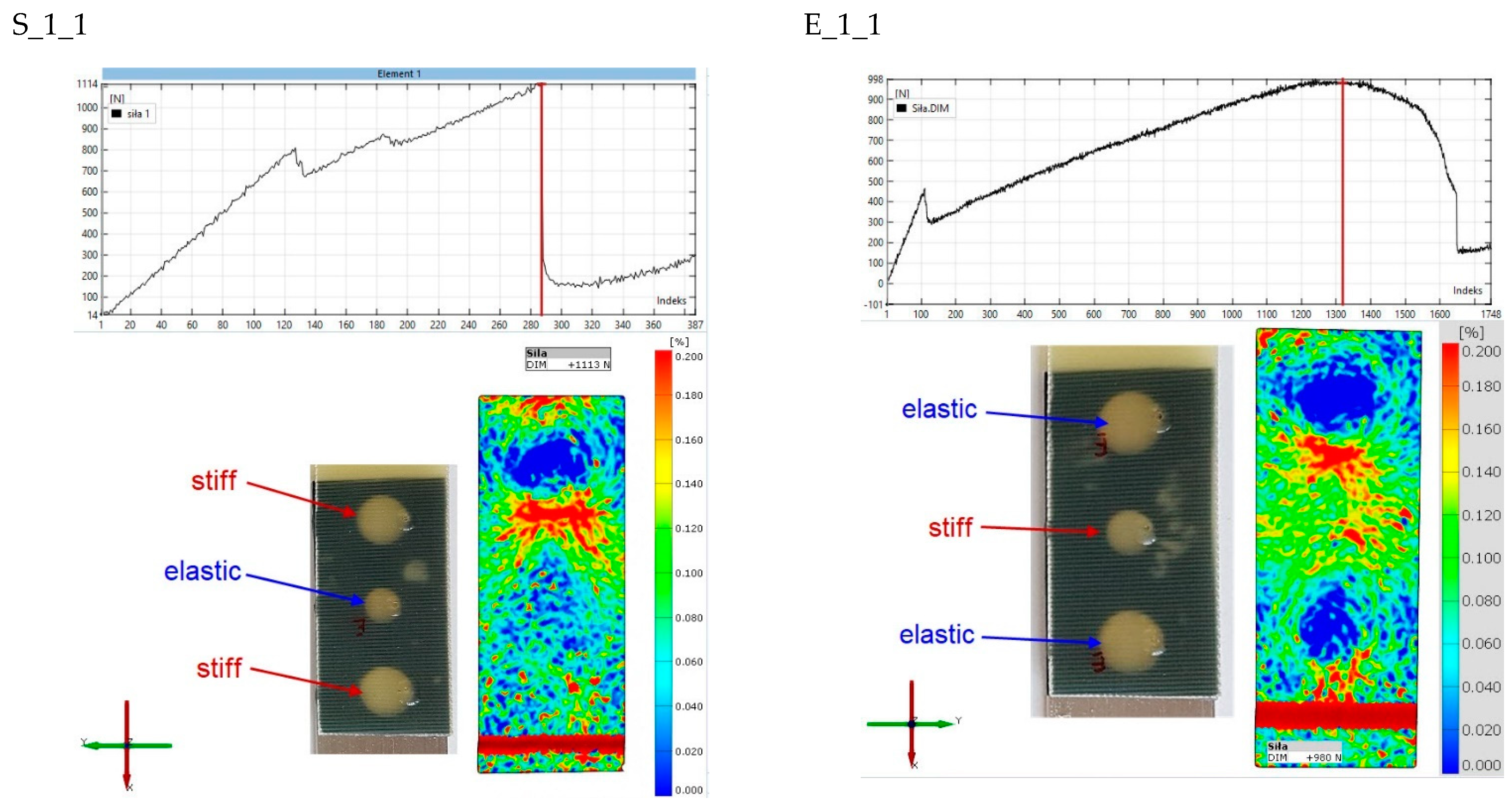
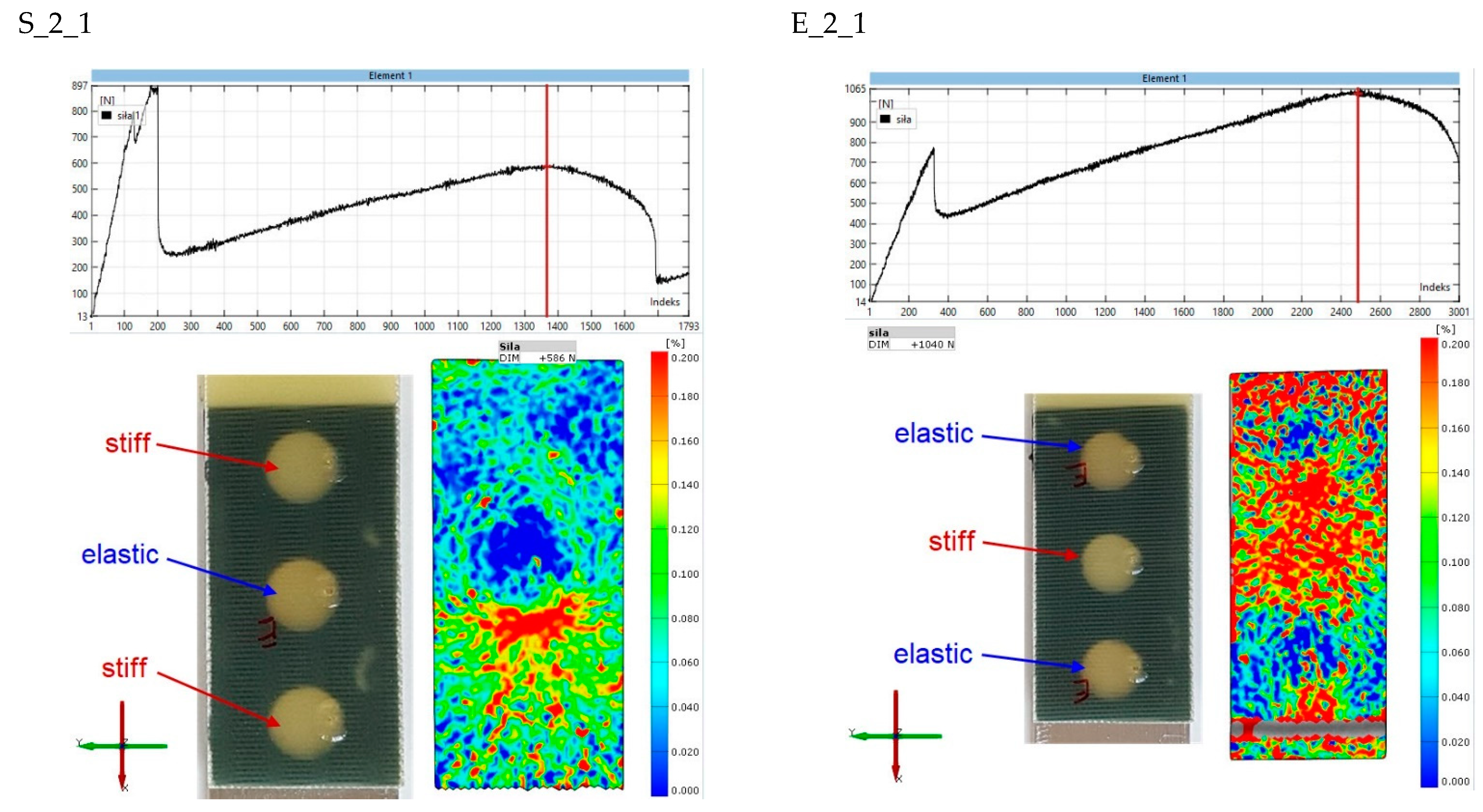
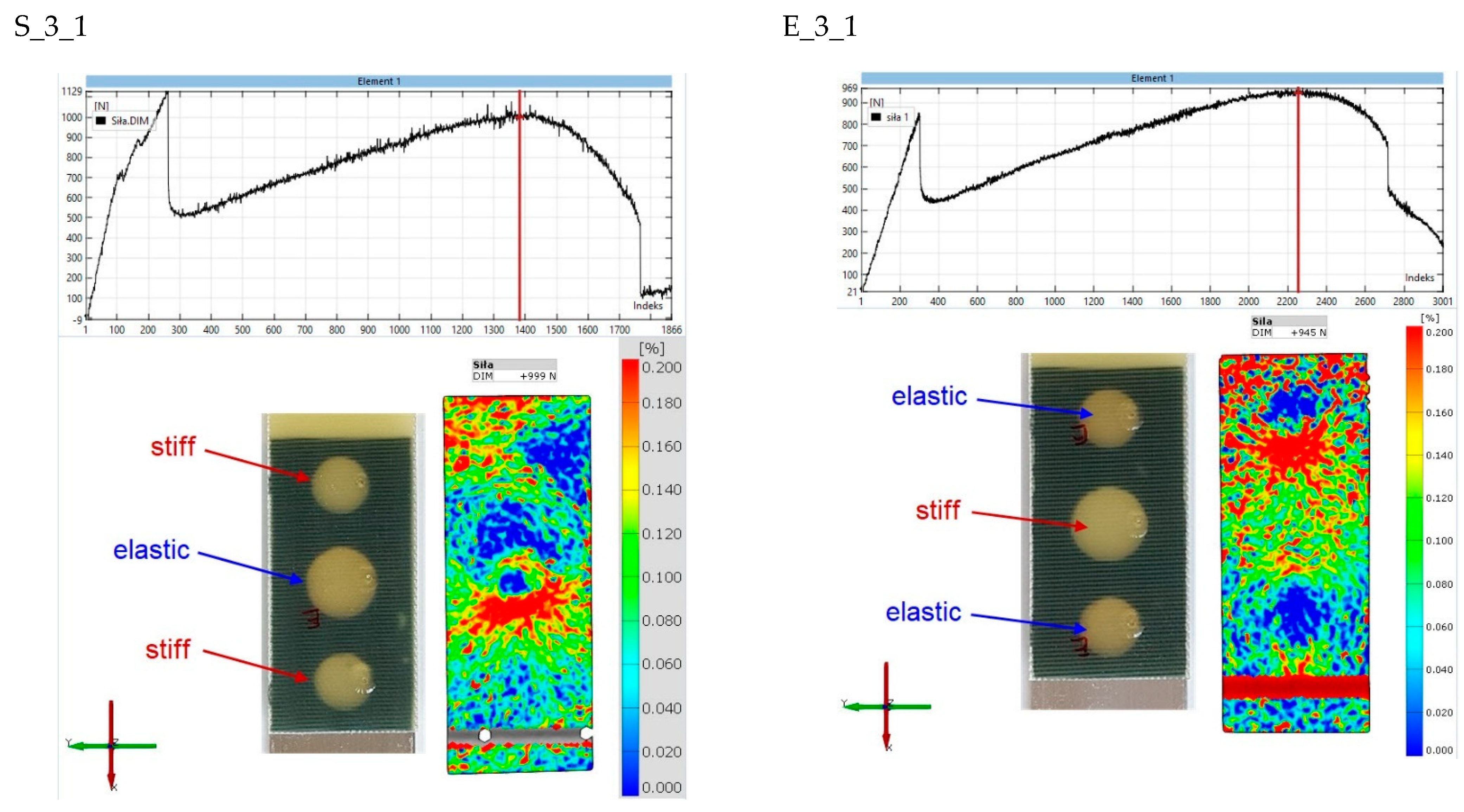
