

Research on Bending and Ballistic Performance of Three-Dimensional Ply-to-Ply Angle Interlock Kevlar/EP Armor Material
Abstract
:1. Introduction
2. Experiment
2.1. Materials
2.2. Experiment Apparatus
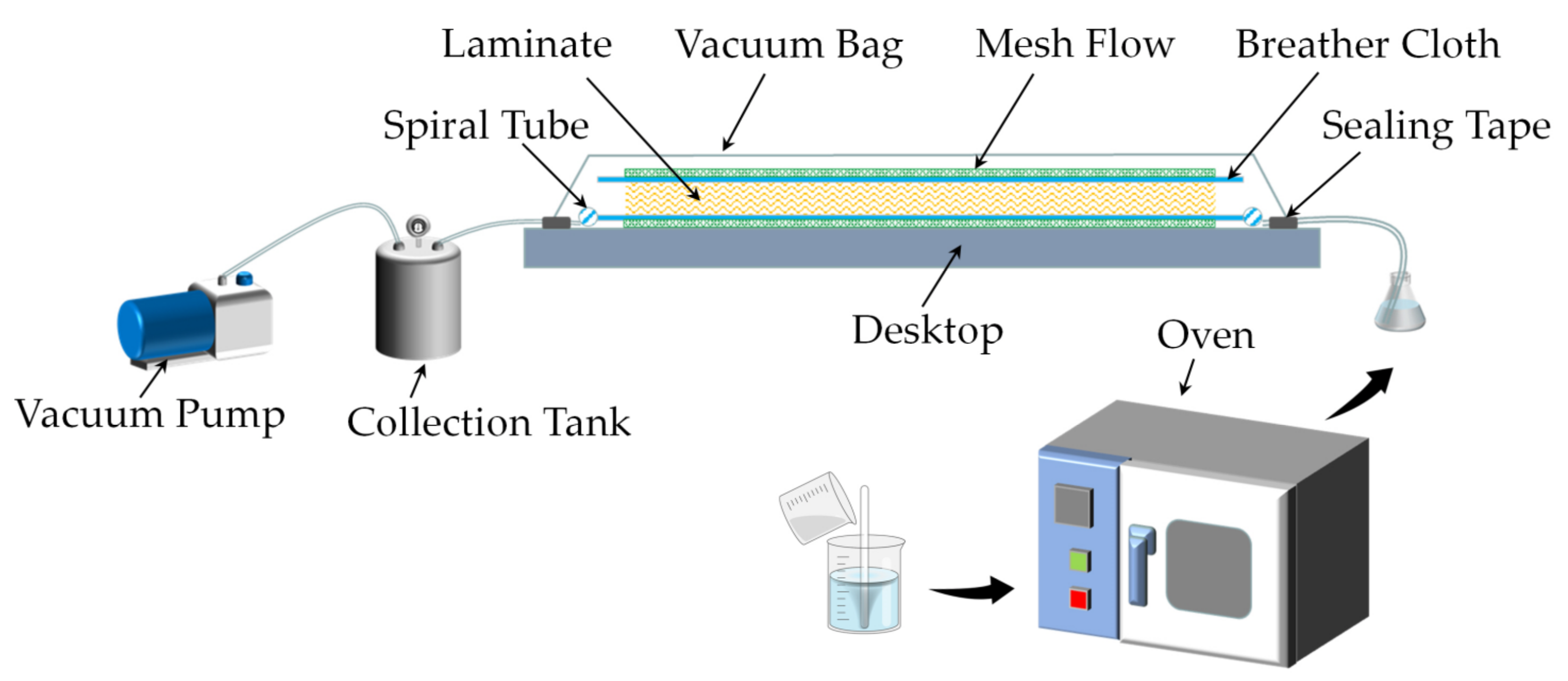
2.3. Preparation
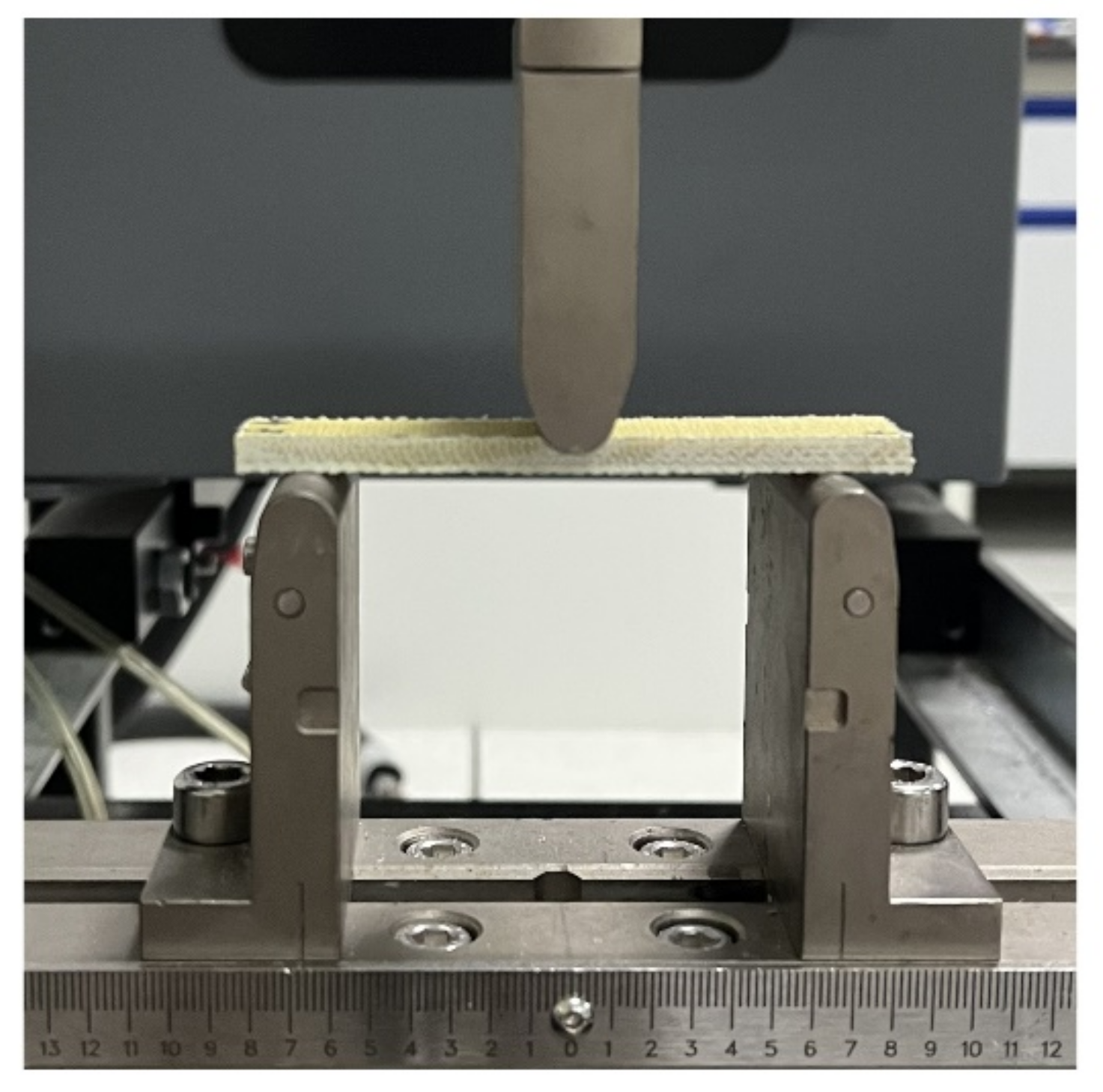
