
Selective Laser Melted Magnesium Alloys: Fabrication, Microstructure and Property
Abstract
:1. Introduction
2. Fabrication of Magnesium Alloy with Selective Laser Melting
2.1. Influence of Magnesium Alloy Powder
2.1.1. Alloying Elements of Mg in SLM
2.1.2. Shape and Size of Alloy Powder
2.2. Influence of SLM Process Parameters
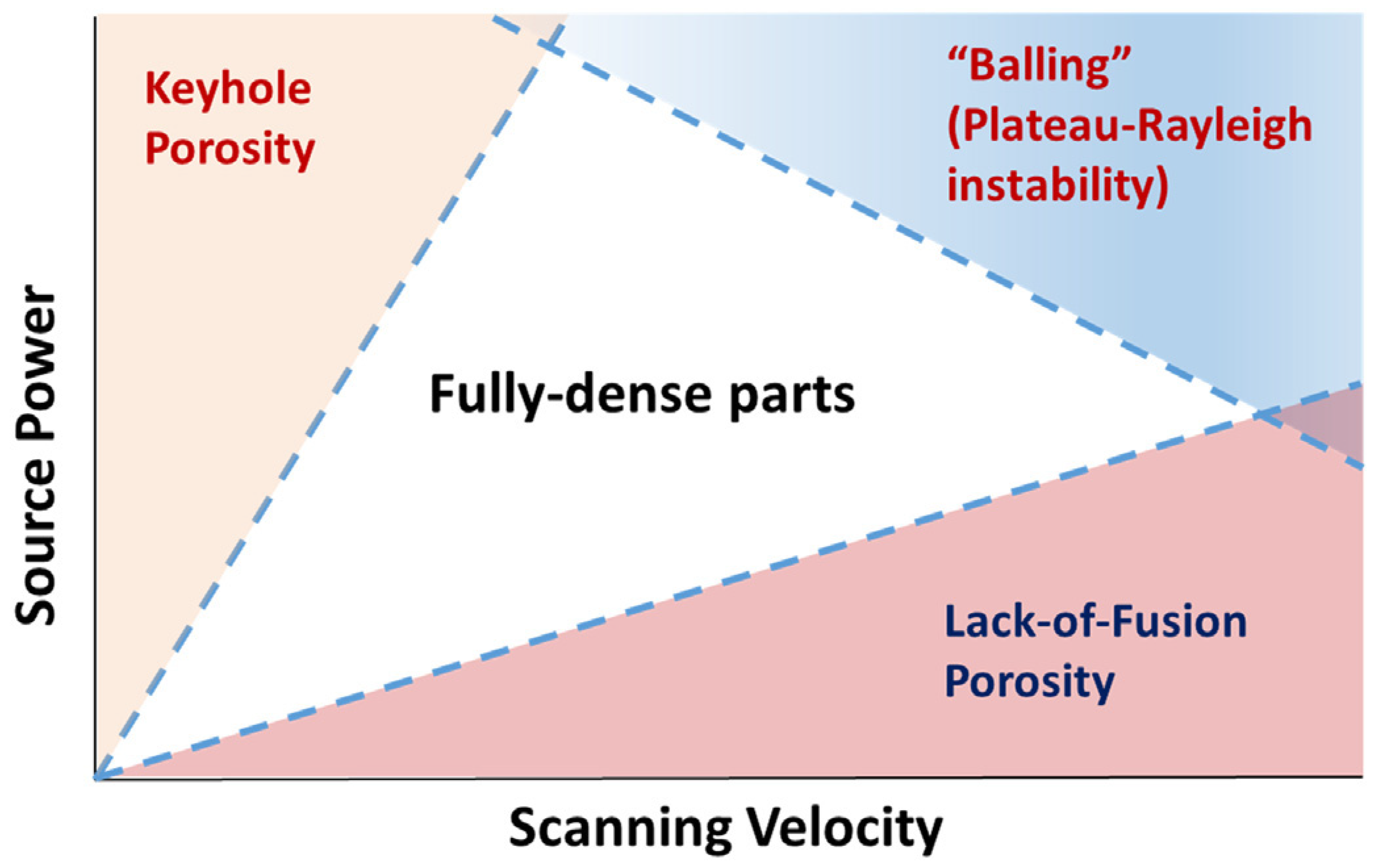
2.2.1. Laser Energy Density
2.2.2. Scanning Speed and Spacing
2.2.3. Thickness of Powder Layer
3. Microstructure of SLMed Samples
4. Properties
4.1. Mechanical Property
4.1.1. Hardness
4.1.2. Tensile Properties
4.1.3. Fracture Behavior
4.1.4. Effect of Heat Treatments on the Mechanical Properties
4.1.5. Abrasion Resistance
4.2. Corrosion Resistance Properties
5. Potential Applications
6. Opportunities and Challenges
7. Summary
- (1)
- High quality powder is the key to improve the manufacturing of magnesium alloy additive. Raw materials are one of the other factors that affect the synthetic properties of SLMed magnesium. Reducing the distribution range of powder particle size, improving the quality of powder, and combining magnesium with other alloy elements can improve product performance. At present, there is no validated commercial magnesium alloy powder material for SLM, the development of new generation high performance magnesium alloy powder for SLM is the key to realize application of the SLMed Magnesium Alloys.
