3.2.1. Property Fitting and Data Analysis
Evaluation of the foaming agents should be considered in two ways: foaming and foam stability [
32]. Previous studies have shown that the stability of foaming agents using protein foaming agents is very high. However, their foaming property is inadequate. A foam’s stability is determined by two factors: the stiffness of the foam film and the time taken for the liquid to evaporate. A foam film prepared by a protein foaming agent has high rigidity and is hard to break, because an active material with high molecular weight has a strong interaction force [
12]. Therefore, after analysis, we agreed to take foaming as the measurement standard in this study.
For the comprehensive single-factor test results, the experimental data for the response surface analysis were designed using the BBD design, as shown in
Table 4. Different experimental conditions correspond to the foam’s foaming range of 420–489.5 mL. The 20 groups of experimental data that were designed were analyzed using Design Expert software. The empirical relationship between foam stability and the three experimental variables was analyzed using response surface methodology. The fitting model for predicting the foaming property is shown in Formula (3). The independent variables X
1, X
2, and X
3 represent pH, reaction temperature, and reaction time, respectively, and the dependent variable Y represents the bubble foaming property.
In order to analyze the variance of the data, the RSM was used, and the results can be seen in
Table 5. The coefficient of determination (R
2) indicates the proportion of variance in the data that the model can explain or account for. With an R
2 value of 0.9847, it is indicated that only 1.53% of the total variation cannot be explained by the model, suggesting reasonable agreement between the observed values and the predicted values. F-values that are greater than 0.05 indicate that the model does not fit, and the value of the variation coefficient (CV) is 0.93%. This is enough to confirm the high reliability of the model. Therefore, if we change the experimental variables, we can use the model to reasonably predict the foaming properties of the bubbles.
Each independent variable’s p-value indicates its significance, with smaller p-values indicating greater significance [
33]. The F-value indicates that hydrolysis temperature (X
2) and pH (X
1) have the highest influence on protein foaming ability, followed by hydrolysis time (X
3).
3.2.2. Response Surface Experimental Analysis
The relationship between independent variables and dependent variables is clearly described by fitting the experimental data (
Figure 4).
The effects of the independent variables X
1 and X
2 on the foaming property areshown in
Figure 4a. As shown in the
Figure 4, when the value of X
1 of the independent variable is between 9 and 10, with an increase in ionic concentration, the conditions for foam stability are created. At the same time, the foaming property increased with an increase in the independent variables X
1 and X
2. Because protein molecules are hydrophobic, foam liquid membranes can adsorb them, and the foam liquid film can be negatively or positively charged at the same time. Due to the increase in the independent variable X
1, the liquid film surface can carry the same charge. It is possible to prevent the physical drainage of the foam liquid film via the electrostatic repulsion generated by the impact of the charge on the surface of the liquid film, thereby prolonging the time for foam stabilization [
34]. By observing the contour map, it can be concluded that when the independent variable X
2 is in the range of 45–55 °C and X
