
Influence of Irradiation Parameters on Structure and Properties of Oak Wood Surface Engraved with a CO2 Laser

Abstract
:1. Introduction
- -
- to determine the total amount of energy supplied with a laser beam onto the wood surface under varying CO2 laser parameters (laser power, raster density);
- -
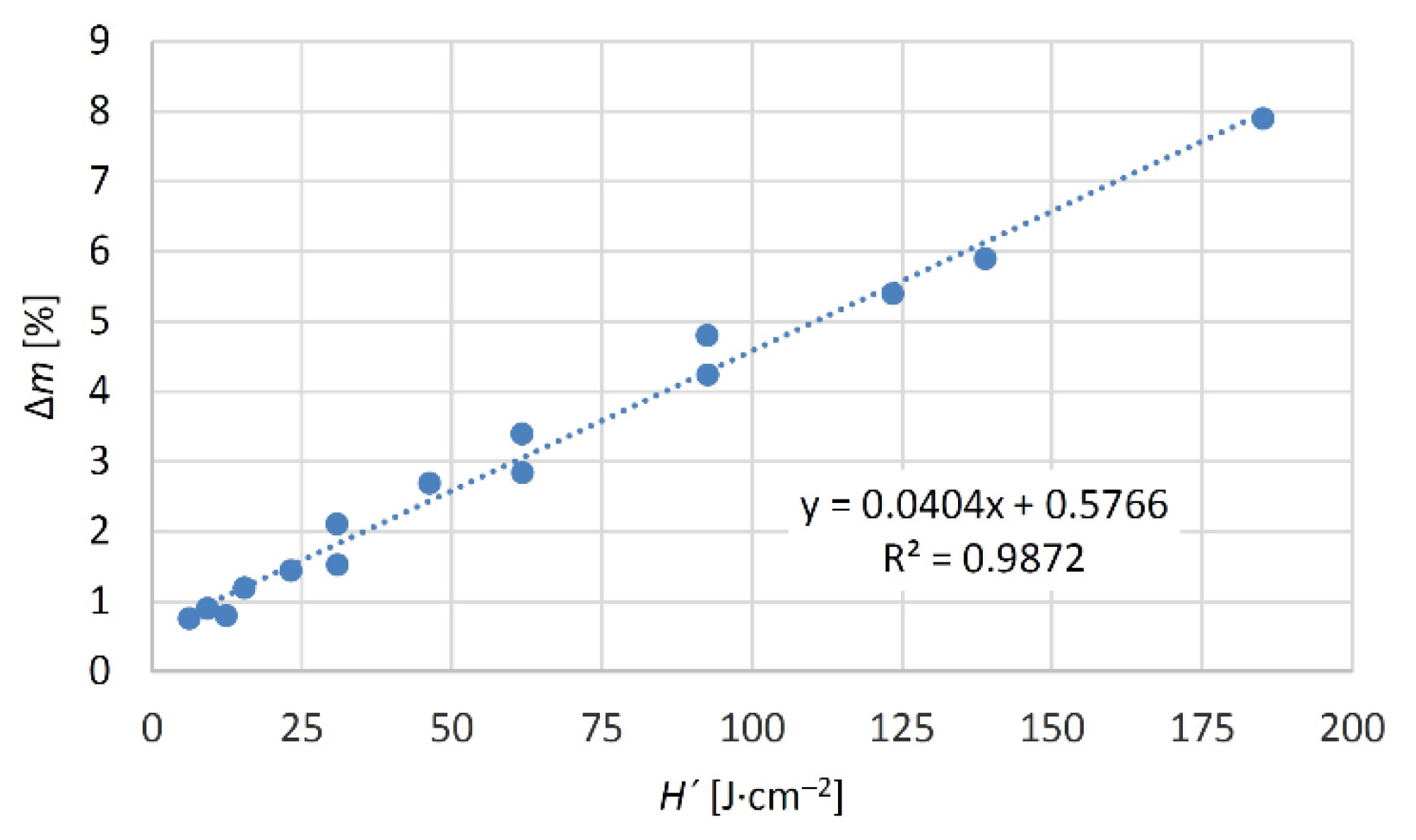
- to assess the impact of the total radiation dose on the wood mass loss;
- -
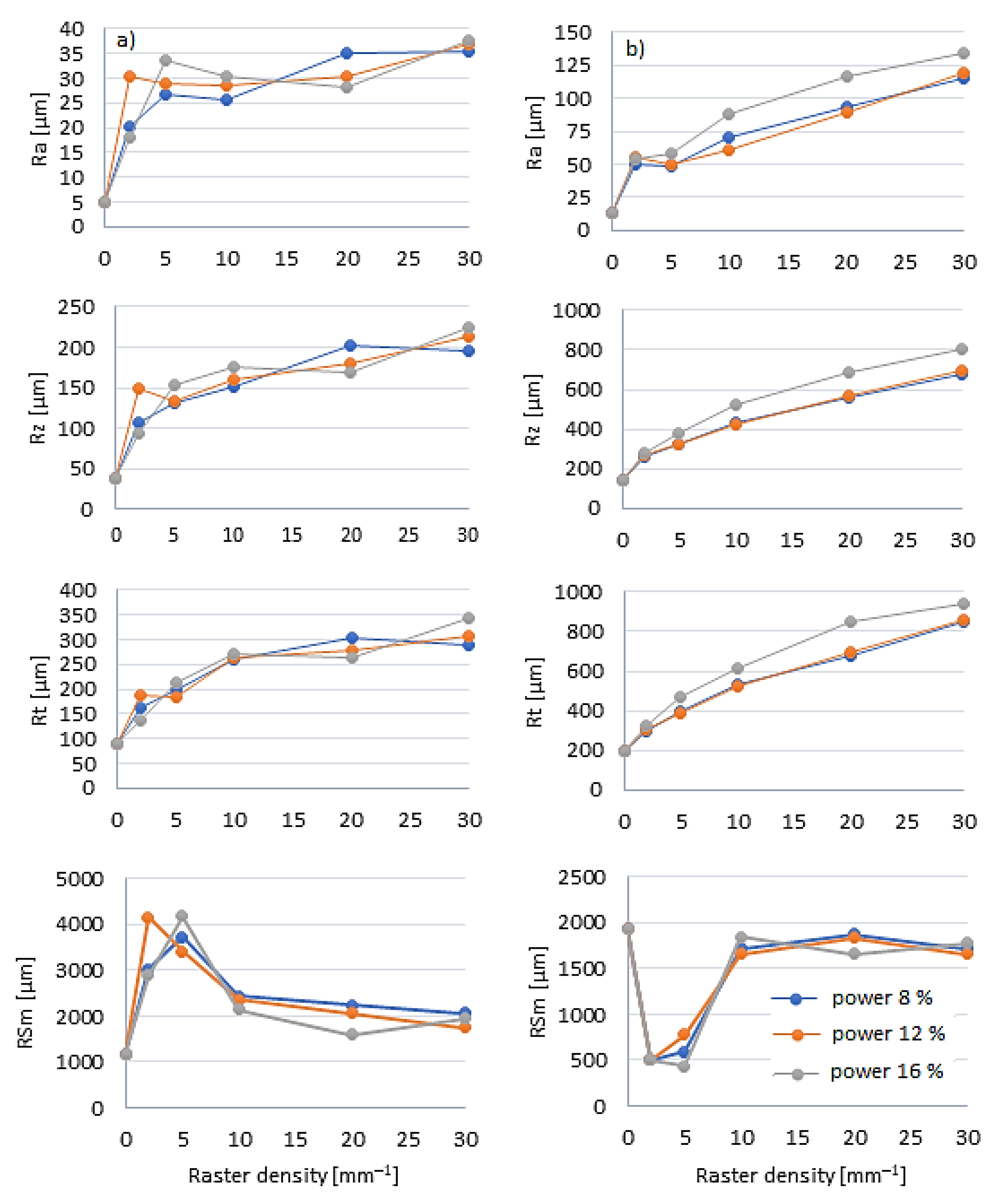
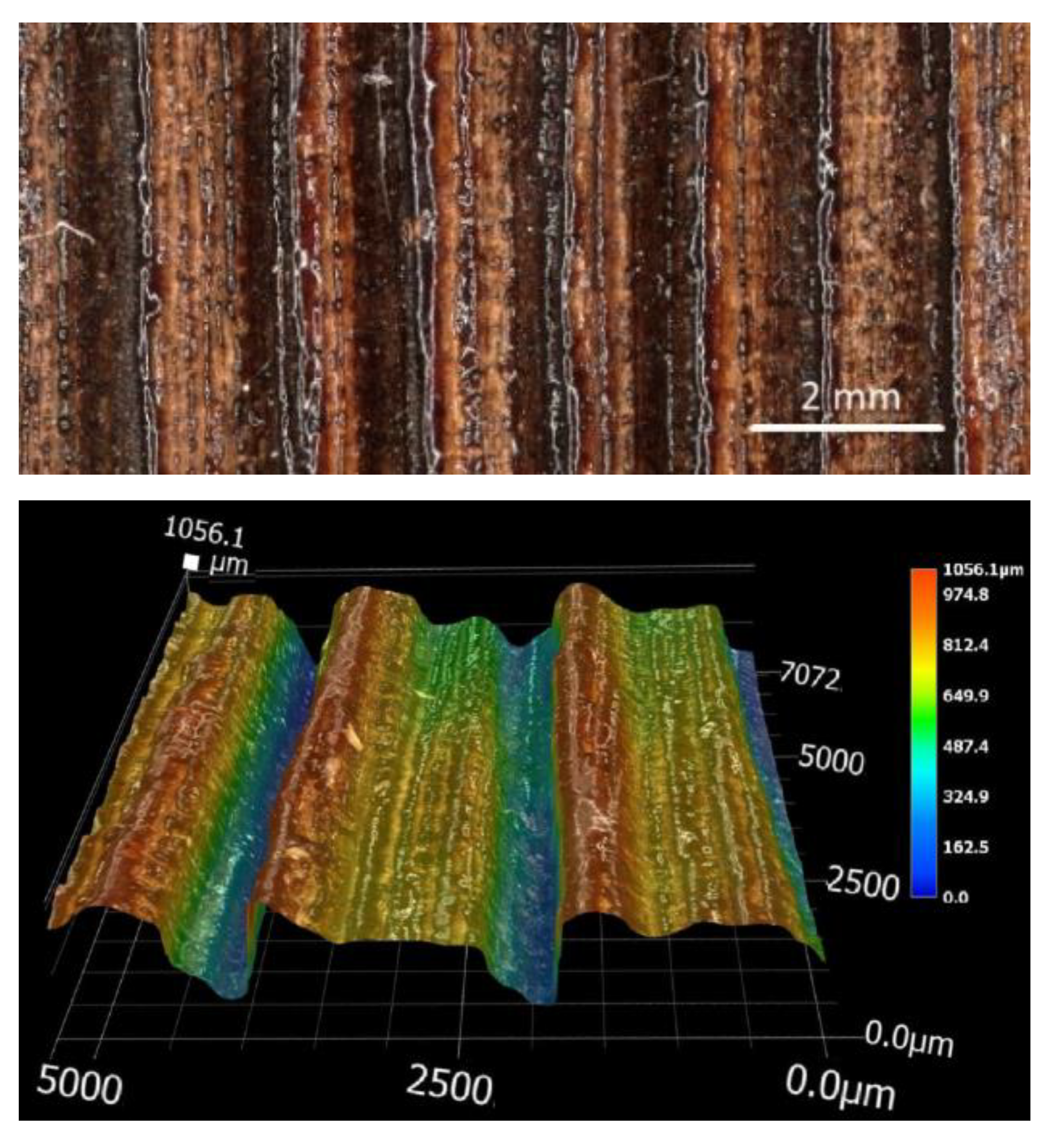
- to assess the impact of the specific method of surface treatment on the wood surface chemical structure and morphology quantified through roughness parameters;
- -
- to inspect colour changes depending on different laser parameters and to identify how the total energy supplied influenced the changes in the colour coordinates;
- -
- to find out the influence of engraving on the wetting process and on the surface free energy.