- (2)
- SLM process parameters involve laser power, scanning speed, overlapping distance, layer thickness, scanning angle and others. Adjusting printing parameters can improve tensile strength, hardness and finer microstructure. Due to the low boiling point and the good oxygen affinity of magnesium, violent evaporation splash, large amounts of smoke and dust and recoil pressure on the molten pool will affect the stable melting of the molten pool. During the forming process, appropriate laser energy input and effective gas circulation system can suppress the negative impact of evaporation splashing, thus achieving stable forming quality. It is of great significance to control the defects and increase the window of high-density forming process by adjusting the process parameters. Therefore, more research needs to be done to obtain the optimal printing parameters of various magnesium alloys.
- (3)
- Compared with other materials, Mg has some advantages such as weight, which makes it a potential material to reduce the weight of components in aerospace and automotive industries. In addition, the superior performance of magnesium as a biocompatible and biodegradable material, especially through solid-state laser processing, has attracted more attention to the use of solid-state laser processing of magnesium in the pharmaceutical industry. However, due to the poor corrosion resistance of magnesium alloys, their applications are limited. How to improve the degradation rate of magnesium and its magnesium alloys is the key problem in the application of magnesium alloys.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, C.; Lin, J.; Liu, H. Magnesium-based Biodegradable Materials for Biomedical Applications. MRS Adv. 2018, 3, 2359–2364. [Google Scholar] [CrossRef]
- Zhang, W.-n.; Wang, L.-z.; Feng, Z.-x.; Chen, Y.-m. Research progress on selective laser melting (SLM) of magnesium alloys: A review. Optik 2020, 207, 163842. [Google Scholar] [CrossRef]
- Ke, W.C.; Oliveira, J.P.; Ao, S.S.; Teshome, F.B.; Chen, L.; Peng, B.; Zeng, Z. Thermal process and material flow during dissimilar double-sided friction stir spot welding of AZ31/ZK60 magnesium alloys. J. Mater. Res. Technol. 2022, 17, 1942–1954. [Google Scholar] [CrossRef]
- Song, J.; She, J.; Chen, D.; Pan, F. Latest research advances on magnesium and magnesium alloys worldwide. J. Magnes. Alloy. 2020, 8, 1–41. [Google Scholar] [CrossRef]
- Yan, X.; Yin, S.; Chen, C.; Huang, C.; Bolot, R.; Lupoi, R.; Kuang, M.; Ma, W.; Coddet, C.; Liao, H. Effect of heat treatment on the phase transformation and mechanical properties of Ti6Al4V fabricated by selective laser melting. J. Alloys Compd. 2018, 764, 1056–1071. [Google Scholar] [CrossRef]
- Chang, C.; Yan, X.; Bolot, R.; Gardan, J.; Gao, S.; Liu, M.; Liao, H.; Chemkhi, M.; Deng, S. Influence of post-heat treatments on the mechanical properties of CX stainless steel fabricated by selective laser melting. J. Mater. Sci. 2020, 55, 8303–8316. [Google Scholar] [CrossRef]
- Chen, C.; Xie, Y.; Yan, X.; Yin, S.; Fukanuma, H.; Huang, R.; Zhao, R.; Wang, J.; Ren, Z.; Liu, M.; et al. Effect of hot isostatic pressing (HIP) on microstructure and mechanical properties of Ti6Al4V alloy fabricated by cold spray additive manufacturing. Addit. Manuf. 2019, 27, 595–605. [Google Scholar] [CrossRef]
- Yan, X.; Chen, C.; Zhao, R.; Ma, W.; Bolot, R.; Wang, J.; Ren, Z.; Liao, H.; Liu, M. Selective laser melting of WC reinforced maraging steel 300: Microstructure characterization and tribological performance. Surf. Coat. Technol. 2019, 371, 355–365. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101. [Google Scholar] [CrossRef]
- Wang, X.; Gong, X.; Chou, K. Review on powder-bed laser additive manufacturing of Inconel 718 parts. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 231, 1890–1903. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Humbeeck, J.V.; Kruth, J.-P. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Zhang, L.-C.; Attar, H. Selective Laser Melting of Titanium Alloys and Titanium Matrix Composites for Biomedical Applications: A Review. Adv. Eng. Mater. 2016, 18, 463–475. [Google Scholar] [CrossRef]