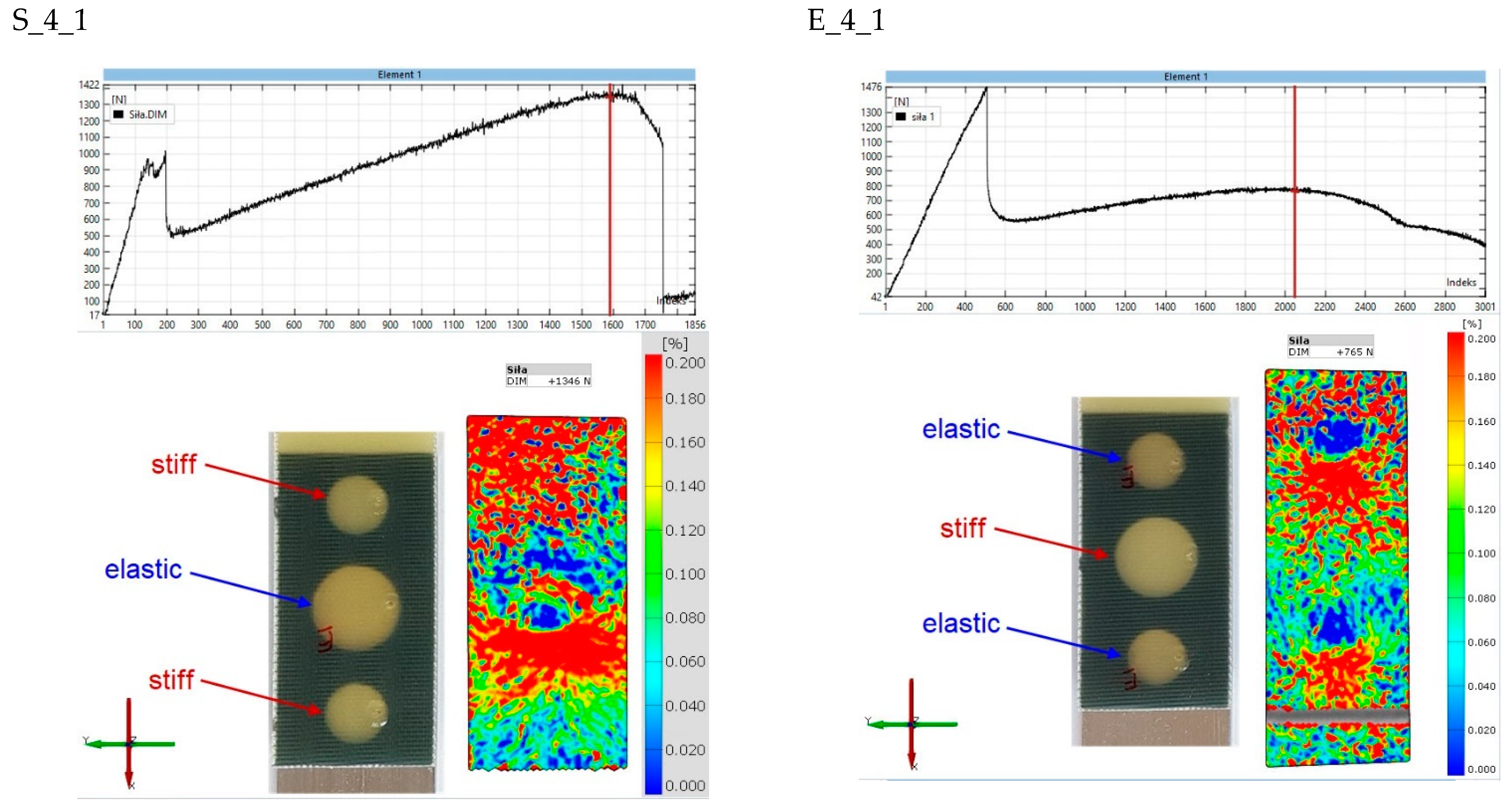
3.2. Results for the Second Stage of the Study
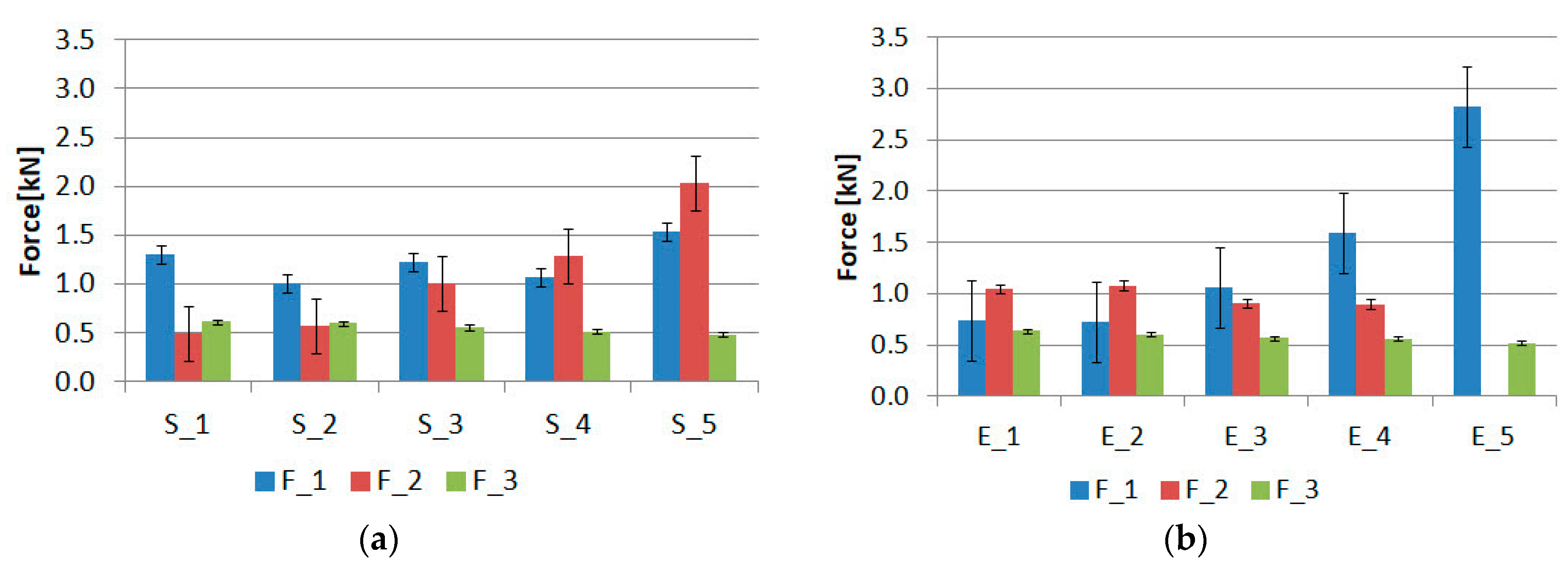