2. Materials and Methods
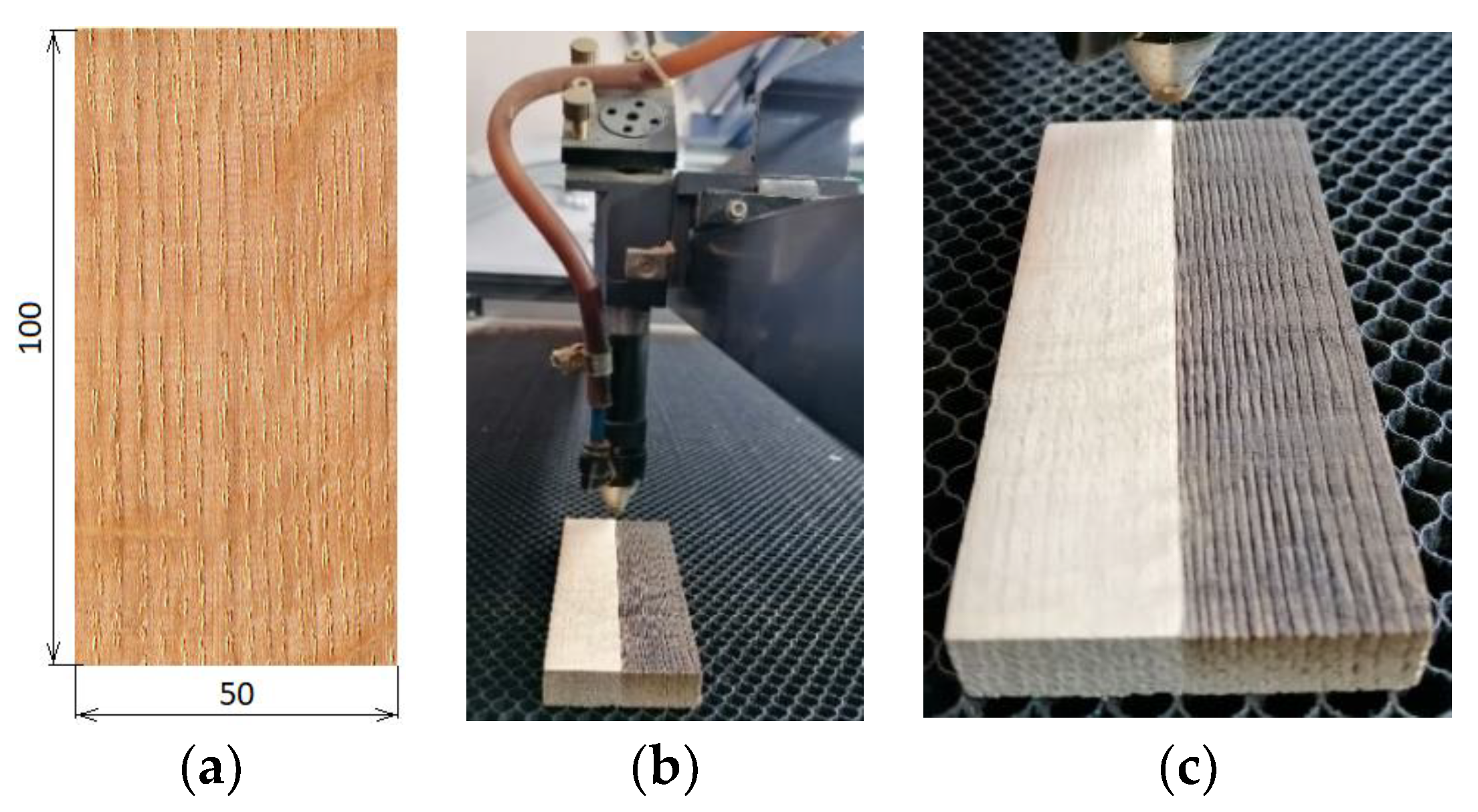
2.1. Experimental Material and Irradiation Parameters
2.2. Determining the Weight Ratio of the Wood Mass Loss
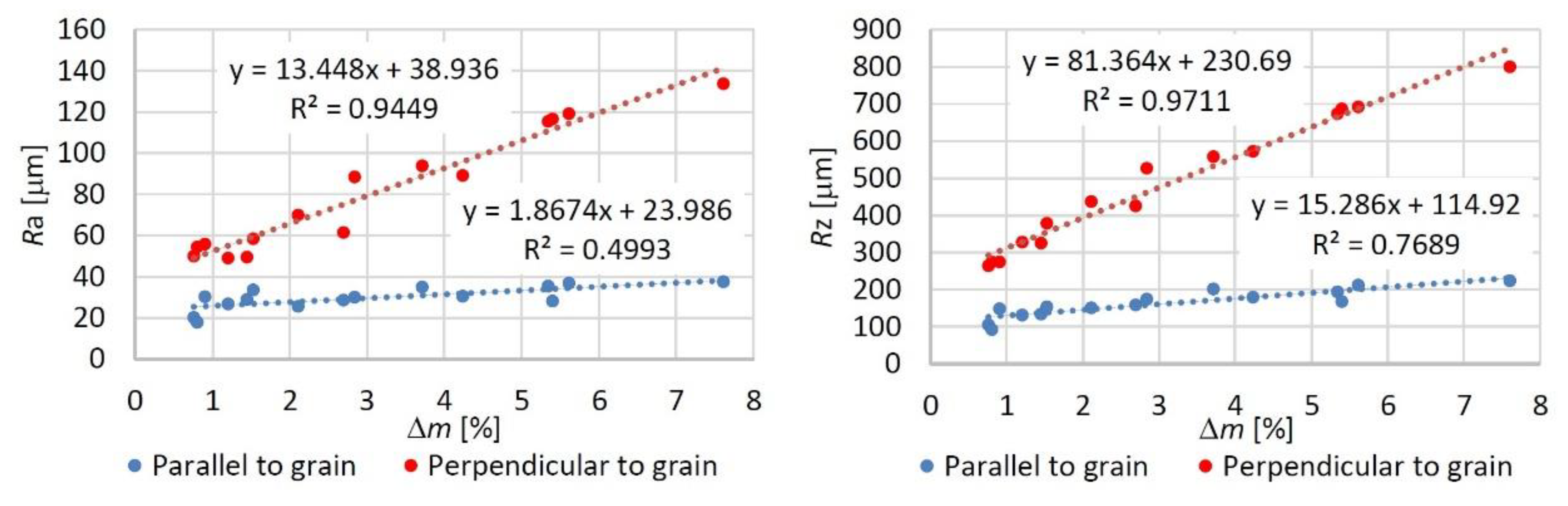
2.3. Evaluation of Surface Morphology
2.4. Detecting Chemical Changes after Engraving
2.5. Colour Measurement
2.6. Wood Surface Wetting with Liquids and Determining the Surface Free Energy
3. Results and Discussion
3.1. Determining the Total Irradiation Dose
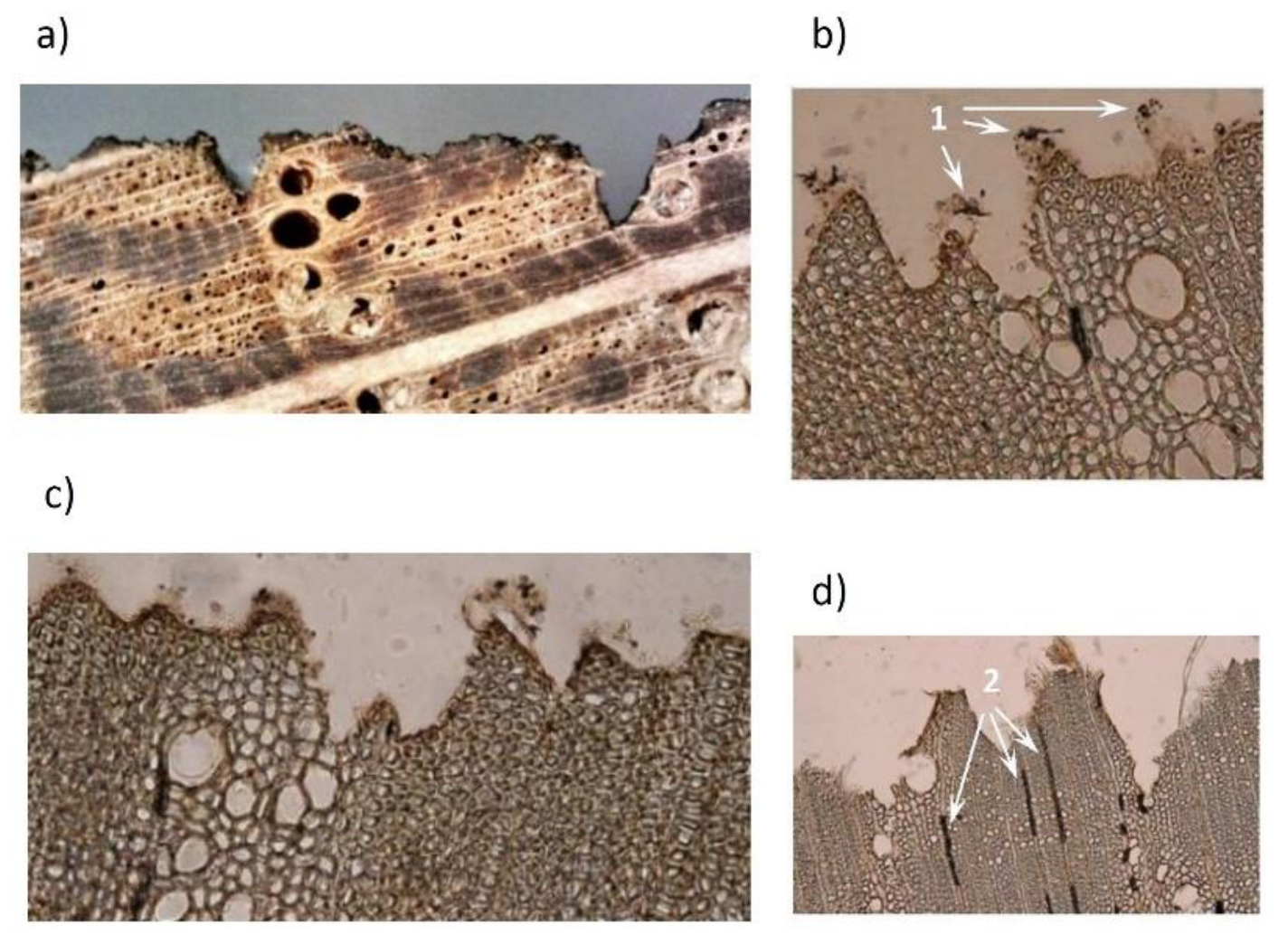
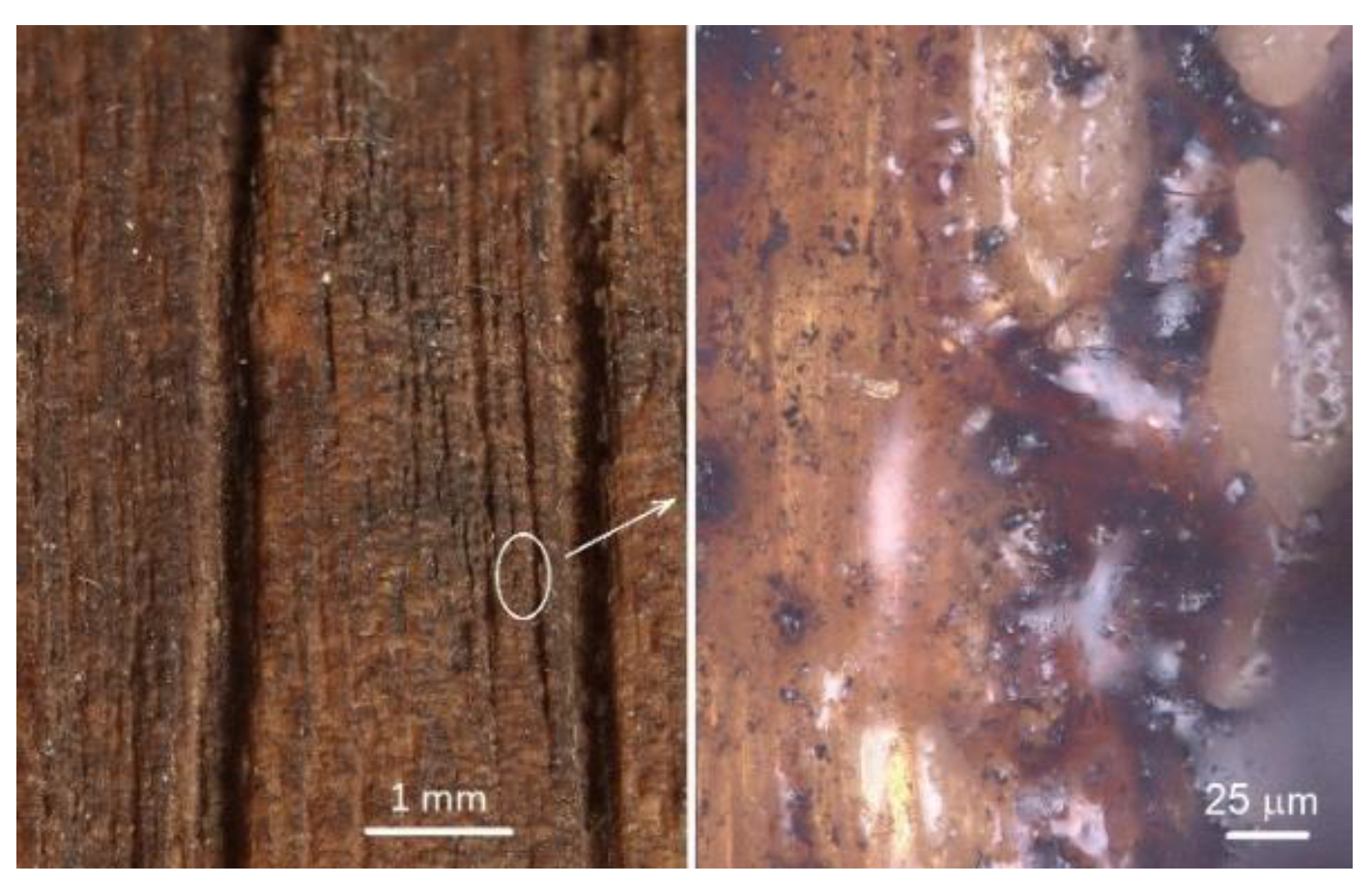
3.2. Morphology of Wood Surfaces Engraved with CO2 Laser
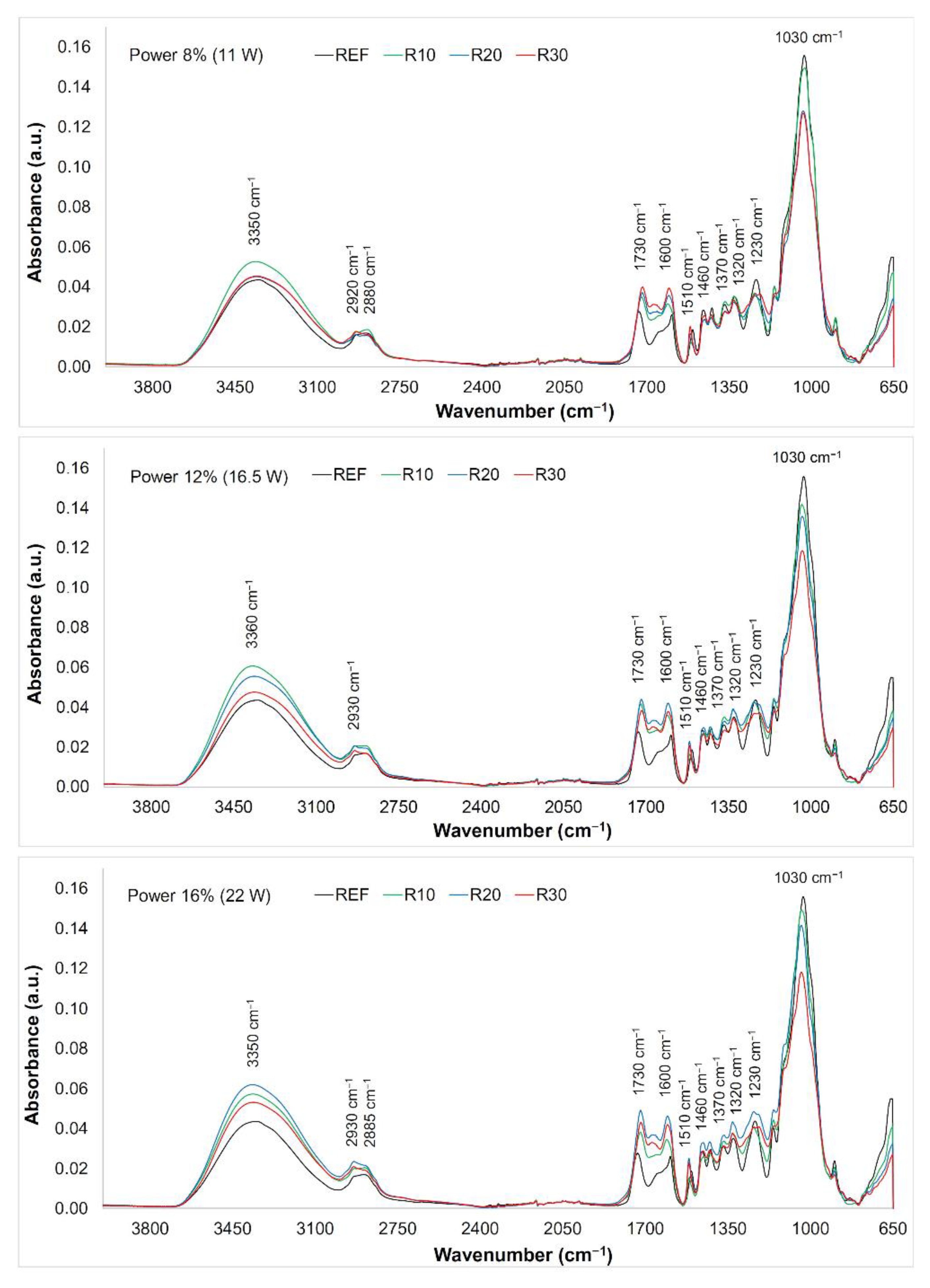
3.3. Changes in the FTIR Spectra
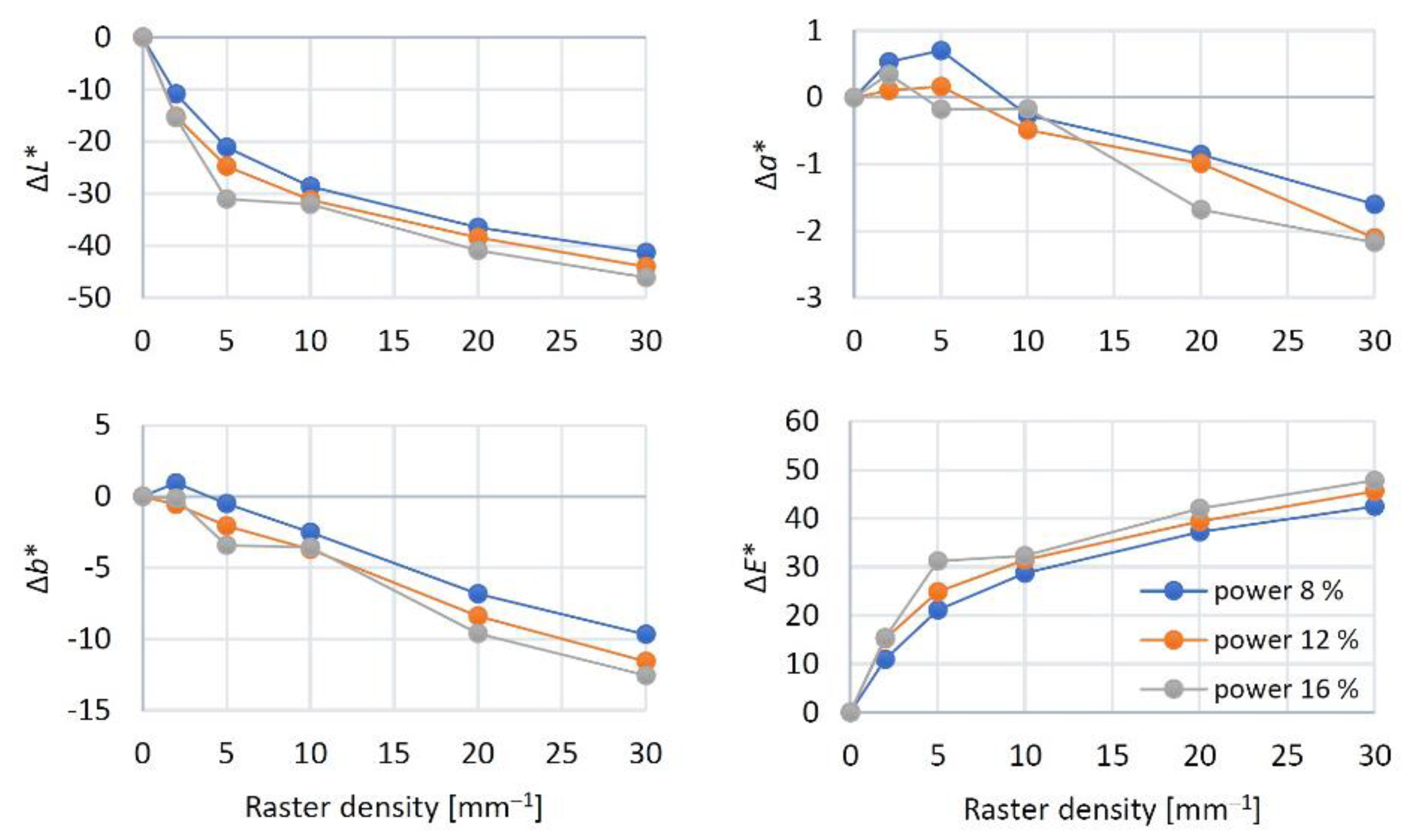
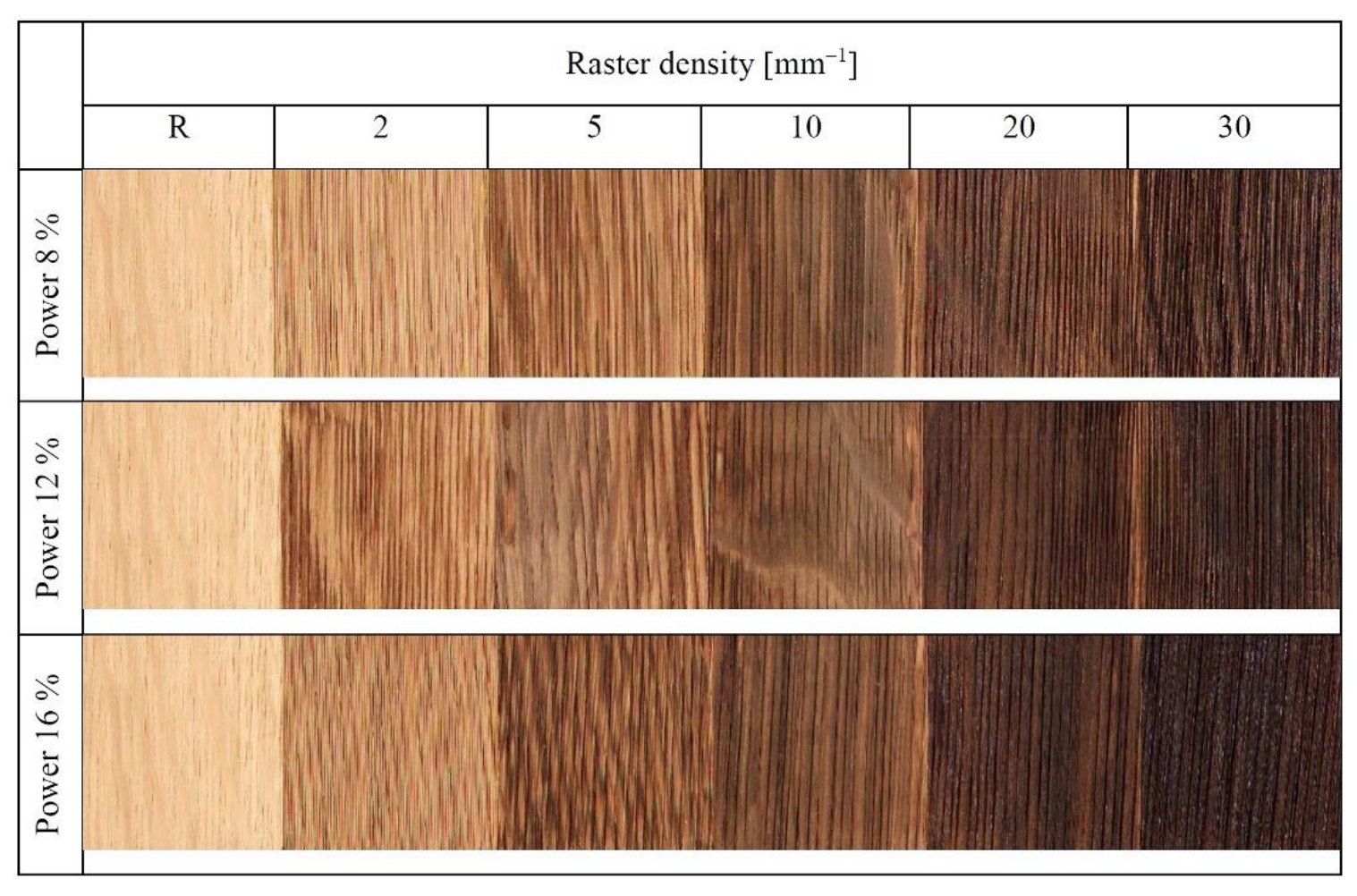
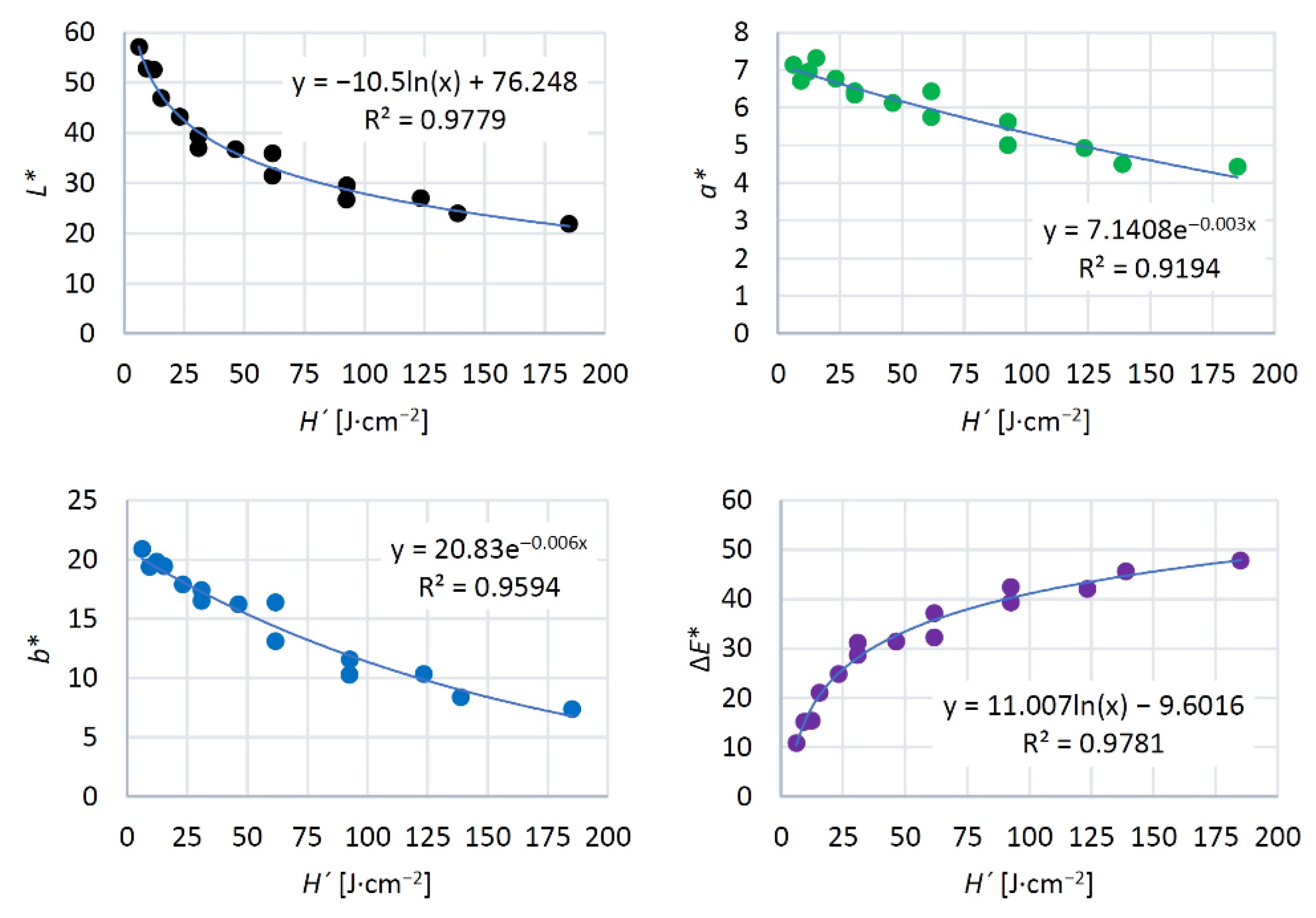
3.4. Discolouration of Engraved Surfaces
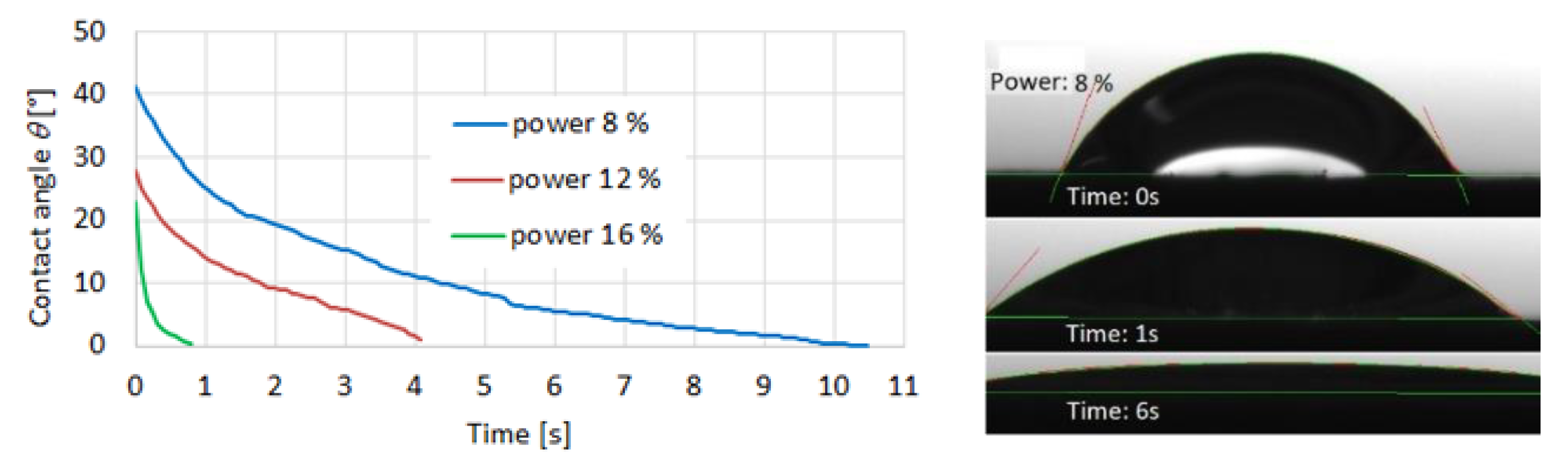
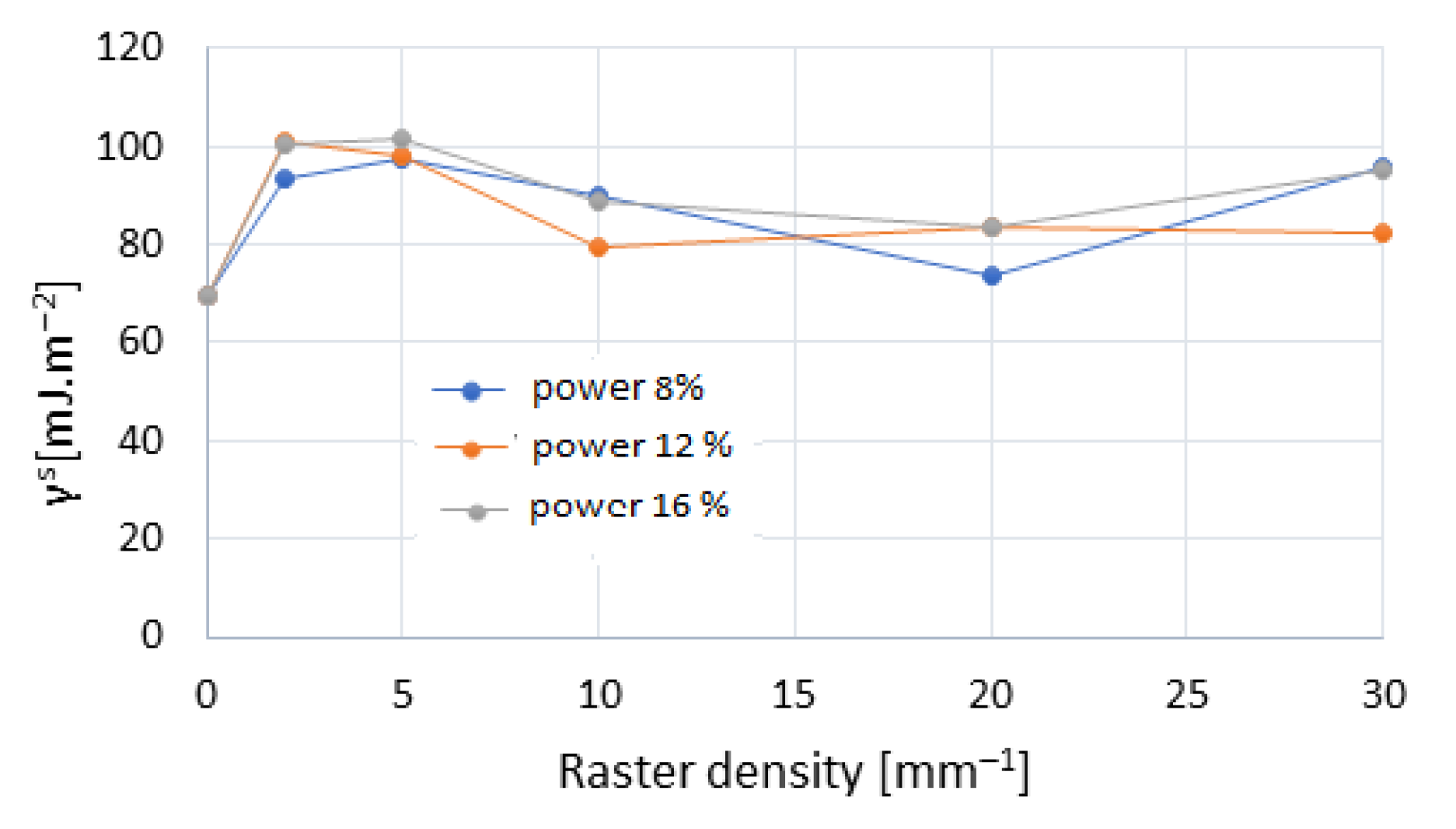
3.5. Wetting and Surface Free Energy in Engraved Wood Surfaces
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ion, J.C. Laser Processing of Engineering Materials. Principles, Procedure and Industrial Application. IOP Conf. Ser. Mater. Sci. Eng. 2005, 454, 1–18. [Google Scholar]
