
Fatigue in an AZ31 Alloy Subjected to Rotary Swaging
 , , , ,
, , , ,
Abstract
:1. Introduction
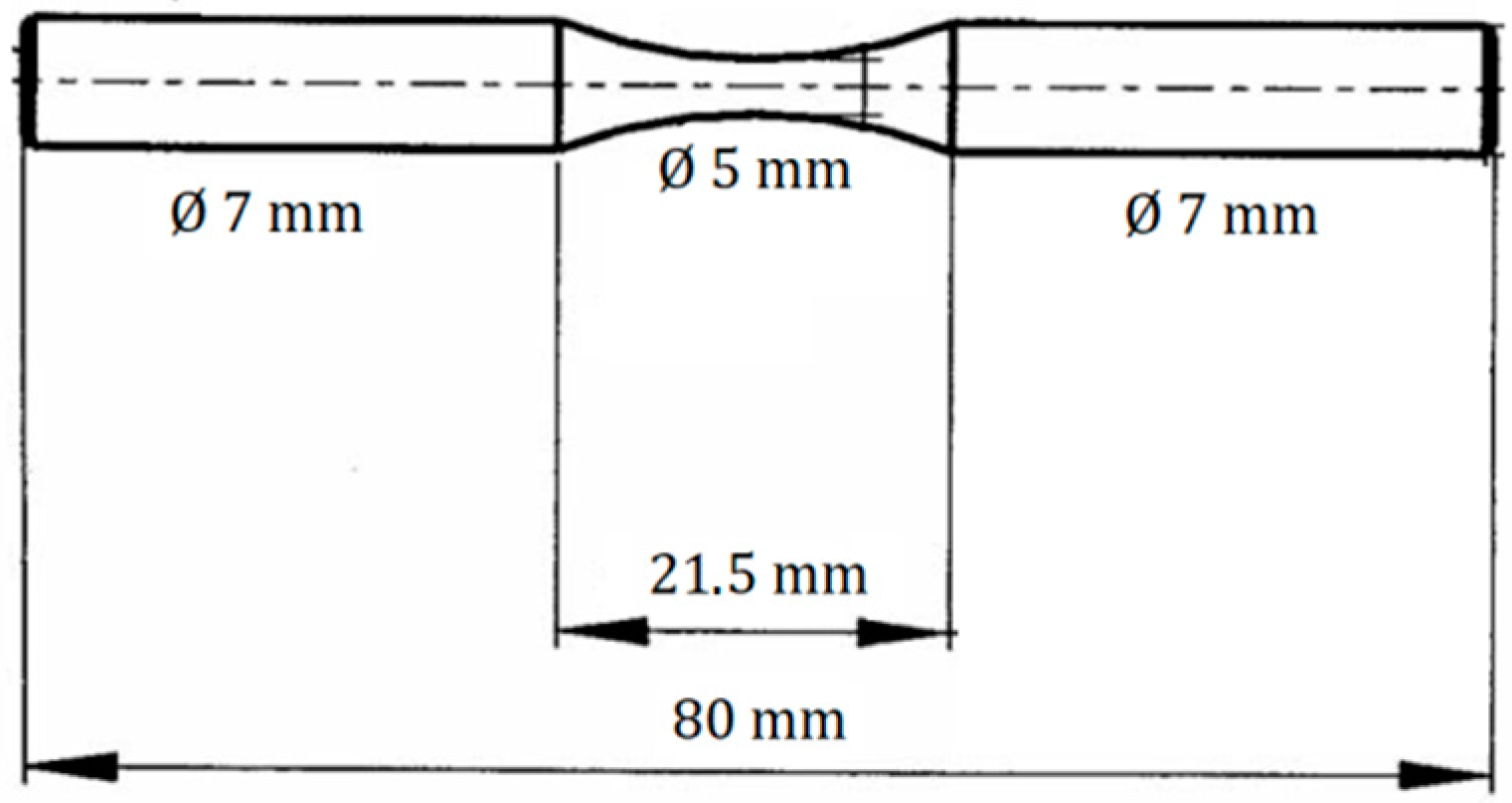
2. Materials and Methods
3. Results
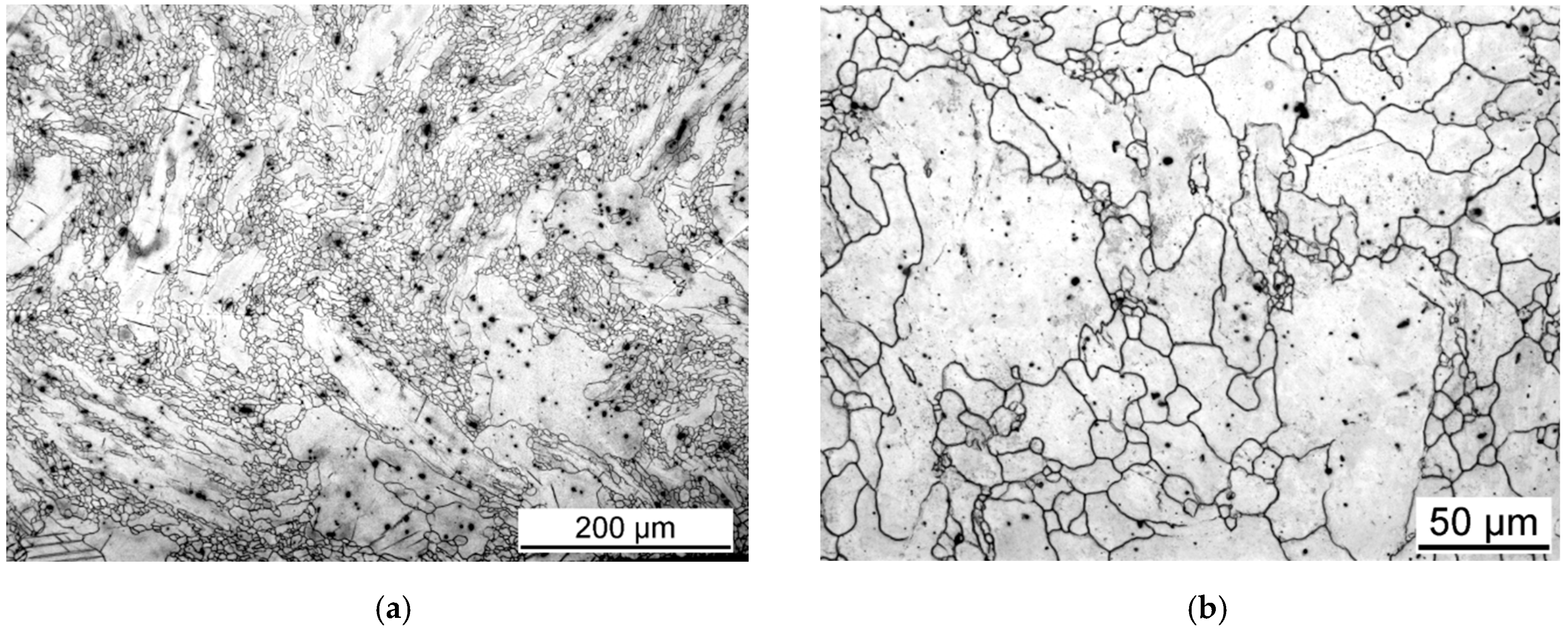
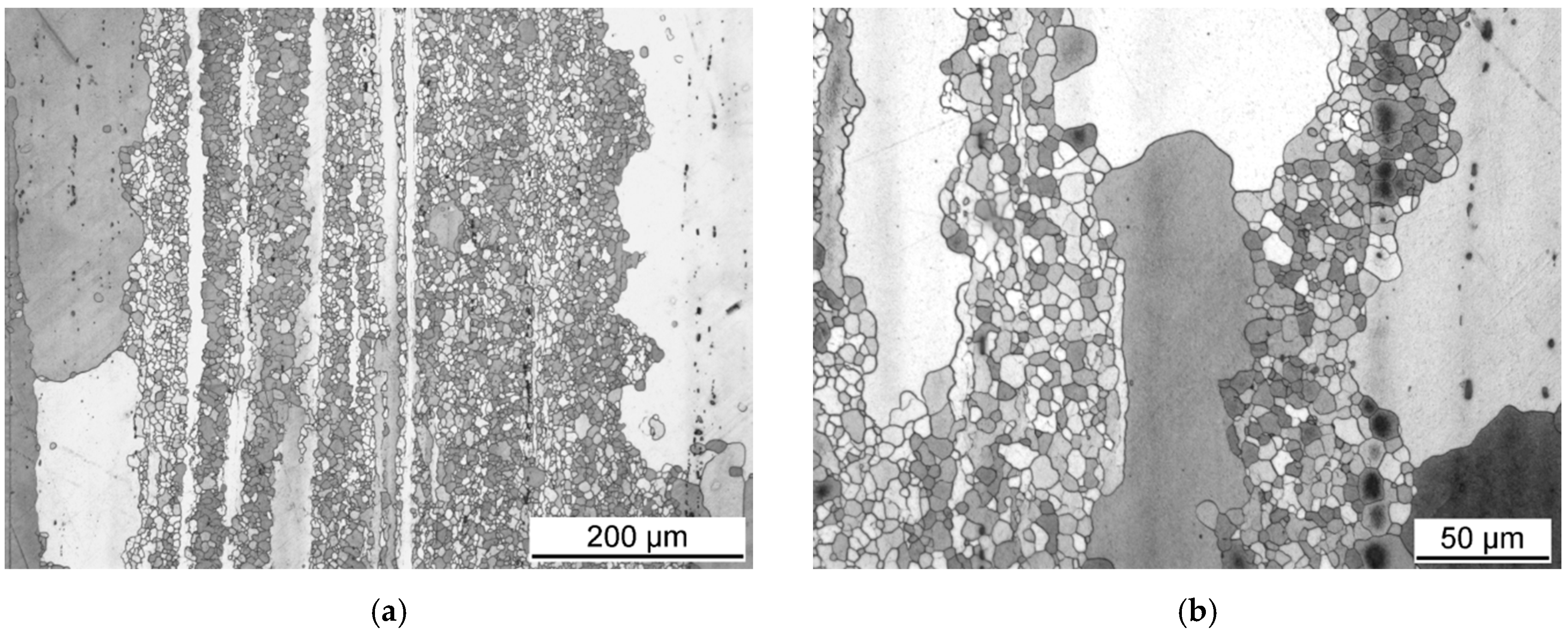
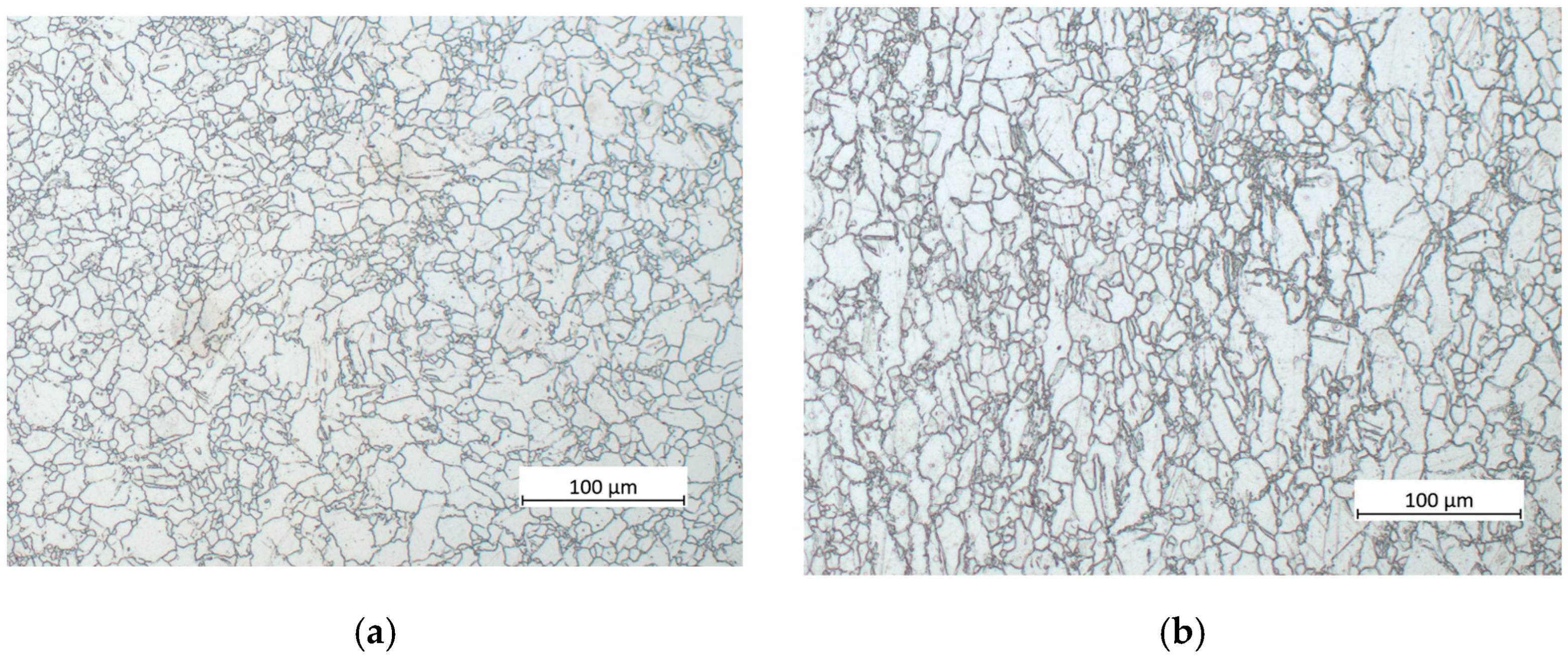
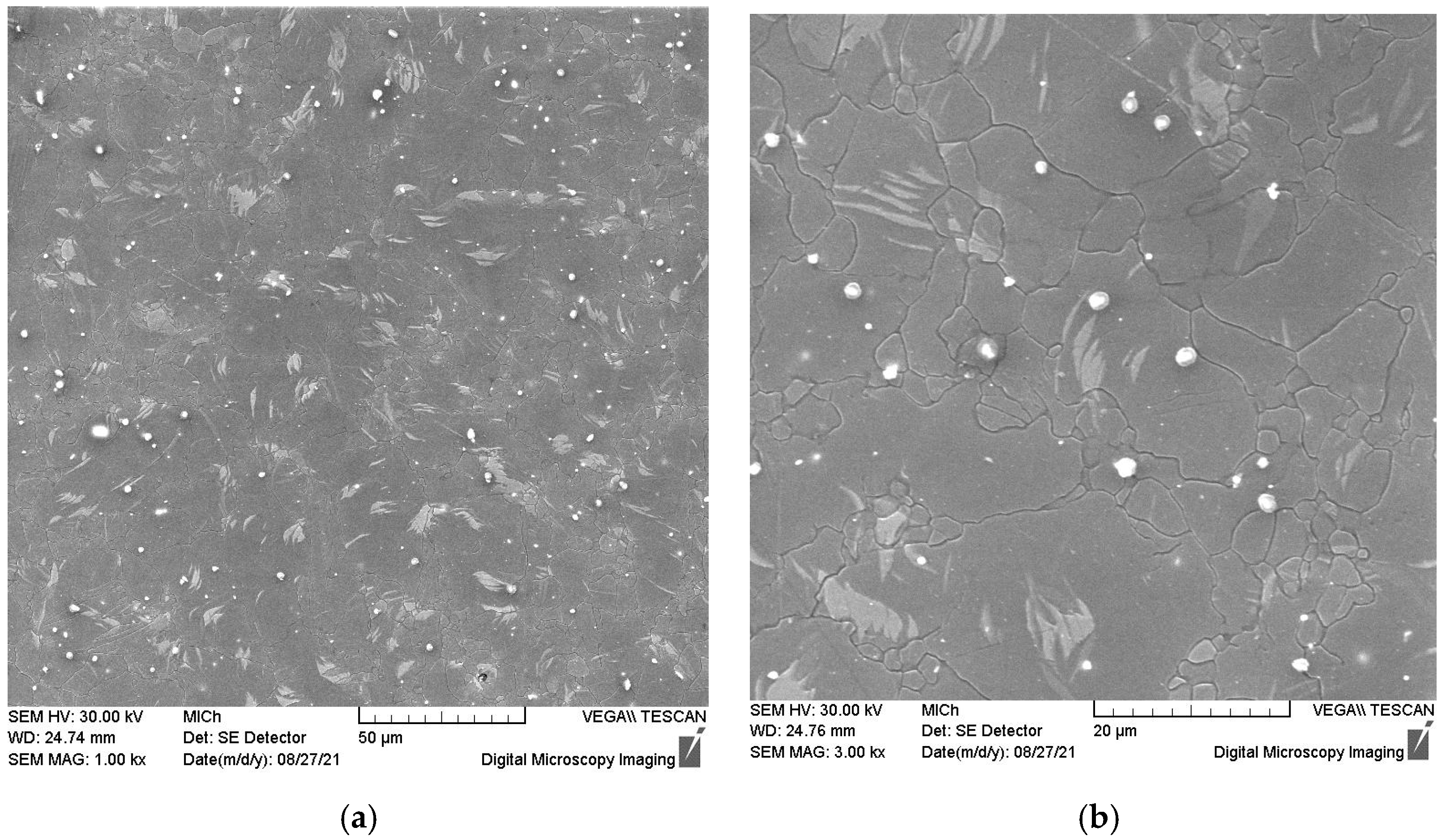
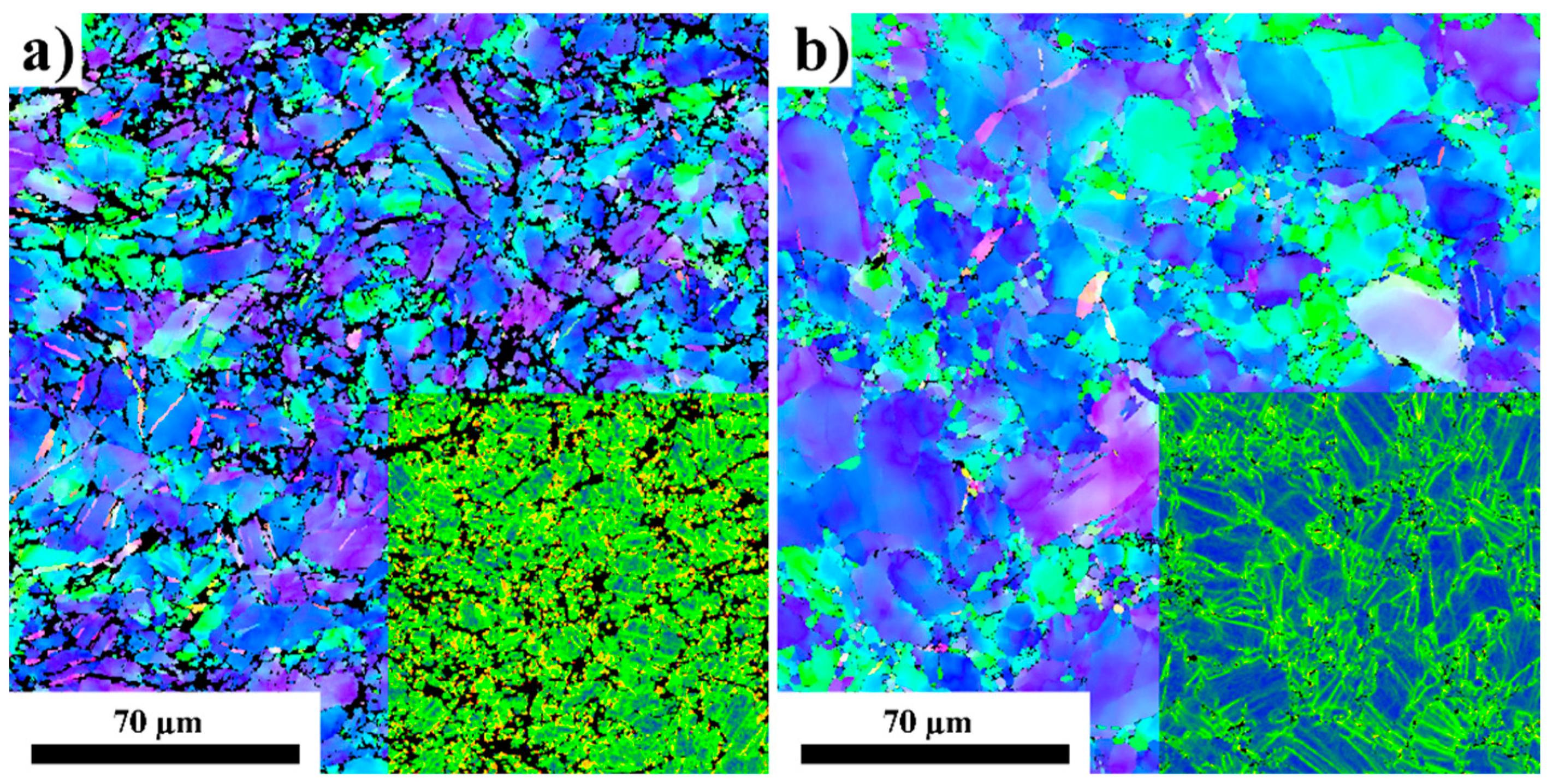
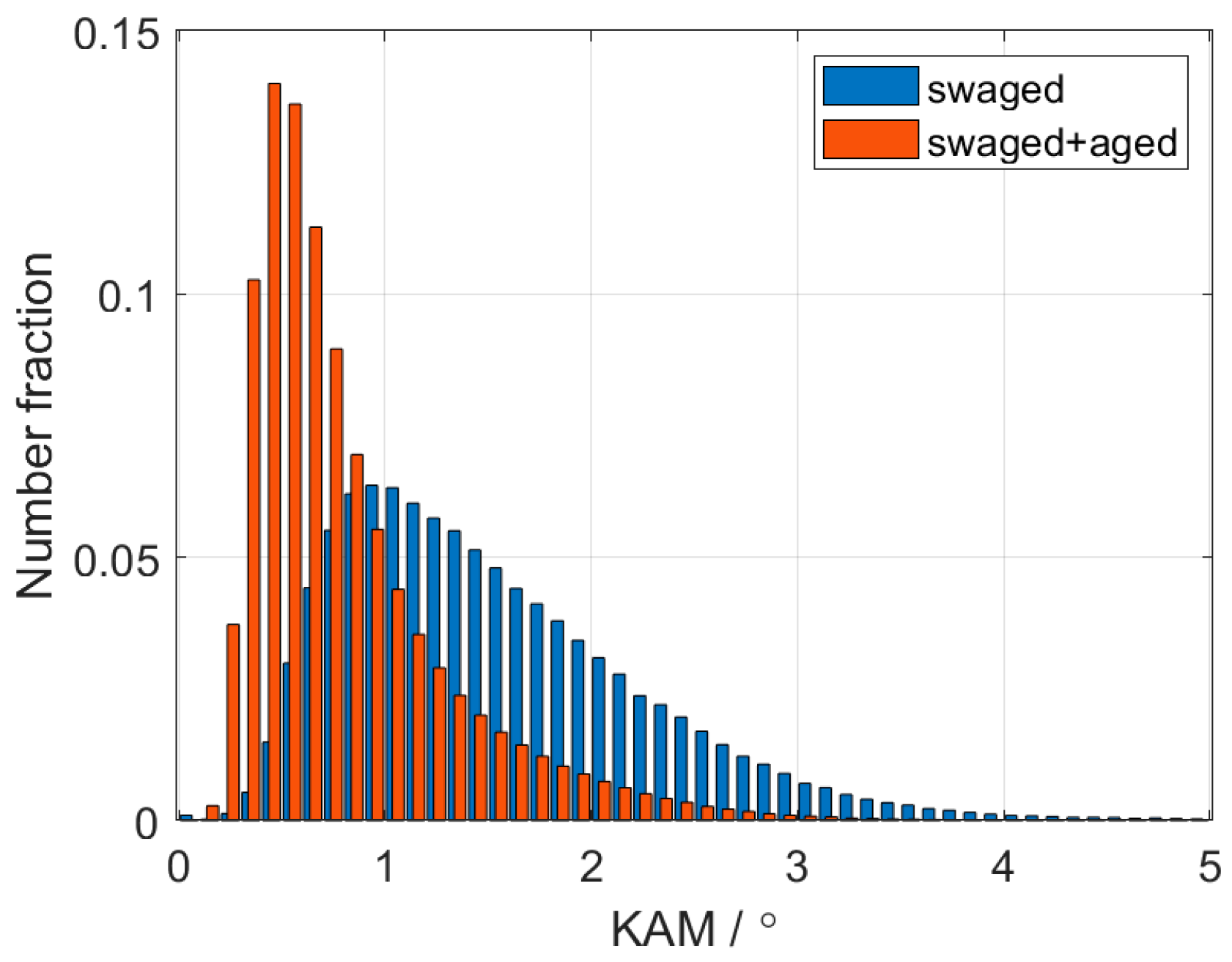
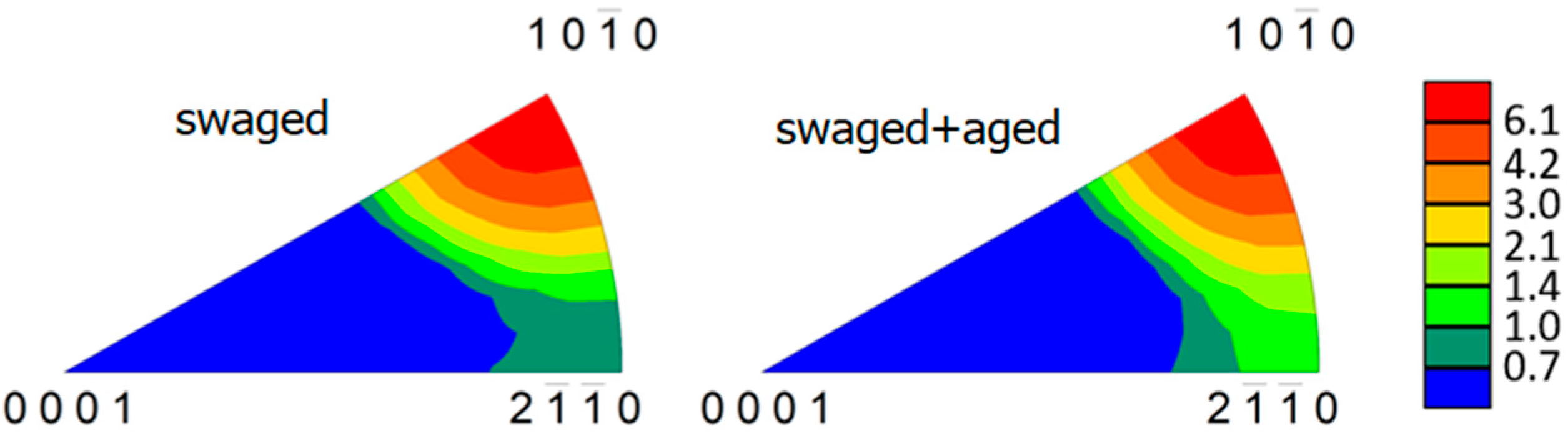
3.1. Microstructure of Samples
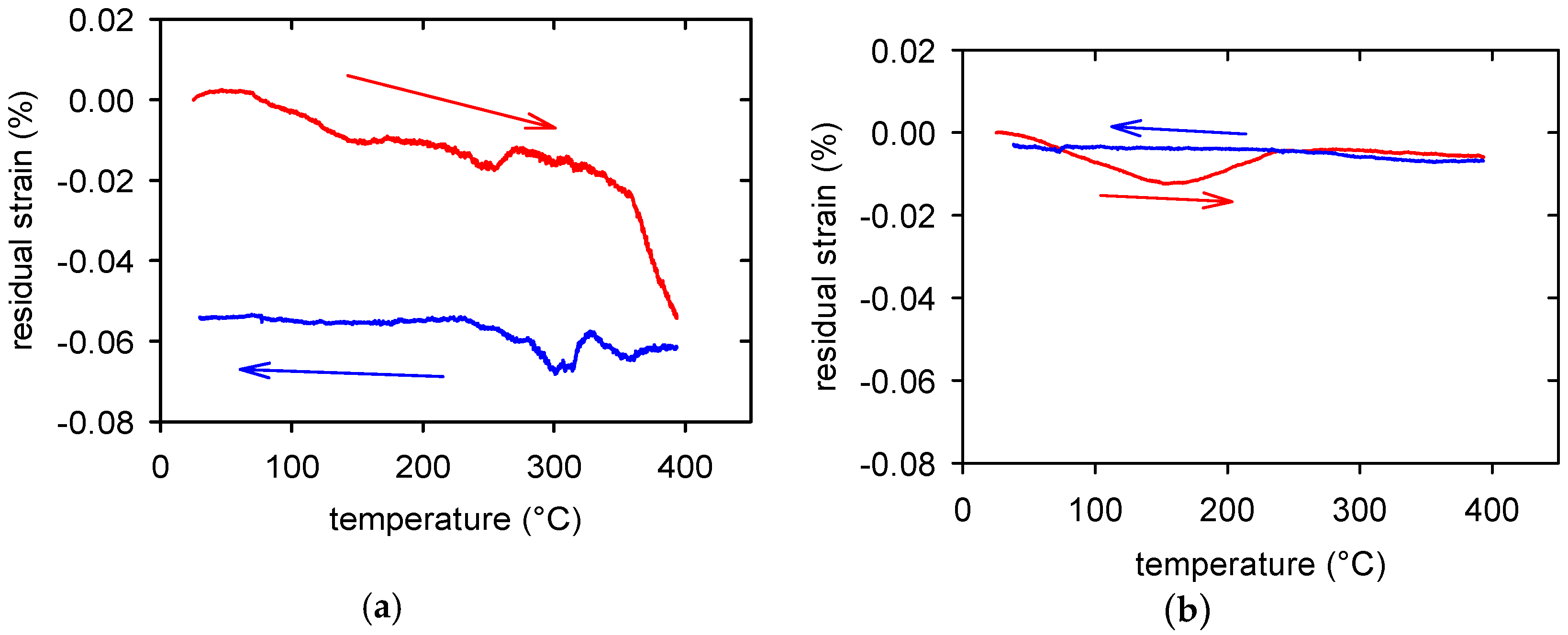
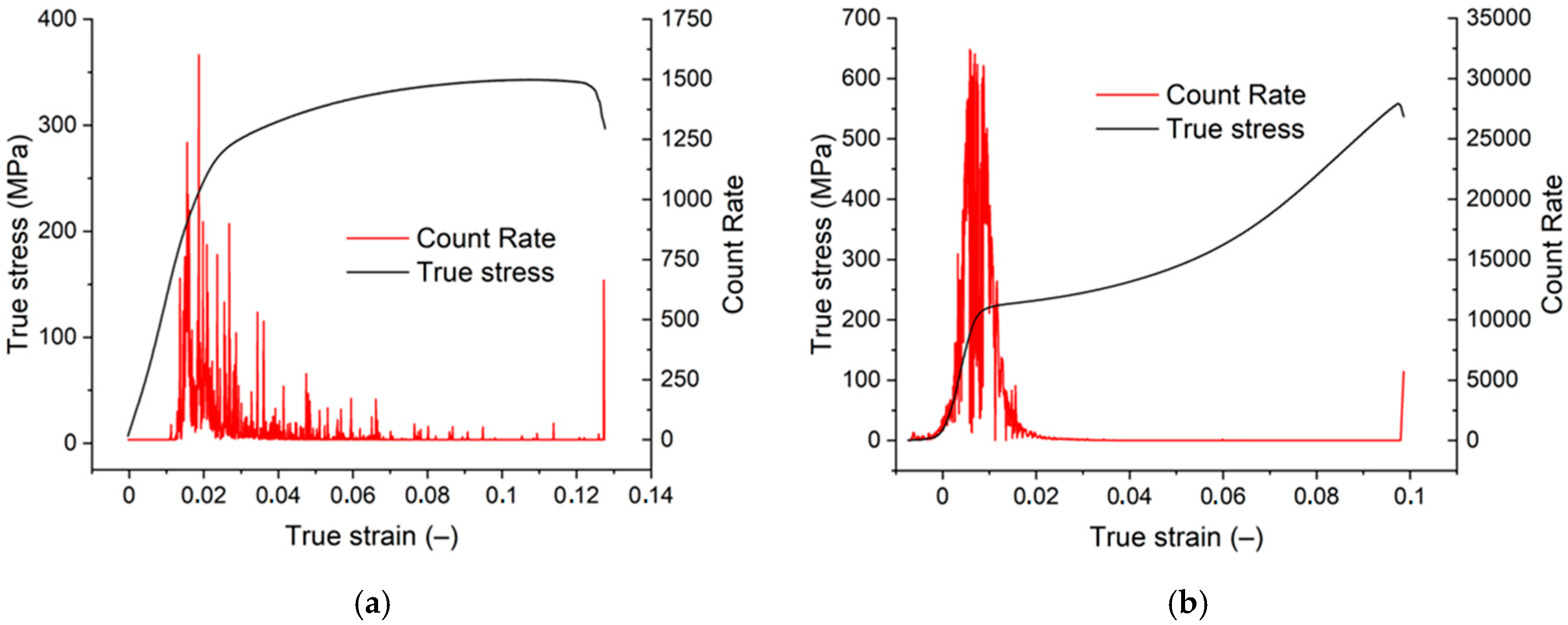
3.2. Deformation Curves
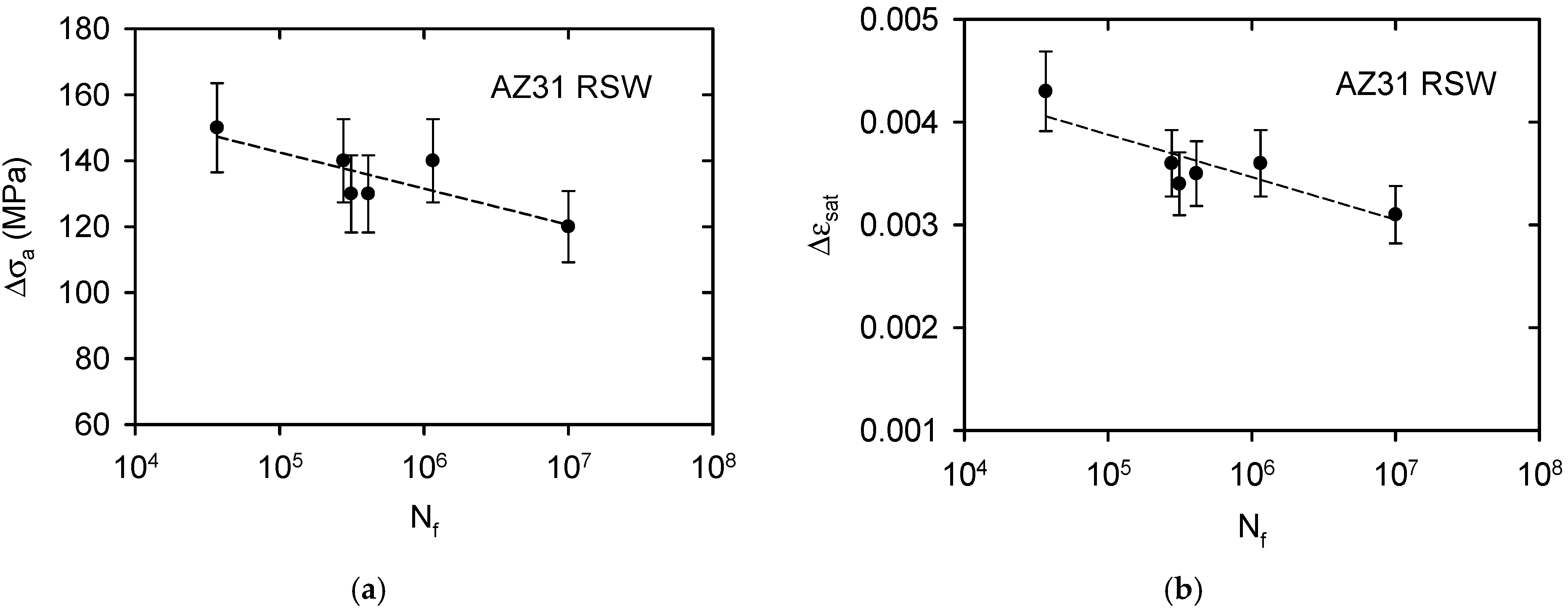
3.3. Fatigue
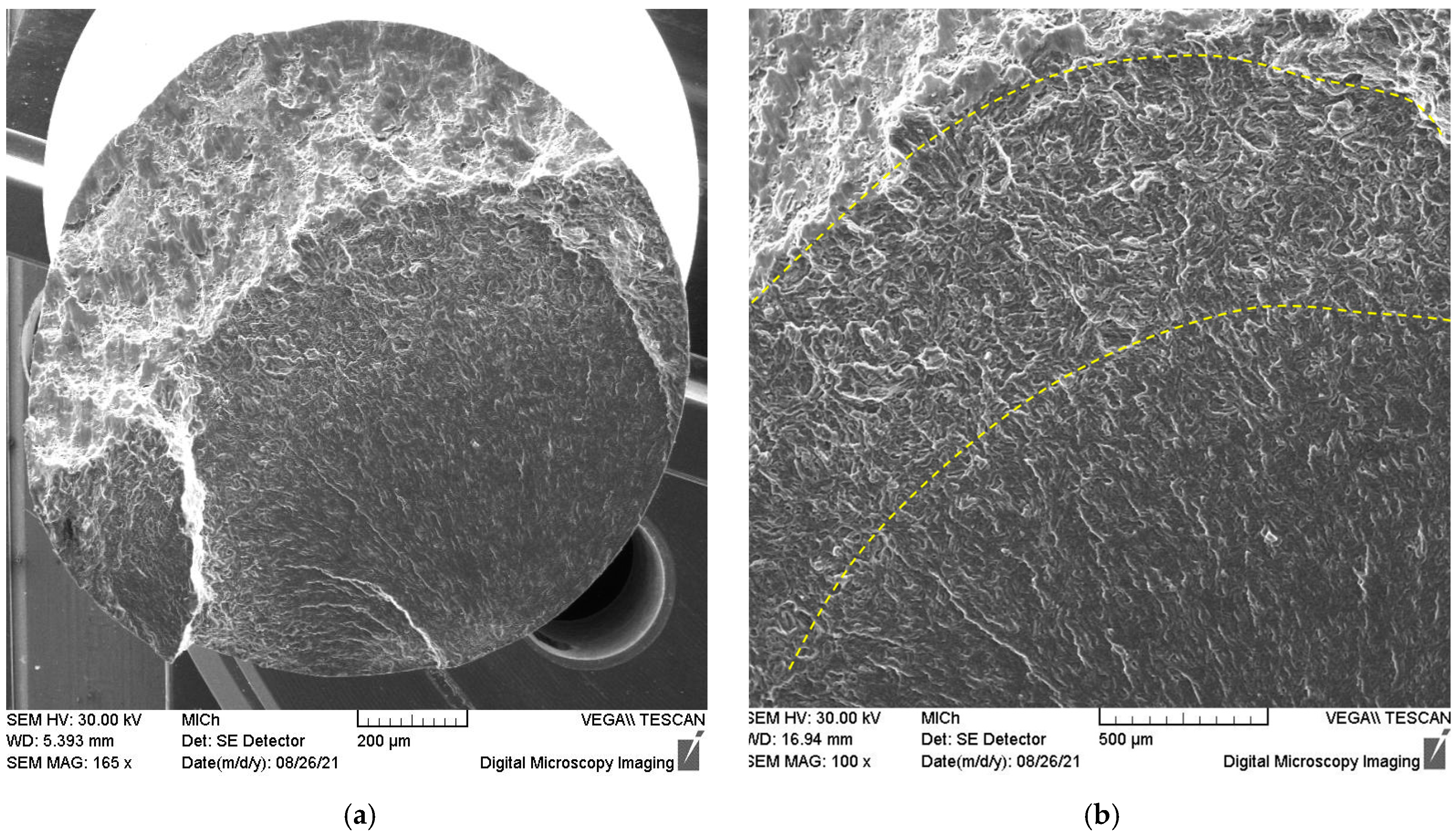
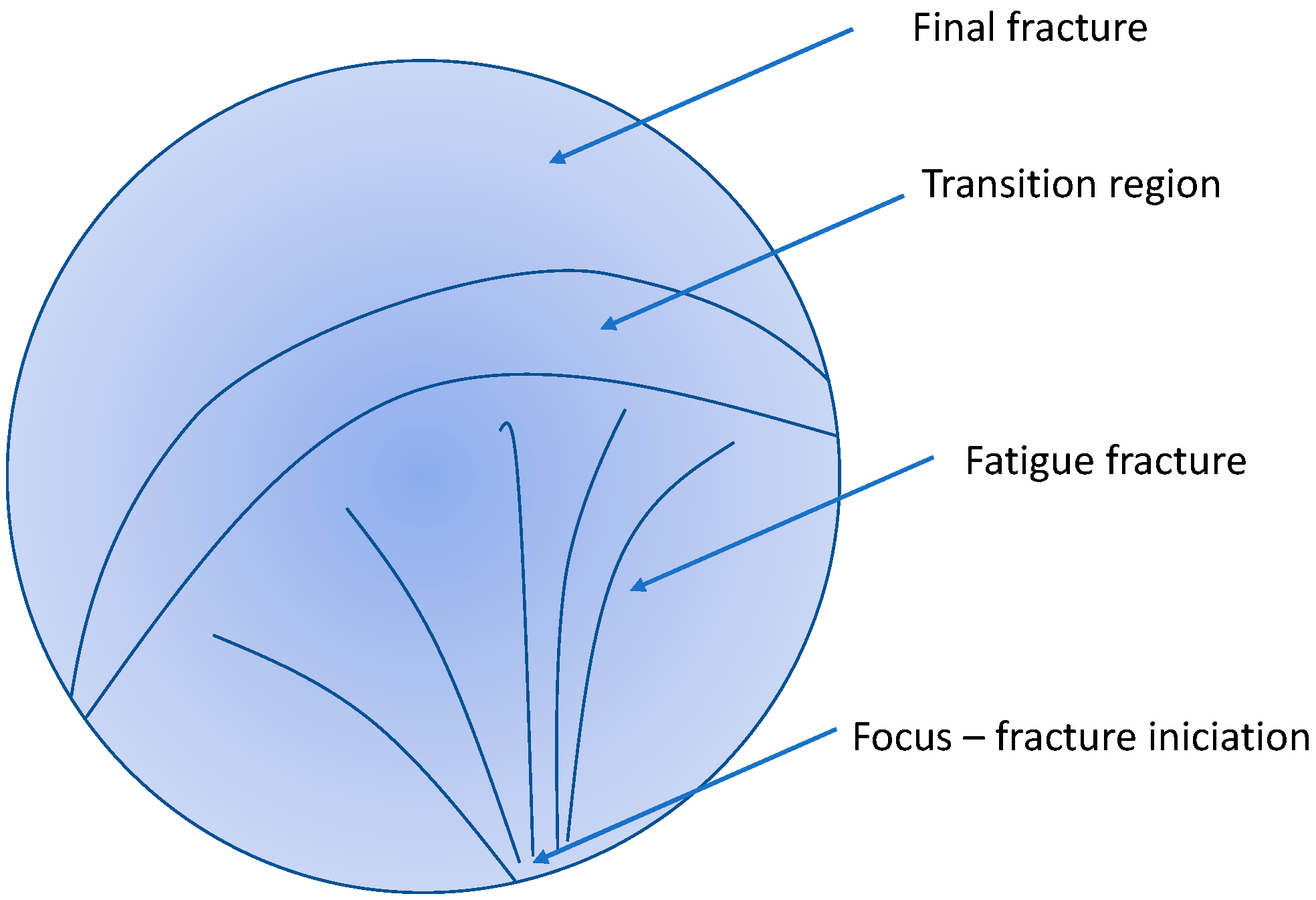
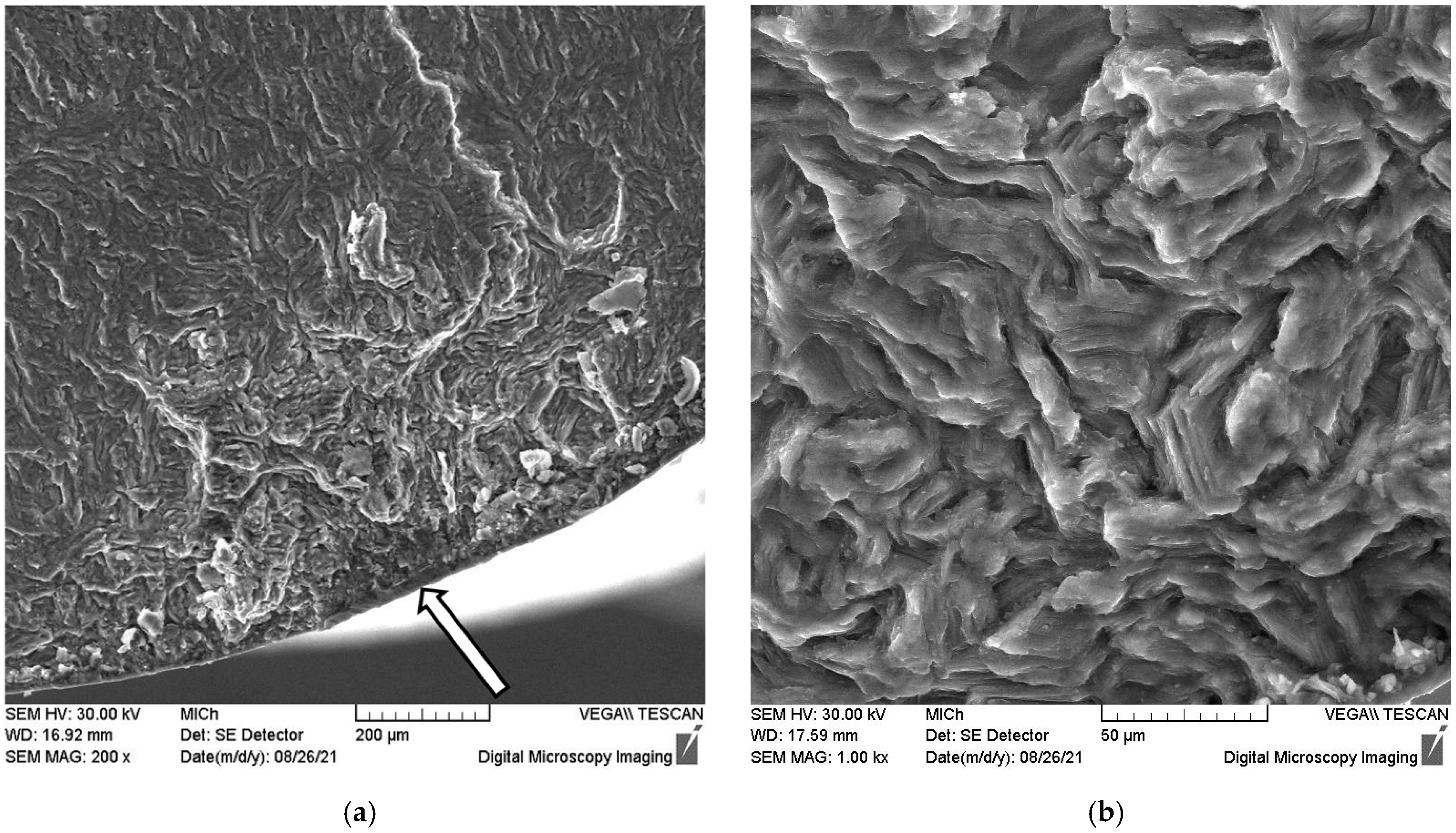
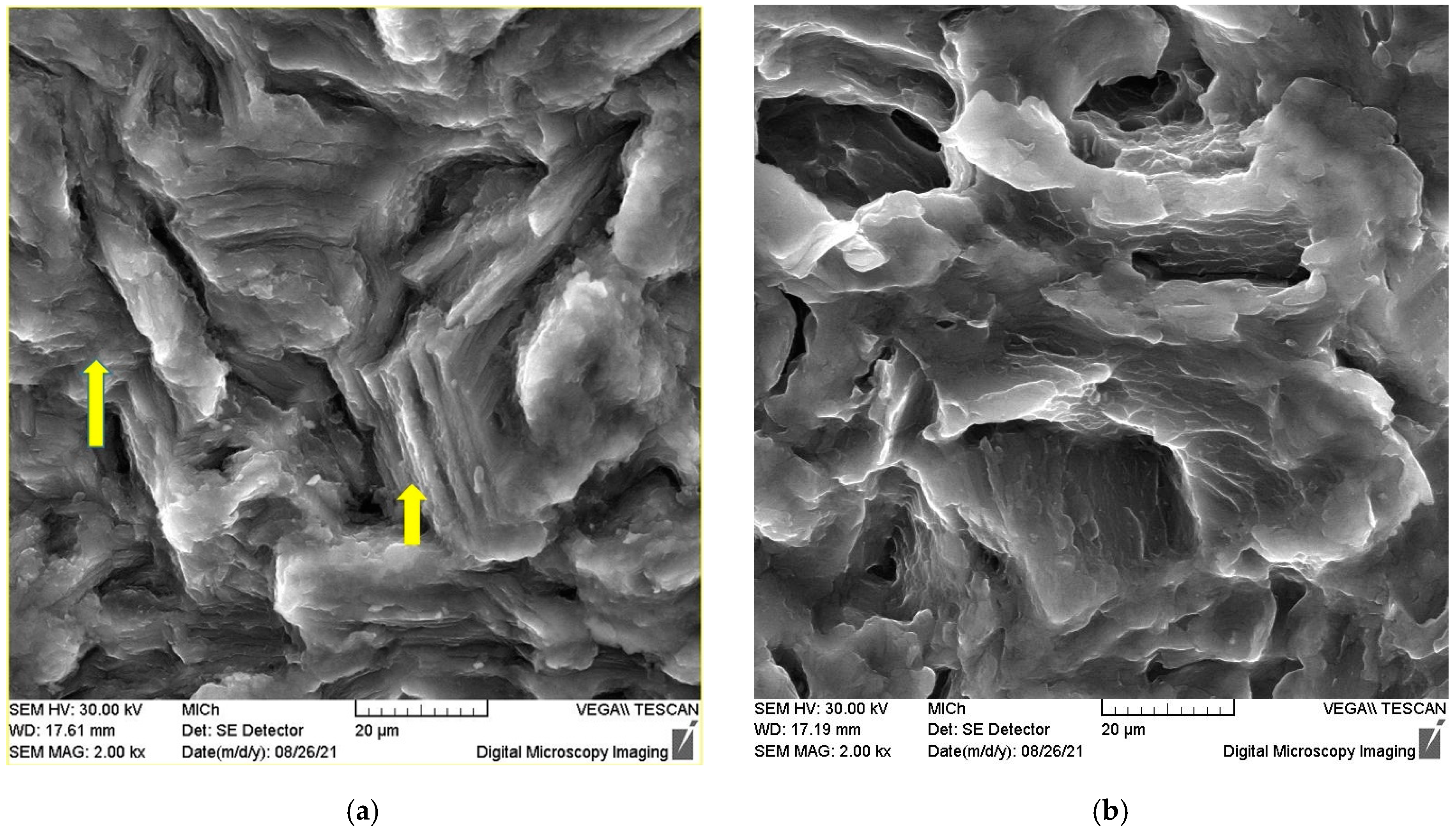
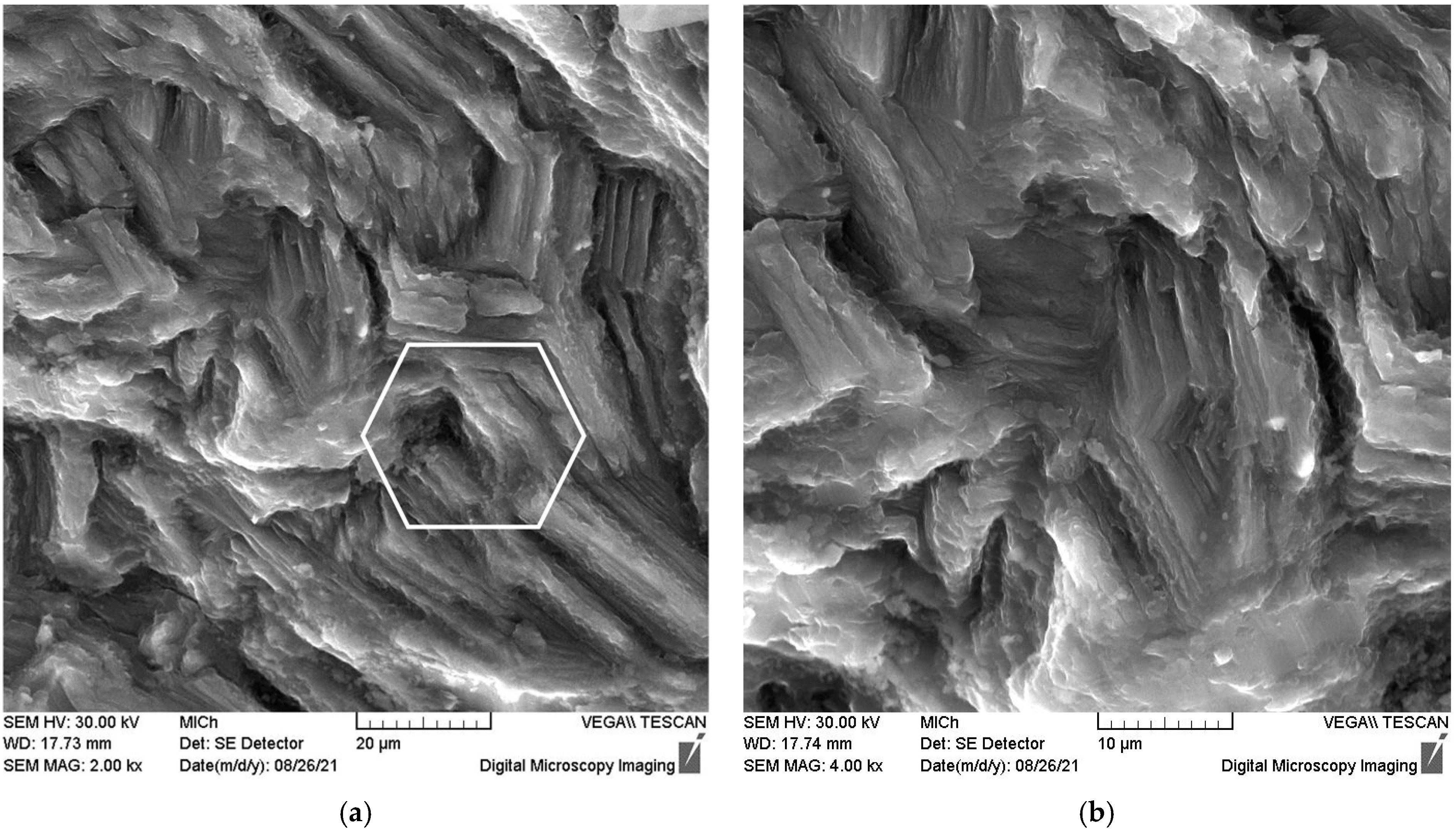
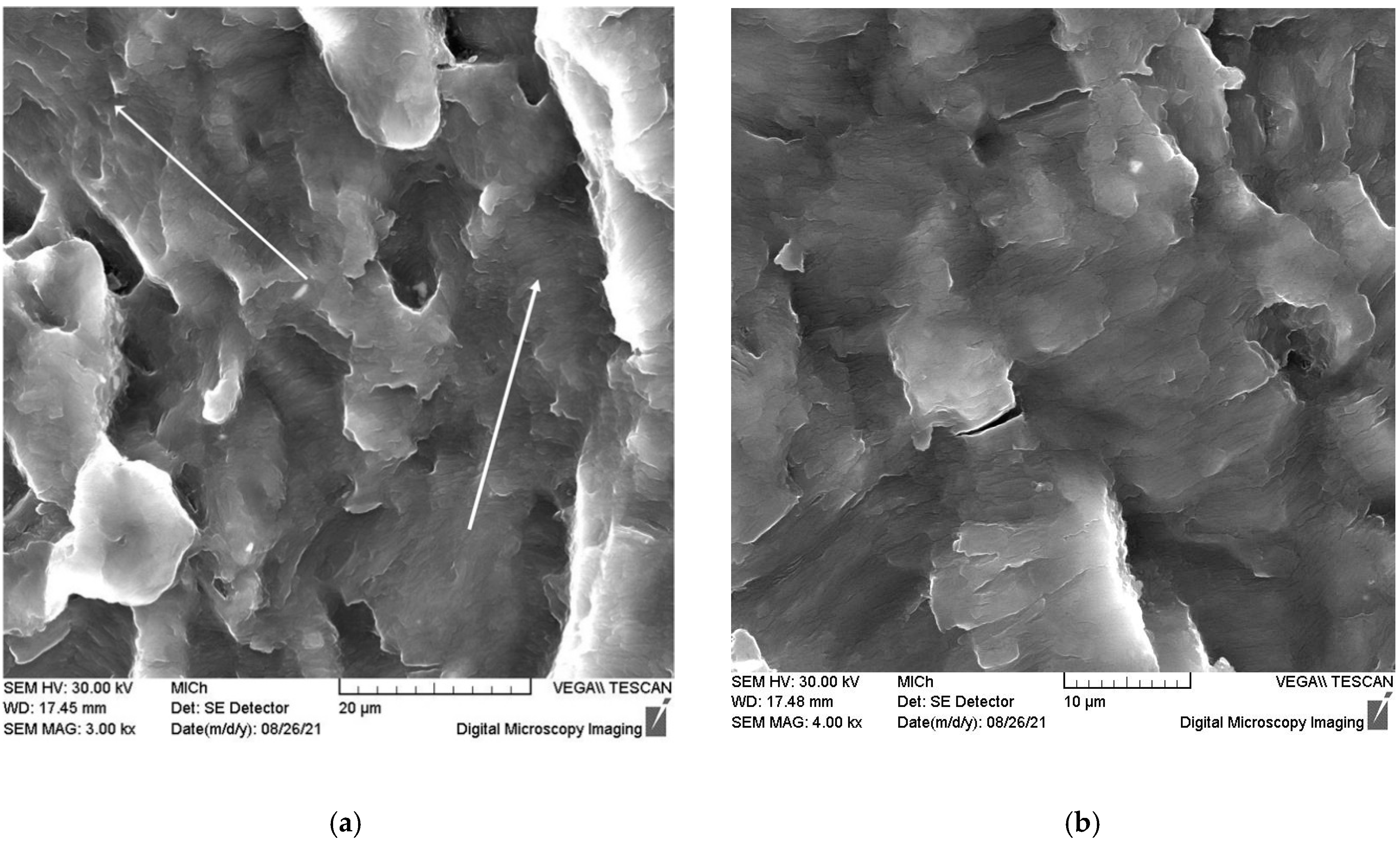
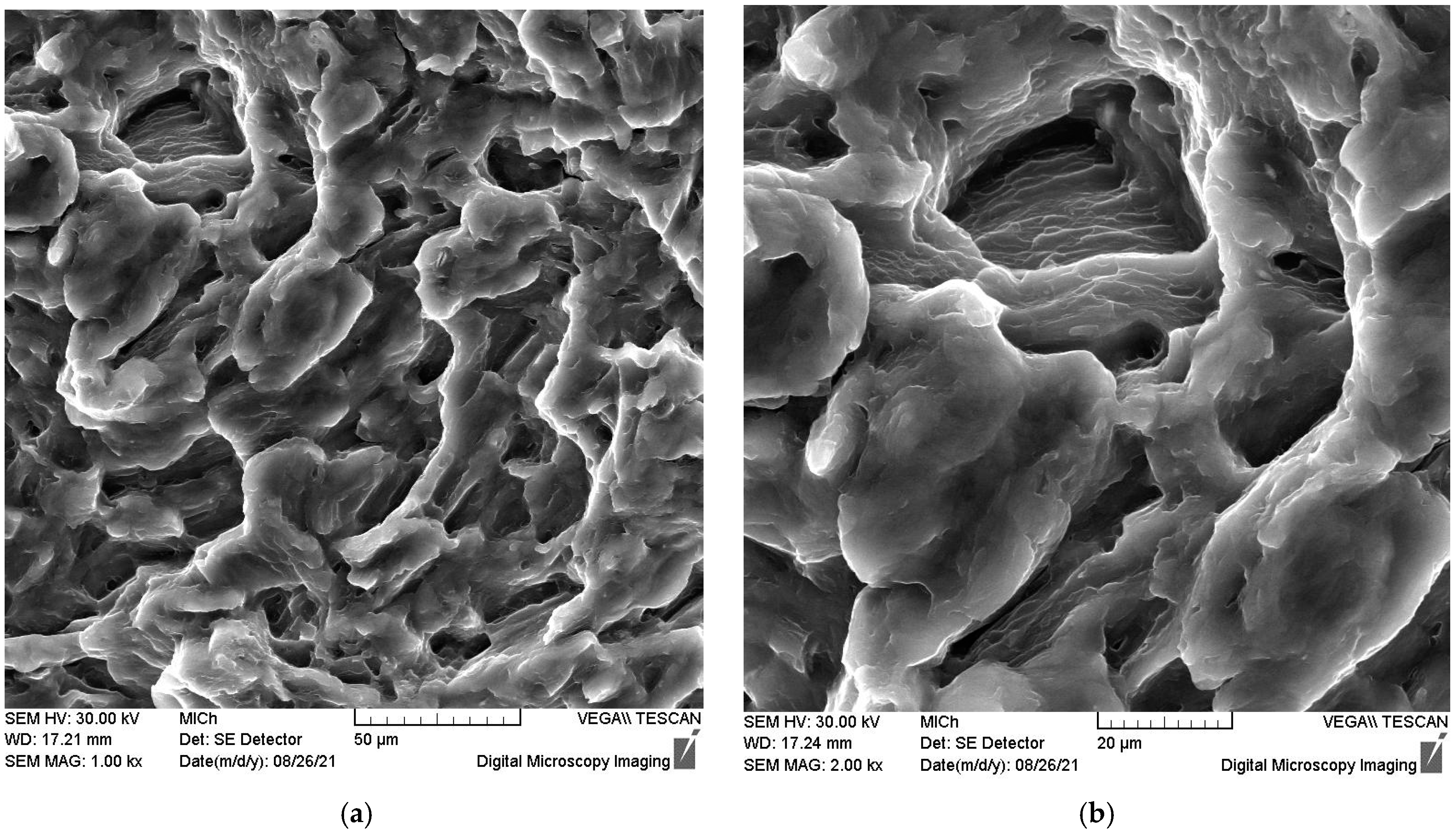
3.4. Fracture Surface
4. Discussion
4.1. Fatigue Mechanisms
4.2. Fatigue Behaviour
4.3. Fracture Mechanism(s)
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Estrin, Y.; Vinogradov, A. Extreme grain refinement by severe plastic deformation: A wealth of challenging science. Acta Mater. 2013, 61, 782–817. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Mao, Q.; Liu, Y.; Zhao, Y. A review on mechanical properties and microstructure of ultrafine grained metals and alloys processed by rotary swaging. J. Alloy. Compd. 2022, 896, 163122. [Google Scholar] [CrossRef]
- Trojanová, Z.; Džugan, J.; Halmešová, K.; Németh, G.; Lukáč, P.; Minárik, P.; Bohlen, J. Influence of Accumulative Roll Bonding on the Texture and Tensile Properties of an AZ31 Magnesium Alloy Sheets. Materials 2018, 11, 73. [Google Scholar] [CrossRef] [Green Version]