- S_3-(F_1 = 1.23 kN, F_2 = 1.02 kN, F_3 = 0.56 kN)
- E_3-(F_1 = 1.06 kN, F_2 = 0.91 kN, F_3 = 0.57 kN)
4. Conclusions
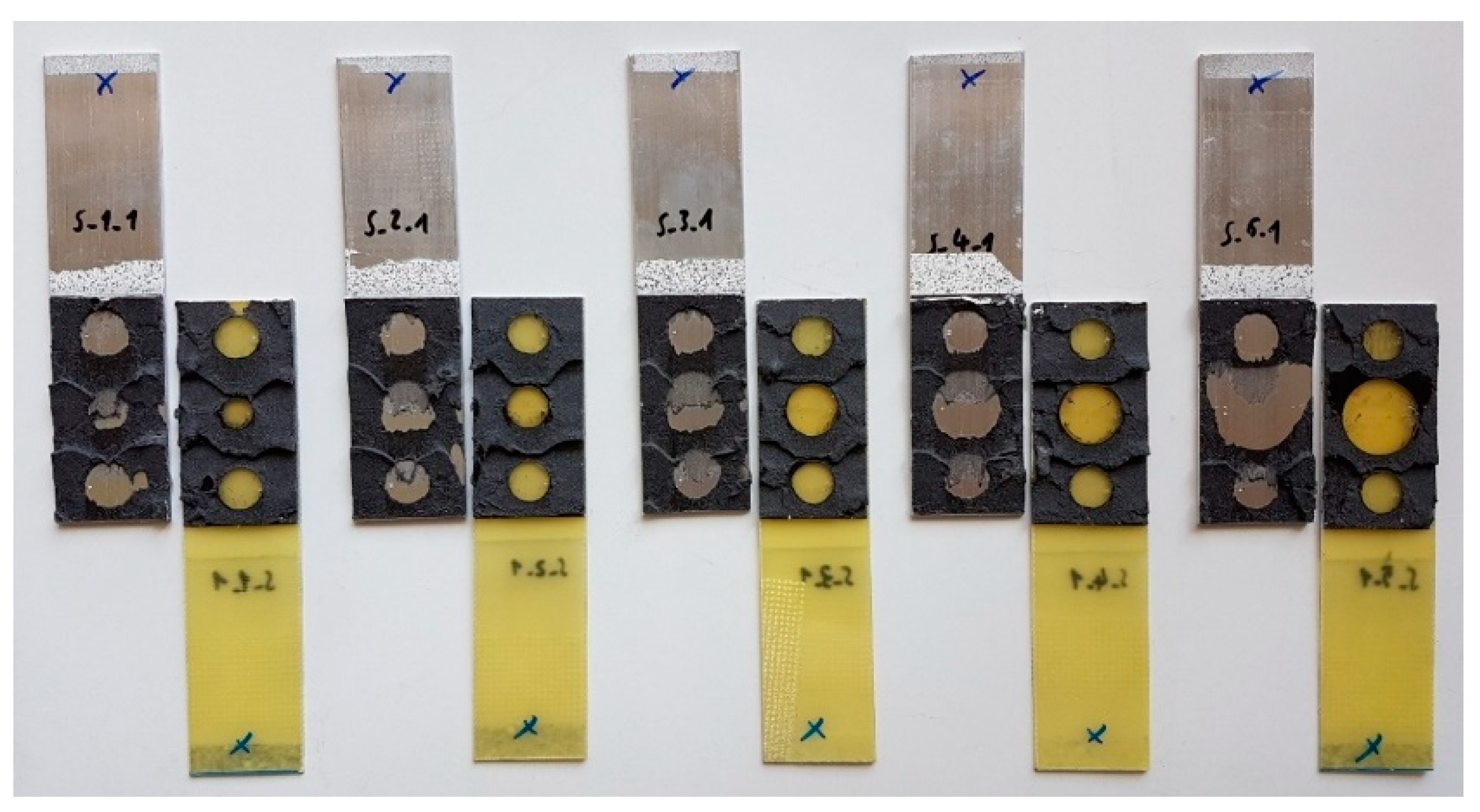
- The use of double-sided adhesive tape makes it possible to ensure a constant thickness of epoxy adhesive, simplifies assembly, and increases the aesthetics of the joint (no excess adhesive on the edges).