- Eltawahni, A.; Olabi, A.G.; Benyounis, K.Y. Investigating the CO2 Laser Cutting Parameters of MDF Wood Composite Material. Opt. Laser Technol. 2011, 43, 648–659. [Google Scholar] [CrossRef] [Green Version]
- Fukuta, S.; Nomura, M.; Ikeda, T.; Yoshizawa, M.; Yamasaki, M.; Sasaki, Y. UV Laser Machining of Wood. Eur. J. Wood Wood Prod. 2016, 74, 261–267. [Google Scholar] [CrossRef]
- Patel, C.; Patel, A.J.; Patel, R.C. A Review on Laser Marking Process for Different Materials. Int. J. Sci. Res. Dev. 2017, 5, 147–150. [Google Scholar]
- Martínez-Conde, A.; Krenke, T.; Frybort, S. Review: Comparative Analysis of CO2 Laser and Conventional Sawing for Cutting of Lumber and Wood-based Materials. Wood Sci. Technol. 2017, 51, 943–966. [Google Scholar] [CrossRef]
- Yang, C.; Jiang, T.; Yu, Y.; Bai, Y.; Song, M.; Miao, Q.; Ma, Y.; Liu, J. Water-jet Assisted Nanosecond Laser Microcutting of Northeast China Ash Wood. Experimental Study. BioResources 2019, 14, 128–138. [Google Scholar] [CrossRef]
- Kubovský, I.; Krišťák, Ľ.; Suja, J.; Gajtanska, M.; Igaz, R.; Ružiak, I.; Réh, R. Optimization of Parameters for the Cutting of Wood-Based Materials by a CO2 Laser. Appl. Sci. 2020, 10, 8113. [Google Scholar] [CrossRef]
- Nath, S.; Waugh, D.G.; Ormondroyd, G.A.; Spear, M.J.; Pitman, A.J.; Sahoo, S.; Mason, P. CO2 Laser Interactions with Wood Tissues During Single Pulse Laser-incision. Opt. Laser Technol. 2020, 126, 106069. [Google Scholar] [CrossRef]