- Lukáč, P.; Trojanová, Z.; Džugan, J.; Halmešová, K. Mechanical and physical properties of Mg alloys prepared by SPD methods. COMAT 2020; In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2021; Volume 1178, p. 012042. [Google Scholar] [CrossRef]
- Máthis, K.; Köver, M.; Stráská, J.; Trojanová, Z.; Džugan, J.; Halmešová, K. Micro-Tensile Behavior of Mg-Al-Zn Alloy Processed by Equal Channel Angular Pressing (ECAP). Materials 2018, 11, 1644. [Google Scholar] [CrossRef] [Green Version]
- Trojanová, Z.; Drozd, Z.; Mathis, K.; Kövér, M.; Džugan, J.; Lukáč, P.; Halmešová, K. Anisotropy of Mechanical Properties of an AZ31 Alloy Prepared by SPD Method. Adv. Mater. Lett. 2019, 10, 887–892. [Google Scholar] [CrossRef]
- Drozd, Z.; Trojanová, Z.; Halmešová, K.; Džugan, J.; Lukáč, P.; Minárik, P. Anisotropy of thermal expansion in an AZ31 Magnesium Alloy Subjected to the Accumulative Roll Bonding. Acta Phys. Pol. A 2018, 134, 820–823. [Google Scholar] [CrossRef]
- Mises, R.V. Mechanik der festen Körper im plastisch–deformable state. Nachr. Ges. Wiss. Zu Göttingen Math.-Phys. Kl. 1913, 1, 582–592. [Google Scholar]
- Wu, J.; Jin, L.; Dong, J.; Wang, F.; Dong, S. The texture and its optimization in magnesium alloy. J. Mater. Sci. Technol. 2020, 42, 175–179. [Google Scholar] [CrossRef]
- Wu, Y.; Zhang, F.; Yuan, X.Y.; Huang, H.L.; Wen, X.C.; Wang, Y.H.; Zhang, M.Y.; Wu, H.H.; Liu, X.J.; Wang, H.; et al. Short-range ordering and its effects on mechanical properties of high-entropy alloys. J. Mater. Sci. Technol. 2021, 62, 214–220. [Google Scholar] [CrossRef]