- By changing the amount of PAC hardener added to the resin, an increase in bond strength can be achieved. The change is more evident for Epidian 53 (71% increase) than for Epidian 5 (31.5% increases).
- By using double-sided adhesive tape and two types of epoxy adhesives with different stiffnesses, a three-stage joint operation was achieved.
- The triple-adhesive joints provide significant scope for designing the characteristics of joints. Depending on the configuration, maximum force can be achieved in the first or second stage. The multi-stage nature makes these joints safe for use in the automotive industry.
- By using double-sided adhesive tape, the energy required to damage the joint is several times greater than that for epoxy joints. This also gives the joint a reserve of strength.
- By using the Aramis system, it was possible to indirectly determine the effort in the individual joints.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pinho-da-Cruz, J.A.M.; Ferreira, J.A.M.; Costa, J.D.M.; Borrego, L.F.P. Fatigue analysis of thin AlMgSi welded joints under constant and variable amplitude block loadings. Thin-Walled Struct. 2003, 41, 389–402. [Google Scholar] [CrossRef] [Green Version]
- Sadowski, T.; Kneć, M.; Golewski, P. Fatigue Response of the Hybrid Joints Obtained by Hot Spot Welding and Bonding Techniques. Key Eng. Mater. 2014, 601, 25–28. [Google Scholar] [CrossRef]
- Więckowski, W.; Lacki, P.; Adamus, J. Examinations of steel overlap joints obtained using the friction stir welding technology. Arch. Metall. Mater. 2019, 64, 393–399. [Google Scholar] [CrossRef]
- Balawender, T. The ability to clinching as a function of material hardening behavior. Acta Metall. Slovaca 2018, 24, 58–64. [Google Scholar] [CrossRef]
- Li, X.; Tan, Z.; Wang, L.; Zhang, J.; Xiao, Z.; Luo, H. Experimental investigations of bolted, adhesively bonded and hybrid bolted/bonded single-lap joints in composite laminates. Mater. Today Commun. 2020, 24, 101244. [Google Scholar] [CrossRef]
- Sadowski, T.; Golewski, P. Effect of tolerance in the fitting of rivets in the holes of double lap joints subjected to uniaxial tension. Key Eng. Mater. 2014, 607, 49–54. [Google Scholar] [CrossRef]
- Sadowski, T.; Golewski, P. Modelling and Experimental Testing of Hybrid Joints Made of: Aluminium Adherends, Adhesive Layers and Rivets for Aerospace Applications. Arch. Metall. Mater. 2017, 62, 1577–1583. [Google Scholar] [CrossRef] [Green Version]
- Manzoor, S.; Ud Din, I.; Giasin, K.; Köklü, U.; Khan, K.A.; Panier, S. Three-Dimensional Finite Element Modeling of Drilling-Induced Damage in S2/FM94 Glass-Fiber-Reinforced Polymers (GFRPs). Materials 2022, 15, 7052. [Google Scholar] [CrossRef]
- Negru, R.; Marsavina, L.; Hluscu, M. Experimental and numerical investigations on adhesively bonded joints. IOP Conf. Ser. Mater. Sci. Eng. 2016, 123, 012012. [Google Scholar] [CrossRef]
- Golewski, P.; Sadowski, T.; Pietras, D.; Dudzik, S. The influence of aging in salt chamber on strength of aluminum—CFRP single lap joints. Mater. Today Proc. 2021, 45, 4264–4267. [Google Scholar] [CrossRef]
- Ozel, A.; Yazici, B.; Akpinar, S.; Aydin, M.D.; Temiz, Ş. A study on the strength of adhesively bonded joints with different adherends. Compos. Part B Eng. 2014, 62, 167–174. [Google Scholar] [CrossRef]
- Marsavina, L.; Nurse, A.D.; Braescu, L.; Craciun, E.M. Stress singularity of symmetric free-edge joints with elasto-plastic behaviour. Comput. Mater. Sci. 2012, 52, 282–286. [Google Scholar] [CrossRef]