- Moradi, M.; Moghadam, M.K.; Beiranvand, Z.M. CO2 Laser Engraving of Injection Moulded Polycarbonate. Experimental Investigation. Lasers Eng. 2021, 48, 293–303. [Google Scholar]
- Kúdela, J.; Reinprecht, L.; Vidholdová, Z.; Andrejko, M. Surface Properties of Beech Wood Modified by CO2 Laser. Acta Facultatis Xylologiae Zvolen 2019, 61, 5–18. [Google Scholar] [CrossRef]
- Kúdela, J.; Kubovský, I.; Andrejko, M. Surface Properties of Beech Wood after CO2 Laser Engraving. Coatings 2020, 10, 77. [Google Scholar] [CrossRef] [Green Version]
- Kúdela, J.; Andrejko, M.; Mišíková, O. Wood Surface Morphology Alteration Induced by Engraving with CO2 Laser Under Different Raster Density Values. Acta Facultatis Xylologiae Zvolen 2021, 63, 35–47. [Google Scholar] [CrossRef]
- Gurau, L.; Coşereanu, C.; Paiu, I. Comparative Surface Quality of Larch (Larix decidua Mill.) Fretwork Patterns Cut through by CNC Routing and by Laser. Appl. Sci. 2021, 11, 6875. [Google Scholar] [CrossRef]
- Jurek, M.; Wagnerová, R. Laser Beam Calibration for Wood Surface Colour Treatment. Eur. J. Wood Prod. 2021, 79, 1097–1107. [Google Scholar] [CrossRef]