- Mirza, A.; Chen, D.L.; Li, D.J.; Zeng, X.Q. Low cycle fatigue of an extruded Mg-3Nd-0.22Zn-0.5Zr magnesium alloy. Mater. Des. 2014, 64, 63–73. [Google Scholar]
- Murugan, G.; Radhukandan, K.; Pillai, U.T.S.; Pai, B.C.; Mahadevan, K. High cyclic fatigue characteristics of gravity cast AZ91 magnesium alloy subjected to transverse load. Mater. Des. 2009, 30, 2636–2641. [Google Scholar] [CrossRef]
- Eisenmeier, G.; Holzwarth, B.; Höppel, H.W.; Mugrabi, H. Cyclic deformation and fatigue behaviour of the magnesium alloy AZ91. Mater. Sci. Eng. A 2001, 319, 578–582. [Google Scholar] [CrossRef]
- Shih, T.S.; Liu, W.S.; Chen, Y.J. Fatigue of as extruded AZ61A magnesium alloy. Mater. Sci. Eng. A 2002, 325, 152–162. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, Z.; Wang, Y.; Liu, Z. Cyclic deformation behavor of high pressure die casting alloy AM50. J. Mater. Sci. Lett. 1999, 18, 1567–1569. [Google Scholar]
- Ishihara, S.; Nan, Z.; Goshima, T. Effect of microstructure on fatigue behavior of AZ31 magnesium alloy. Mater. Sci. Eng. A 2007, 468, 468–470. [Google Scholar] [CrossRef]
- Horstemeyer, M.F.; Yang, N.; Gall, K.; McDowell, D.L.; Fan, J.; Gullett, P.M. High cycle fatigue of a die cast AZ91E-T4 magnesium alloy. Acta Mater. 2004, 52, 1327–1336. [Google Scholar] [CrossRef]
- Trojanová, Z.; Palček, P.; Chalupová, M.; Lukáč, P.; Hlaváčová, I. High frequency cycling behaviour of three AZ magnesium alloys—Microstructural characterization. Int. J. Mater. Res. 2016, 107, 903–915. [Google Scholar] [CrossRef]
- Zúberová, Z.; Kunz, L.; Lamark, T.T.; Estrin, Y.; Janeček, M. Fatigue and tensile behavior of cast, hot-rolled, and severely plastically deformed AZ31 magnesium alloy. Metall. Mater. Trans. A 2007, 38A, 1934–1940. [Google Scholar] [CrossRef]