- Deng, J.; Lee, M.M.K. Effect of plate end and adhesive spew geometries on stresses in retrofitted beams bonded with a CFRP plate. Compos. Part B Eng. 2008, 39, 731–739. [Google Scholar] [CrossRef]
- da Silva, L.F.M.; Carbas, R.J.C.; Critchlow, G.W.; Figueiredo, M.A.V.; Brown, K. Effect of material, geometry, surface treatment and environment on the shear strength of single lap joints. Int. J. Adhes. Adhes. 2009, 29, 621–632. [Google Scholar] [CrossRef] [Green Version]
- Akpinar, S.; Doru, M.O.; Özel, A.; Aydin, M.D.; Jahanpasand, H.G. The effect of the spew fillet on an adhesively bonded single-lap joint subjected to bending moment. Compos. Part B Eng. 2013, 55, 55–64. [Google Scholar] [CrossRef]
- Goglio, L.; Rossetto, M. Stress intensity factor in bonded joints: Influence of the geometry. Int. J. Adhes. Adhes. 2010, 30, 313–321. [Google Scholar] [CrossRef]
- Akpinar, S. The strength of the adhesively bonded step-lap joints for different step numbers. Compos. Part B Eng. 2014, 67, 170–178. [Google Scholar] [CrossRef]
- Brito, R.F.N.; Campilho, R.D.S.G.; Moreira, R.D.F.; Sánchez-Arce, I.J.; Silva, F.J.G. Composite stepped-lap adhesive joint analysis by cohesive zone modelling. Procedia Struct. Integr. 2021, 33, 665–672. [Google Scholar] [CrossRef]
- Gültekin, K.; Akpinar, S.; Özel, A. The effect of the adherend width on the strength of adhesively bonded single-lap joint: Experimental and numerical analysis. Compos. Part B Eng. 2014, 60, 736–745. [Google Scholar] [CrossRef]
- Golewski, P.; Sadowski, T. The influence of single lap geometry in adhesive and hybrid joints on their load carrying capacity. Materials 2019, 12, 2884. [Google Scholar] [CrossRef]
- Sadowski, T.; Nowicki, M.; Golewski, P. The influence of the use of fasteners with different stiffness in hybrid joints subjected to complex mechanical loads. Arch. Metall. Mater. 2019, 64, 1263–1268. [Google Scholar] [CrossRef]
- Sadowski, T.; Golewski, P. Numerical study of the Prestressed connectors and their distribution on the strength of a single lap, a double lap and hybrid joints subjected to uniaxial tensile test. Arch. Metall. Mater. 2013, 58, 579–585. [Google Scholar] [CrossRef] [Green Version]
- El Zaroug, M.; Kadioglu, F.; Demiral, M.; Saad, D. Experimental and numerical investigation into strength of bolted, bonded and hybrid single lap joints: Effects of adherend material type and thickness. Int. J. Adhes. Adhes. 2018, 87, 130–141. [Google Scholar] [CrossRef]
- Li, X.; Cheng, X.; Cheng, Y.; Wang, Z.; Huang, W. Tensile properties of a composite–metal single-lap hybrid bonded/bolted joint. Chin. J. Aeronaut. 2021, 34, 629–640. [Google Scholar] [CrossRef]
- Raphael, C. Variable-adhesive bonded joints. Appl. Polym. Symp. 1966, 3, 99–108. [Google Scholar]
- Jairaja, R.; Naik, G.N. Single and dual adhesive bond strength analysis of single lap joint between dissimilar adherends. Int. J. Adhes. Adhes. 2019, 92, 142–153. [Google Scholar] [CrossRef]
- Bouchikhi, A.S.; Megueni, A.; Gouasmi, S.; Boukoulda, F.B. Effect of mixed adhesive joints and tapered plate on stresses in retrofitted beams bonded with a fiber-reinforced polymer plate. Mater. Des. 2013, 50, 893–904. [Google Scholar] [CrossRef]
- Hirulkar, N.S.; Jaiswal, P.R.; Alessandro, P.; Reis, P. Influence of mechanical surface treatment on the strength of mixed adhesive joint. Mater. Today Proc. 2018, 5, 18776–18788. [Google Scholar] [CrossRef]
- Marques, E.A.S.; Da Silva, L.F.M.; Flaviani, M. Testing and simulation of mixed adhesive joints for aerospace applications. Compos. Part B Eng. 2015, 74, 123–130. [Google Scholar] [CrossRef]