- Reinprecht, L.; Vidholdová, Z. The Impact of a CO2 Laser on the Adhesion and Mold Resistance of a Synthetic Polymer Layer on a Wood Surface. Forests 2021, 12, 242. [Google Scholar] [CrossRef]
- Li, R.; He, C.; Chen, Y.; Wang, X. Effects of Laser Parameters on the Width of Color Change Area of Poplar Wood Surface During a Single Irradiation. Eur. J. Wood Prod. 2021, 79, 1109–1116. [Google Scholar] [CrossRef]
- Li, R.; He, C.; Wang, X. Evaluation and Modeling of Processability of Laser Removal Technique for Bamboo Outer Layer. JOM 2021, 73, 2423–2430. [Google Scholar] [CrossRef]
- Li, R.; He, C.; Xu, W.; Wang, X.A. Prediction of Surface Roughness of CO2 Laser Modified Poplar Wood Via Response Surface Methodology. Maderas. Ciencia y Tecnología 2022, 24, 1–12. [Google Scholar] [CrossRef]
- Guo, Q.; Wu, Z.; Zhang, C.; Yang, C.; Ma, Y.; Xu, F.; Cao, Z. Study on a New Clean Machining Method Instead of Sanding Technology for Wood. Alex. Eng. J. 2021, 60, 2369–2380. [Google Scholar] [CrossRef]
- Lungu, A.; Timar, M.C.; Beldean, E.C.; Georgescu, S.V.; Coşereanu, C. Adding Value to Maple (Acer pseudoplatanus) Wood Furniture Surfaces by Different Methods of Transposing Motifs from Textile Heritage. Coatings 2022, 12, 1393. [Google Scholar] [CrossRef]
