
Preparing Thick Gradient Surface Layer in Cu-Zn Alloy via Ultrasonic Severe Surface Rolling for Strength-Ductility Balance
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
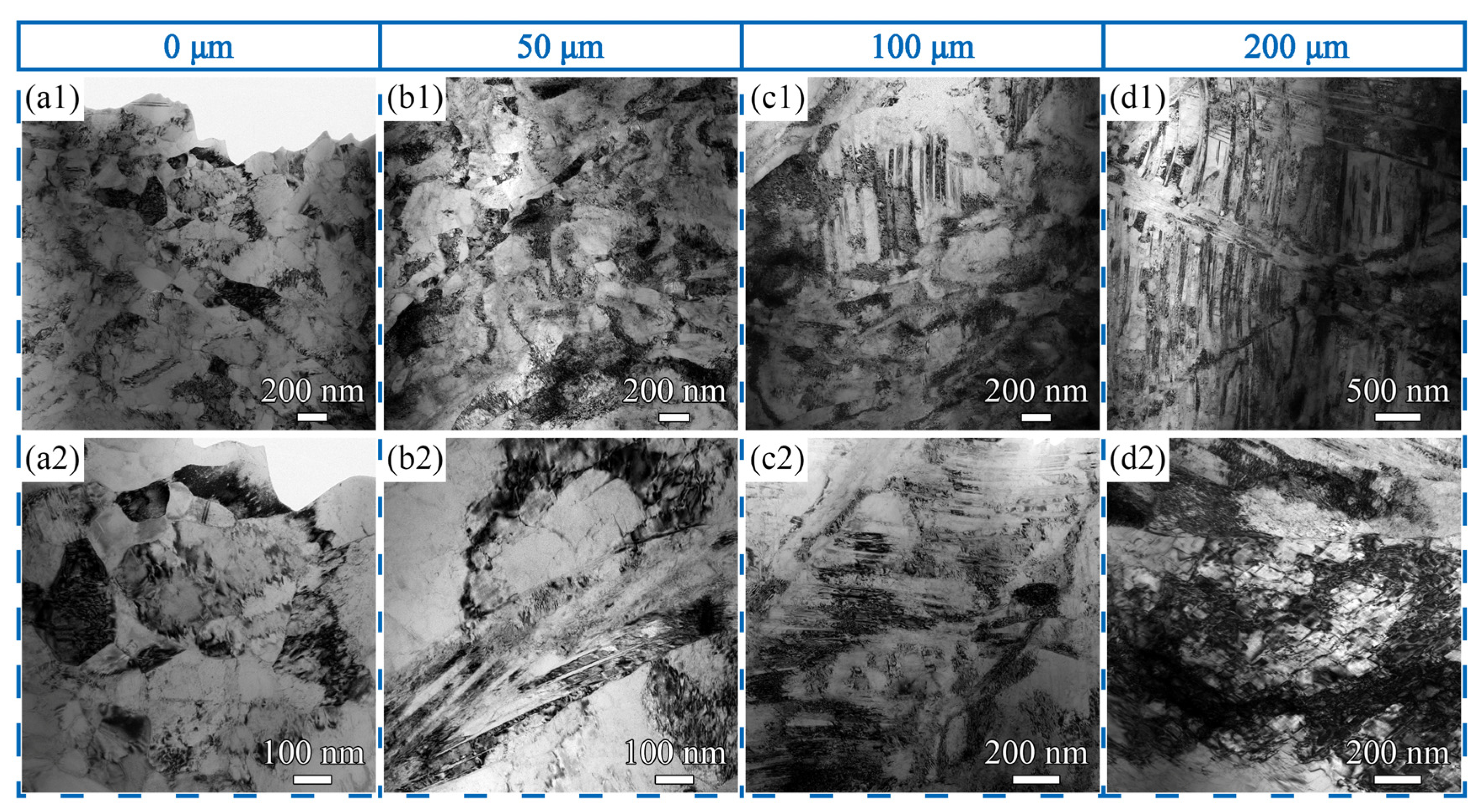
3.1. Microstructure
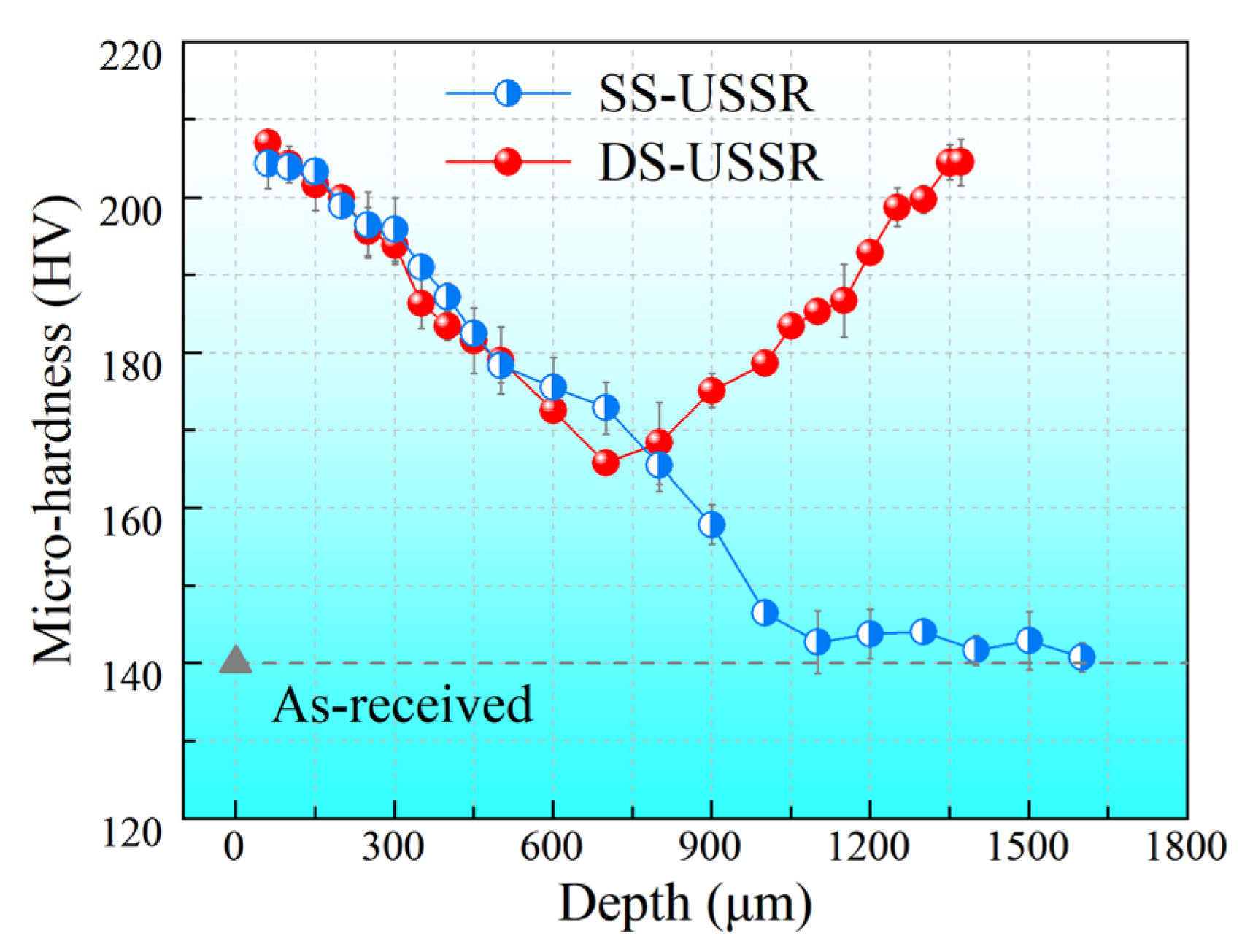
3.2. Mechanical Properties
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bagheri, A.; Shabani, A.; Toroghinejad, M.; Taherizadeh, A. Post-rolling annealing of a multilayered Brass/IFS/Brass composite: An evaluation of anisotropy, formability, and mechanical properties. J. Mater. Res. Techol. 2022, 19, 732–746. [Google Scholar] [CrossRef]
- Han, S.; Choi, E.; Lim, S.; Kim, S.; Lee, J. Alloy design strategies to increase strength and its trade-offs together. Prog. Mater. Sci. 2021, 117, 100720. [Google Scholar] [CrossRef]
- Sun, J.; Xu, B.; Yang, Z.; Han, N.; Liang, Y.; Han, J.; Jiang, J.; Ma, A.; Wu, G. Mediating the strength, ductility and corrosion resistance of high aluminum containing magnesium alloy by engineering hierarchical precipitates. J. Alloys Compd. 2021, 857, 158277. [Google Scholar] [CrossRef]
- Chen, J.; Su, Y.; Zhang, Q.; Sun, J.; Yang, D.; Jiang, J.; Song, D.; Ma, A. Enhancement of strength-ductility synergy in ultrafine-grained Cu-Zn alloy prepared by ECAP and subsequent annealing. J. Mater. Res. Techol. 2022, 17, 433–440. [Google Scholar] [CrossRef]
- Shahriyari, F.; Shaeri, M.; Dashti, A.; Zarei, Z.; Noghani, M.; Cho, J.; Djavanroodi, F. Evolution of mechanical properties, microstructure and texture and of various brass alloys processed by multi-directional forging. Mater. Sci. Eng. A 2022, 831, 142149. [Google Scholar] [CrossRef]
- Chen, C.; Xie, Y.; Yin, S.; Li, W.; Luo, X.; Xie, X.; Zhao, R.; Deng, C.; Wang, J.; Liao, H. Ductile and high strength Cu fabricated by solid-state cold spray additive manufacturing. J. Mater. Sci. Techol. 2022, 134, 234–243. [Google Scholar] [CrossRef]
- Zhao, Y.; Wang, T.; Gao, B.; Gao, Z.; Han, J.; Zhang, S.; Huang, Q. Towards enhanced strength-ductility in pure copper by fabricating hetero grain composite laminates. J. Alloys Compd. 2022, 928, 167192. [Google Scholar] [CrossRef]
- Li, X.; Lu, L.; Li, J.; Zhang, X.; Gao, H. Mechanical properties and deformation mechanisms of gradient nanostructured metals and alloys. Nat. Rev. Mater. 2020, 5, 706–723. [Google Scholar] [CrossRef]