1 is about 10, the performance of the dependent variable is the highest (>480 mL). When the independent variable exceeds this optimal range, the solution environment becomes bad, resulting in a decrease in protein content. Because of the possible Maillard reaction, the foaming capacity of the foam decreases [
35]. Additionally, since the
p-value of 0.5566 shows that the independent variables X
1 and X
2 have slight interdependence, the fact that the independent variables X
1 and X
2 may interact in a minor manner may not be significant in influencing the dependent variable (
Table 5) [
24].
Figure 4b depicts the influence of the independent variables X
1 and X
3 on the dependent variables. According to the contour map, the dependent variable is the highest (>480 mL) when the independent variable X
1 is 10 and the independent variable X
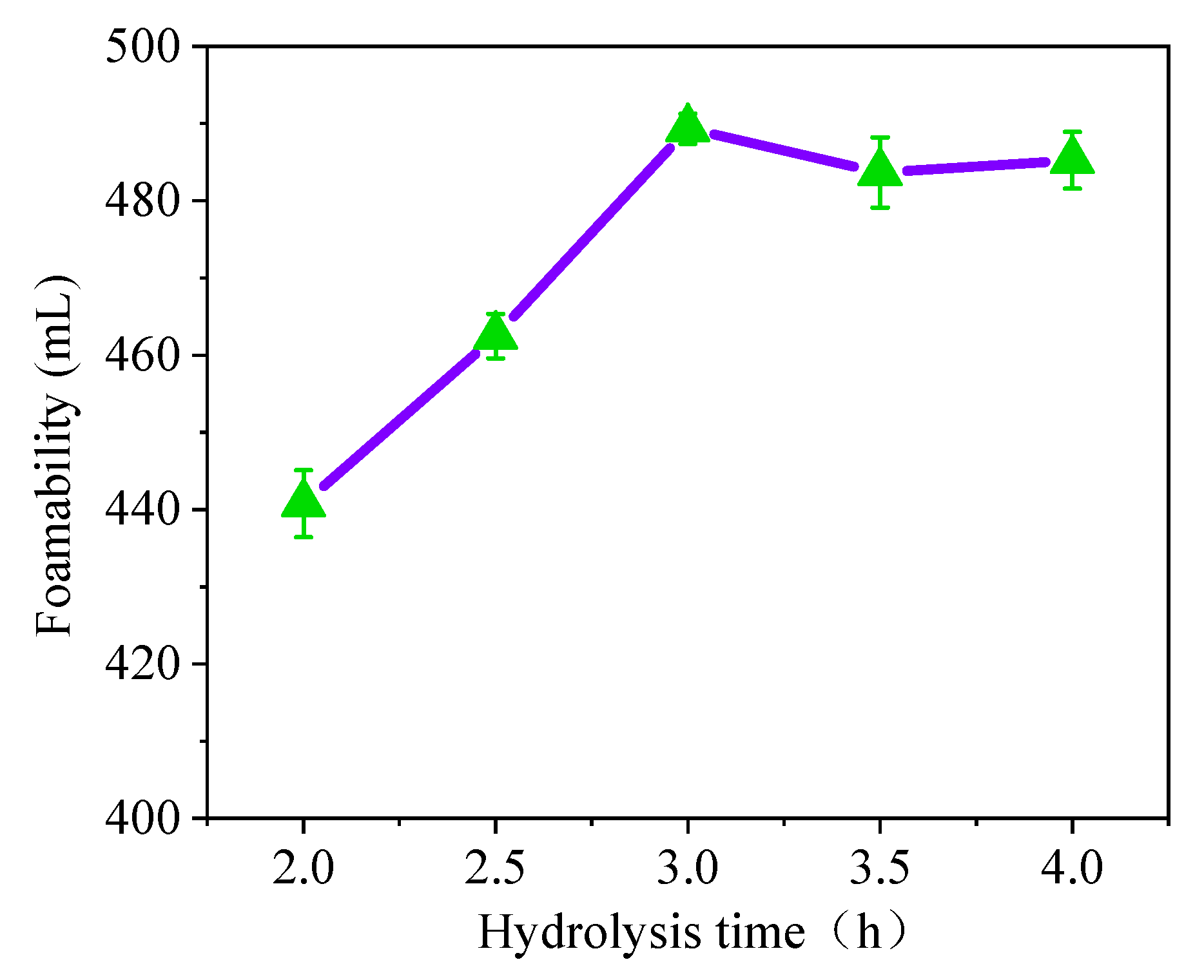
3 is between 2.5 h and 3.5 h. When the independent variable X
1 is high, the protein will be denatured and will not dissolve in the solution. With an increase in the independent variable X
3, the value of the dependent variable is always low [
36]. Although strong alkali will saponify the membrane lipid, the effect on the dependent variable is not obvious. The dependent variable is improved only when the independent variable X
3 is about 3 h. However, when the independent variable X
1 is low, it is conducive to the breaking of cell wall with an increase in reaction time; however, when the reaction time is too long, it may lead to the denaturation of protein molecules, so it is not conducive to the improvement of the dependent variable.
The interaction between the independent variables X
2 and X
3 is obvious (
Figure 4). When the reaction temperature is in a relatively soft environment, the independent variable X
3changes between 2.5 h and 3.5 h, and the value of the dependent variable is the highest. When the reaction solution is hot and alkaline, it will not only reduce the high-temperature resistance of the cell wall, but will also accelerate the hydrolysis of organic matter, resulting in the rapid rupture of the cell wall [
14]. The higher the degree of cell wall rupture, the more protein molecules release, so a large number of protein molecules will produce more bubbles. It should be noted that the higher independent variables, X
1 and X
3, will lead to protein molecule failure. With the bond breaking within and between protein molecules, a large number of hydrophobic amino acids will appear in the solution. This reaction will improve the softness and hydrophobicity of the protein molecules [
37]. However, when the independent variable X
2 is greater than 55 °C, no matter what the reaction temperature is, the dependent variable will decrease significantly. When the reaction environment becomes bad, it will not only reduce the value of the dependent variable, but will also produce an unpleasant smell of ammonia because the protein is over-hydrolyzed.
As mentioned above, the changes in X1, X2, and X3 can significantly promote cell fragmentation and protein degradation, so as to improve the foaming property of the product. It should be noted that if the variables involved in the reaction exceed a certain value, some adverse reactions may occur and the dependent variable will be reduced.
3.2.3. Model Verification and Adjustment
According to the results of the response surface analysis, when the independent variable X1 of the model is 10.197, X2 is 50.538 °C, and X3 is 3.105 h, the highest dependent variable (491.5 mL) can be obtained. Considering the operability of the experiment, the optimal conditions of the independent variables are corrected as X1 = 10.2, X2 = 50.5 °C, X3 = 3 h.
This foaming experiment was repeated three times in accordance with what had been predicted by the model, and the average value of the dependent variable was 486 mL, which was very close to what had been predicted by the model.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}