2.4. Bending Performance Test
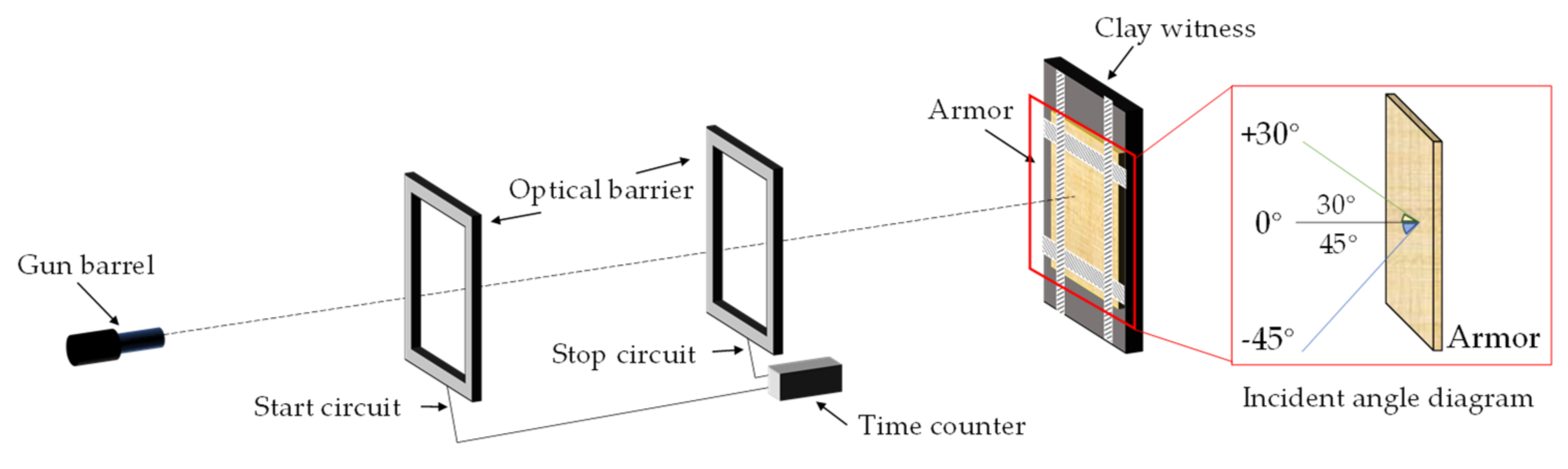
2.5. Ballistic Performance Test
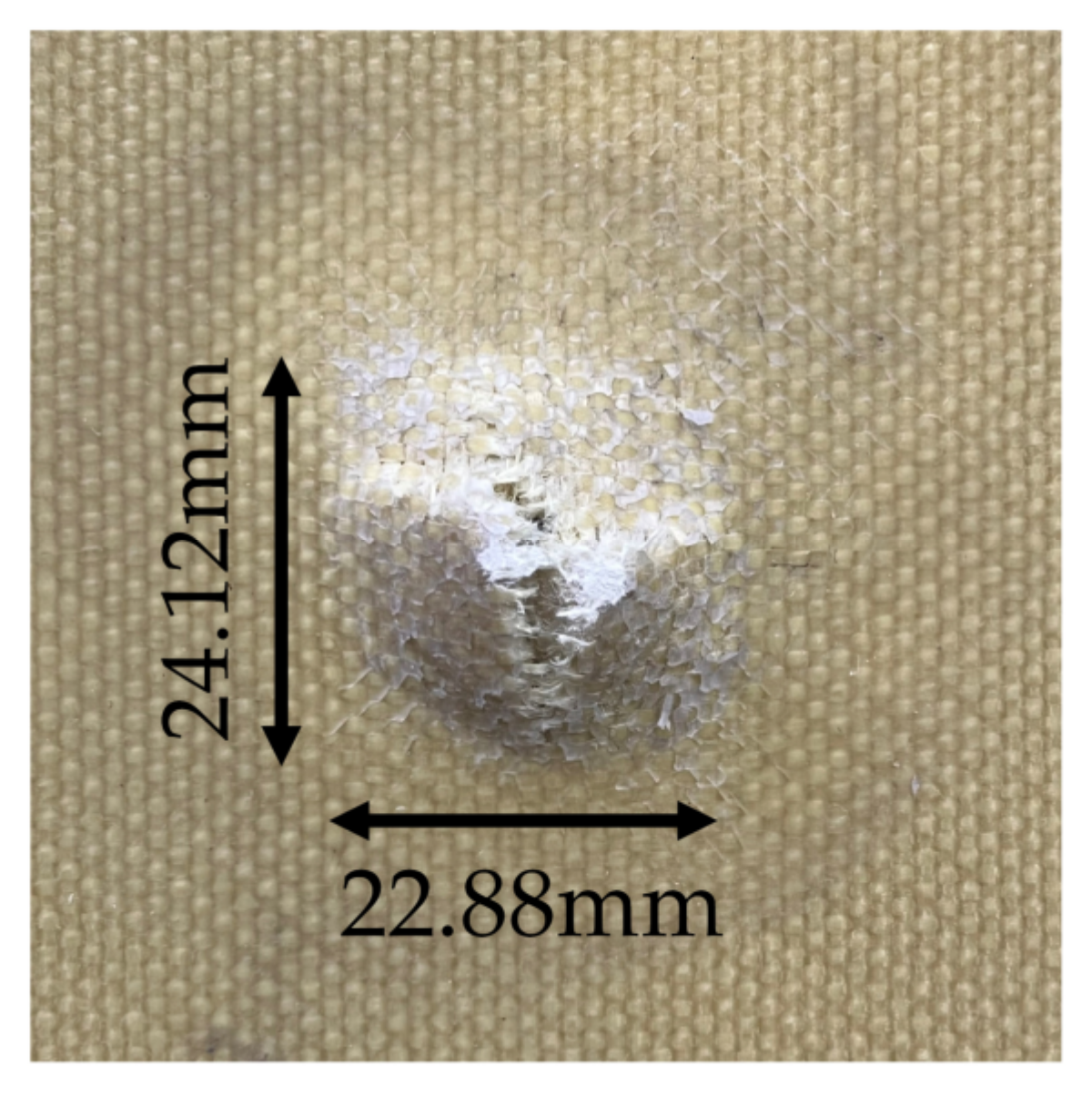
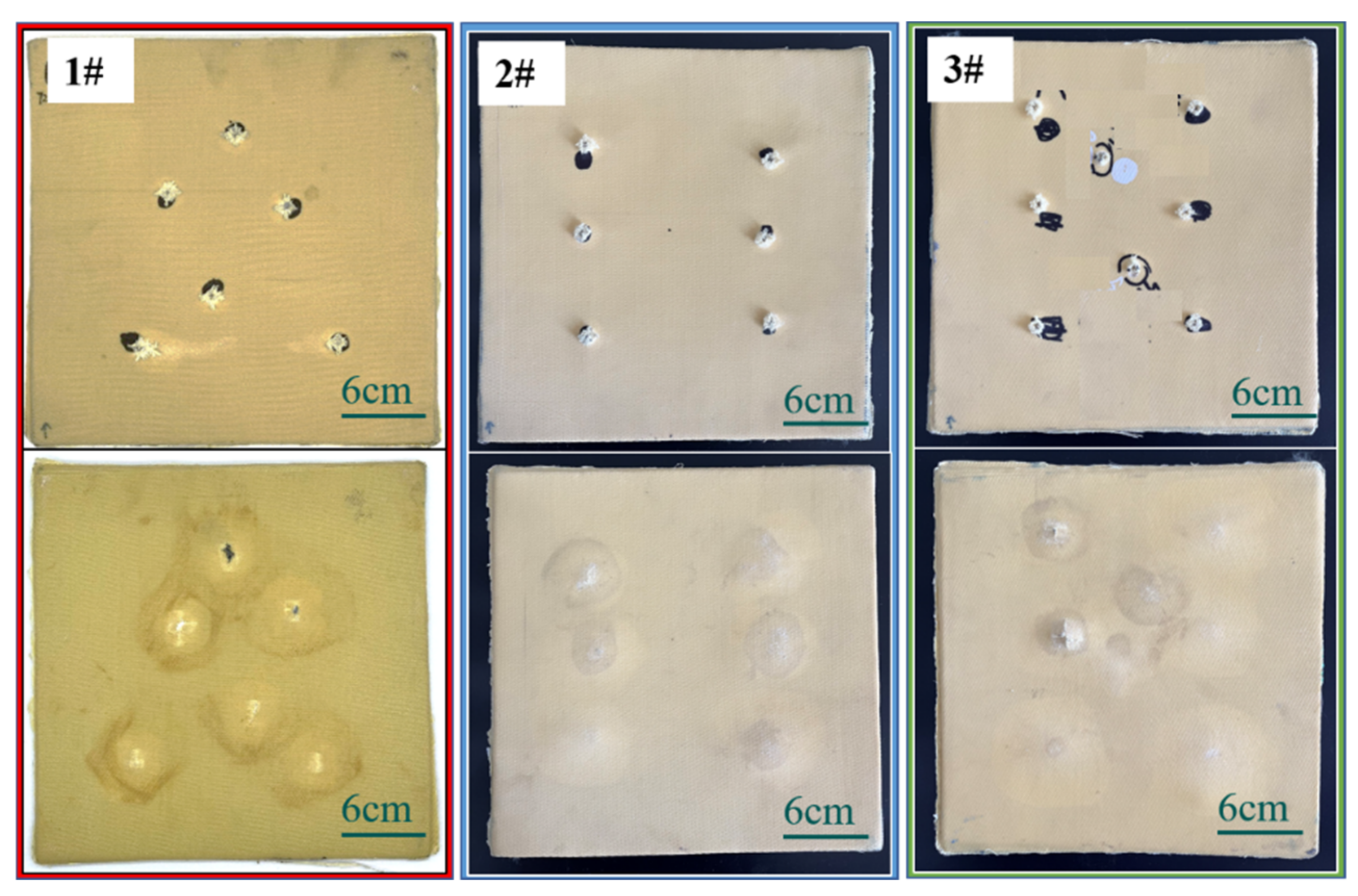
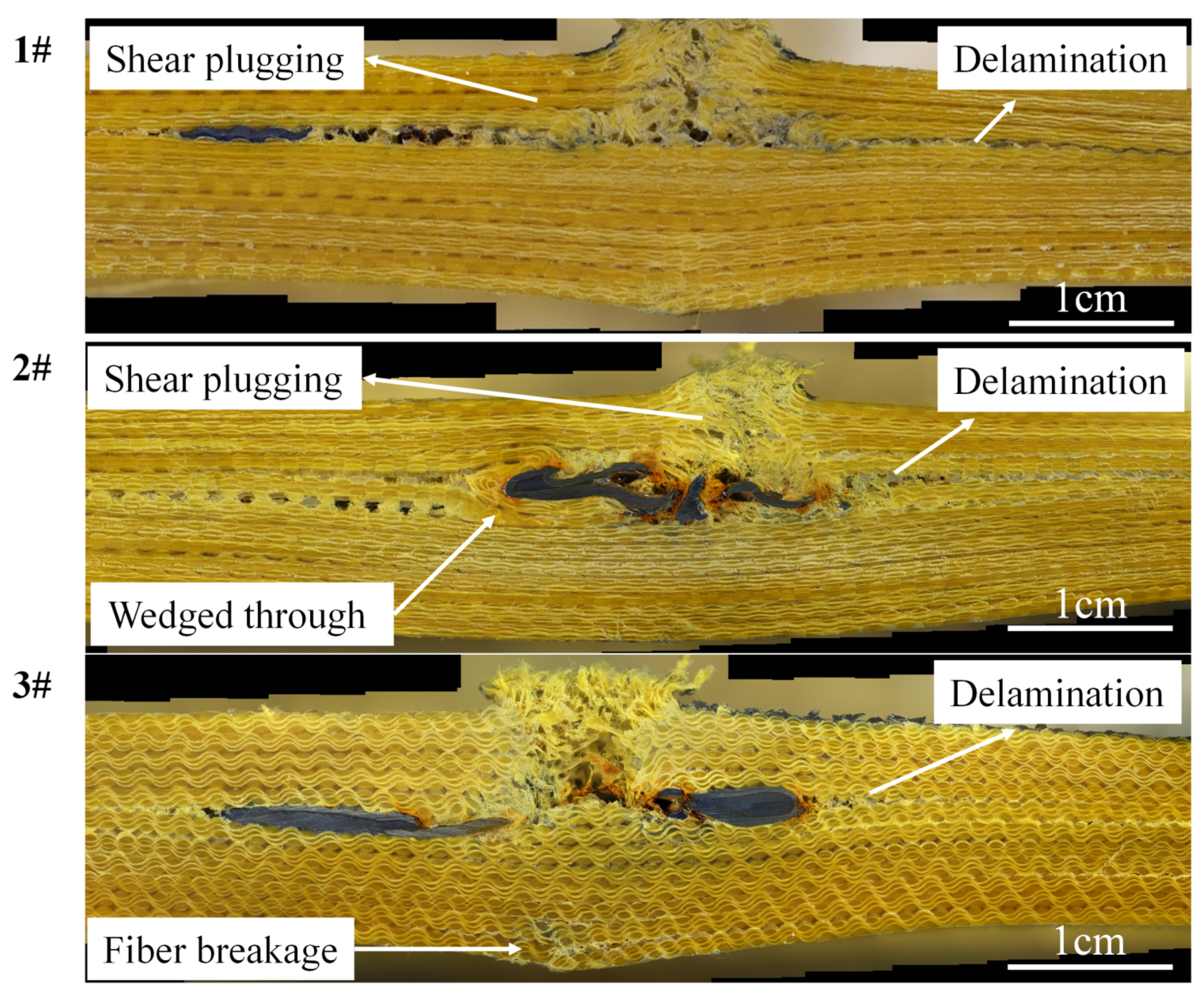
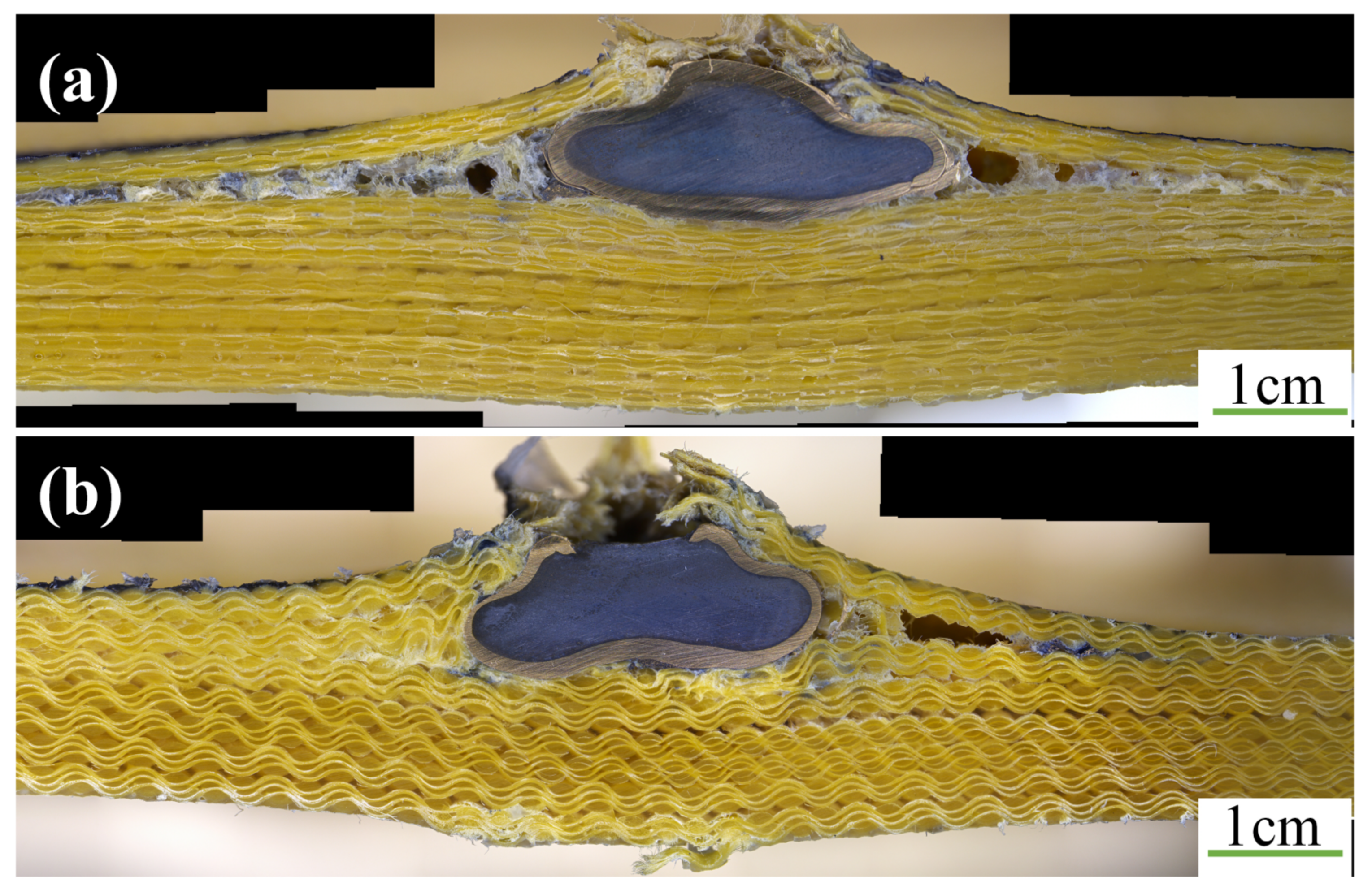