- Li, K.; Zheng, Q.; Li, C.; Shao, B.; Guo, D.; Chen, D.; Sun, J.; Dong, J.; Cao, P.; Shin, K. Characterization of surface modification of 347 stainless steel upon shot peening. Scanning 2017, 2017, 2189614. [Google Scholar] [CrossRef] [Green Version]
- Fang, T.; Li, W.; Tao, N.; Lu, K. Revealing extraordinary intrinsic tensile plasticity in gradient Nano-Grained copper. Science 2011, 331, 1587–1590. [Google Scholar] [CrossRef]
- Han, J.; Wang, C.; Song, Y.; Liu, Z.; Sun, J.; Zhao, J. Simultaneously improving mechanical properties and corrosion resistance of as-cast AZ91 Mg alloy by ultrasonic surface rolling. Int. J. Miner. Metall. Mater. 2022, 29, 1551–1558. [Google Scholar] [CrossRef]
- Ghosh, S.; Bibhanshu, N.; Suwas, S.; Chatterjee, K. Surface mechanical attrition treatment of additively manufactured 316L stainless steel yields gradient nanostructure with superior strength and ductility. Mater. Sci. Eng. A 2021, 820, 141540. [Google Scholar] [CrossRef]
- Li, K.; Wu, X.; Chen, L.; Chen, D.; Zhu, G.; Shen, Q.; Yoon, J. Residual stress and microstructure characterization of 34CrMo4 steel modified by shot peening. Scanning 2020, 2020, 5367345. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.; Liu, C.; Wan, Y.; Jiang, S.; Han, X.; Chen, Z. Formation of nanocrystalline AZ31B Mg alloys via cryogenic rotary swaging. J. Magnes. Alloys, 2021; in press. [Google Scholar]
- Shi, R.; Fu, H.; Chen, K.; Sun, W.; Wang, Z.; Qiao, L.; Yang, X.; Pang, X. Combining synergetic effects of gradient nanotwins and nanoprecipitates in heterogeneous bronze alloy. Acta Mater. 2022, 229, 117831. [Google Scholar] [CrossRef]
- Wang, X.; Li, Y.; Zhang, Q.; Zhao, Y.; Zhu, Y. Gradient structured copper by rotationally accelerated shot peening. J. Mater. Sci. Technol. 2017, 33, 758–761. [Google Scholar] [CrossRef]
- Yin, Z.; Yang, X.; Ma, X.; Moering, J.; Yang, J.; Gong, Y.; Zhu, Y.; Zhu, X. Strength and ductility of gradient structured copper obtained by surface mechanical attrition treatment. Mater. Des. 2016, 105, 89–95. [Google Scholar] [CrossRef]
