

Optimization of Micro-Texturing Process Parameters of TiAlN Coated Cutting Tools by Femtosecond Laser

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
2.2. Pretreatment of Materials
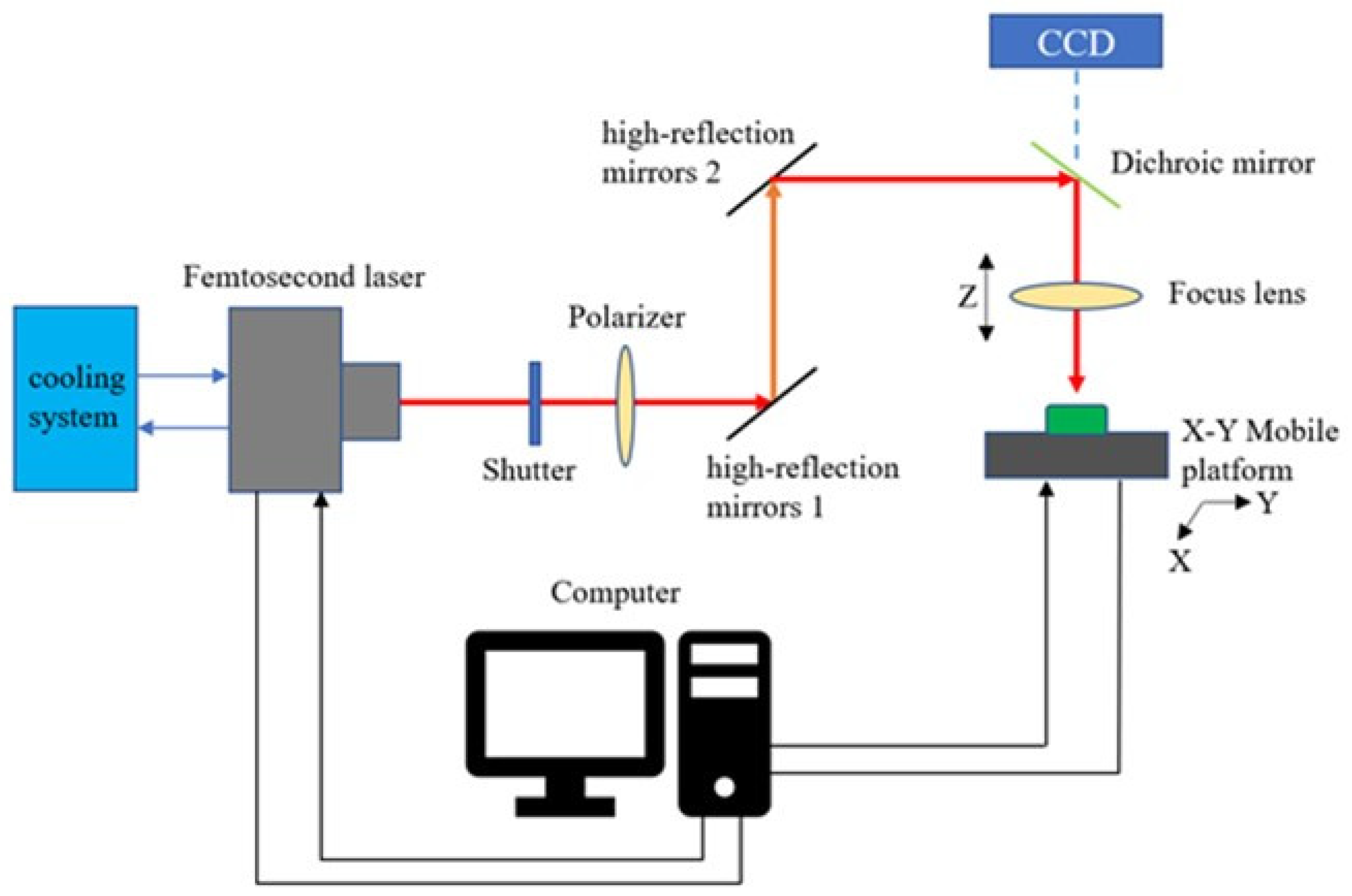
2.3. Experimental Methods
3. Results and Discussion
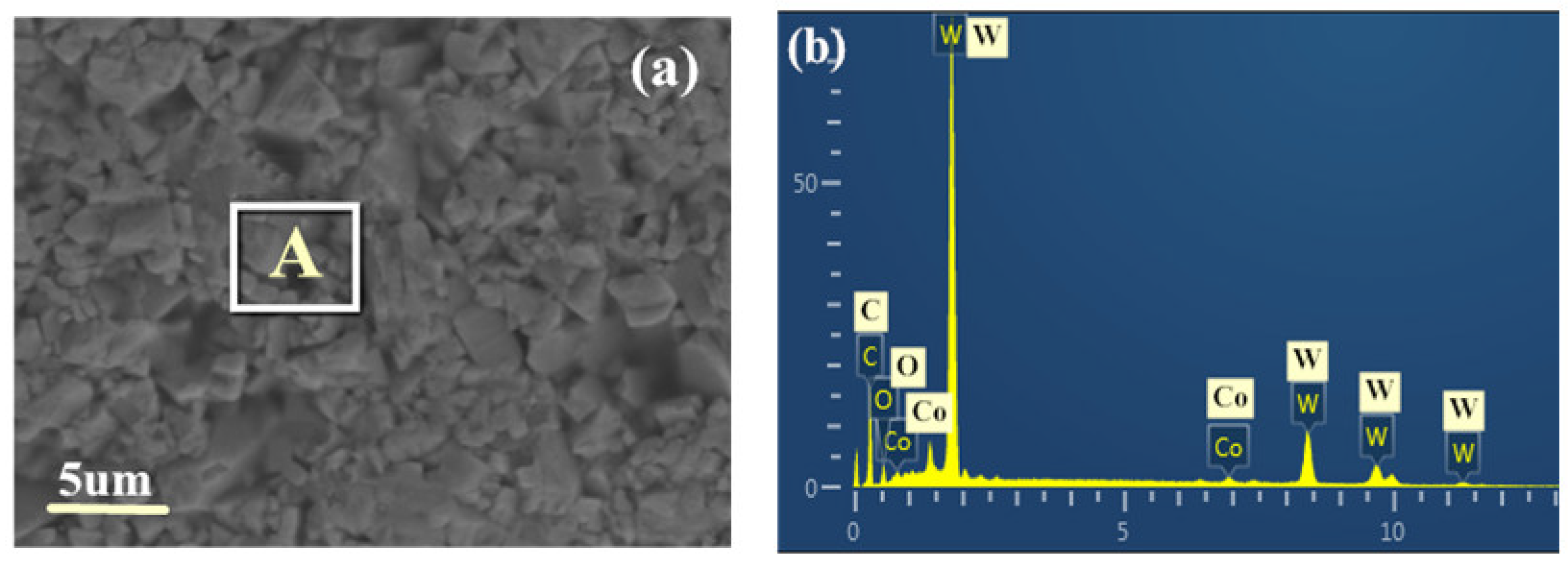
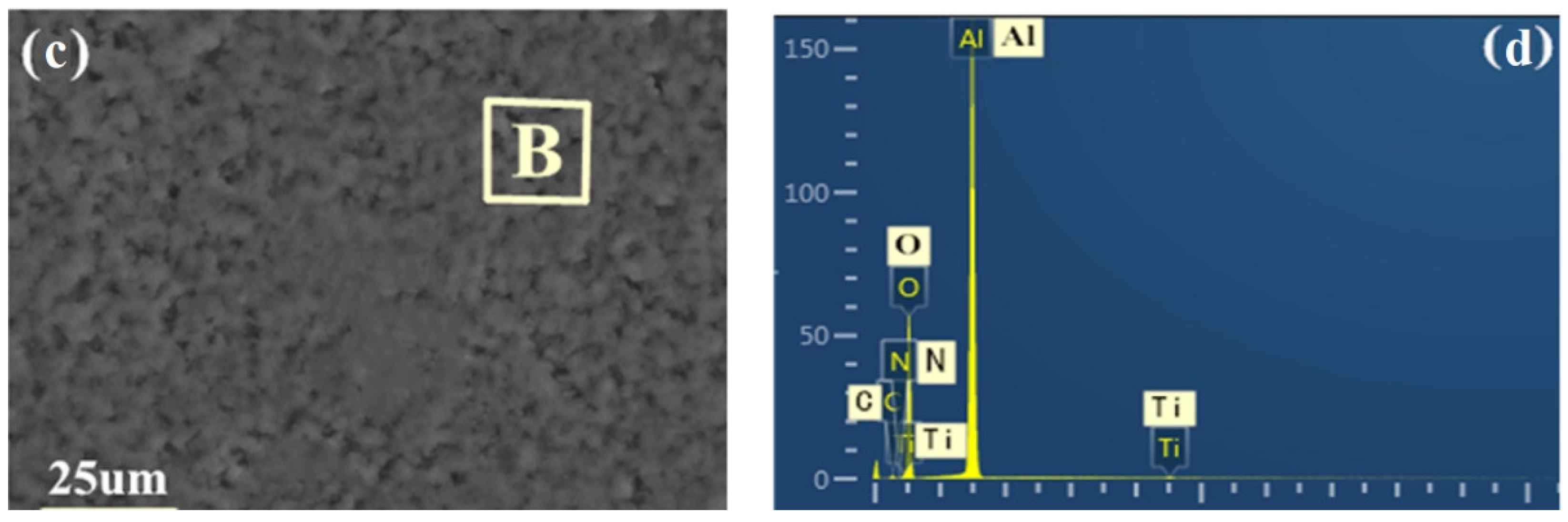
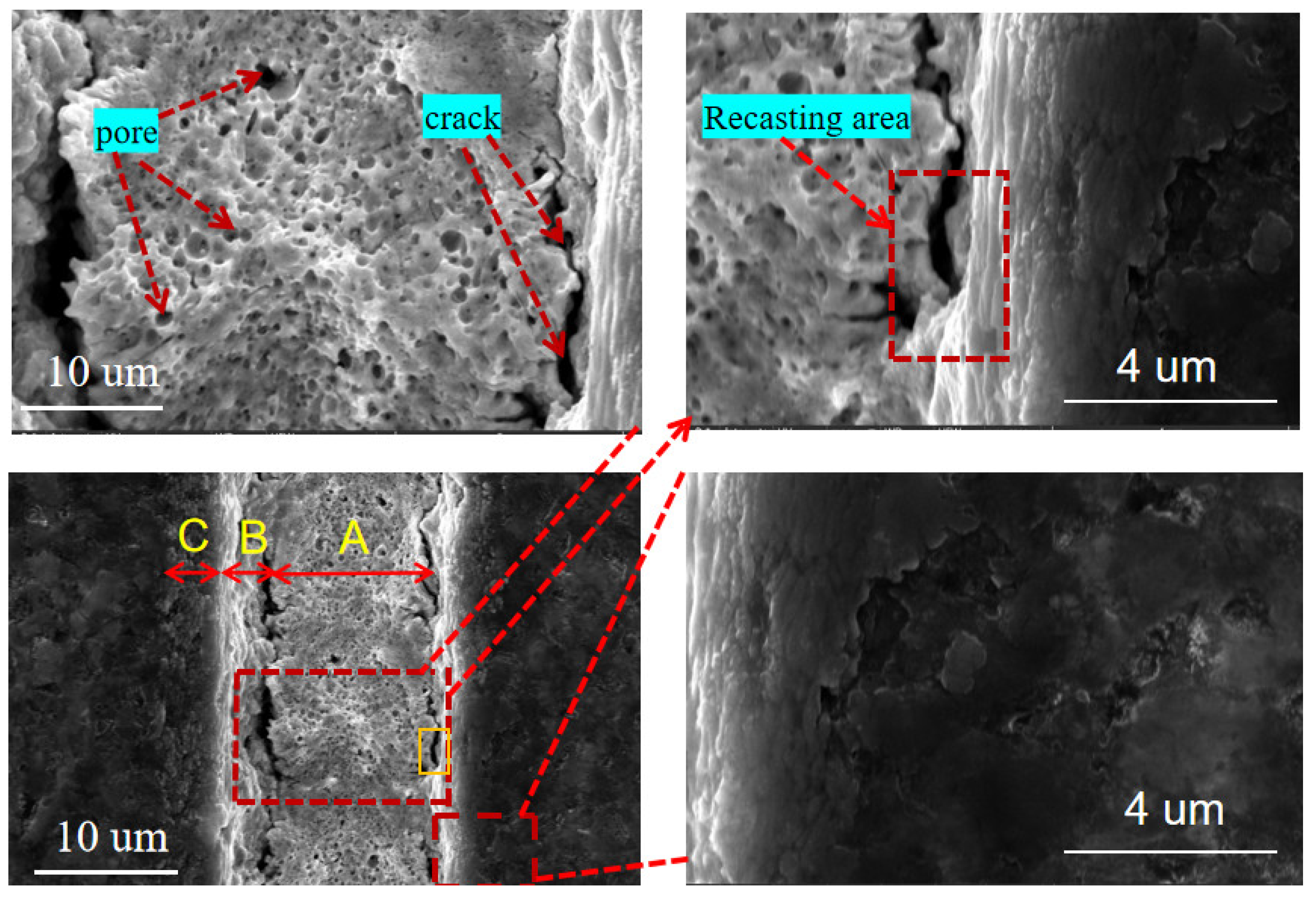
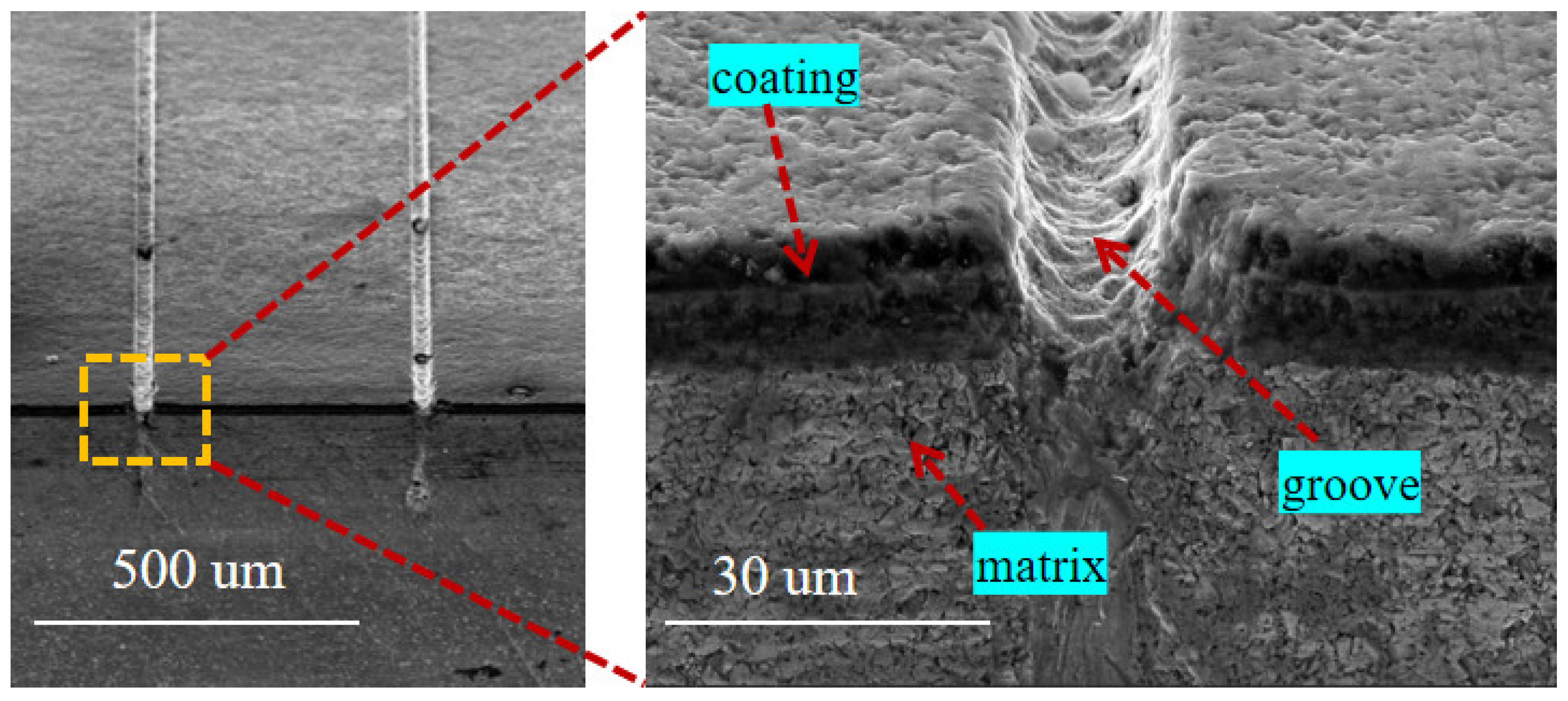
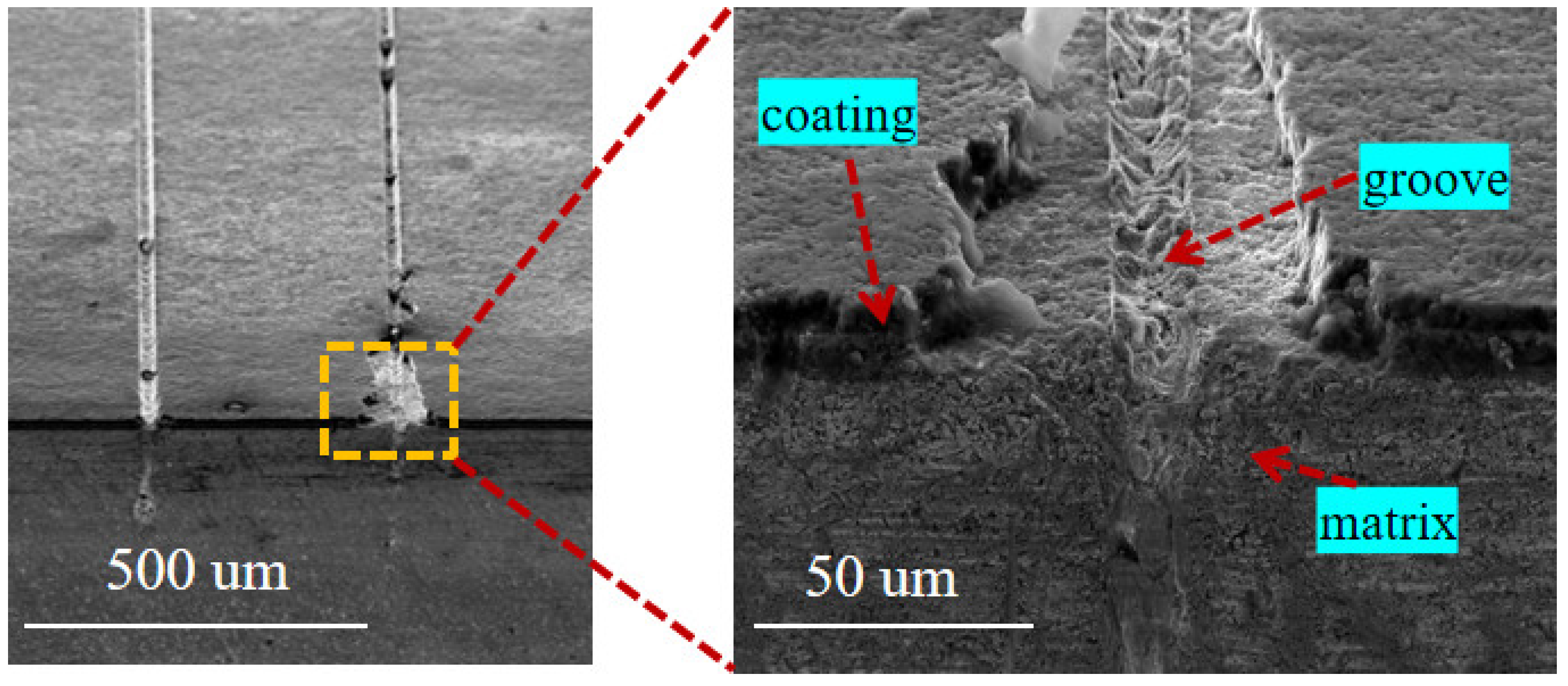
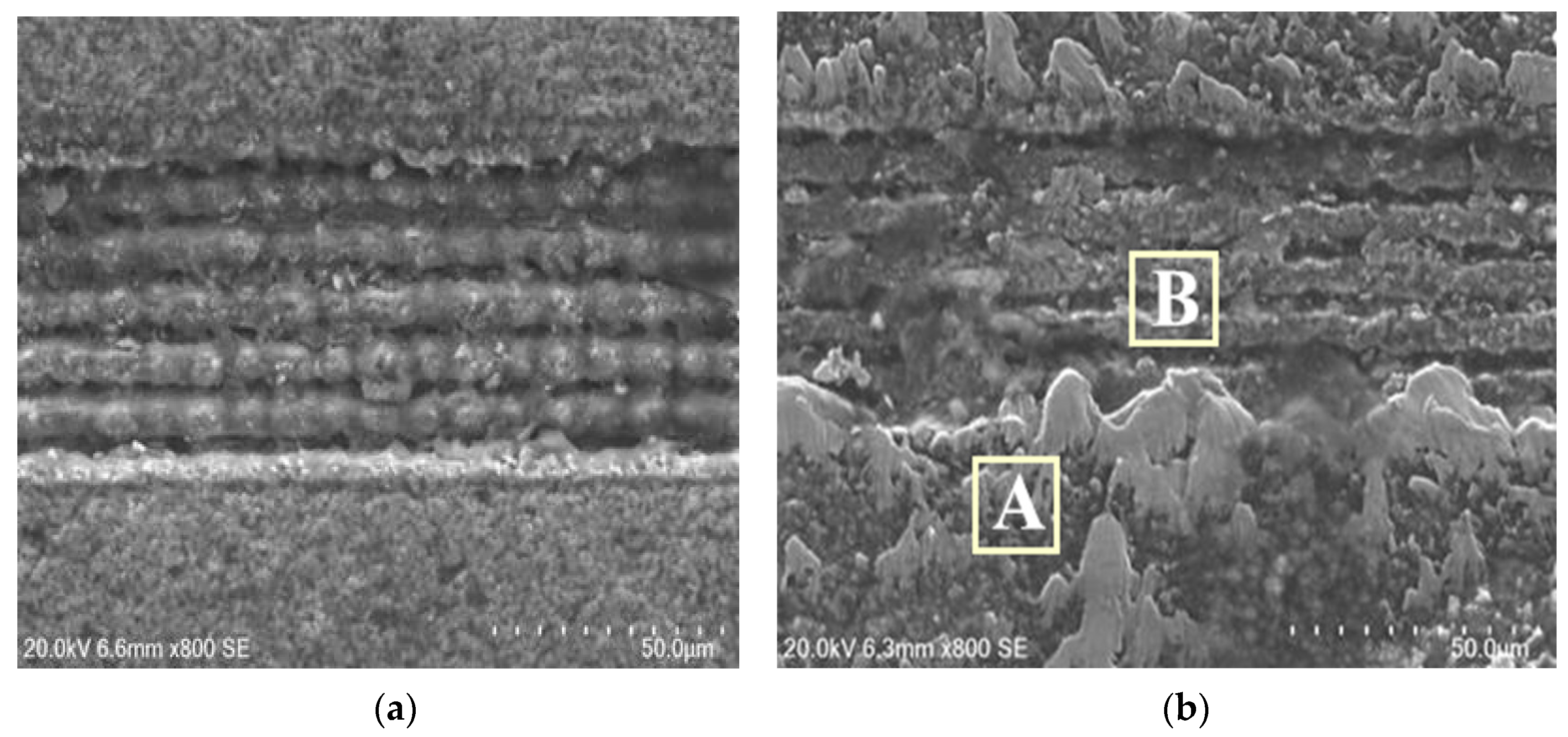
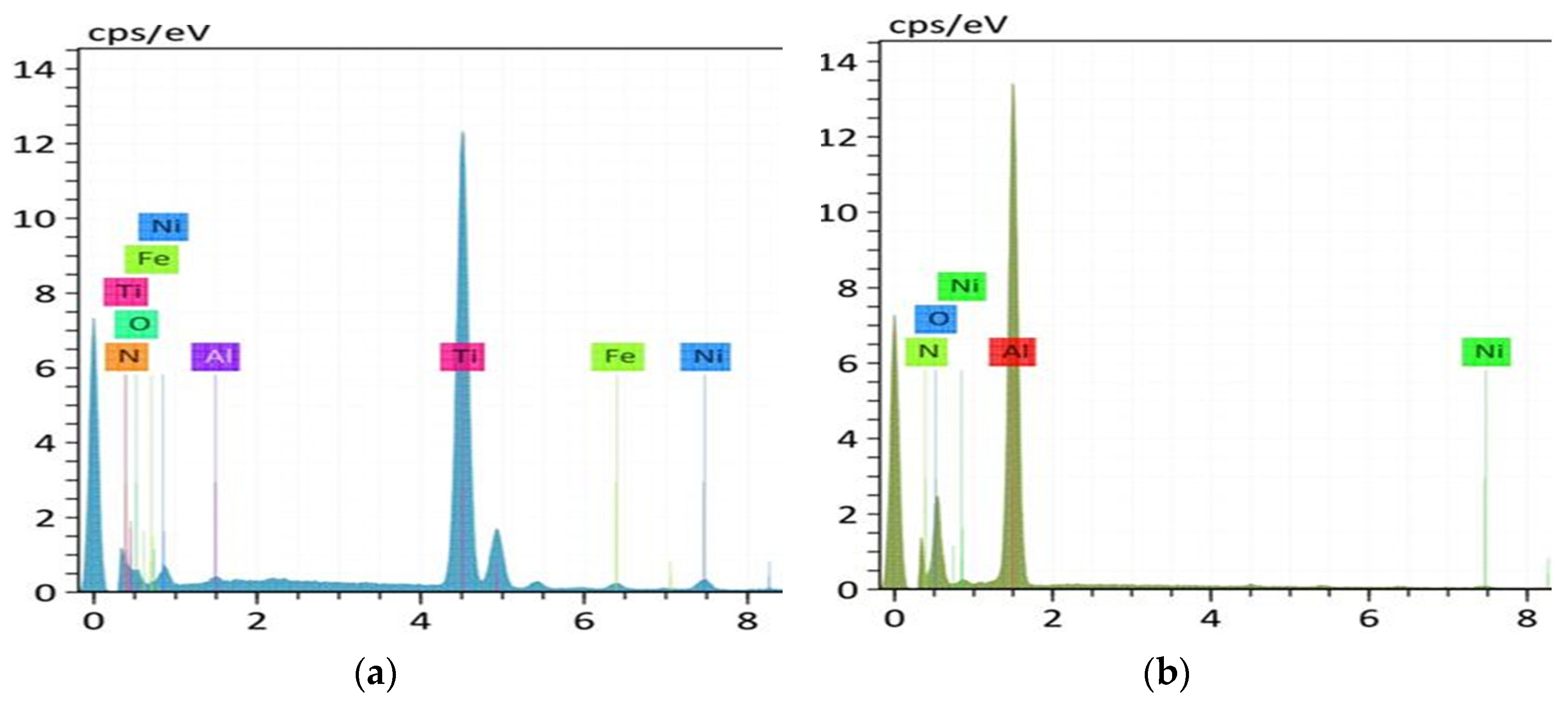
3.1. Analysis of Microstructure Morphology
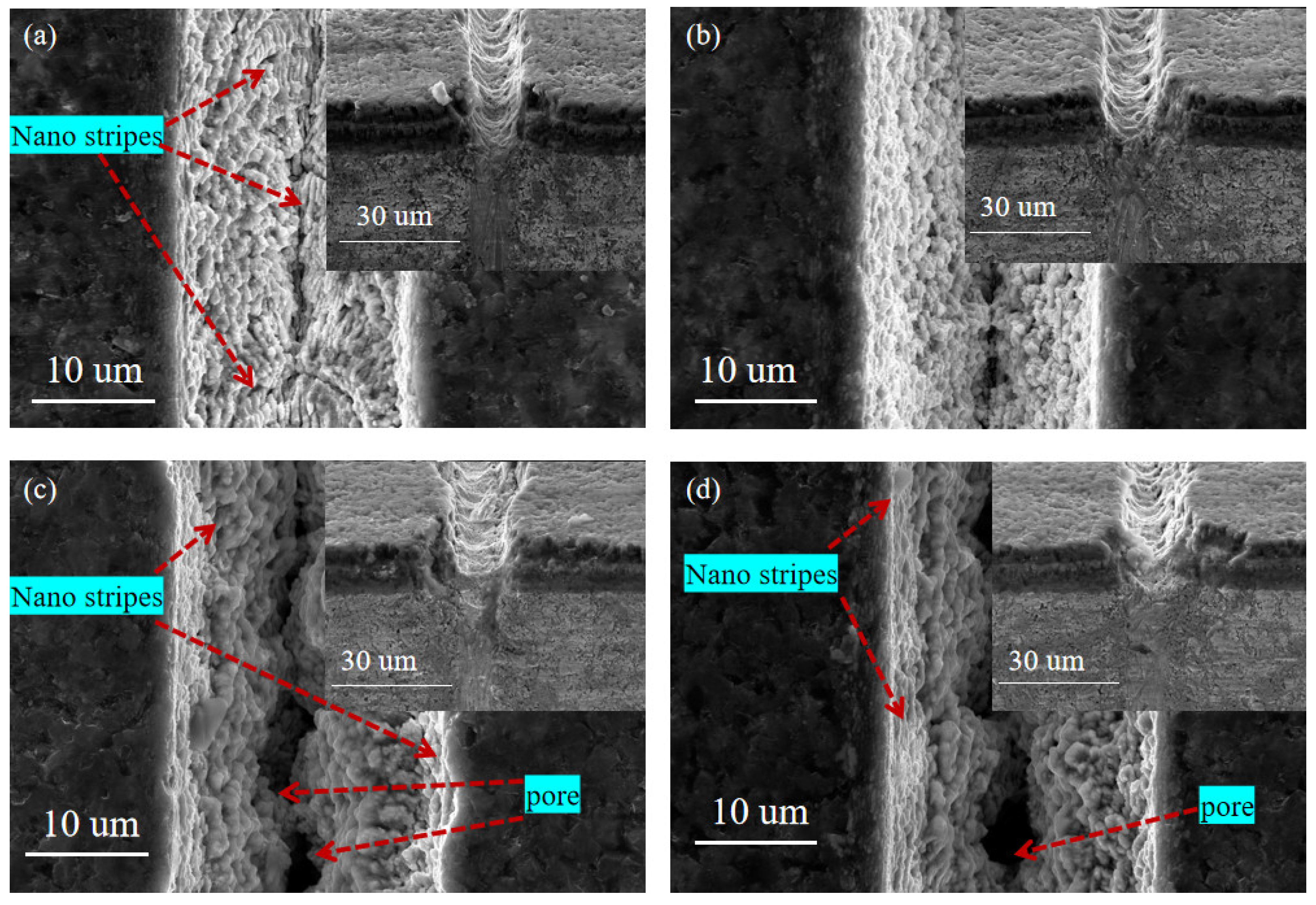
3.2. Experimental Parameters of Laser Processing
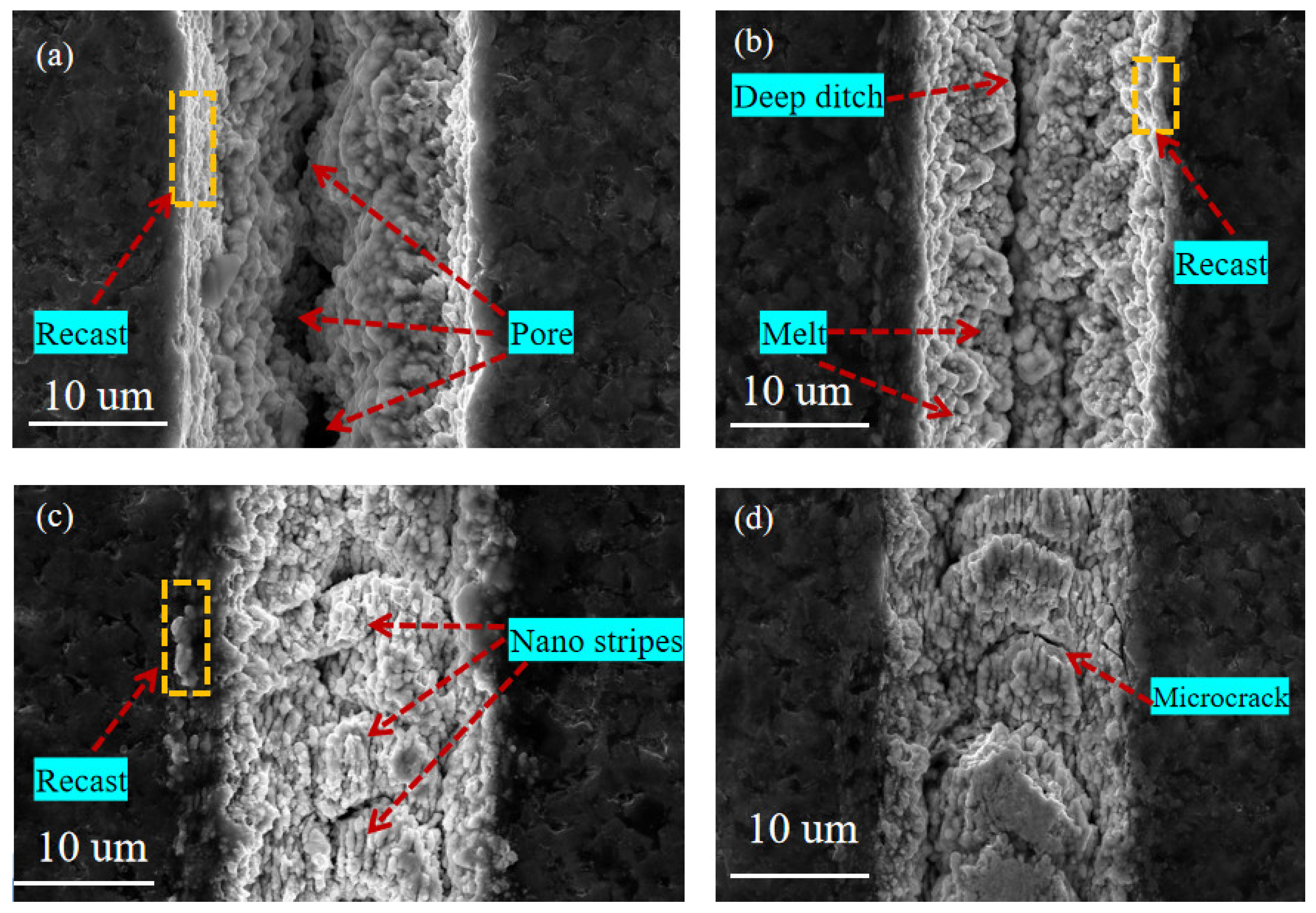
3.2.1. The Effect of Laser Energy
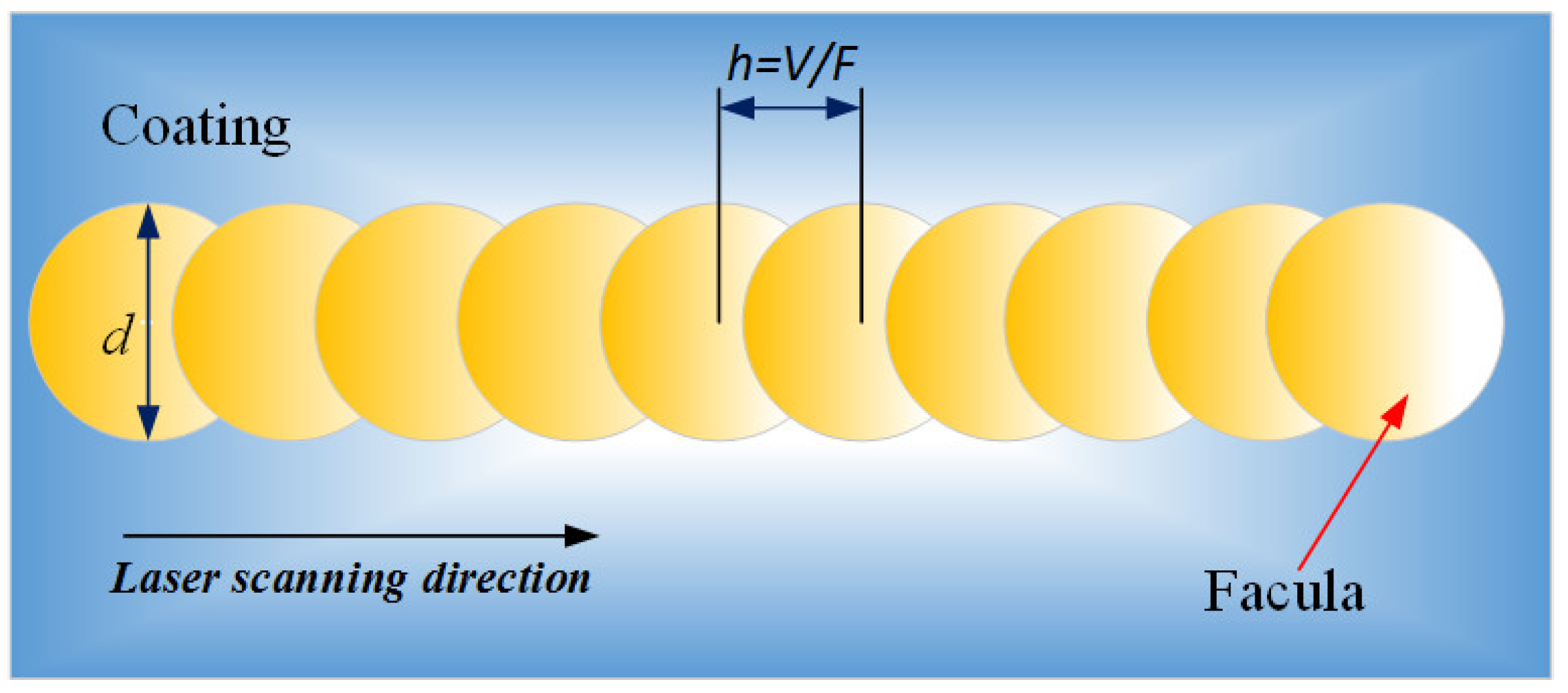
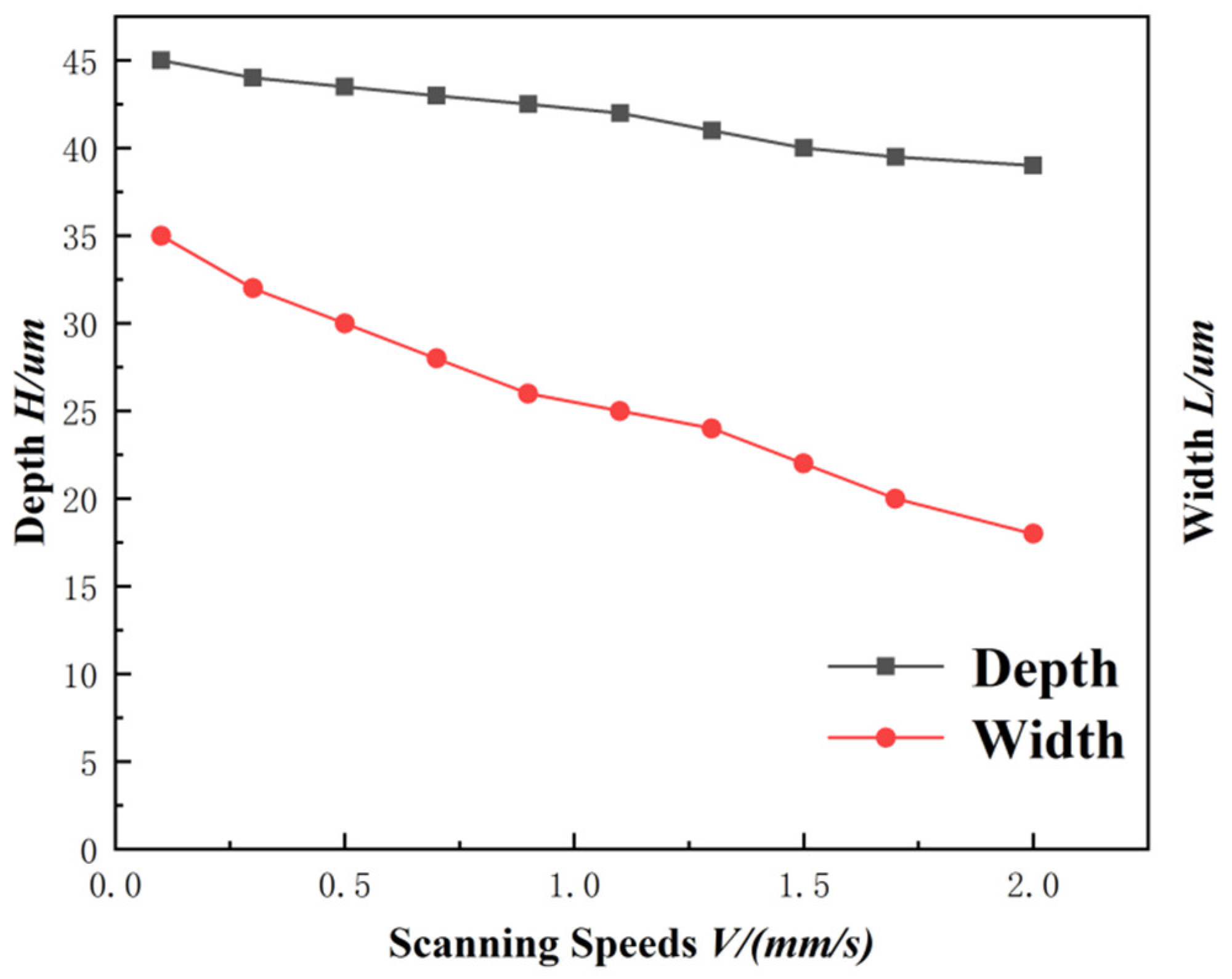
3.2.2. The Effect of Scanning Speed
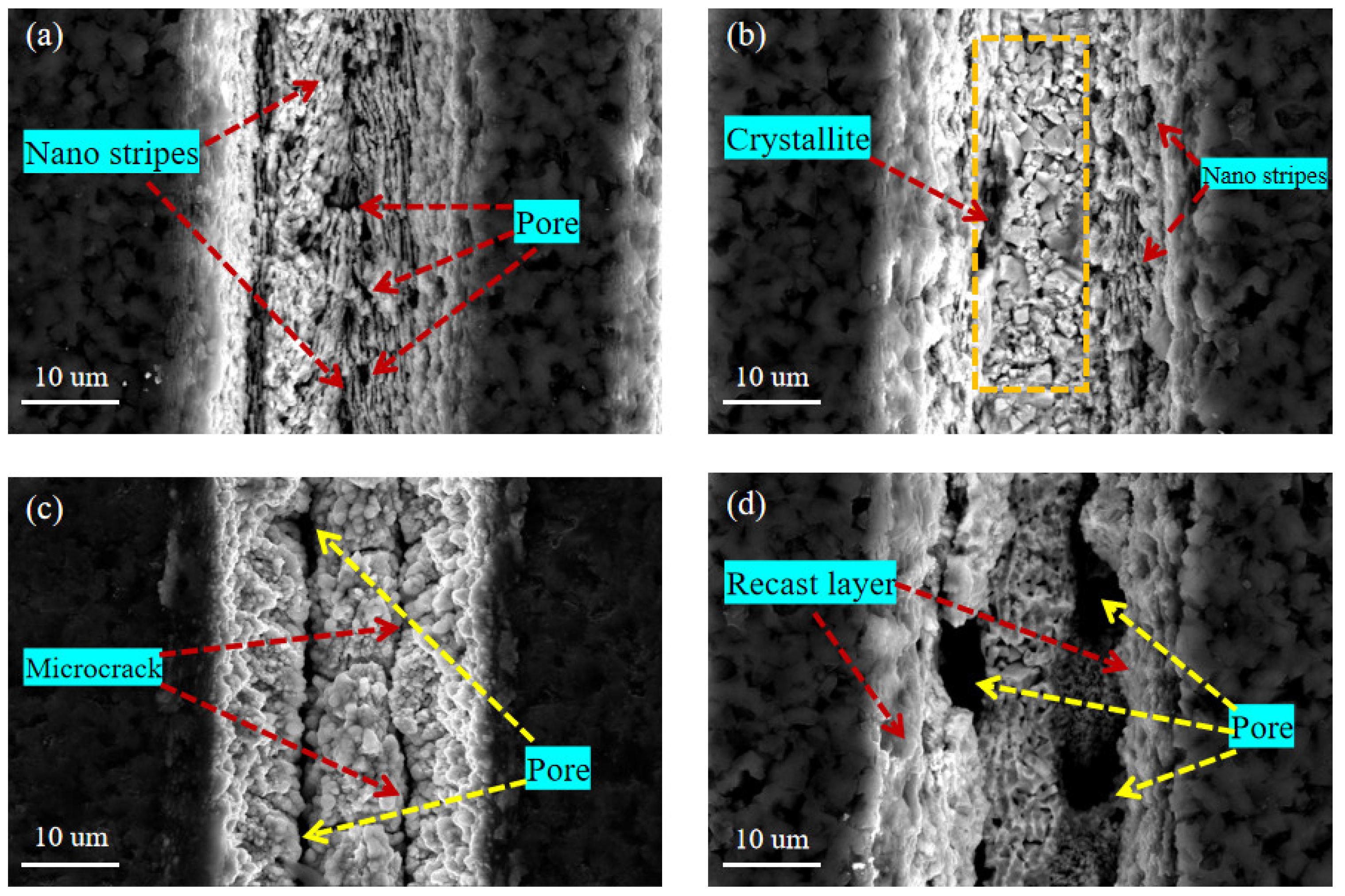
3.2.3. The Effect of Scanning Time
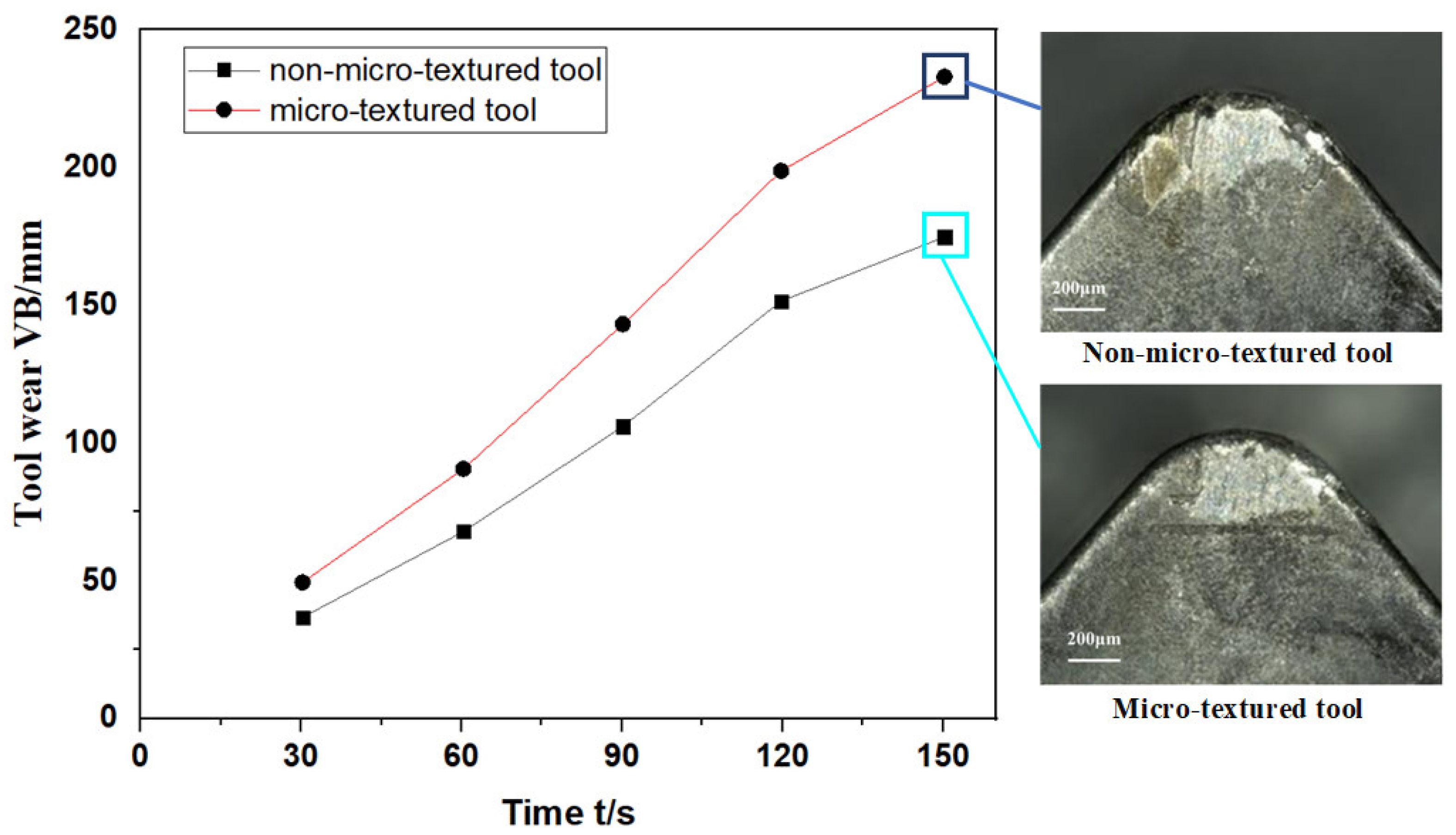
3.3. Effect of Micro-Texture on Tool Wear
3.3.1. Micro-Texture Design of the Tool
3.3.2. Trimming Test Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, Q.; Lv, Z.; Cai, Y.; Cheng, J.; Lou, D.; Chen, L.; Liu, D. Femtosecond Laser Processing of AlN Ceramics for Gradient Wettability Control. ECS J. Solid State Sci. Technol. 2020, 9, 123010. [Google Scholar] [CrossRef]