2.6. Destruction Morphology Observation
3. Results and Discussion
3.1. Bending Performance
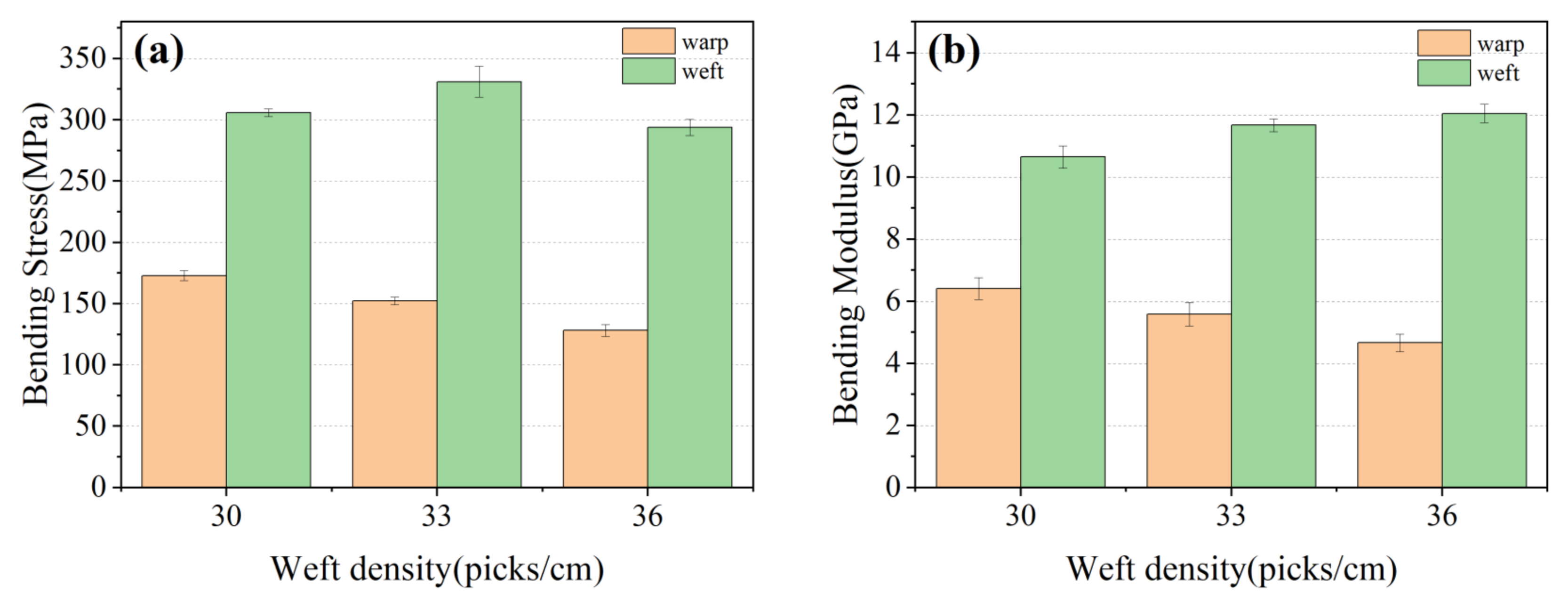
3.1.1. Effect of Weft Density on Bending Properties
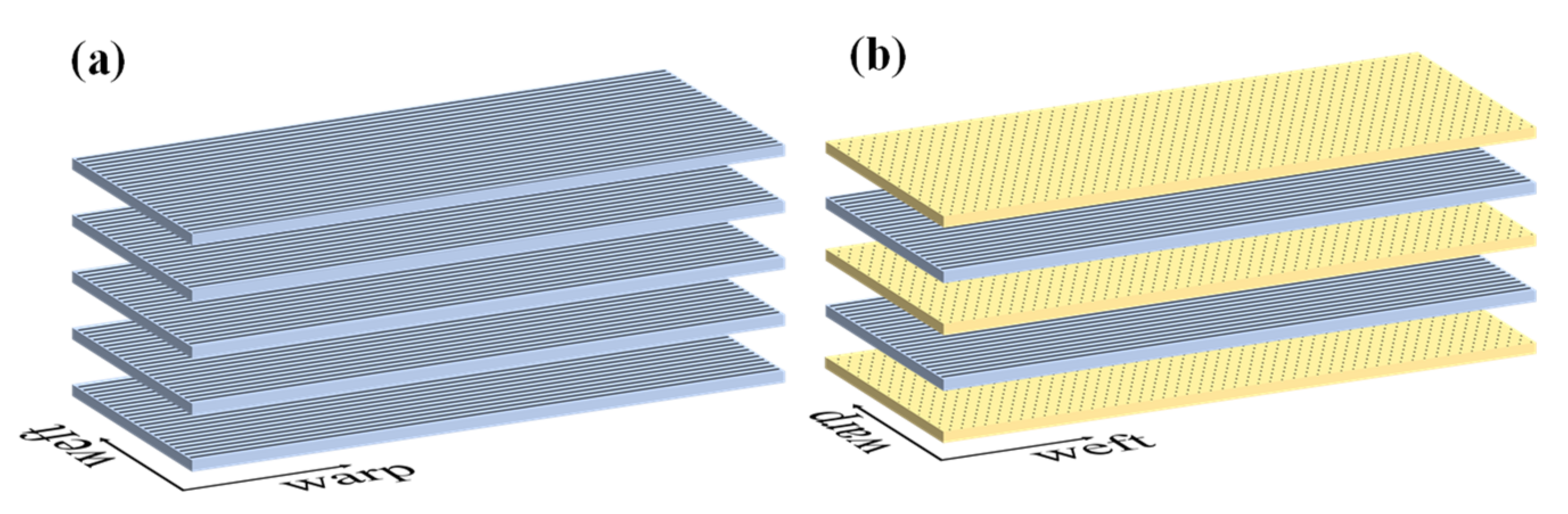
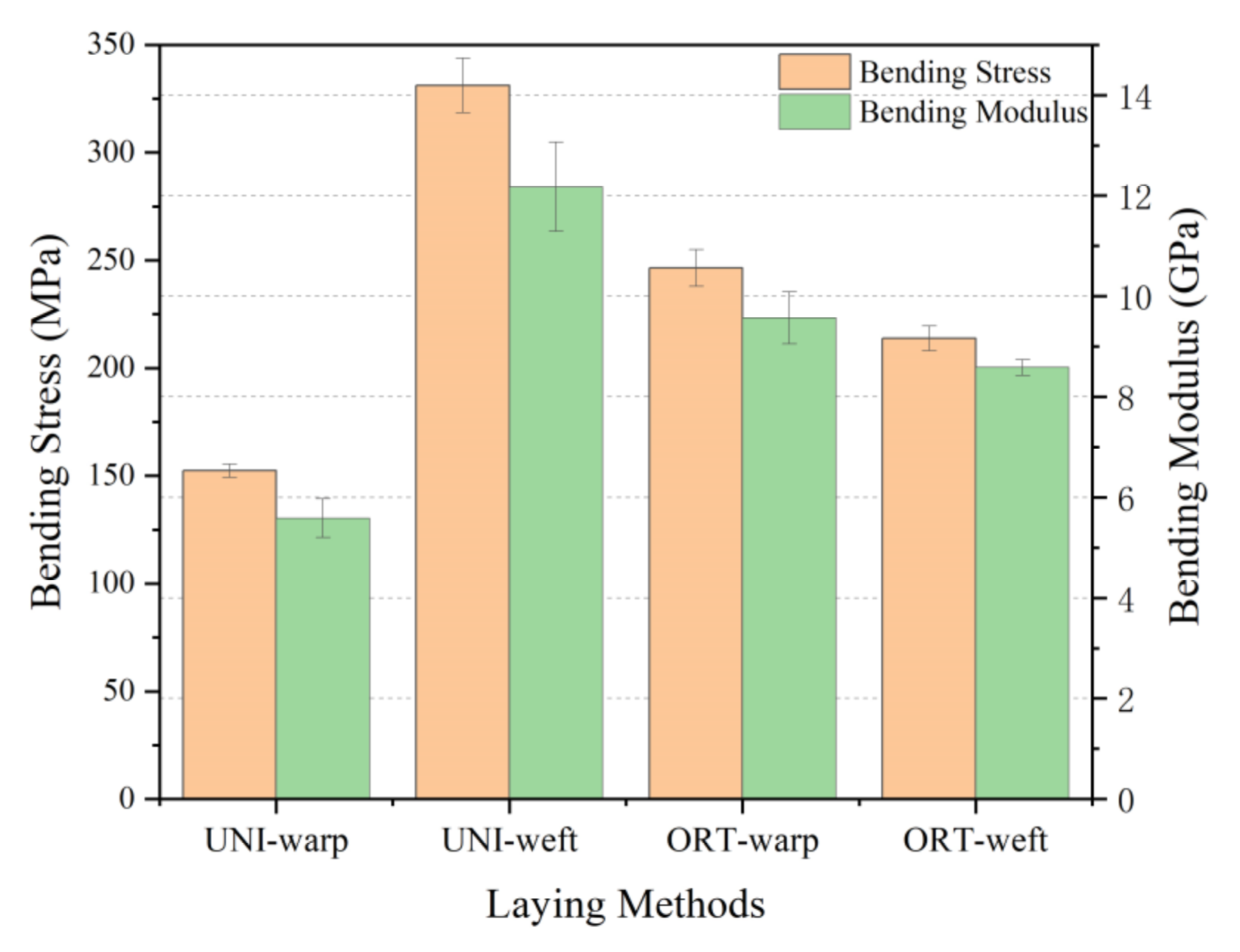