- Kačík, F.; Kubovský, I. Chemical Changes of Beech Wood Due to CO2 Laser Irradiation. J. Photochem. Photobiol. A 2011, 222, 105–110. [Google Scholar] [CrossRef]
- Haller, P.; Beyer, E.; Wiedemann, G.; Panzner, M.; Wust, H. Experimental Study of the Effect of a Laser Beam on the Morphology of Wood Surfaces. In Proceedings of the First International Conference of the European Society for Wood Mechanics, Lausanne, Switzerland, 19–21 April 2001; p. 459. [Google Scholar]
- Dolan, J.A. Characterization of Laser Modified Surfaces for Wood Adhesion. Master’s Thesis, The Faculty of Virginia Polytechnic Institute, Blacksburg, VA, USA, 2014; 100p. [Google Scholar]
- Kubovský, I.; Kačík, F. Colour and Chemical Changes of the Lime Wood Surface Due to CO2 Laser Thermal Modification. Appl. Surf. Sci. 2014, 321, 261–267. [Google Scholar] [CrossRef]
- Lin, C.J.; Wang, Y.C.; Lin, L.D.; Chiou, C.R.; Wang, Y.N.; Tsai, M.J. Effects of Feed Speed Ratio and Laser Power on Engraved Depth and Color Difference of Moso Bamboo Lamina. J. Mater. Process. Technol. 2008, 198, 419–425. [Google Scholar] [CrossRef]
- Kubovský, I.; Kačík, F. Changes of the Wood Surface Colour Induced by CO2 Laser and Its Durability after the Xenon Lamp Exposure. Wood Res. 2013, 58, 581–590. Available online: http://www.woodresearch.sk/wr/201304/07.pdf (accessed on 21 January 2014).