- Lu, Z.L.; Cao, J.W.; Jing, H.; Liu, T.; Lu, F.; Wang, D.X.; Li, D.C. Review of main manufacturing processes of complex hollow turbine blades. Virtual Phys. Prototyp. 2013, 8, 87–95. [Google Scholar] [CrossRef]
- Shen, J.; Zeng, Z.; Nematollahi, M.; Schell, N.; Maawad, E.; Vasin, R.N.; Safaei, K.; Poorganji, B.; Elahinia, M.; Oliveira, J.P. In-situ synchrotron X-ray diffraction analysis of the elastic behaviour of martensite and H-phase in a NiTiHf high temperature shape memory alloy fabricated by laser powder bed fusion. Addit. Manuf. Lett. 2021, 1, 100003. [Google Scholar] [CrossRef]
- Sercombe, T.B.; Li, X. Selective laser melting of aluminium and aluminium metal matrix composites. Mater. Technol. 2016, 31, 77–85. [Google Scholar] [CrossRef]
- Oliveira, J.P.; LaLonde, A.D.; Ma, J. Processing parameters in laser powder bed fusion metal additive manufacturing. Mater. Des. 2020, 193, 108762. [Google Scholar] [CrossRef]
- Zhan, X.; Chen, J.; Liu, J.; Wei, Y.; Zhou, J.; Meng, Y. Microstructure and magnesium burning loss behavior of AA6061 electron beam welding joints. Mater. Des. 2016, 99, 449–458. [Google Scholar] [CrossRef]
- Liao, H.; Zhu, H.; Xue, G.; Zeng, X. Alumina loss mechanism of Al2O3-AlSi10 Mg composites during selective laser melting. J. Alloy. Compd. 2019, 785, 286–295. [Google Scholar] [CrossRef]
- Czerwinski, F. Controlling the ignition and flammability of magnesium for aerospace applications. Corros. Sci. 2014, 86, 1–16. [Google Scholar] [CrossRef]
- Tekumalla, S.; Gupta, M. An insight into ignition factors and mechanisms of magnesium based materials: A review. Mater. Des. 2017, 113, 84–98. [Google Scholar] [CrossRef]
- Lee, S.-J.; Do, L.H.T. Effects of copper additive on micro-arc oxidation coating of LZ91 magnesium-lithium alloy. Surf. Coat. Technol. 2016, 307, 781–789. [Google Scholar] [CrossRef]
- Fan, J.; Yang, C.; Xu, B. Effect of Ca and Y additions on oxidation behavior of magnesium alloys at high temperatures. J. Rare Earths 2012, 30, 497–502. [Google Scholar] [CrossRef]
- Tan, Q.; Mo, N.; Lin, C.-L.; Zhao, Y.; Yin, Y.; Jiang, B.; Pan, F.; Atrens, A.; Huang, H.; Zhang, M.-X. Generalisation of the oxide reinforcement model for the high oxidation resistance of some Mg alloys micro-alloyed with Be. Corros. Sci. 2019, 147, 357–371. [Google Scholar] [CrossRef]
- Tan, Q.; Mo, N.; Lin, C.-L.; Jiang, B.; Pan, F.; Huang, H.; Atrens, A.; Zhang, M.-X. Improved oxidation resistance of Mg-9Al-1Zn alloy microalloyed with 60 wt ppm Be attributed to the formation of a more protective (Mg, Be)O surface oxide. Corros. Sci. 2018, 132, 272–283. [Google Scholar] [CrossRef]
- Gunduz, K.O.; Oter, Z.C.; Tarakci, M.; Gencer, Y. Plasma electrolytic oxidation of binary Mg-Al and Mg-Zn alloys. Surf. Coat. Technol. 2017, 323, 72–81. [Google Scholar] [CrossRef]
- Tan, Q.; Mo, N.; Jiang, B.; Pan, F.; Atrens, A.; Zhang, M.-X. Oxidation resistance of Mg–9Al–1Zn alloys micro-alloyed with Be. Scr. Mater. 2016, 115, 38–41. [Google Scholar] [CrossRef]
- Leleu, S.; Rives, B.; Bour, J.; Causse, N.; Pébère, N. On the stability of the oxides film formed on a magnesium alloy containing rare-earth elements. Electrochim. Acta 2018, 290, 586–594. [Google Scholar] [CrossRef] [Green Version]
- Fan, J.F.; Yang, C.L.; Han, G.; Fang, S.; Yang, W.D.; Xu, B.S. Oxidation behavior of ignition-proof magnesium alloys with rare earth addition. J. Alloys Compd. 2011, 509, 2137–2142. [Google Scholar] [CrossRef]
- Ahmadi, M.; Tabary, S.A.A.B.; Rahmatabadi, D.; Ebrahimi, M.S.; Abrinia, K.; Hashemi, R. Review of selective laser melting of magnesium alloys: Advantages, microstructure and mechanical characterizations, defects, challenges, and applications. J. Mater. Res. Technol. 2022, 19, 1537–1562. [Google Scholar] [CrossRef]
- Spierings, A.B.; Voegtlin, M.; Bauer, T.; Wegener, K. Powder flowability characterisation methodology for powder-bed-based metal additive manufacturing. Prog. Addit. Manuf. 2015, 1, 9–20. [Google Scholar] [CrossRef] [Green Version]
- Yuan, J.; Liu, J.; Zhou, Y.; Wang, J.; Xv, T. Aluminum agglomeration of AP/HTPB composite propellant. Acta Astronaut. 2019, 156, 14–22. [Google Scholar] [CrossRef]