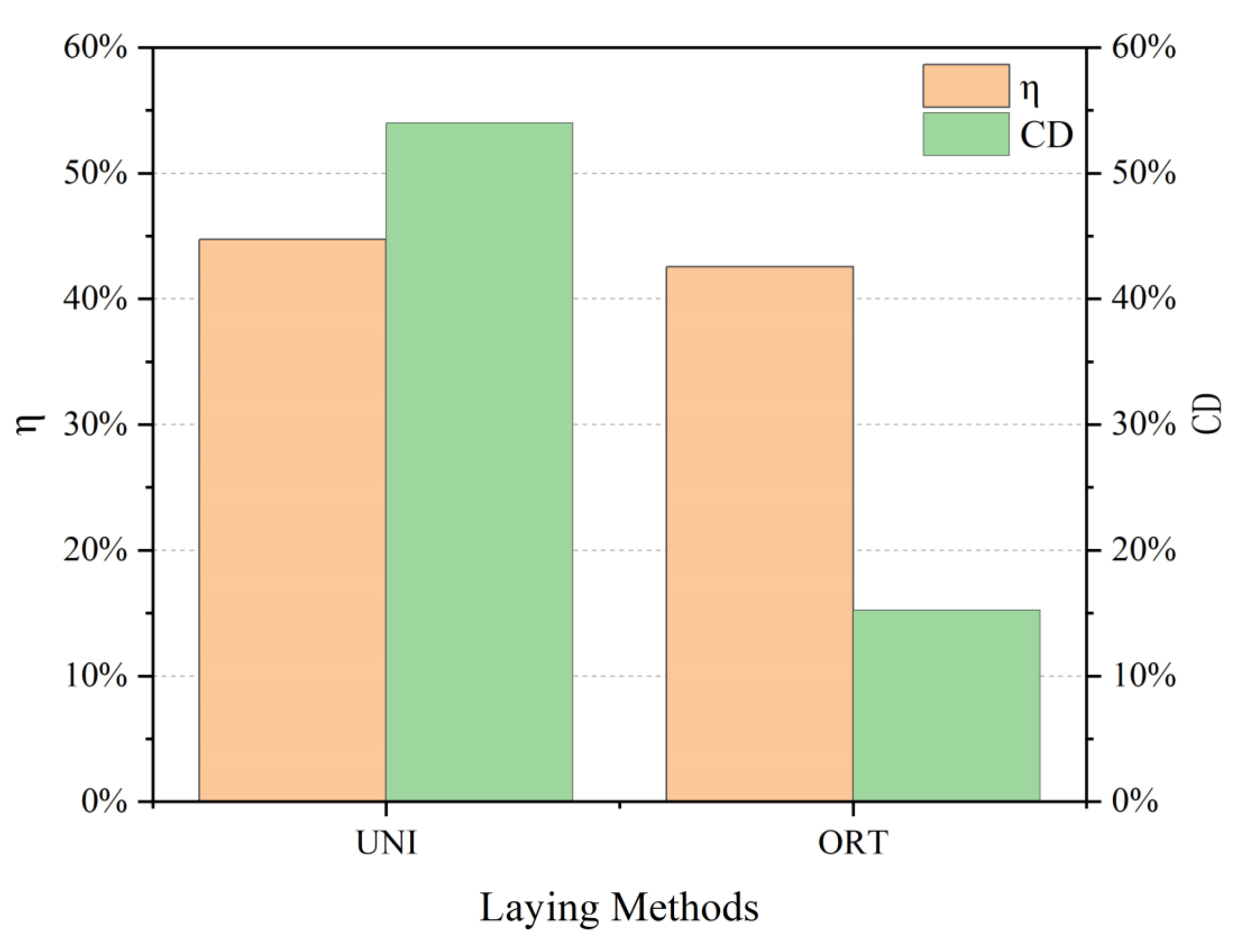
3.1.2. Effect of Layup Methods on Bending Properties
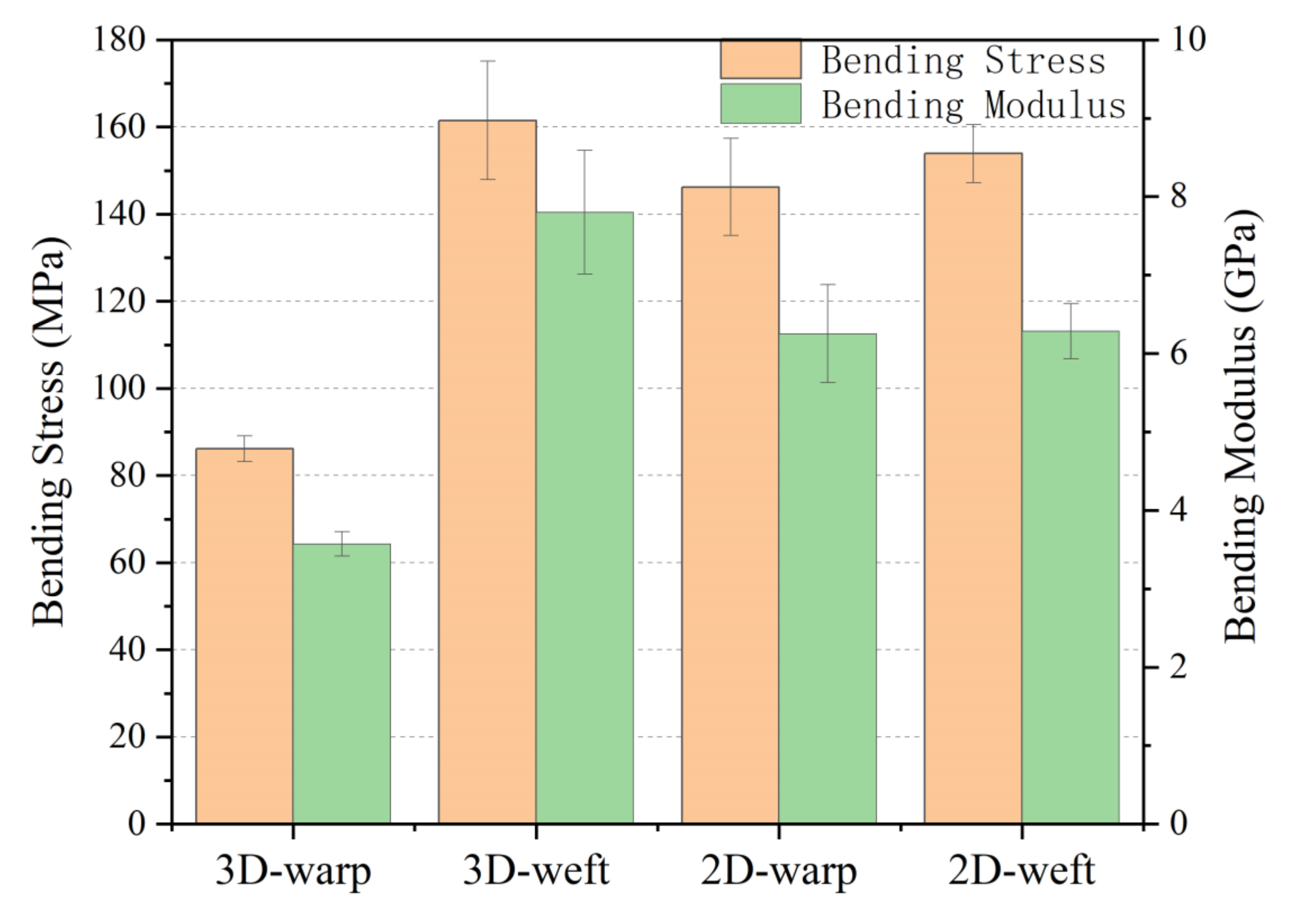
3.1.3. Comparison of 3DPPAI and 2D Plain Weave Structure
3.2. Ballistic Resistance
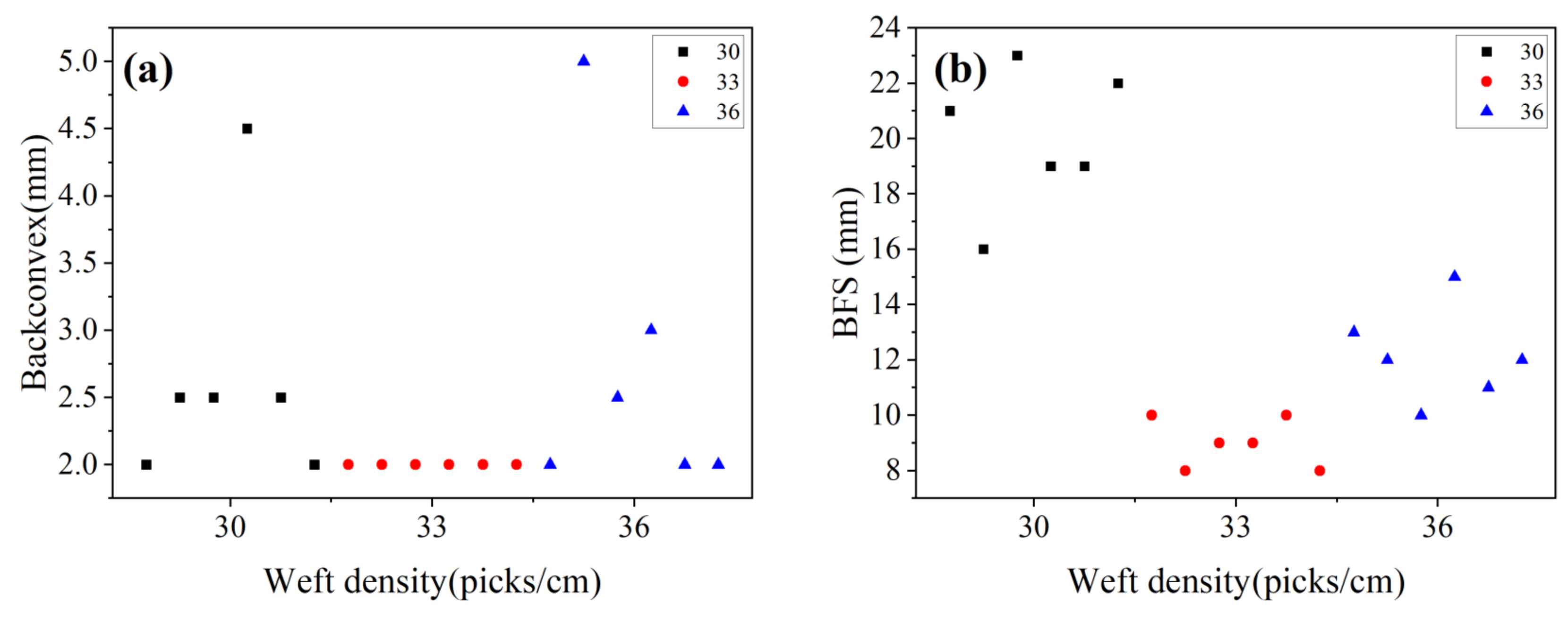
3.2.1. Effect of Weft Density on Ballistic Resistance
3.2.2. Influence of Layup Methods on Ballistic Resistance
4. Conclusions
- 1.
- The bending performance of 3DPPAI Kevlar/EP armor material in the weft direction is obviously better than that in the warp direction. With the increase in the weft density, the warp bending strength and modulus decreased, and the weft bending strength first increased and then decreased;
- 2.
- The 3DPPAI Kevlar/EP armor material prepared by orthogonal layup has more advantages in bending performance, while the unidirectional layup has better anti-ballistic performance;
- 3.