- Gurau, L.; Petru, A.; Varodi, A.; Timar, M.C. The Influence of CO2 Laser Beam Power Output and Scanning Speed on Surface Roughness and Colour Changes of Beech (Fagus sylvatica). BioResources 2017, 12, 7395–7412. [Google Scholar] [CrossRef]
- Gurau, L.; Petru, A. The Influence of CO2 Laser Beam Power Output and Scanning Speed on Surface Quality of Norway maple (Acer platanoides). BioResources 2018, 13, 8168–8183. [Google Scholar] [CrossRef]
- Wust, H.; Haller, P.; Wiedemann, G. Experimental Study of the Effect of a Laser Beam on the Morphology of Wood Surfaces. In Proceedings of the Second European Conference on Wood Modification, Göttingen, Germany, 6–7 October 2005. [Google Scholar]
- Petutschnigg, A.; Stöckler, M.; Steinwendner, F.; Schnepps, J.; Gütler, H.; Blinzer, J.; Holzer, H.; Schnabel, T. Laser Treatment of Wood Surfaces for Ski Cores: An Experimental Parameter Study. Adv. Mater. Sci. Eng. 2013, 2013, 123085. [Google Scholar] [CrossRef] [Green Version]
- Li, R.; Xu, W.; Wang, X.A.; Wang, C. Modeling and Predicting of the Color Changes of Wood Surface During CO2 Laser Modification. J. Clean. Prod. 2018, 183, 818–823. [Google Scholar] [CrossRef]
- Kubovský, I.; Kačík, F.; Reinprecht, L. The Impact of UV Radiation on the Change of Colour and Composition of the Surface of Lime Wood Treated With a CO2 Laser. J. Photochem. Photobiol. A 2016, 322, 60–66. [Google Scholar] [CrossRef]
- Allegretti, O.; Travan, L.; Cividini, R. Drying Techniques to Obtain White Beech. In Proceedings of the Wood EDG Conference, Bled, Slovenia, 23 April 2009. [Google Scholar]
- Panzner, M.; Wiedemann, G.; Henneberg, K.; Fischer, R.; Wittke, T.; Dietsch, R. Experimental Investigation of the Laser Ablation Process on Wood Surfaces. Appl. Surf. Sci. 1998, 127–129, 787–792. [Google Scholar] [CrossRef]
- Blanchard, V.; Blanchet, P.; Riedl, B. Surface Energy Modification by Radiofrequency Inductive and Capacitive Plasmas at Low Pressures on Sugar Maple: An Exploratory Study. Wood Fiber Sci. 2009, 41, 245–254. [Google Scholar]
- Hubbe, M.A.; Gardner, D.J.; Shen, W. Contact Angles and Wettability of Cellulosic Surfaces. A Review of Proposed Mechanisms and Test Strategies. BioResouces 2015, 10, 8657–8749. [Google Scholar] [CrossRef] [Green Version]
- Petrič, M.; Oven, P. Determination of Wettability of Wood and Its Significance in Wood Science and Technology. A Critical Review. Rev. Adhes. Adhes. 2015, 3, 121–187. [Google Scholar] [CrossRef]
- Laskowska, A.; Sobczak, J.W. Surface Chemical Composition and Roughness as Factors Affecting the Wettability of Thermo—Mechanically Modified Oak (Quercus robur L.). Holzforschung 2018, 72, 993–1000. [Google Scholar] [CrossRef]
- Jankowska, A.; Boruszewski, P.; Drozdzek, M.; Rebkowski, B.; Kaczmarczyk, A.; Skowronska, A. The Role of Extractives and Wood Anatomy in the Wettability and Free Surface Energy of Hardwoods. BioResources 2018, 13, 3082–3097. [Google Scholar] [CrossRef]
- Kúdela, J. Wetting of Wood Surface by Liquids of a Different Polarity. Wood Res. 2014, 59, 11–24. [Google Scholar]
- Liptáková, E.; Kúdela, J. Analysis of Wood—Wetting Process. Holzforschung 1994, 48, 139–144. [Google Scholar] [CrossRef]
- Li, R.; He, C.; Wang, X. Effects of Processing Parameters on Mass Loss and Coating Properties of Poplar Plywood During CO2 Laser Modification. Eur. J. Wood Wood Prod. 2022, 4, 899–906. [Google Scholar] [CrossRef]
- Kubovský, I.; Kačíková, D.; Kačík, F. Structural Changes of Oak Wood Main Components Caused by Thermal Modification. Polymers 2020, 12, 485. [Google Scholar] [CrossRef] [Green Version]
- Čabalová, I.; Kačík, F.; Lagaňa, R.; Výbohová, E.; Bubeníková, T.; Čaňová, I.; Ďurkovič, J. Effect of Thermal Treatment on the Chemical, Physical, and Mechanical Properties of Pedunculate Oak (Quercus robur L.) Wood. BioResources 2018, 13, 157–170. [Google Scholar] [CrossRef]
- Nguila Inari, G.; Pétrissans, M.; Gerardin, P. Chemical reactivity of heat-treated wood. Wood Sci. Technol. 2006, 41, 157. [Google Scholar] [CrossRef]
- Colom, X.; Carrillo, F.; Nogués, F.; Garriga, P. Structural analysis of photodegraded wood by means of FIR spectroscopy. Polym. Degrad. Stabil. 2003, 80, 543–549. [Google Scholar] [CrossRef]
- Popescu, M.C.; Popescu, C.M.; Lisa, G.; Sakata, Y. Evaluation of morphological and chemical aspects of different wood species by spectroscopy and thermal methods. J. Mol. Struct. 2011, 988, 65–72. [Google Scholar] [CrossRef]
- Esteves, B.; Marques, A.V.; Domingos, I.; Pereira, H. Chemical changes of heat treated pine and eucalypt wood monitored by FTIR. Maderas Cienc. Tecnol. 2013, 15, 245–258. [Google Scholar] [CrossRef] [Green Version]
- Guo, J.; Song, K.; Salmén, L.; Yin, Y. Changes of wood cell walls in response to hygro-mechanical steam treatment. Carbohydr. Polym. 2015, 115, 207–214. [Google Scholar] [CrossRef]
- Lourenço, A.; Pereira, H. Compositional Variability of Lignin in Biomass. Intech Open 2018, 2, 64–98. [Google Scholar] [CrossRef]
- Kačíková, D.; Kubovský, I.; Ulbriková, N.; Kačík, F. The Impact of Thermal Treatment on Structural Changes of Teak and Iroko Wood Lignins. Appl. Sci. 2020, 10, 5021. [Google Scholar] [CrossRef]
- Popescu, M.C.; Froidevaux, J.; Navi, P.; Popescu, C.M. Structural modifications of Tilia cordata wood during heat treatment investigated by FT-IR and 2D IR correlation spectroscopy. J. Mol. Struct. 2013, 1033, 176–186. [Google Scholar] [CrossRef]
- Faix, O. Fourier transform infrared spectroscopy. In Methods in Lignin Chemistry; Lin, S.Y., Dence, C.W., Eds.; Springer: Berlin/Heidelberg, Germany, 1992; Chapter 4.1; pp. 83–109. [Google Scholar] [CrossRef]
- Müller, G.; Schöpper, C.; Vos, H.; Kharazipour, A.; Polle, A. FTIR-ATR spectroscopic analyses of changes in wood properties during particle and fibreboard production of hard and softwood trees. BioResources 2009, 4, 49–71. [Google Scholar] [CrossRef]
- Lionetto, F.; Del Sole, R.; Cannoletta, D.; Vasapollo, G.; Maffezzoli, A. Monitoring Wood Degradation during Weathering by Cellulose Crystallinity. Materials 2012, 5, 1910–1922. [Google Scholar] [CrossRef] [Green Version]
- Kubovský, I.; Oberhofnerová, E.; Kačík, F.; Pánek, M. Surface changes of selected hardwoods due to weather conditions. Forests 2018, 9, 557. [Google Scholar] [CrossRef] [Green Version]
- Özgenç, Ö.; Durmaz, S.; Boyaci, I.H.; Eksi-Kocak, H. Determination of chemical changes in heat-treated wood using ATR-FTIR and FT Raman spectrometry. Spectrochim. Acta A 2017, 171, 395–400. [Google Scholar] [CrossRef] [PubMed]
- Ciolacu, D.; Ciolacu, F.; Popa, V.I. Amorphous cellulose-structure and characterization. Cell. Chem. Technol. 2011, 45, 13–21. [Google Scholar]
- Kúdela, J.; Lagaňa, R.; Andor, T.; Csiha, C. Variations in beech wood surface performance associated with prolonged heat treatment. Acta Facultatis Xylologiae Zvolen 2020, 62, 5–17. [Google Scholar] [CrossRef]
- Bekhta, P.; Krystofiak, T.; Proszyk, S.; Lis, B. Evaluation of Dynamic Contact Angle of Loose and Tight Sides of Thermally Compressed Birch Veneer. Drv. Ind. 2018, 69, 387–394. [Google Scholar] [CrossRef]