- Attar, H.; Prashanth, K.G.; Zhang, L.-C.; Calin, M.; Okulov, I.V.; Scudino, S.; Yang, C.; Eckert, J. Effect of Powder Particle Shape on the Properties of In Situ Ti–TiB Composite Materials Produced by Selective Laser Melting. J. Mater. Sci. Technol. 2015, 31, 1001–1005. [Google Scholar] [CrossRef]
- Liu, J.; Wen, P. Metal vaporization and its influence during laser powder bed fusion process. Mater. Des. 2022, 215, 110505. [Google Scholar] [CrossRef]
- Jinye, W.; Zhipeng, C.; Yanfang, Y.; Hongjie, C.; Guang, Y. Effect of partilce size distribution of AZ91D magneisum alloy powder on selective laser melting process. Hebei J. Ind. Sci. Tech. 2022, 39, 7. [Google Scholar]
- Hu, D.; Wang, Y.; Zhang, D.; Hao, L.; Jiang, J.; Li, Z.; Chen, Y. Experimental Investigation on Selective Laser Melting of Bulk Net-Shape Pure Magnesium. Mater. Manuf. Processes 2015, 30, 1298–1304. [Google Scholar] [CrossRef]
- Olatunde Olakanmi, E.; Dalgarno, K.W.; Cochrane, R.F. Laser sintering of blended Al-Si powders. Rapid Prototyp. J. 2012, 18, 109–119. [Google Scholar] [CrossRef] [Green Version]
- Manakari, V.; Parande, G.; Gupta, M. Selective Laser Melting of Magnesium and Magnesium Alloy Powders: A Review. Metals 2017, 7, 2. [Google Scholar] [CrossRef] [Green Version]
- Deng, Q.; Wang, X.; Lan, Q.; Su, N.; Wu, Y.; Peng, L. Limitations of Linear Energy Density for Laser Powder Bed Fusion of Mg-15Gd-1Zn-0.4Zr Alloy. Mater. Charact. 2022, 190, 112071. [Google Scholar] [CrossRef]
- Esmaily, M.; Zeng, Z.; Mortazavi, A.N.; Gullino, A.; Choudhary, S.; Derra, T.; Benn, F.; D’Elia, F.; Müther, M.; Thomas, S.; et al. A detailed microstructural and corrosion analysis of magnesium alloy WE43 manufactured by selective laser melting. Addit. Manuf. 2020, 35, 101321. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. Densification mechanism and microstructural evolution in selective laser sintering of Al–12Si powders. J. Mater. Process. Technol. 2011, 211, 113–121. [Google Scholar] [CrossRef]
- Zhou, X.; Liu, X.; Zhang, D.; Shen, Z.; Liu, W. Balling phenomena in selective laser melted tungsten. J. Mater. Process. Technol. 2015, 222, 33–42. [Google Scholar] [CrossRef]
- Deng, Q.; Wu, Y.; Luo, Y.; Su, N.; Xue, X.; Chang, Z.; Wu, Q.; Xue, Y.; Peng, L. Fabrication of high-strength Mg-Gd-Zn-Zr alloy via selective laser melting. Mater. Charact. 2020, 165, 110377. [Google Scholar] [CrossRef]
- Ross Cunningham, C.Z.; Niranjan, P.; Christopher, K.; Joseph, P.; Kamel, F.; Tao, S.; Anthony, D.R. Keyhole threshold and morphology in laser melting revealed by ultrahigh-speed X-ray imaging. Science 2019, 363, s849–s852. [Google Scholar] [CrossRef]
- Wang, W.; Wang, D.; He, L.; Liu, W.; Yang, X. Thermal behavior and densification during selective laser melting of Mg-Y-Sm-Zn-Zr alloy: Simulation and experiments. Mater. Res. Express 2020, 7, 116519. [Google Scholar] [CrossRef]
- Zhang, B.; Liao, H.; Coddet, C. Effects of processing parameters on properties of selective laser melting Mg–9%Al powder mixture. Mater. Des. 2012, 34, 753–758. [Google Scholar] [CrossRef]
- Wei, K.; Gao, M.; Wang, Z.; Zeng, X. Effect of energy input on formability, microstructure and mechanical properties of selective laser melted AZ91D magnesium alloy. Mater. Sci. Eng. A 2014, 611, 212–222. [Google Scholar] [CrossRef]
- Yang, Y.; Wu, P.; Lin, X.; Liu, Y.; Bian, H.; Zhou, Y.; Gao, C.; Shuai, C. System development, formability quality and microstructure evolution of selective laser-melted magnesium. Virtual Phys. Prototyp. 2016, 11, 173–181. [Google Scholar] [CrossRef]
- Ng, C.C.; Savalani, M.M.; Lau, M.L.; Man, H.C. Microstructure and mechanical properties of selective laser melted magnesium. Appl. Surf. Sci. 2011, 257, 7447–7454. [Google Scholar] [CrossRef]
- Krishna, B.V.; B, S.; Bandyopadhyay, A. Low stiffness porous Ti structures for load-bearing implants. Acta Biomater. 2007, 3, 997–1006. [Google Scholar] [CrossRef]
- Wen, P.; Voshage, M.; Jauer, L.; Chen, Y.; Qin, Y.; Poprawe, R.; Schleifenbaum, J.H. Laser additive manufacturing of Zn metal parts for biodegradable applications: Processing, formation quality and mechanical properties. Mater. Des. 2018, 155, 36–45. [Google Scholar] [CrossRef]
- Zheng, Y.; Xia, D.; Shen, Y.; Liu, Y.; Xu, Y.; Wen, P.; Tian, Y.; Lai, Y. Additively Manufactured Biodegrabable Metal Implants. Acta Metall. Sin. 2021, 57, 1499–1520. [Google Scholar] [CrossRef]