- Within the scope of this study, the target plate with a weft density of 33 picks/cm has both excellent bending performance and ballistic resistance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bhatnagar, A. 3.19 Lightweight Fiber-Reinforced Composites for Ballistic Applications. Compr. Compos. Mater. II 2018, 3, 527–544. [Google Scholar]
- Zochowski, P.; Bajkowski, M.; Grygoruk, R.; Magierb, M.; Burianc, W.; Pyka, D.; Bociand, M.; Krzysztof, J. Finite element modeling of ballistic inserts containing aramid fabrics under projectile impact conditions—Comparison of methods. Compos. Struct. 2022, 294, 115752. [Google Scholar] [CrossRef]
- Pacek, D.; Zochowski, P.; Wisniewski, A. Anti-trauma pads based on non-Newtonian materials for flexible bulletproof inserts. In Proceedings of the 29th International Symposium on Ballistics, Scotland, UK, 9–13 May 2016; pp. 2116–2126. [Google Scholar]
- Wisniewski, A.; Pacek, D.; Zochowski, P.; Wierzbicki, L.; Kozlowska, J.; Zielinska, D.M.; Delczyk-Olejniczak, B.; Leonowicz, M.; Grabowska, G.; Chronska, K.; et al. Optimization of the material systems with magnetorheological fluids. Ballistics 2014, 2, 1602–1612. [Google Scholar]
- Crouch, I.G. Body armour—New materials, new systems. Def. Technol. 2019, 15, 241–253. [Google Scholar] [CrossRef]
- Ansari, M.M.; Chakrabarti, A. Ballistic performance of unidirectional glass fiber laminated composite plate under normal and oblique impact. Procedia Eng. 2017, 173, 161–168. [Google Scholar] [CrossRef]
- Meyer, C.S.; Haque, B.Z.; O’brien, D.J.; Getinet, N.; Yu, J.; Bonyi, E.; Aslan, K.; Gillespie, J.W. Mesoscale ballistic damage mechanisms of a single-layer woven glass/epoxy composite. Int. J. Impact Eng. 2018, 113, 118–131. [Google Scholar] [CrossRef]
- Nguyen, L.H.; Lässig, T.R.; Ryan, S.; Riedel, W.; Mouritz, A.; Orifici, A.C. A methodology for hydrocode analysis of ultra-high molecular weight polyethylene composite under ballistic impact. Compos. Part A Appl. Sci. Manuf. 2016, 84, 224–235. [Google Scholar] [CrossRef]
- Abtew, M.A.; Boussu, F.; Bruniaux, P.; Loghin, C.; Cristian, I.; Chen, Y.; Wang, L. Ballistic impact performance and surface failure mechanisms of two-dimensional and three-dimensional woven p-aramid multi-layer fabrics for lightweight women ballistic vest applications. J. Ind. Text. 2021, 50, 1351–1383. [Google Scholar] [CrossRef]
- Dewangan, M.K.; Panigrahi, S.K. Finite element analysis of projectile nose shapes in ballistic perforation of 2D plain woven Kevlar/epoxy composites using multi-scale modelling. J. Ind. Text. 2022, 51, 4200S–4230S. [Google Scholar] [CrossRef]
- Nguyen, L.H.; Ryan, S.; Orifici, A.C.; Cimpoeru, S.J. A penetration model for semi-infinite composite targets. Int. J. Impact Eng. 2020, 137, 103438. [Google Scholar] [CrossRef]
- Guo, Z.; Chen, W.; Zheng, J. A semi-empirical design parameter for determining the inelastic strike-face mass fraction of soft armor targets. Int. J. Impact Eng. 2019, 125, 83–92. [Google Scholar] [CrossRef]
- Zhikharev, M.V.; Sapozhnikov, S.B. Two-scale modeling of high-velocity fragment GFRP penetration for assessment of ballistic limit. Int. J. Impact Eng. 2017, 101, 42–48. [Google Scholar] [CrossRef]
- Yadav, R.; Naebe, M.; Wang, W.; Kandasubramanian, B. Body armour materials: From steel to contemporary biomimetic systems. RSC Adv. 2016, 116, 114145–115174. [Google Scholar] [CrossRef]
- Nilakantan, G.; Nutt, S. Effects of ply orientation and material on the ballistic impact behavior of multilayer plain-weave aramid fabric targets. Def. Technol. 2018, 14, 165–178. [Google Scholar] [CrossRef]
- Dewangan, M.K.; Panigrahi, S.K. FEA of plain woven Kevlar/epoxy composites subjected to normal and oblique impact with multi-scale modelling. Fibers Polym. 2020, 21, 2927–2937. [Google Scholar] [CrossRef]
- Muñoz, R.; Martínez-Hergueta, F.; Gálvez, F.; González, C.; Llorca, J. Ballistic performance of hybrid 3D woven composites: Experiments and simulations. Compos. Struct. 2015, 127, 141–151. [Google Scholar] [CrossRef]
- Schoeppner, G.A.; Abrate, S. Delamination threshold loads for low velocity impact on composite laminates. Compos. Part A Appl. Sci. Manuf. 2000, 31, 903–915. [Google Scholar] [CrossRef]
- Labanieh, A.R.; Legrand, X.; Koncar, V.; Soulat, D. Development in the multiaxis 3D weaving technology. Text. Res. J. 2016, 86, 1869–1884. [Google Scholar] [CrossRef]
- Gokarneshan, N.; Alagirusamy, R. Weaving of 3D fabrics: A critical appreciation of the developments. Text. Prog. 2009, 41, 1–58. [Google Scholar] [CrossRef]
- Huang, J.; Tan, V.; Chew, E.; Chan, K.; Tay, T.E.; Guo, L.; Liu, J. A new partially-infused fiber reinforced thermoplastic composite for improving impact resistance. Int. J. Impact Eng. 2022, 168, 104293. [Google Scholar] [CrossRef]
- Hu, M.; Zhang, J.; Sun, B.; Gu, B. Finite element modeling of multiple transverse impact damage behaviors of 3-D braided composite beams at microstructure level. Int. J. Mech. Sci. 2018, 148, 730–744. [Google Scholar] [CrossRef]
- Grogan, J.; Tekalur, S.A.; Shukla, A.; Bogdanovich, A.; Coffelt, R.A. Ballistic resistance of 2D and 3D woven sandwich composites. J. Sandw. Struct. Mater. 2007, 9, 283–302. [Google Scholar] [CrossRef]
- Bandaru, A.K.; Chavan, V.V.; Ahmad, S.; Alagirusamy, R.; Bhatnagar, N. Ballistic impact response of Kevlar® reinforced thermoplastic composite armors. Int. J. Impact Eng. 2016, 89, 1–13. [Google Scholar] [CrossRef]
- Chen, X.G.; Yang, D. Use of 3D Angle-Interlock Woven Fabric for Seamless Female Body Armor: Part 1: Ballistic Evaluation. Text. Res. J. 2010, 80, 1581–1588. [Google Scholar] [CrossRef]
- Chen, X.; Lo, W.Y.; Tayyar, A.E.; Day, R.J. Mouldability of Angle-Interlock Woven Fabrics for Technical Applications. Text. Res. J. 2002, 72, 195–200. [Google Scholar] [CrossRef]
- Baucom, J.N.; Zikry, M.A.; Rajendran, A.M. Low-velocity impact damage accumulation in woven S2-glass composite systems. Compos. Sci. Technol. 2006, 66, 1229–1238. [Google Scholar] [CrossRef]
- Staniszewski, J.M.; Bogetti, T.A.; Wu, V.; Moy, P. Interfibrillar behavior in ultra-high molecular weight polyethylene (UHMWPE) single fibers subjected to tension. Int. J. Solids Struct. 2020, 206, 354–369. [Google Scholar] [CrossRef]
- Lee, J.; Kim, S.S.; Kang, D.; Roh, C.; Kang, C. Physicochemical characterization of polyimide (PI)/p-aramid: New functional and safe materials with improved heat resistance by a simple coating of polyimide on the surface of p-aramid. Prog. Org. Coat. 2019, 127, 117–123. [Google Scholar] [CrossRef]
- Zhou, Y.; Gao, H.; Zhang, M.; Niu, H.; Wu, D. Study on heat resistance and structural evolution of high-performance organic fibers. China Synth. Fiber Ind. 2019, 42, 6–14. [Google Scholar]
- Liu, L.; Huang, Y.; Zhang, Z.; Jiang, Z.; Wu, L. Ultrasonic treatment of aramid fiber surface and its effect on the interface of aramid/epoxy composites. Appl. Surf. Sci. 2008, 254, 2594–2599. [Google Scholar] [CrossRef]
- Sun, Y.; Liang, Q.; Chi, H.; Zhang, Y.; Shi, Y.; Fang, D.; Li, F. The Application of Gas Plasma Technologies in Surface Modification of Aramid Fiber. Fibers Polym. 2014, 15, 1–7. [Google Scholar] [CrossRef]
- Wang, F.; Lv, Y.; Wei, X.; Ling, G.; Han, Z. Surface Modification of Aramid Fiber III by the Atmospheric-Pressure Air Plasma Treatment. Mater. Sci. Forum 2017, 4440, 318–322. [Google Scholar] [CrossRef]
- GB/T 1449-2005; National Fiber Reinforced Plastics Standardization Technical Committee. Fibre-Reinforced Plastic Composites Determination of Flexural Properties. China Standard Press: Beijing, China, 2007; pp. 371–376, ISBN 978-7-5066-4349-8.