- Matsuzuki, M.; Horibe, S. Analysis of fatigue damage process in magnesium alloy AZ31. Mater. Sci. Eng. A 2009, 504, 169–174. [Google Scholar] [CrossRef]
- Horynová, M.; Zapletal, J.; Doležal, P.; Gejdoš, P. Evaluation of fatigue life of AZ31 magnesium alloy fabricated by squeeze casting. Mater Des. 2013, 45, 253–264. [Google Scholar] [CrossRef]
- Fintová, S.; Kunz, L. Fatigue properties of magnesium alloy AZ91 processed by severe plastic deformation. J. Mech. Behav. Biomed. 2015, 42, 219–228. [Google Scholar] [CrossRef] [PubMed]
- Kim, Y.J.; Cha, J.E.W.; Kim, H.J.; Kim, Y.M.; Park, S.H. Low-cycle fatigue properties and unified fatigue life prediction equation of hot-rolled twin-roll-cast AZ31 sheets with different thicknesses. Mater. Sci. Eng. A 2022, 833, 142349. [Google Scholar] [CrossRef]
- Wang, Y.; Culbertson, D.; Jiang, Y. An experimental study of anisotropic fatigue behavior of rolled AZ31B magnesium alloy. Mater. Design. 2020, 186, 108266. [Google Scholar] [CrossRef]
- Nakai, Y.; Kikuchi, S.; Asayama, K.; Yoshinada, H. Effects of texture and stress sequence on twinning, detwinning and fatigue crack initiation in extruded magnesium alloy AZ31. Mater. Sci. Eng. A 2021, 826, 141941. [Google Scholar] [CrossRef]
- Sakai, Y.; Saka, M.; Yoshida, H.; Asayama, K.; Kikuchi, S. Fatigue crack initiation site and propagation paths in high-cycle fatigue of magnesium alloy AZ31. Inter. J. Fatigue 2019, 123, 248–254. [Google Scholar]
- Jamali, A.; Ma, A.; Lorca, J. Influence of grain size and grain boundary misorientation on the fatigue crack initiation mechanisms of textured AZ31 Mg alloy. Scr. Mater. 2022, 207, 114304. [Google Scholar] [CrossRef]