- Ng, C.C.; Savalani, M.M.; Man, H.C.; Gibson, I. Layer manufacturing of magnesium and its alloy structures for future applications. Virtual Phys. Prototyp. 2010, 5, 13–19. [Google Scholar] [CrossRef]
- Wei, K.; Wang, Z.; Zeng, X. Influence of element vaporization on formability, composition, microstructure, and mechanical performance of the selective laser melted Mg–Zn–Zr components. Mater. Lett. 2015, 156, 187–190. [Google Scholar] [CrossRef]
- Savalani, M.M.; Pizarro, J.M. Effect of preheat and layer thickness on selective laser melting (SLM) of magnesium. Rapid Prototyp. J. 2016, 22, 115–122. [Google Scholar] [CrossRef]
- Shi, Q.; Gu, D.; Xia, M.; Cao, S.; Rong, T. Effects of laser processing parameters on thermal behavior and melting/solidification mechanism during selective laser melting of TiC/Inconel 718 composites. Opt. Laser Technol. 2016, 84, 9–22. [Google Scholar] [CrossRef]
- Peel, M.; Steuwer, A.; Preuss, M.; Withers, P.J. Microstructure, mechanical properties and residual stresses as a function of welding speed in aluminium AA5083 friction stir welds. Acta Mater. 2003, 51, 4791–4801. [Google Scholar] [CrossRef]
- Zumdick, N.A.; Jauer, L.; Kersting, L.C.; Kutz, T.N.; Schleifenbaum, J.H.; Zander, D. Additive manufactured WE43 magnesium: A comparative study of the microstructure and mechanical properties with those of powder extruded and as-cast WE43. Mater. Charact. 2019, 147, 384–397. [Google Scholar] [CrossRef]
- Shuai, C.; Yang, Y.; Wu, P.; Lin, X.; Liu, Y.; Zhou, Y.; Feng, P.; Liu, X.; Peng, S. Laser rapid solidification improves corrosion behavior of Mg-Zn-Zr alloy. J. Alloys Compd. 2017, 691, 961–969. [Google Scholar] [CrossRef]
- Zhang, X.; Yuan, G.; Mao, L.; Niu, J.; Fu, P.; Ding, W. Effects of extrusion and heat treatment on the mechanical properties and biocorrosion behaviors of a Mg-Nd-Zn-Zr alloy. J. Mech. Behav. Biomed. Mater. 2012, 7, 77–86. [Google Scholar] [CrossRef]
- Wen, H.; Topping, T.D.; Isheim, D.; Seidman, D.N.; Lavernia, E.J. Strengthening mechanisms in a high-strength bulk nanostructured Cu–Zn–Al alloy processed via cryomilling and spark plasma sintering. Acta Mater. 2013, 61, 2769–2782. [Google Scholar] [CrossRef]
- Cáceres, C.H.; Rovera, D.M. Solid solution strengthening in concentrated Mg–Al alloys. J. Light Met. 2001, 1, 151–156. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J.P. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, M.; Chen, C. Effect of laser processing parameters on porosity, microstructure and mechanical properties of porous Mg-Ca alloys produced by laser additive manufacturing. Mater. Sci. Eng. A 2017, 703, 359–371. [Google Scholar] [CrossRef]
- He, C.; Bin, S.; Wu, P.; Gao, C.; Feng, P.; Yang, Y.; Liu, L.; Zhou, Y.; Zhao, M.; Yang, S.; et al. Microstructure Evolution and Biodegradation Behavior of Laser Rapid Solidified Mg–Al–Zn Alloy. Metals 2017, 7, 105. [Google Scholar] [CrossRef] [Green Version]
- Pawlak, A.; Szymczyk, P.E.; Kurzynowski, T.; Chlebus, E. Selective laser melting of magnesium AZ31B alloy powder. Rapid Prototyp. J. 2019, 26, 249–258. [Google Scholar] [CrossRef]
- Wang, X.; Chen, C.; Zhang, M. Effect of laser power on formability, microstructure and mechanical properties of selective laser melted Mg-Al-Zn alloy. Rapid Prototyp. J. 2020, 26, 841–854. [Google Scholar] [CrossRef]
- Liu, S.; Guo, H. Influence of hot isostatic pressing (HIP) on mechanical properties of magnesium alloy produced by selective laser melting (SLM). Mater. Lett. 2020, 265, 127463. [Google Scholar] [CrossRef]
- Tao, J.-X.; Zhao, M.-C.; Zhao, Y.-C.; Yin, D.-F.; Liu, L.; Gao, C.; Shuai, C.; Atrens, A. Influence of graphene oxide (GO) on microstructure and biodegradation of ZK30-xGO composites prepared by selective laser melting. J. Magnes. Alloy. 2020, 8, 952–962. [Google Scholar] [CrossRef]
- Wang, W.; He, L.; Yang, X.; Wang, D. Microstructure and microhardness mechanism of selective laser melting Mg-Y-Sm-Zn-Zr alloy. J. Alloy. Compd. 2021, 868, 159107. [Google Scholar] [CrossRef]