- GA141-2010; Police Ballistic Resistance of Body Armor. The Ministry of Public Security of the People’s Republic of China. Beijing Zhongtianfeng Security Protection Technology Co., Ltd: Beijing, China, 2011; pp. 70–73.
- Huang, T.; Wang, Y.L.; Wang, G. Review of the Mechanical Properties of a 3D Woven Composite and Its Applications. Polym. Plast. Technol. Eng. 2018, 57, 740–756. [Google Scholar] [CrossRef]
- Tan, P.; Tong, L.; Steven, G.P.; Ishikawa, T. Behavior of 3D orthogonal woven CFRP composites. Part I. Experimental investigation. Compos. Part A Appl. Sci. Manuf. 2000, 31, 259–271. [Google Scholar] [CrossRef]
- Long, X.; Lu, X.; Zhou, H.; Wang, J.; Qian, K.; Yu, K. Influence of weft density on the flexural property of carbon/aramid fiber reinforced phenolic resin composite. New Chem. Mater. 2016, 44, 37–40. [Google Scholar]
- Aisyah, H.A.; Paridah, M.T.; Khalina, A.; Sapuan, S.M.; Wahab, M.S.; Berkalp, O.B.; Lee, C.H.; Lee, S.H. Effects of Fabric Counts and Weave Designs on the Properties of Laminated Woven Kenaf/Carbon Fibre Reinforced Epoxy Hybrid Composites. Polymers 2018, 10, 1320. [Google Scholar] [CrossRef] [Green Version]
- Salman, S.D.; Leman, Z.; Sultan, M.T.H.; Ishak, M.R.; Cardona, F. The Effects of Orientation on the Mechanical and Morphological Properties of Woven Kenaf-reinforced Poly Vinyl Butyral Film. BioResources 2016, 11, 1176–1188. [Google Scholar] [CrossRef]
- Pickering, K.L.; Efendy, M.G.A.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Gao, X.; Hu, Q.; Ma, Y.; Zhang, Q.; Wei, Y.; Qiu, Y. Bending properties comparison of thick-section carbon fiber composites based on different three-dimensionalwoven structures. J. Text. Res. 2017, 38, 66–71. [Google Scholar]
- Akil, H.M.; Omar, M.F.; Mazuki, A.A.M.; Safiee, S.; Ishak, Z.A.M.; Abu Bakar, A. Kenaf fiber reinforced composites: A review. Mater. Des. 2011, 32, 4107–4121. [Google Scholar] [CrossRef]
- Salman, S.D.; Sharba, M.J.; Leman, Z.; Sultan, M.T.H.; Ishak, M.R.; Cardona, F. Physical, Mechanical, and Morphological Properties of Woven Kenaf/Polymer Composites Produced Using a Vacuum Infusion Technique. Int. J. Polym. Sci. 2015, 2015, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Khalil, H.; Issam, A.M.; Shakri, M.T.A.; Suriani, R.; Awang, A.Y. Conventional agro-composites from chemically modified fibres. Ind. Crops Prod. 2007, 26, 315–323. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Preforms | |||
|---|---|---|---|
| Parameters | 3DS1 | 3DS2 | 3DS3 |
| The total density of warp yarns (ends/cm) | 30 | 30 | 30 |
| The total density of weft yarns (picks/cm) | 30 | 33 | 36 |
| No. of warp layers | 5 | 5 | 5 |
| No. of weft layers | 4 | 4 | 4 |
| Fabric areal density(g/m2) | 730 | 770 | 810 |
| Fabric thickness (mm) | 0.15 | 0.16 | 0.18 |
| Type | Areal Density/g·m−2 | Fabric Areal Density/g·m−2 | Glue Content/% | Thickness/mm |
|---|---|---|---|---|
| 3DPPAI (1 piece) | 1.45 | 810 | 43.96 | 1.32 |
| 2D plain (4 pieces) | 1.41 | 800 | 42.89 | 1.44 |
| Target Plate Number | Fabric Specification | Layup Methods | Target Surface Density/kg·m−2 | Glue Content | Incidence Angle | Velocity/m·s−1 |
|---|---|---|---|---|---|---|
| 1# | 30/30 | [0]12 | 14.66 | 41.01% | 0° | 446 |
| +30° | 445 | |||||
| −45° | 446 | |||||
| 0° | 447 | |||||
| 0° | 452 | |||||
| 0° | 447 | |||||
| 2# | 30/33 | [0]12 | 15.38 | 40.09% | 0° | 437 |
| 0° | 441 | |||||
| 0° | 438 | |||||
| 0° | 450 | |||||
| 0° | 439 | |||||
| 0° | 449 | |||||
| 3# | 30/36 | [0]11 | 14.75 | 39.22% | 0° | 451 |
| +30° | 453 | |||||
| −45° | 442 | |||||
| 0° | 447 | |||||
| 0° | 439 | |||||
| 0° | 442 |
| Target Plate Number | Fabric Specification | Target Surface Density/kg·m−2 | Number of Pieces | Glue Content | Incidence Angle | Velocity/m·s−1 | BFS/mm |
|---|---|---|---|---|---|---|---|
| 4# | 30/33 | 9.11 | 7 | 40.73 | 0° | 328 | 9 |
| +30° | 330 | 6 | |||||
| −45° | 342 | 10 | |||||
| 0° | 322 | 9 | |||||
| 0° | 327 | 8 | |||||
| 0° | 328 | 8 | |||||
| 5# | 30/36 | 9.25 | 7 | 38.90 | 0° | 324 | 12 |
| +30° | 329 | 9 | |||||
| −45° | 326 | 6 | |||||
| 0° | 321 | 13 | |||||
| 0° | 327 | 10 | |||||
| 0° | 322 | 12 |
| Target Plate Number | Fabric Specification | Layup Methods | Target Surface Density/kg·m−2 | Glue Content | Incidence Angle | Velocity/m·s−1 | BFS/mm | Back Convexity/mm |
|---|---|---|---|---|---|---|---|---|
| 1# | 30/30 | [0]13 | 16.24 | 41.46% | 0° | 452 | 10 | 2 |
| 0° | 447 | 12 | 2 | |||||
| 0° | 448 | 11 | 3 | |||||
| 0° | 438 | 12 | 2 | |||||
| 0° | 438 | 13 | 2 | |||||
| 0° | 444 | 14 | 2 | |||||
| 6# | 30/30 | [0/90]13 | 16.24 | 41.59% | 0° | 451 | 12 | 4 |
| +30° | 439 | 8 | 1 | |||||
| −45° | 445 | 8 | 1 | |||||
| 0° | 446 | 12 | 3 | |||||
| 0° | 436 | 12 | 2 | |||||
| 0° | 443 | 10 | 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, M.; Zhong, L.; Cao, H.; Chen, H.; Huang, X. Research on Bending and Ballistic Performance of Three-Dimensional Ply-to-Ply Angle Interlock Kevlar/EP Armor Material. Materials 2022, 15, 6994. https://doi.org/10.3390/ma15196994
Wang M, Zhong L, Cao H, Chen H, Huang X. Research on Bending and Ballistic Performance of Three-Dimensional Ply-to-Ply Angle Interlock Kevlar/EP Armor Material. Materials. 2022; 15(19):6994. https://doi.org/10.3390/ma15196994
Chicago/Turabian StyleWang, Mengxiao, Lin Zhong, Haijian Cao, Hongxia Chen, and Xiaomei Huang. 2022. "Research on Bending and Ballistic Performance of Three-Dimensional Ply-to-Ply Angle Interlock Kevlar/EP Armor Material" Materials 15, no. 19: 6994. https://doi.org/10.3390/ma15196994