- Wang, Q.; Yang, Y.; Yao, P.; Zhang, Z.; Yu, S.; Zhu, H.; Huang, C. Friction and cutting characteristics of micro-textured diamond tools fabricated with femtosecond laser. Tribol. Int. 2020, 154, 106720. [Google Scholar] [CrossRef]
- Yang, Q.; Ding, C.; Wang, L.; Ren, X.; Wang, Y.; Lou, D.; Chen, L.; Cheng, J.; Zheng, Z.; Liu, D. Investigating the correlation between surface wettability and morphology parameters of femtosecond laser processed on YT15. J. Laser Appl. 2021, 33, 012025. [Google Scholar] [CrossRef]
- Lazzini, G.; Lutey, A.H.A.; Romoli, L.; Allegrini, M.; Fuso, F. Ultra-fast laser machining of stainless steel. J. Instrum. 2020, 15, C04018. [Google Scholar] [CrossRef]
- Fang, S.; Klein, S.; Bähre, D.; Llanes, L. Performance of laser surface textured cemented carbide tools during abrasive machining: Coating effects, surface integrity assessment and wear characterization. CIRP J. Manuf. Sci. Technol. 2020, 31, 130–139. [Google Scholar] [CrossRef]
- Zhang, K.D.; Deng, J.X. Basic research on preparation and application of Textured TiAlN Coating Tool on matrix surface. J. Mech. Eng. 2019, 55, 105. [Google Scholar]