- Shuai, C.; Liu, L.; Zhao, M.; Feng, P.; Yang, Y.; Guo, W.; Gao, C.; Yuan, F. Microstructure, biodegradation, antibacterial and mechanical properties of ZK60-Cu alloys prepared by selective laser melting technique. J. Mater. Sci. Technol. 2018, 34, 1944–1952. [Google Scholar] [CrossRef]
- Gao, C.; Li, S.; Liu, L.; Bin, S.; Yang, Y.; Peng, S.; Shuai, C. Dual alloying improves the corrosion resistance of biodegradable Mg alloys prepared by selective laser melting. J. Magnes. Alloy. 2021, 9, 305–316. [Google Scholar] [CrossRef]
- Ng, C.C.; Savalani, M.; Chung Man, H. Fabrication of magnesium using selective laser melting technique. Rapid Prototyp. J. 2011, 17, 479–490. [Google Scholar] [CrossRef]
- Peng, L.; Deng, Q.; Wu, Y.; Fu, P.; Liu, Z.; Wu, Q.; Chen, K.; Ding, W. Additive Manufacturing of Magnesium Alloys by Selective Laser Melting Technology: A Review. Acta Metall. Sin. 2022, 00166. [Google Scholar] [CrossRef]
- Liu, S.; Yang, W.; Shi, X.; Li, B.; Duan, S.; Guo, H.; Guo, J. Influence of laser process parameters on the densification, microstructure, and mechanical properties of a selective laser melted AZ61 magnesium alloy. J. Alloys Compd. 2019, 808, 151160. [Google Scholar] [CrossRef]
- Shamsaei, N.; Yadollahi, A.; Bian, L.; Thompson, S.M. An overview of Direct Laser Deposition for additive manufacturing; Part II: Mechanical behavior, process parameter optimization and control. Addit. Manuf. 2015, 8, 12–35. [Google Scholar] [CrossRef]
- Kurth, M.; Graat, P.C.J.; Mittemeijer, E.J. The oxidation kinetics of magnesium at low temperatures and low oxygen partial pressures. Thin Solid Film. 2006, 500, 61–69. [Google Scholar] [CrossRef]
- Jeurgens, L.P.H.; Vinodh, M.S.; Mittemeijer, E.J. Initial oxide-film growth on Mg-based MgAl alloys at room temperature. Acta Mater. 2008, 56, 4621–4634. [Google Scholar] [CrossRef]
- Xia, M.; Gu, D.; Yu, G.; Dai, D.; Chen, H.; Shi, Q. Porosity evolution and its thermodynamic mechanism of randomly packed powder-bed during selective laser melting of Inconel 718 alloy. Int. J. Mach. Tools Manuf. 2017, 116, 96–106. [Google Scholar] [CrossRef]
- King, W.E.; Barth, H.D.; Castillo, V.M.; Gallegos, G.F.; Gibbs, J.W.; Hahn, D.E.; Kamath, C.; Rubenchik, A.M. Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing. J. Mater. Process. Technol. 2014, 214, 2915–2925. [Google Scholar] [CrossRef]
- Savalani, M.M.; Ng, C.C.; Man, H.C. Selective Laser Melting of Magnesium for Future Applications in Medicine. In Proceedings of the 2010 International Conference on Manufacturing Automation, Hong Kong, China, 13–15 December 2010; pp. 50–54. [Google Scholar]
- Liu, Y.; Yang, Y.; Wang, D. A study on the residual stress during selective laser melting (SLM) of metallic powder. Int. J. Adv. Manuf. Technol. 2016, 87, 647–656. [Google Scholar] [CrossRef]
- Liang, J.; Lei, Z.; Chen, Y.; Fu, W.; Wu, S.; Chen, X.; Yang, Y. Microstructure evolution of laser powder bed fusion ZK60 Mg alloy after different heat treatment. J. Alloys Compd. 2022, 898, 163046. [Google Scholar] [CrossRef]
- Hyer, H.; Zhou, L.; Benson, G.; McWilliams, B.; Cho, K.; Sohn, Y. Additive manufacturing of dense WE43 Mg alloy by laser powder bed fusion. Addit. Manuf. 2020, 33, 101123. [Google Scholar] [CrossRef]
- Deng, Q.; Wu, Y.; Zhu, W.; Chen, K.; Liu, D.; Peng, L.; Ding, W. Effect of heat treatment on microstructure evolution and mechanical properties of selective laser melted Mg-11Gd-2Zn-0.4Zr alloy. Mater. Sci. Eng. A 2022, 829, 142139. [Google Scholar] [CrossRef]
- Fu, P.-h.; Wang, N.-q.; Liao, H.-g.; Xu, W.-y.; Peng, L.-m.; Chen, J.; Hu, G.-q.; Ding, W.-j. Microstructure and mechanical properties of high strength Mg−15Gd−1Zn−0.4Zr alloy additive-manufactured by selective laser melting process. Trans. Nonferrous Met. Soc. China 2021, 31, 1969–1978. [Google Scholar] [CrossRef]
- Deng, Q.; Wu, Y.; Wu, Q.; Xue, Y.; Zhang, Y.; Peng, L.; Ding, W. Microstructure evolution and mechanical properties of a high-strength Mg-10Gd-3Y–1Zn-0.4Zr alloy fabricated by laser powder bed fusion. Addit. Manuf. 2022, 49, 102517. [Google Scholar] [CrossRef]
- Rong, W.; Wu, Y.; Zhang, Y.; Sun, M.; Chen, J.; Peng, L.; Ding, W. Characterization and strengthening effects of γ′ precipitates in a high-strength casting Mg-15Gd-1Zn-0.4Zr (wt.%) alloy. Mater. Charact. 2017, 126, 1–9. [Google Scholar] [CrossRef]