- Gu, L.; Liang, N.; Chen, Y.; Zhao, Y. Achieving maximum strength-ductility combination in fine-grained Cu-Zn alloy via detwinning and twinning deformation mechanisms. J. Alloys Compd. 2022, 906, 164401. [Google Scholar] [CrossRef]
- Yang, J.; Xu, L.; Gao, H.; Li, X.; Pan, H.; Shu, B.; Itoh, T.; Zhu, Y.; Zhu, X. Effect of global constraint on the mechanical behavior of gradient materials. Mater. Sci. Eng. A 2021, 826, 141963. [Google Scholar] [CrossRef]
- Wang, J.; Tao, N.; Lu, K. Revealing the deformation mechanisms of nanograins in gradient nanostructured Cu and CuAl alloys under tension. Acta Mater. 2019, 180, 231–242. [Google Scholar] [CrossRef]
- Ren, C.; Wang, Q.; Zhang, Z.; Yang, H.; Zhang, Z. Enhanced tensile and bending yield strengths of 304 stainless steel and H62 brass by surface spinning strengthening. Mater. Sci. Eng. A 2019, 754, 593–601. [Google Scholar] [CrossRef]
- Lu, J.; Duan, H.; Luo, K.; Wu, L.; Deng, W.; Cai, J. Tensile properties and surface nanocrystallization analyses of H62 brass subjected to room-temperature and warm laser shock peening. J. Alloys Compd. 2017, 698, 633–642. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Huang, C.; Wang, M.; Li, Y.; Zhu, Y. Quantifying the synergetic strengthening in gradient material. Scr. Mater. 2018, 150, 22–25. [Google Scholar] [CrossRef]
- Deng, S.; Godfrey, A.; Liu, W.; Hansen, N. A gradient nanostructure generated in pure copper by platen friction sliding deformation. Scr. Mater. 2016, 117, 41–45. [Google Scholar] [CrossRef] [Green Version]
- Guo, J.; He, Q.; Mei, Q.; Huang, X.; Wu, G.; Mishin, O. Gradient microstructure, recrystallization and mechanical properties of copper processed by high pressure surface rolling. J. Mater. Sci. Technol. 2022, 126, 182–190. [Google Scholar] [CrossRef]
- Ma, X.; Xu, W.; Zhou, H.; Moering, J.; Narayan, J.; Zhu, Y. Alloying effect on grain-size dependent deformation twinning in nanocrystalline Cu-Zn alloys. Philos. Mag. 2015, 95, 301–310. [Google Scholar] [CrossRef]
- Ren, C.; Wang, Q.; Hou, J.; Zhang, Z.; Zhang, Z.; Langdon, T. The nature of the maximum microhardness and thickness of the gradient layer in surface-strengthened Cu-Al alloys. Acta Mater. 2021, 215, 117073. [Google Scholar] [CrossRef]
- Han, J.; Sun, J.; Song, Y.; Xu, B.; Yang, Z.; Xu, S.; Han, Y.; Wu, G. Achieving gradient heterogeneous structure in Mg alloy for excellent strength-ductility synergy. J. Mag. Alloys, 2022; in press. [Google Scholar]