- Zhao, Y.; Liu, H.; Yu, T.; Hong, M. Fabrication of high hardness microarray diamond tools by femtosecond laser ablation. Opt. Laser Technol. 2021, 140, 107014. [Google Scholar] [CrossRef]
- Ge, D.; Deng, J.; Duan, R.; Liu, Y.; Li, X.; Yue, H. Effect of micro-textures on cutting fluid lubrication of cemented carbide tools. Int. J. Adv. Manuf. Technol. 2019, 103, 3887–3899. [Google Scholar] [CrossRef]
- Chang, C.S.; Hou, K.H.; Chung, C.K.; Tsai, T.W.; Lin, J.F. Effect of femtosecond laser power and overlap ratio on surface roughness parameters, contact angle, and tribological properties of the textured SKD 61 tool steel with oil lubrication. Surf. Topogr. Metrol. Prop. 2020, 8, 045003. [Google Scholar] [CrossRef]
- Sun, X.; Li, J.; Zhou, J.; Chen, K.; Du, H.; Cui, D.; Hu, Y.; Duan, J.A. Reducing the adhesion effect of aluminum alloy by cutting tools with microgroove texture. Appl. Phys. A 2019, 125, 601. [Google Scholar] [CrossRef]
- Sani, E.; Sciti, D.; Silvestroni, L.; Bellucci, A.; Orlando, S.; Trucchi, D.M. Tailoring optical properties of surfaces in wide spectral ranges by multi-scale femtosecond-laser texturing: A case-study for TaB2 ceramics. Opt. Mater. 2020, 109, 110347. [Google Scholar] [CrossRef]
- Gaikwad, A.; Vázquez-Martínez, J.M.; Salguero, J.; Iglesias, P. Tribological Properties of Ti6Al4V Titanium Textured Surfaces Created by Laser: Effect of Dimple Density. Lubricants 2022, 10, 138. [Google Scholar] [CrossRef]