- Chang, C.; Yue, S.; Li, W.; Lu, L.; Yan, X. Study on microstructure and tribological behavior of the selective laser melted MgZnCa alloy. Mater. Lett. 2022, 309, 131439. [Google Scholar] [CrossRef]
- Atrens, A.; Song, G.L.; Cao, F.; Shi, Z.; Bowen, P.K. Advances in Mg corrosion and research suggestions. J. Magnes. Alloy. 2013, 1, 24. [Google Scholar] [CrossRef] [Green Version]
- Song, G.; Atrens, A. Understanding Magnesium Corrosion—A Framework for Improved Alloy Performance. Adv. Eng. Mater. 2003, 5, 837–858. [Google Scholar] [CrossRef]
- Ghali, E. Corrosion Resistance of Aluminum and Magnesium Alloys (Understanding, Performance, and Testing) Active and Passive Behaviors of Aluminum and Magnesium and Their Alloys; John Wiley & Sons: Hoboken, NJ, USA, 2010; pp. 78–120. [Google Scholar]
- Yang, Y.; Wu, P.; Wang, Q.; Wu, H.; Liu, Y.; Deng, Y.; Zhou, Y.; Shuai, C. The Enhancement of Mg Corrosion Resistance by Alloying Mn and Laser-Melting. Materials 2016, 9, 216. [Google Scholar] [CrossRef] [PubMed]
- Benn, F.; D’Elia, F.; van Gaalen, K.; Li, M.; Malinov, S.; Kopp, A. Printability, mechanical and degradation properties of Mg-(x)Zn elemental powder mixes processed by laser powder bed fusion. Addit. Manuf. Lett. 2022, 2, 100025. [Google Scholar] [CrossRef]
- Zhou, Y.; Wu, P.; Yang, Y.; Gao, D.; Feng, P.; Gao, C.; Wu, H.; Liu, Y.; Bian, H.; Shuai, C. The microstructure, mechanical properties and degradation behavior of laser-melted Mg-Sn alloys. J. Alloys Compd. 2016, 687, 109–114. [Google Scholar] [CrossRef]
- Yin, Y.; Huang, Q.; Liang, L.; Hu, X.; Liu, T.; Weng, Y.; Long, T.; Liu, Y.; Li, Q.; Zhou, S.; et al. In vitro degradation behavior and cytocompatibility of ZK30/bioactive glass composites fabricated by selective laser melting for biomedical applications. J. Alloy. Compd. 2019, 785, 38–45. [Google Scholar] [CrossRef]
- Zhang, X.; Yuan, G.; Wang, Z. Mechanical properties and biocorrosion resistance of Mg-Nd-Zn-Zr alloy improved by cyclic extrusion and compression. Mater. Lett. 2012, 74, 128–131. [Google Scholar] [CrossRef]
- Staiger, M.P.; Pietak, A.M.; Huadmai, J.; Dias, G. Magnesium and its alloys as orthopedic biomaterials: A review. Biomaterials 2006, 27, 1728–1734. [Google Scholar] [CrossRef]
- Gieseke, M.; Noelke, C.; Kaierle, S.; Wesling, V.; Haferkamp, H. Selective Laser Melting of Magnesium and Magnesium Alloys. In Magnesium Technology 2013; Hort, N., Mathaudhu, S.N., Neelameggham, N.R., Alderman, M., Eds.; Springer International Publishing: Cham, Switzerland, 2016; pp. 65–68. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Duarte, V.; Miranda, R.M.; Santos, T.G.; Oliveira, J.P. Current Status and Perspectives on Wire and Arc Additive Manufacturing (WAAM). Materials 2019, 12, 1121. [Google Scholar] [CrossRef] [Green Version]
- Sing, S.L.; An, J.; Yeong, W.Y.; Wiria, F.E. Laser and electron-beam powder-bed additive manufacturing of metallic implants: A review on processes, materials and designs. J. Orthop. Res. 2016, 34, 369–385. [Google Scholar] [CrossRef]
- Xie, K.; Wang, N.; Guo, Y.; Zhao, S.; Tan, J.; Wang, L.; Li, G.; Wu, J.; Yang, Y.; Xu, W.; et al. Additively manufactured biodegradable porous magnesium implants for elimination of implant-related infections: An in vitro and in vivo study. Bioact. Mater. 2022, 8, 140–152. [Google Scholar] [CrossRef]
- Li, Y.; Zhou, J.; Pavanram, P.; Leeflang, M.A.; Fockaert, L.I.; Pouran, B.; Tumer, N.; Schroder, K.U.; Mol, J.M.C.; Weinans, H.; et al. Additively manufactured biodegradable porous magnesium. Acta Biomater. 2018, 67, 378–392. [Google Scholar] [CrossRef]
- Xiaobo, Z.; Lin, M.; Guangyin, Y.; Zhangzhong, W. Performances of biodegradable Mg-Nd-Zn-Zr magnesium alloy for cardiovascular stent. Rare Met. Mater. Eng. 2013, 42, 1300–1305. [Google Scholar]
- Mao, L.; Shen, L.; Niu, J.; Zhang, J.; Ding, W.; Wu, Y.; Fan, R.; Yuan, G. Nanophasic biodegradation enhances the durability and biocompatibility of magnesium alloys for the next-generation vascular stents. Nanoscale 2013, 5, 9517–9522. [Google Scholar] [CrossRef] [PubMed]
- Zong, Y.; Yuan, G.; Zhang, X.; Mao, L.; Niu, J.; Ding, W. Comparison of biodegradable behaviors of AZ31 and Mg–Nd–Zn–Zr alloys in Hank’s physiological solution. Mater. Sci. Eng. B 2012, 177, 395–401. [Google Scholar] [CrossRef]