- Liu, Y.; Sun, J.; Fu, Y.; Xu, B.; Li, B.; Xu, S.; Huang, P.; Cheng, J.; Han, Y.; Han, J.; et al. Tuning strength-ductility combination on selective laser melted 316L stainless steel through gradient heterogeneous structure. Addit. Manuf. 2021, 48, 102373. [Google Scholar] [CrossRef]
- Wang, Y.; Liao, X.; Zhao, Y.; Lavernia, E.; Ringer, S.; Horita, Z.; Langdon, T.; Zhu, Y. The role of stacking faults and twin boundaries in grain refinement of a Cu-Zn alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2010, 527, 4959–4966. [Google Scholar] [CrossRef]
- Wang, K.; Tao, N.; Liu, G.; Lu, J.; Lu, K. Plastic strain-induced grain refinement at the nanometer scale in copper. Acta Mater. 2006, 54, 5281–5291. [Google Scholar] [CrossRef]
- Cao, Y.; Ni, S.; Liao, X.; Song, M.; Zhu, Y. Structural evolutions of metallic materials processed by severe plastic deformation. Mater. Sci. Eng. R Rep. 2018, 133, 1–59. [Google Scholar] [CrossRef]
- Dao, M.; Lu, L.; Asaro, R.; De Hosson, J.; Ma, E. Toward a quantitative understanding of mechanical behavior of nanocrystalline metals. Acta Mater. 2007, 55, 4041–4065. [Google Scholar] [CrossRef] [Green Version]
- Wu, H.; Fan, G. An overview of tailoring strain delocalization for strength-ductility synergy. Prog. Mater. Sci. 2020, 113, 100675. [Google Scholar] [CrossRef]
- Zhang, P.; An, X.; Zhang, Z.; Wu, S.; Li, S.; Zhang, Z.; Figueiredo, R.; Gao, N.; Langdon, T. Optimizing strength and ductility of Cu-Zn alloys through severe plastic deformation. Scr. Mater. 2012, 67, 871–874. [Google Scholar] [CrossRef]
- Zhao, Y.; Liao, X.; Horita, Z.; Langdon, T.; Zhu, Y. Determining the optimal stacking fault energy for achieving high ductility in ultrafine-grained Cu-Zn alloys. Mater. Sci. Eng. A 2008, 493, 123–129. [Google Scholar] [CrossRef]
- Wu, X.; Yang, M.; Li, R.; Jiang, P.; Yuan, F.; Wang, Y.; Zhu, Y.; Wei, Y. Plastic accommodation during tensile deformation of gradient structure. Sci. China Mater. 2021, 6, 1534–1544. [Google Scholar] [CrossRef]
- Yang, M.; Pan, Y.; Yuan, F.; Zhu, Y.; Wu, X. Back stress strengthening and strain hardening in gradient structure. Mater. Res. Lett. 2016, 4, 145–151. [Google Scholar] [CrossRef] [Green Version]