- Qin, L.; Hafezi, M.; Yang, H.; Dong, G.; Zhang, Y. Constructing a dual-function surface by microcasting and nanospraying for efficient drag reduction and potential antifouling capabilities. Micromachines 2019, 10, 490. [Google Scholar] [CrossRef] [PubMed]
- Jamari, J.; Ammarullah, M.I.; Santoso, G.; Sugiharto, S.; Supriyono, T.; Prakoso, A.T.; Basri, H.; van der Heide, E. Computational Contact Pressure Prediction of CoCrMo, SS 316L and Ti6Al4V Femoral Head against UHMWPE Acetabular Cup under Gait Cycle. J. Funct. Biomater. 2022, 13, 64. [Google Scholar] [CrossRef] [PubMed]
- Hajmirzaheydarali, M.; Sadeghipari, M.; Akbari, M.; Shahsafi, A.; Mohajerzadeh, S. Nano-textured high sensitivity ion sensitive field effect transistors. J. Appl. Phys. 2016, 119, 054303.1–054303.8. [Google Scholar] [CrossRef]
- Léonard, A.F.; Castro-Muniz, A.; Suarez-Garcia, F.; Job, N.; Paredes, J.I. Understanding the effect of the mesopore volume of ordered mesoporous carbons on their electrochemical behavior as Li-ion battery anodes. Microporous Mesoporous Mater. 2020, 306, 110417. [Google Scholar] [CrossRef]