- Zhang, X.; Yuan, G.; Niu, J.; Fu, P.; Ding, W. Microstructure, mechanical properties, biocorrosion behavior, and cytotoxicity of as-extruded Mg-Nd-Zn-Zr alloy with different extrusion ratios. J. Mech. Behav. Biomed. Mater. 2012, 9, 153–162. [Google Scholar] [CrossRef] [PubMed]
- Kumar, D.S.; Suman, K.N.S. Selection of Magnesium Alloy by MADM Methods for Automobile Wheels. Int. J. Eng. Manuf. 2014, 2, 31–41. [Google Scholar] [CrossRef] [Green Version]
- Kulekci, M.K. Magnesium and its alloys applications in automotive industry. Int. J. Adv. Manuf. Technol. 2008, 39, 851–865. [Google Scholar] [CrossRef]
- Madhuri, N.; Jayakumar, V.; Sathishkumar, M. Recent developments and challenges accompanying with wire arc additive manufacturing of Mg alloys: A review. Mater. Today Proc. 2021, 46, 8573–8577. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials System | Laser Energy Density | Grain Size (µm) | Relative Density (Maximum) | Hardness |
|---|---|---|---|---|
| Pure Mg [49] | 2.30–4.87 | 0.95–0.59 (GPa) | ||
| Pure Mg [36] | 300 J/mm3 | 1.656–1.671 | 95.28–96.13 | 44.75–52.43 Hv |
| Mg–Ca [64] | 600–1200 J/mm3 | 5–30 | 81.52% | 60–68 Hv |
| Mg–9%Al [46] | 7.5–20 J/mm2 | 10–20 | 82% | ~65–85 Hv25 |
| AZ61 [65] | 5–14 | 98% | 69–93 Hv | |
| AZ91D [47] | 83–167 J/mm3 | 99.52% | 85–100 Hv | |
| AZ31 [66] | 123.81–242.86 J/mm3 | 67–71 Hv | ||
| AZ61D [67] | 1–3 | 99.2% | 125 Hv | |
| AZ61 + HIP [68] | 23.9 ± 6 | close to 100% | 98.9 ± 5.9 Hv | |
| ZK30 [69] | ∼20 | 80 Hv | ||
| WE43 [58] | 1.0–1.1 | |||
| ZK60 [54] | 138.8–416.6 J/mm3 | 94.05%. | ~78 Hv | |
| ZK60 [59] | 600 J/mm3 | 97.3% | 89.2 Hv | |
| Mg–3.4Y–3.6Sm-2.6Zn–0.8Zr [70] | 1–3 µm | 105 Hv (cross section) 95 Hv (vertical section) | ||
| ZK60-Cu [71] | 4.5–13.6 | 80.5 ± 1.9–105.2 ± 2.9 | ||
| AZ61 [72] | 600 J/mm3 | 93.2 ± 2% | 90.5 ± 0.9 Hv | |
| AZ61–0.4Mn [72] | 600 J/mm3 | 11.4 ± 0.55 | 91.5 ± 1.8% | 95.8 ± 1.2 Hv |
| AZ61–0.8Sn [72] | 600 J/mm3 | 90.3 ± 2.1% | 97.2 ± 1.2 Hv | |
| AZ61–0.4Mn-0.8Sn [72] | 600 J/mm3 | 4.2 ± 0.42 | 91.1 ± 1.5% | 105 ± 1.4 Hv |
| Alloys | State | YS/MPa | UTS/MPa | EL/% | Ref |
|---|---|---|---|---|---|
| ZK60 | As-built | 137 | 246 | 15.5 | [83] |
| T4 | 107 | 224 | 16.7 | ||
| T6 | 191 | 287 | 14.1 | ||
| WE43 | As-built | 215 | 251 | 2.6 | [84] |
| T6 | 219 | 251 | 4.3 | ||
| G10K | As-built | 203 | 271 | 10.3 | [39] |
| T5 | 285 | 360 | 2.9 | ||
| GZ112K | As-built | 332 | 351 | 8.6 | [85] |
| T4 | 281 | 311 | 14.4 | ||
| T6 | 343 | 371 | 4.0 | ||
| GZ151K | As-built | 345 | 368 | 3.0 | [86] |
| T5 | 410 | 428 | 3.4 | ||
| GWZ1031K | As-built | 310 | 347 | 4.1 | [87] |
| T5 | 365 | 381 | 0.8 | ||
| T4 | 255 | 328 | 10.3 | ||
| T6 | 316 | 400 | 2.2 |
| Materials System | Tests Solution | Corrosion Rate (mm Year−1) | Hydrogen Evolution Rate (ml cm−2 h−1) |
|---|---|---|---|
| AZ31 [66] | 0.9% NaCl solution | 0.312 | |
| 3.0% NaCl solution | 1.071 | ||
| AZ61(80 W) [65] | Simulated body fluid | 2.4 (after immersion for 24 h) | |
| 1.2 (after immersion for 144 h) | |||
| WE43 | Hanks’ Balanced Salt Solution | 7.04 (as-build) | |
| 2.11 (grinded batches-SiC4000) | |||
| WE43 [40] | 0.1 M NaCl solution | 5–7.2 | |
| ZK30 [69] | Simulated body fluid | 3.7 0± 0.10 | |
| ZK30–0.6GO [69] | 3.38 ± 0.07 | ||
| ZK60 [71] | Simulated body fluid | 1.01 | |
| ZK60 [59] | Hank’s solution | 0.006 | |
| Mg–2Mn [93] | Simulated body fluid | 0.017 | |
| Mg1Zn [94] | C-simulated body fluid | 0.17 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, Y.; Zhang, K.; Liang, Y.; Cheng, J.; Dai, Y. Selective Laser Melted Magnesium Alloys: Fabrication, Microstructure and Property. Materials 2022, 15, 7049. https://doi.org/10.3390/ma15207049
Zhou Y, Zhang K, Liang Y, Cheng J, Dai Y. Selective Laser Melted Magnesium Alloys: Fabrication, Microstructure and Property. Materials. 2022; 15(20):7049. https://doi.org/10.3390/ma15207049
Chicago/Turabian StyleZhou, Yun, Kai Zhang, Yaru Liang, Jun Cheng, and Yilong Dai. 2022. "Selective Laser Melted Magnesium Alloys: Fabrication, Microstructure and Property" Materials 15, no. 20: 7049. https://doi.org/10.3390/ma15207049