- Ayer, Ö. Effect of die parameters on the grain size, mechanical properties and fracture mechanism of extruded AZ31 magnesium alloys. Mater. Sci. Eng. A 2020, 793, 139887. [Google Scholar] [CrossRef]
- Lu, H.; Yin, R.; Zou, Q.; Zhang, J.; Liu, Z.; Zhang, X. Effects of micro-twin lamellar structure on the mechanical properties and fracture morphology of AZ31 Mg alloy. Mater. Sci. Eng. A 2019, 735, 221–230. [Google Scholar] [CrossRef]
- Trojanová, Z.; Drozd, Z.; Škraban, T.; Minárik, P.; Džugan, J.; Halmešová, K.; Németh, G.; Lukáč, P.; Chmelík, F. Effect of Rotary Swaging on Microstructure and Mechanical Properties of an AZ31 Magnesium Alloy. Adv. Eng. Mater. 2019, 22, 1900596. [Google Scholar] [CrossRef]
- Trojanová, Z.; Drozd, Z.; Halmešová, K.; Džugan, J.; Škraban, T.; Minárik, P.; Németh, G.; Lukáč, P. Strain Hardening in an AZ31 Alloy Submitted to Rotary Swaging. Materials 2021, 14, 157. [Google Scholar] [CrossRef]
- Braszczyńska-Malik, K.N. Discontinuous and continuous precipitation in magnesium–aluminium type alloys. J. Alloy. Compd. 2009, 477, 870–876. [Google Scholar] [CrossRef]
- Ohno, M.; Mirkovic, D.; Schmid-Fetzer, R. Liquidus and solidus temperatures of Mg-richMg-Al-Mn-Zn alloys. Acta Mater. 2006, 54, 3883–3891. [Google Scholar] [CrossRef]
- Minárik, P.; Zemková, M.; Král, R.; Mhaede, M.; Wagner, L.; Hadzima, B. Effect of Microstructure on the Corrosion Resistance of the AE42 Magnesium Alloy Processed by Rotary Swaging. Acta Phys. Pol. A 2015, 128, 805–807. [Google Scholar] [CrossRef]
- Armstrong, R.W.; Balasubramanian, N. Unified Hall-Petch description of nano-grain nickel hardness, flow stress and strain rate sensitivity measurements. AIP Adv. 2017, 7, 085010-1-5. [Google Scholar] [CrossRef]