- Zaeri, A.R.; Saeidi Googarchin, H. Experimental investigation on environmental degradation of automotive mixed-adhesive joints. Int. J. Adhes. Adhes. 2019, 89, 19–29. [Google Scholar] [CrossRef]
- Machado, J.J.M.; Marques, E.A.S.; da Silva, L.F.M. Influence of low and high temperature on mixed adhesive joints under quasi-static and impact conditions. Compos. Struct. 2018, 194, 68–79. [Google Scholar] [CrossRef]
- Machado, J.J.M.; Gamarra, P.M.R.; Marques, E.A.S.; da Silva, L.F.M. Numerical study of the behaviour of composite mixed adhesive joints under impact strength for the automotive industry. Compos. Struct. 2018, 185, 373–380. [Google Scholar] [CrossRef]
- da Silva, L.F.M.; Adams, R.D. Adhesive joints at high and low temperatures using similar and dissimilar adherends and dual adhesives. Int. J. Adhes. Adhes. 2007, 27, 216–226. [Google Scholar] [CrossRef]
- da Silva, L.F.M.; Lopes, M.J.C.Q. Joint strength optimization by the mixed-adhesive technique. Int. J. Adhes. Adhes. 2009, 29, 509–514. [Google Scholar] [CrossRef]
- Machado, J.J.M.; Marques, E.A.S.; Silva, M.R.G.; da Silva, L.F.M. Numerical study of impact behaviour of mixed adhesive single lap joints for the automotive industry. Int. J. Adhes. Adhes. 2018, 84, 92–100. [Google Scholar] [CrossRef]
- Chiminelli, A.; Breto, R.; Izquierdo, S.; Bergamasco, L.; Duvivier, E.; Lizaranzu, M. Analysis of mixed adhesive joints considering the compaction process. Int. J. Adhes. Adhes. 2017, 76, 3–10. [Google Scholar] [CrossRef]
- Golewski, P.; Sadowski:, T. The influence of dual adhesive in single lap joints on strength and energy absorption. Mater. Today Proc. 2021, 45, 4280–4285. [Google Scholar] [CrossRef]
- Gajewski, J.; Golewski, P.; Sadowski, T. The use of neural networks in the analysis of dual adhesive single lap joints subjected to uniaxial tensile test. Materials 2021, 14, 419. [Google Scholar] [CrossRef]
- Marchione, F.; Chiappini, G.; Rossi, M.; Scoccia, C.; Munafò, P. Experimental assessment of the static mechanical behaviour of the steel-glass adhesive joint on a 1:2 scale tensegrity floor prototype. J. Build. Eng. 2022, 53, 104572. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Work Life (24 °C) [min] | Time to Handling Strength (24 °C) [h] | Curing Time (24 °C) [Days] | |
|---|---|---|---|
| Distal Classic | 120 | 24 | 7 |
| Scotch-Weld 2216 B/A Translucent | 120 | 12–16 | 30 |
| Epidian 5 + PAC | 180 | 6–8 | 7–14 |
| Epidian 53 + PAC | 180 | 6–8 | 7–14 |
| Epidian 5 + Z1 | 35 | 6–8 | 7–14 |
| Epidian 53 + Z1 | 35 | 6–8 | 7–14 |
| Case Number | Relation between Forces | Internal Bond Diameter [mm] |
|---|---|---|
| 1 | F_1 > F_2 | 8, 11, 14 |
| 2 | F_2 > F_1 | 16, 20 |
| 3 | F_3 > F_2 | 8, 11 |
| 4 | F_2 > F_3 | 14, 16, 20 |
| Case Number | Relation between Forces | Internal Bond Diameter [mm] |
|---|---|---|
| 1 | F_1 > F_2 | 14, 16 |
| 2 | F_2 > F_1 | 8, 11 |
| 3 | F_3 > F_2 | no such case |
| 4 | F_2 > F_3 | 8, 11, 14, 16 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Golewski, P. Tensile Behaviour of Double- and Triple-Adhesive Single Lap Joints Made with Spot Epoxy and Double-Sided Adhesive Tape. Materials 2022, 15, 7855. https://doi.org/10.3390/ma15217855
Golewski P. Tensile Behaviour of Double- and Triple-Adhesive Single Lap Joints Made with Spot Epoxy and Double-Sided Adhesive Tape. Materials. 2022; 15(21):7855. https://doi.org/10.3390/ma15217855
Chicago/Turabian StyleGolewski, Przemysław. 2022. "Tensile Behaviour of Double- and Triple-Adhesive Single Lap Joints Made with Spot Epoxy and Double-Sided Adhesive Tape" Materials 15, no. 21: 7855. https://doi.org/10.3390/ma15217855