- Miklečic, J.; Jirouš-Rajkovič, V. Influence of Thermal Modification on Surface Properties and Chemical Composition of Beech Wood (Fagus sylvatica L.). Drv. Ind. 2016, 67, 65–71. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Power [%] | 8 | 12 | 16 | |
| Power [W] | 11 | 16.5 | 22 | |
| Irradiation dose H′ [J∙cm−2] | ||||
| Raster density [mm−1] | 2 | 6.17 | 9.26 | 12.34 |
| 5 | 15.42 | 23.14 | 30.86 | |
| 10 | 30.84 | 46.28 | 61.71 | |
| 20 | 61.68 | 92.57 | 123.43 | |
| 30 | 92.52 | 138.85 | 185.15 | |
| Raster Density [mm−1] | Basic Statistical Characteristics | Roughness Parameters | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Parallel to Grain | Perpendicular to Grain | ||||||||
| Ra | Rz | Rt | RSm | Ra | Rz | Rt | RSm | ||
| [µm] | |||||||||
| Laser power 8% (11 W) | |||||||||
| 0 | x | 5.15 | 38.18 | 88.59 | 1172.4 | 13.98 | 143.94 | 198.55 | 1937.7 |
| s | 5.60 | 35.26 | 42.00 | 889.9 | 6.39 | 43.46 | 23.82 | 1081.1 | |
| 2 | x | 20.20 | 106.08 | 163.25 | 3030.5 | 50.03 | 264.29 | 293.34 | 499.9 |
| s | 8.72 | 47.15 | 51.41 | 1703.8 | 4.20 | 24.01 | 12.28 | 16.5 | |
| 5 | x | 26.71 | 131.04 | 197.15 | 3733.2 | 48.97 | 328.43 | 400.99 | 589.6 |
| s | 9.07 | 50.23 | 59.36 | 1796.1 | 7.46 | 51.44 | 54.56 | 233.7 | |
| 10 | x | 25.70 | 150.89 | 260.14 | 2443.6 | 69.95 | 437.17 | 530.21 | 1721.0 |
| s | 13.06 | 77.78 | 71.78 | 1506.8 | 12.66 | 55.72 | 52.56 | 605.6 | |
| 20 | x | 35.09 | 202.19 | 303.87 | 2243.6 | 93.93 | 557.73 | 679.23 | 1870.2 |
| s | 14.46 | 71.89 | 43.89 | 1315.2 | 19.34 | 76.24 | 46.09 | 681.7 | |
| 30 | x | 35.53 | 194.48 | 287.90 | 2055.7 | 115.36 | 674.38 | 845.69 | 1714.0 |
| s | 17.16 | 77.85 | 78.80 | 1216.5 | 25.16 | 124.54 | 124.22 | 524.3 | |
| Laser power 12% (16.5 W) | |||||||||
| 2 | x | 30.42 | 147.97 | 188.93 | 4155.59 | 55.79 | 273.97 | 308.85 | 506.59 |
| s | 8.79 | 39.14 | 38.62 | 1975.23 | 4.41 | 30.54 | 20.16 | 15.51 | |
| 5 | x | 28.88 | 133.51 | 184.58 | 3420.48 | 49.62 | 325.62 | 391.20 | 773.11 |
| s | 8.39 | 37.83 | 41.68 | 908.59 | 8.70 | 44.87 | 30.31 | 519.89 | |
| 10 | x | 28.61 | 159.14 | 262.52 | 2355.67 | 61.50 | 425.94 | 527.13 | 1659.11 |
| s | 14.98 | 79.44 | 71.60 | 1135.97 | 19.53 | 85.64 | 46.08 | 684.26 | |
| 20 | x | 30.45 | 179.38 | 277.84 | 2064.70 | 89.21 | 572.24 | 699.32 | 1830.35 |
| s | 14.33 | 73.43 | 82.84 | 1494.56 | 22.07 | 88.62 | 70.45 | 841.47 | |
| 30 | x | 36.88 | 212.60 | 305.65 | 1745.91 | 119.15 | 692.15 | 853.81 | 1658.83 |
| s | 12.74 | 63.91 | 48.69 | 906.54 | 31.48 | 136.35 | 88.62 | 507.38 | |
| Laser power 16% (22 W) | |||||||||
| 2 | x | 17.96 | 93.10 | 137.54 | 2882.63 | 54.44 | 274.75 | 324.81 | 500.06 |
| s | 9.37 | 45.12 | 45.81 | 1846.86 | 7.80 | 43.08 | 31.41 | 39.78 | |
| 5 | x | 33.63 | 153.78 | 214.43 | 4172.09 | 58.37 | 378.12 | 464.81 | 429.51 |
| s | 8.42 | 51.24 | 93.45 | 1788.46 | 8.81 | 70.56 | 42.47 | 292.40 | |
| 10 | x | 30.19 | 174.69 | 271.51 | 2143.12 | 88.56 | 526.52 | 616.87 | 1841.38 |
| s | 14.40 | 73.63 | 77.59 | 1302.42 | 16.66 | 74.71 | 56.94 | 605.22 | |
| 20 | x | 28.30 | 167.79 | 263.61 | 1586.88 | 116.53 | 686.98 | 847.28 | 1660.33 |
| s | 12.29 | 64.48 | 83.23 | 1020.57 | 24.94 | 109.32 | 49.51 | 459.69 | |
| 30 | x | 37.50 | 223.32 | 343.89 | 1948.41 | 133.83 | 800.47 | 939.90 | 1779.32 |
| s | 19.35 | 99.05 | 98.81 | 1188.91 | 20.76 | 95.43 | 64.99 | 436.58 | |
| Colour Coordinate | Basic Statistical Characteristics | Raster Density [mm−1] | |||||
|---|---|---|---|---|---|---|---|
| 0 | 2 | 5 | 10 | 20 | 30 | ||
| Power 8% (11 W) | |||||||
| L* | x | 67.97 | 57.10 | 46.88 | 39.35 | 31.43 | 26.65 |
| s | 2.06 | 1.51 | 3.27 | 3.20 | 2.53 | 1.95 | |
| a* | x | 6.61 | 7.13 | 7.31 | 6.34 | 5.75 | 5.00 |
| s | 0.29 | 0.29 | 0.59 | 0.89 | 0.56 | 0.90 | |
| b* | x | 19.96 | 20.92 | 19.46 | 17.45 | 13.14 | 10.29 |
| s | 0.63 | 0.35 | 1.55 | 2.03 | 1.86 | 2.14 | |
| Power 12% (16.5 W) | |||||||
| L* | x | 67.97 | 52.79 | 43.17 | 36.74 | 29.52 | 23.90 |
| s | 2.06 | 1.52 | 3.31 | 2.02 | 2.25 | 2.37 | |
| a* | x | 6.61 | 6.71 | 6.77 | 6.12 | 5.62 | 4.50 |
| s | 0.29 | 0.49 | 0.85 | 0.84 | 0.62 | 1.22 | |
| b* | x | 19.96 | 19.41 | 17.90 | 16.25 | 11.57 | 8.40 |
| s | 0.63 | 0.98 | 1.46 | 1.13 | 1.55 | 2.17 | |
| Power 16% (22 W) | |||||||
| L* | x | 67.97 | 52.57 | 36.92 | 35.91 | 27.00 | 21.85 |
| s | 2.06 | 2.16 | 2.23 | 2.90 | 1.86 | 1.41 | |
| a* | x | 6.61 | 6.95 | 6.43 | 6.43 | 4.93 | 4.43 |
| s | 0.29 | 0.39 | 0.61 | 0.68 | 0.54 | 0.51 | |
| b* | x | 19.96 | 19.83 | 16.55 | 16.39 | 10.36 | 7.41 |
| s | 0.63 | 0.73 | 1.12 | 1.80 | 1.12 | 0.99 | |
| Raster Density [mm−1] | Basic Statistical Characteristics | Contact Angles and Thermodynamics Characteristics | |||||
|---|---|---|---|---|---|---|---|
| Water | Diiodomethane | Disperse and Polar Components | |||||
| θ0 | θw | θ0 | θw | γsd | γsp | ||
| [°] | [mJ·m−2] | ||||||
| Power 8% (11 W) | |||||||
| 0 | x | 71.6 | 34.0 | 44.0 | 43.0 | 38.0 | 31.6 |
| s | 10.3 | 9.8 | 4.9 | 4.7 | 2.4 | 10.0 | |
| 2 | x | 12.2 | 9.8 | 12.2 | 10.4 | 48.5 | 45.2 |
| s | 16.4 | 13.1 | 16.4 | 14.1 | 3.4 | 7.8 | |
| 5 | x | 5.2 | 4.5 | 5.2 | 6.0 | 49.2 | 48.3 |
| s | 12.3 | 10.5 | 12.3 | 13.8 | 3.9 | 6.3 | |
| 10 | x | 14.9 | 11.5 | 14.9 | 15.2 | 46.0 | 44.2 |
| s | 16.6 | 13.8 | 16.6 | 18.1 | 5.48 | 8.4 | |
| 20 | x | 30.7 | 28.1 | 30.7 | 36.5 | 39.9 | 34.0 |
| s | 15.1 | 13.8 | 15.2 | 17.0 | 6.7 | 8.7 | |
| 30 | x | 13.4 | 2.7 | 12.7 | 19.6 | 45.7 | 49.8 |
| s | 40.1 | 7.0 | 13.4 | 18.7 | 5.9 | 1.1 | |
| Power 12% (16.5 W) | |||||||
| 2 | x | 0.8 | 0.7 | 0.8 | 1.0 | 50.6 | 50.6 |
| s | 3.5 | 3.0 | 3.5 | 4.2 | 0.5 | 1.5 | |
| 5 | x | 4.4 | 3.6 | 4.4 | 4.7 | 49.3 | 48.7 |
| s | 12.6 | 10.3 | 12.6 | 13.4 | 3.9 | 6.3 | |
| 10 | x | 24.1 | 21.4 | 24.1 | 27.2 | 41.8 | 37.8 |
| s | 22.2 | 20.2 | 22.2 | 25.4 | 8.9 | 12.5 | |
| 20 | x | 19.1 | 18.1 | 19.1 | 23.6 | 43.6 | 39.9 |
| s | 18.6 | 17.4 | 18.6 | 22.4 | 7.3 | 10.7 | |
| 30 | x | 21.5 | 19.9 | 21.5 | 26.3 | 43.2 | 38.9 |
| s | 17.0 | 15.4 | 16.9 | 20.0 | 6.3 | 9.4 | |
| Power 16% (22 W) | |||||||
| 2 | x | 2.5 | 1.6 | 2.5 | 2.3 | 50.4 | 50.0 |
| s | 7.4 | 4.9 | 7.4 | 6.8 | 1.2 | 2.7 | |
| 5 | x | 0.0 | 0.0 | 0.0 | 0.0 | 50.8 | 50.9 |
| s | 0.0 | 0.0 | 0.0 | 0.0 | 2.13 | 2.1 | |
| 10 | x | 16.0 | 14.7 | 15.2 | 18.0 | 45.9 | 42.9 |
| s | 40.4 | 37.9 | 16.0 | 19.2 | 6.0 | 9.0 | |
| 20 | x | 20.0 | 18.6 | 20.0 | 24.7 | 44.0 | 39.8 |
| s | 16.1 | 14.7 | 16.1 | 19.2 | 6.0 | 9.0 | |
| 30 | x | 7.1 | 6.7 | 7.1 | 9.1 | 48.4 | 47.0 |
| s | 12.5 | 11.8 | 12.5 | 15.7 | 4.4 | 7.0 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kúdela, J.; Kubovský, I.; Andrejko, M. Influence of Irradiation Parameters on Structure and Properties of Oak Wood Surface Engraved with a CO2 Laser. Materials 2022, 15, 8384. https://doi.org/10.3390/ma15238384
Kúdela J, Kubovský I, Andrejko M. Influence of Irradiation Parameters on Structure and Properties of Oak Wood Surface Engraved with a CO2 Laser. Materials. 2022; 15(23):8384. https://doi.org/10.3390/ma15238384
Chicago/Turabian StyleKúdela, Jozef, Ivan Kubovský, and Michal Andrejko. 2022. "Influence of Irradiation Parameters on Structure and Properties of Oak Wood Surface Engraved with a CO2 Laser" Materials 15, no. 23: 8384. https://doi.org/10.3390/ma15238384