- Meyers, M.A.; Vohringer, O.; Lubarda, V.A. The onset of twinning in metals: A constitutive description. Acta Mater. 2001, 49, 4025–4039. [Google Scholar] [CrossRef]
- Somekawa, H.; Mukai, T. Hall-Petch relation for deformation twinning in solid solution magnesium alloys. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2013, 561, 378–385. [Google Scholar] [CrossRef]
- Máthis, K.; Chmelík, F.; Janeček, M.; Hadzima, B.; Trojanová, Z.; Lukáč, P. Investigating deformation processes in AM60 magnesium alloy using the acoustic emission technique. Acta Mater. 2006, 54, 5361–5366. [Google Scholar] [CrossRef]
- Máthis, K.; Čapek, J.; Zdražilová, Z.; Trojanová, Z. Investigation of tension-compression asymmetry of magnesium by use of the acoustic emission technique. Mater. Sci. Eng. A 2011, 528, 5904–5907. [Google Scholar] [CrossRef]
- Klimanek, P.; Pötzsch, A. Microstructure evolution under compressive plastic deformation of magnesium at different temperatures and strain rates. Mater. Sci. Eng. A 2002, 324, 145–150. [Google Scholar] [CrossRef]
- Máthis, K.; Csiszar, G.; Čapek, J.; Gubicza, J.; Clausen, B.; Lukáš, P.; Vinogradov, A.; Agnew, S.R. Effect of the loading mode on the evolution of the deformation mechanism in randomly textured magnesium polycrystals—Comparison of the experimental and modeling results. Inter. J. Plast. 2015, 72, 127–150. [Google Scholar] [CrossRef] [Green Version]
- Koike, J. Enhanced deformation mechanisms by anisotropic plasticity in polycrystalline Mg alloys. Metall. Mater. Trans. A 2007, 36, 1689–1696. [Google Scholar] [CrossRef]
- Lou, X.Y.; Li, M.; Boger, R.K.; Agnew, S.R.; Wagoner, R.H. Hardening evolution of AZ31 B Mg sheet. Int. J. Plast. 2007, 23, 44–86. [Google Scholar] [CrossRef]