- Oh, J.A.S.; Danno, A.; Zhai, W.; Song, X. Deformation-based micro surface texturing using soft backing self-alignment for polymeric material. Microsyst. Technol. 2017, 23, 5709–5715. [Google Scholar] [CrossRef]
- Patel, D.; Jain, V.K.; Ramkumar, J. Micro texturing on metallic surfaces: State of the art. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 941–964. [Google Scholar] [CrossRef]
- Qi, Y.; Nguyen, V.; Melkote, S.; Varenberg, M. Wear of WC inserts textured by shot peening and electrical discharge machining. Wear 2020, 452, 203279. [Google Scholar] [CrossRef]
- Roy, T.; Sarkar, P.S.; Balasubramaniam, R. Non-destructive surface characterization of reverse micro EDM induced arrayed µ-features with varying aspect ratio. Int. J. Adv. Manuf. Technol. 2020, 107, 2609–2622. [Google Scholar] [CrossRef]
- Tamura, T.; Akiyama, R.; Tanaka, R.I.; Kawamoto, H.; Umezu, S. Groove fabrication on surface of soft gelatin gel utilizing micro-electrical discharge machining (Micro-EDM). J. Food Eng. 2020, 277, 109919. [Google Scholar] [CrossRef]
- Pang, K.; Wang, D. Study on the performances of the drilling process of nickel-based superalloy Inconel 718 with differently micro-textured drilling tools. Int. J. Mech. Sci. 2020, 180, 105658. [Google Scholar] [CrossRef]