- Bahmanpour, H.; Youssef, K.; Horky, J.; Setman, D.; Atwater, M.; Zehetbauer, M.; Scattergood, R.; Koch, C. Deformation twins and related softening behavior in nanocrystalline Cu-30% Zn alloy. Acta Mater. 2012, 60, 3340–3349. [Google Scholar] [CrossRef]
- Sun, J.; Fang, L.; Sun, K.; Han, J. Direct observation of dislocations originating from perfect twin boundaries. Scr. Mater. 2011, 65, 501–504. [Google Scholar] [CrossRef]
- Sun, J.; Fang, L.; Ma, A.; Jiang, J.; Han, Y.; Chen, H.; Han, J. The fracture behavior of twinned Cu nanowires: A molecular dynamics simulation. Mater. Sci. Eng. A 2015, 634, 86–90. [Google Scholar] [CrossRef]
- Lu, L.; Chen, X.; Huang, X.; Lu, K. Revealing the maximum strength in nanotwinned copper. Science 2009, 323, 607–610. [Google Scholar] [CrossRef]
- Shen, Y.; Lu, L.; Lu, Q.; Jin, Z.; Lu, K. Tensile properties of copper with nano-scale twins. Scr. Mater. 2005, 52, 989–994. [Google Scholar] [CrossRef]
- Liu, X.; Nakatani, M.; Gao, H.; Sharma, B.; Pan, H.; Fu, Z.; Li, X.; Ameyama, K.; Zhu, X. Effect of stacking fault energy on deformation mechanisms in Cu and Cu-30% Zn alloy with gradient structure obtained by SMAT. J. Alloys Compd. 2021, 865, 158863. [Google Scholar] [CrossRef]
- Konkova, T.; Mironov, S.; Korznikov, A.; Korznikova, G.; Myshlyaev, M.; Semiatin, S. An EBSD investigation of cryogenically-rolled Cu-30%Zn brass. Mater. Charact. 2015, 101, 173–179. [Google Scholar] [CrossRef] [Green Version]
- Yu, Z.; Xu, X.; Shi, K.; Du, B.; Han, X.; Xiao, T.; Li, S.; Liu, K.; Du, W. Development and characteristics of a low rare-earth containing magnesium alloy with high strength-ductility synergy. J. Mag. Alloys, 2022; in press. [Google Scholar]
- Ma, X.; Zha, M.; Wang, S.; Yang, Y.; Jia, H.; Gao, D.; Wang, C.; Wang, H. A rolled Mg-8Al-0.5Zn-0.8Ce alloy with high strength-ductility synergy via engineering high-density low angle boundaries. J. Mag. Alloys, 2022; in press. [Google Scholar]
- Zhu, F.; Yang, L.; Chai, F.; Luo, X.; Yang, C.; Zhang, Z. Effect of modifying matrix microstructures and nanosized precipitates on strengthening mechanisms and ductile-to-brittle-transition-temperature in a 1000 MPa Ni-Cr-Mo-Cu steel. J. Iron Steel Res. Int. 2022, 29, 1257–1276. [Google Scholar] [CrossRef]