- Bohlen, J.; Dobroň, P.; Nascimento, L.; Parfenenko, K.; Chmelík, F.; Letzig, D. The Effect of Reserved Loading Conditions on the Mechanical Behaviour of Extruded Magnesium Alloy AZ31. Acta Phys. Pol. A 2012, 122, 444–449. [Google Scholar] [CrossRef]
- Lamark, T.; Chmelík, F.; Estrin, Y.; Lukáč, P. Cyclic deformation of a magnesium alloy investigated by the acoustic emission technique. J. Alloy. Compd. 2004, 378, 202–206. [Google Scholar] [CrossRef]
- Agnew, S.R.; Tomé, C.N.; Brown, D.W.; Holden, T.M.; Vogel, S.C. Study of slip mechanisms in a magnesium alloy by neutron diffraction and modeling. Scr. Mater. 2003, 48, 1003–1008. [Google Scholar] [CrossRef]
- Hasegawa, S.; Tsuchida, Y.; Yano, H.; Matsui, M. Evaluation of low cycle fatigue life in AZ31 magnesium alloy. Int. J. Fatigue 2007, 29, 1839–1845. [Google Scholar] [CrossRef]
- Koike, J.; Ohyama, R.; Kobayashi, T.; Suzuki, M.; Maruyama, K. Grain-boundary sliding in AZ31 magnesium alloys at room temperature to 523 K. Mater Trans. 2003, 44, 445–451. [Google Scholar] [CrossRef] [Green Version]
- Frost, H.J.; Ashby, M.F. Deformation-Mechanism Maps—The Plasticity and Creep of Metals and Ceramics; Pergamon Press: Oxford, UK, 1982; p. 44. [Google Scholar]
- Lukáš, P.; Klesnil, M. Fatigue of Metallic Materials; Elsevier: Amsterdam, The Netherlands, 1992. [Google Scholar]
- Li, Q. Fatigue behaviour of fine-grained magnesium under tension-tension loading at 0 °C. Int. J. Fatigue 2021, 153, 106506. [Google Scholar] [CrossRef]
- Smith, K.N.; Watson, P.; Topper, T.H. A stress-strain function for the fatigue of metals. J. Mater. 1970, 5, 567–578. [Google Scholar]