- Cui, X.; Li, Y.; Guo, J.; Ming, P. Effects of bio-inspired integration of laser-induced microstructure and coated cemented carbide on tool performance in green intermittent turning. J. Manuf. Proces. 2021, 65, 228–244. [Google Scholar] [CrossRef]
- Cui, X.; Li, Y.; Guo, J.; Ming, P. A novel hole cold-expansion method and its effect on surface integrity of nickel-based superalloy. J. Mater. Sci. Technol. 2020, 59, 129–137. [Google Scholar]
- Tajima, T.; Mourou, G. Zettawatt-exawatt lasers and their applications in ultrastrong-field physics. Rev. Mod. Phys. 2002, 5, 031301. [Google Scholar] [CrossRef]
- Sugihara, T.; Enomoto, T. Improving anti-adhesion in aluminum alloy cutting by micro stripe texture. Precis. Eng. 2012, 36, 229–237. [Google Scholar] [CrossRef]
- Enomoto, T.; Sugihara, T.; Yukinaga, S.; Hirose, K.; Satake, U. Highly wear-resistant cutting tools with textured surfaces in steel cutting. CIRP Ann. -Manuf. Technol. 2012, 61, 571–574. [Google Scholar] [CrossRef]
- Enomoto, T.; Sugihara, T. Improving anti-adhesive properties of cutting tool surfaces by nano-/micro-textures. CIRP Ann. -Manuf. Technol. 2010, 59, 597–600. [Google Scholar] [CrossRef]
- Zhang, K.; Deng, J.; Ding, Z.; Guo, X.; Sun, L. Improving dry machining performance of TiAlN hard-coated tools through combined technology of femtosecond laser-textures and WS2 soft-coatings. J. Manuf. Proces. 2017, 30, 492–501. [Google Scholar] [CrossRef]