- Wang, Y.; Zhu, Y.; Wu, X.; Wei, Y.; Huang, C. Inter-zone constraint modifies the stress-strain response of the constituent layer in gradient structure. Sci. China Mater. 2021, 64, 3114–3123. [Google Scholar] [CrossRef]
- Zhu, Y.; Ameyama, K.; Anderson, P.; Beyerlein, I.; Gao, H.; Kim, H.; Lavernia, E.; Mathaudhu, S.; Mughrabi, H.; Ritchie, R.; et al. Heterostructured materials: Superior properties from hetero-zone interaction. Mater. Res. Lett. 2021, 9, 1–31. [Google Scholar] [CrossRef]
- Liu, H.; Gao, B.; Yang, Y.; Xu, M.; Li, X.; Li, C.; Pan, H.; Yang, J.; Zhou, H.; Zhu, X.; et al. Strain hardening behavior and microstructure evolution of gradient-structured Cu-Al alloys with low stack fault energy. J. Mater. Res. Techol. 2022, 19, 220–229. [Google Scholar] [CrossRef]
- Mousavi, S.; Sonboli, A.; Meratian, M.; Amirnejad, M.; Azghandi, S.; Munroe, P. Achieving an exceptional ductility at room temperature in a low SFE copper alloy fabricated by severe plastic deformation. Mater. Sci. Eng. A 2021, 802, 140654. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) | Uniform Elongation (%) | |
|---|---|---|---|---|
| As-received | 297.4 ± 30.4 | 444.0 ± 15.2 | 39.1 ± 5.2 | 28.3 ± 4.7 |
| SS-USSR | 464.7 ± 7.2 | 530.3 ± 0.6 | 22.5 ± 2.8 | 10.7 ± 1.4 |
| DS-USSR | 476.2 ± 0.9 | 553.6 ± 13.3 | 16.9 ± 1.1 | 5.2 ± 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, Q.; Sun, J.; Fu, Y.; Xu, B.; Han, Y.; Chen, J.; Han, J.; Wu, H.; Wu, G. Preparing Thick Gradient Surface Layer in Cu-Zn Alloy via Ultrasonic Severe Surface Rolling for Strength-Ductility Balance. Materials 2022, 15, 7687. https://doi.org/10.3390/ma15217687
Sun Q, Sun J, Fu Y, Xu B, Han Y, Chen J, Han J, Wu H, Wu G. Preparing Thick Gradient Surface Layer in Cu-Zn Alloy via Ultrasonic Severe Surface Rolling for Strength-Ductility Balance. Materials. 2022; 15(21):7687. https://doi.org/10.3390/ma15217687
Chicago/Turabian StyleSun, Qisheng, Jiapeng Sun, Yantao Fu, Bingqian Xu, Ying Han, Jianqing Chen, Jing Han, Hao Wu, and Guosong Wu. 2022. "Preparing Thick Gradient Surface Layer in Cu-Zn Alloy via Ultrasonic Severe Surface Rolling for Strength-Ductility Balance" Materials 15, no. 21: 7687. https://doi.org/10.3390/ma15217687