- Jahed, H.; Varvanifarahani, A. Upper and lower fatigue life limits model using energy-based fatigue properties. Int J Fatigue 2006, 28, 467–473. [Google Scholar] [CrossRef]
- Yin, S.M.; Yang, F.; Yang, X.M.; Wu, S.D.; Li, S.X.; Li, G.Y. The role of twinning–detwinning on fatigue fracture morphology of Mg–3%Al–1%Zn alloy. Mater. Sci. Eng. A 2008, 494, 397–400. [Google Scholar] [CrossRef]
- Li, L.; Jie Yang, J.; Yang, Z.; Sun, Q.; Li Tan, L.; Zeng, Q.; Zhu, M. Towards revealing the relationship between deformation twin and fatigue crack initiation in a rolled magnesium alloy. Mater. Charact. 2021, 179, 111362. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | TYS (MPa) | UTS (MPa) | CYS (MPa) | CPS (MPa) | Tensile Strain | Compr. Strain |
|---|---|---|---|---|---|---|
| extruded | 102 | 341 | 98 | 374 | 0.20 | 0.09 |
| swaged | 154 | 329 | 186 | 428 | 0.17 | 0.13 |
| swaged + aged | 244 | 343 | 209 | 567 | 0.13 | 0.11 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trojanová, Z.; Drozd, Z.; Halmešová, K.; Džugan, J.; Hofrichterová, T.; Palček, P.; Minárik, P.; Škraban, T.; Nový, F. Fatigue in an AZ31 Alloy Subjected to Rotary Swaging. Materials 2022, 15, 7541. https://doi.org/10.3390/ma15217541
Trojanová Z, Drozd Z, Halmešová K, Džugan J, Hofrichterová T, Palček P, Minárik P, Škraban T, Nový F. Fatigue in an AZ31 Alloy Subjected to Rotary Swaging. Materials. 2022; 15(21):7541. https://doi.org/10.3390/ma15217541
Chicago/Turabian StyleTrojanová, Zuzanka, Zdeněk Drozd, Kristýna Halmešová, Ján Džugan, Tereza Hofrichterová, Peter Palček, Peter Minárik, Tomáš Škraban, and František Nový. 2022. "Fatigue in an AZ31 Alloy Subjected to Rotary Swaging" Materials 15, no. 21: 7541. https://doi.org/10.3390/ma15217541