- Sugihara, T.; Enomoto, T. Development of a cutting tool with a nano/micro-textured surface-Improvement of anti-adhesive effect by considering the texture patterns. Precis. Eng. 2009, 33, 425–429. [Google Scholar] [CrossRef]
- Wang, X.; Kato, K.; Adachi, K.; Aizawa, K. The effect of laser texturing of SiC surface on the critical load for the transition of water lubrication mode from hydrodynamic to mixed. Tribol. Int. 2001, 34, 703–711. [Google Scholar] [CrossRef]
- John, L. Development of the indirect drive approach to inertial confinement fusion and the target physics basis for ignition and gain. Phys. Plasmas 1998, 2, 3933–4024. [Google Scholar]
- Leuchs, G. Multiphoton ionization of atoms. Science 1985, 229, 1345–1351. [Google Scholar]
- Kim, D.M.; Bajpai, V.; Kim, B.H.; Park, H.W. Finite element modeling of hard turning process via a micro-textured tool. Int. J. Adv. Manuf. Technol. 2015, 78, 1393–1405. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition (wt.%) | Density (g/cm3) | Hardness (Gpa) | Flexural Strength (MPa) | Fracture Toughness (MPa m1/2) | Thermal Conductivity (W/(m K)) | Thermal Expansion Coefficient (10−6/K) |
|---|---|---|---|---|---|---|
| WC + 6%Co | 14.6 | 16.0 | 2300.0 | 14.8 | 75.4 | 4.5 |
| Coating | Coatings Thickness (um) | Hardness (GPa) | Critical Load (N) |
|---|---|---|---|
| TiAlN | 3.0 ± 0.5 | 34.2 ± 1.5 | 79 ± 2.3 |
| Pulse Width (fs) | Central Wavelength (nm) | Repetition Frequency(kHz) | Maximum Monopulse Energy( μJ) | Focus Lens Focal Length (mm) | Spot Diameter (μm) |
|---|---|---|---|---|---|
| 300 | 1028 ± 5 | 40 | 400 | 60 | 11 |
| Repetition Frequency (kHz) | Laser Energy (μJ) | Scanning Speed (mm·s−1) | Scanning Times (n) |
|---|---|---|---|
| 40 | 1–20 | 0.1–2.0 | 1–8 |
| Depth of Cut (mm) | Cutting Speed (m/min) | Feed Rate(mm/r) | Cutting Time (s) |
|---|---|---|---|
| 0.3 | 20 | 0.2 | 150 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, X.; Zhan, J.; Mei, S. Optimization of Micro-Texturing Process Parameters of TiAlN Coated Cutting Tools by Femtosecond Laser. Materials 2022, 15, 6519. https://doi.org/10.3390/ma15196519
Wu X, Zhan J, Mei S. Optimization of Micro-Texturing Process Parameters of TiAlN Coated Cutting Tools by Femtosecond Laser. Materials. 2022; 15(19):6519. https://doi.org/10.3390/ma15196519
Chicago/Turabian StyleWu, Xuefeng, Jinming Zhan, and Sanlin Mei. 2022. "Optimization of Micro-Texturing Process Parameters of TiAlN Coated Cutting Tools by Femtosecond Laser" Materials 15, no. 19: 6519. https://doi.org/10.3390/ma15196519