

Rough Surface Characterization Parameter Set and Redundant Parameter Set for Surface Modeling and Performance Research

Abstract
:1. Introduction
2. Basic Concepts and Research Methods
- (1)
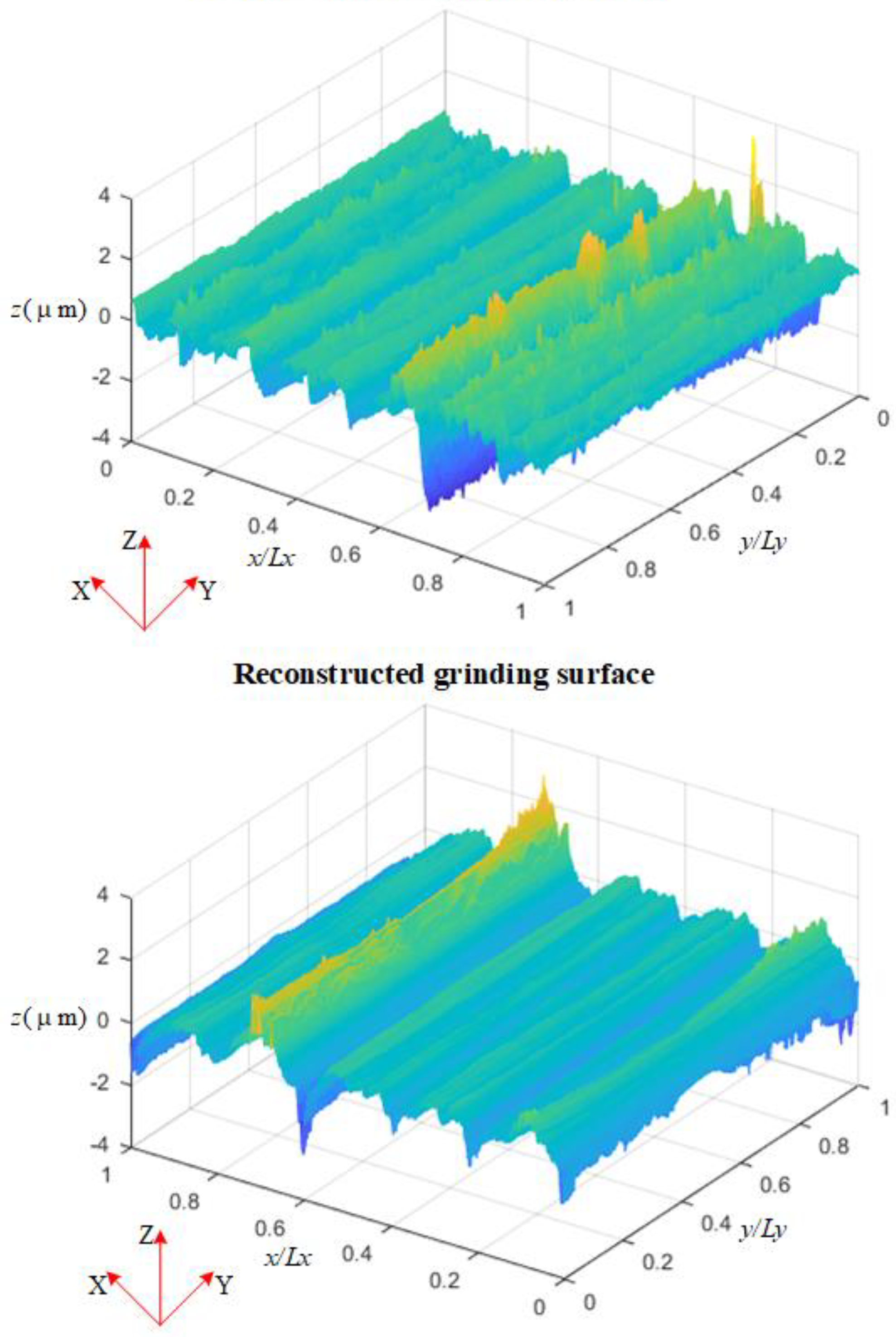
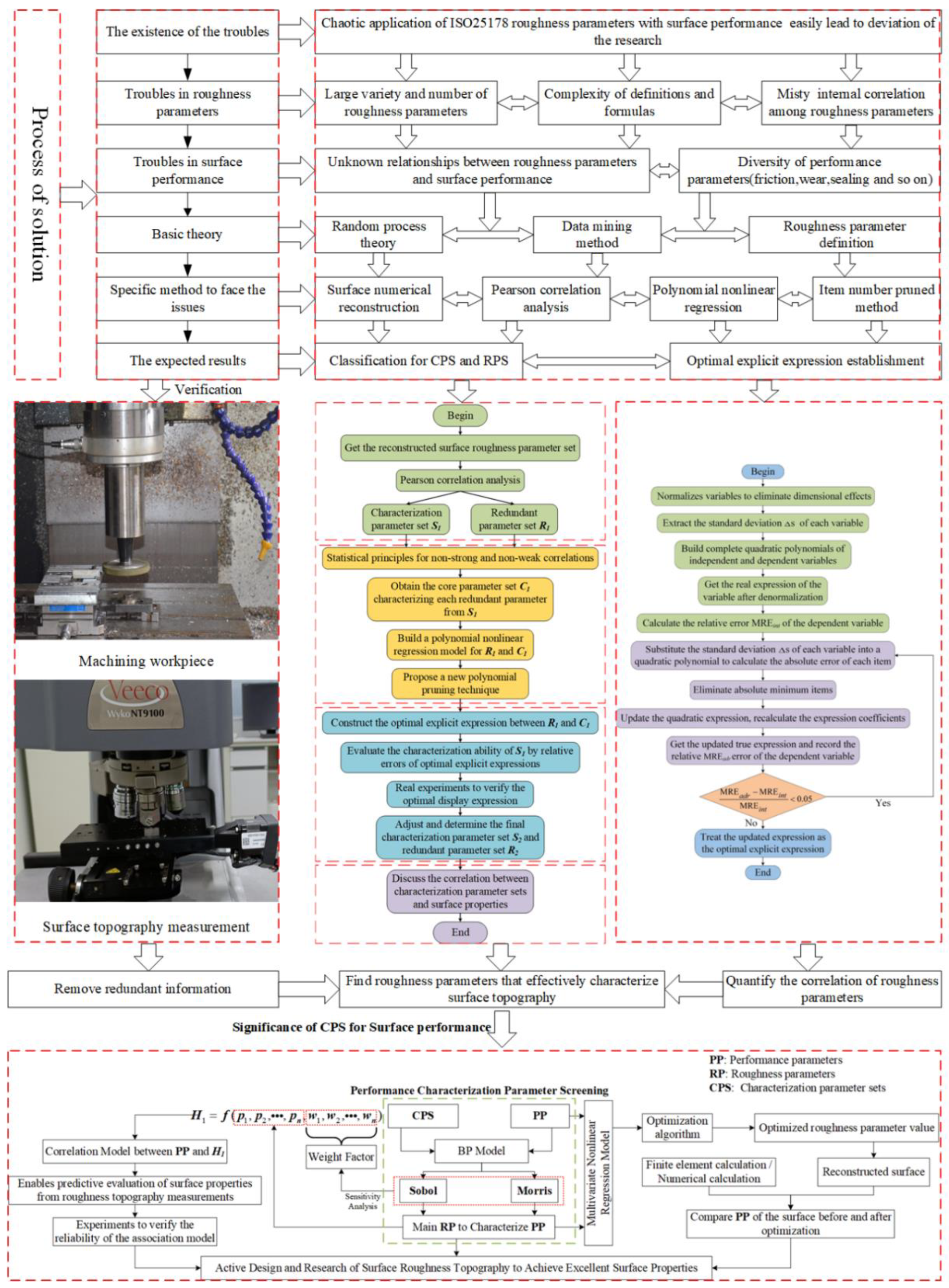
- Due to the large number and complex correlation of roughness parameters, and the instability under small samples, the paper uses the stochastic process theory and surface reconstruction technology to set the value interval of seven reconstruction coefficients, and randomly combines them in their respective intervals. Finally, 1000 sets of reconstructed surfaces are generated for the research data and it ensures the reliability (Section 2.3 for details);
- (2)
- 1000 groups of surface roughness parameters are obtained by ISO25178 definitions, and six types of roughness parameters are initially divided into CPS and RPS by combining Pearson correlation analysis and non-strong and non-weak statistical principles. Considering that a single redundant parameter should not be characterized by all the parameters in CPS, CRS characterizing different redundant parameters are selected from CPS and the correctness of parameter sets is analyzed based on the parameters definitions (Section 2.2 and Section 3.1 for details);
- (3)
- The process in step 2 still cannot clear the quantitative characterization relationships between CPS and RPS. By means of polynomial regression model with strongly nonlinear characterization ability, a standard deviation of automatic pruning method is born. The method can automatically find roughness parameters of the surface with strong characterization ability and eliminate irrelevant factors. It realizes the explicit formula expression from CPS to RPS and uses the experiment to prove that CPS can cover the rough surface information (Section 2.4, Section 3.2 and Section 3.3 for details);
- (4)
- To illustrate the engineering significance of CPS on surface performance, the paper describes the application of CPS in surface performance research by means of roughness parameter definition, neural network, sensitivity analysis, optimization algorithm, finite element calculation, etc. The reliability of these applications is discussed by the existing research, which provides the direction for the CPS application, and clarifies the practical significance (Section 3.4 for details).
2.1. 3D Roughness Parameter
2.2. Definition of Parameter Set
- (1)
- Redundant parameter sets
- (2)
- Characterization parameter sets
- a.
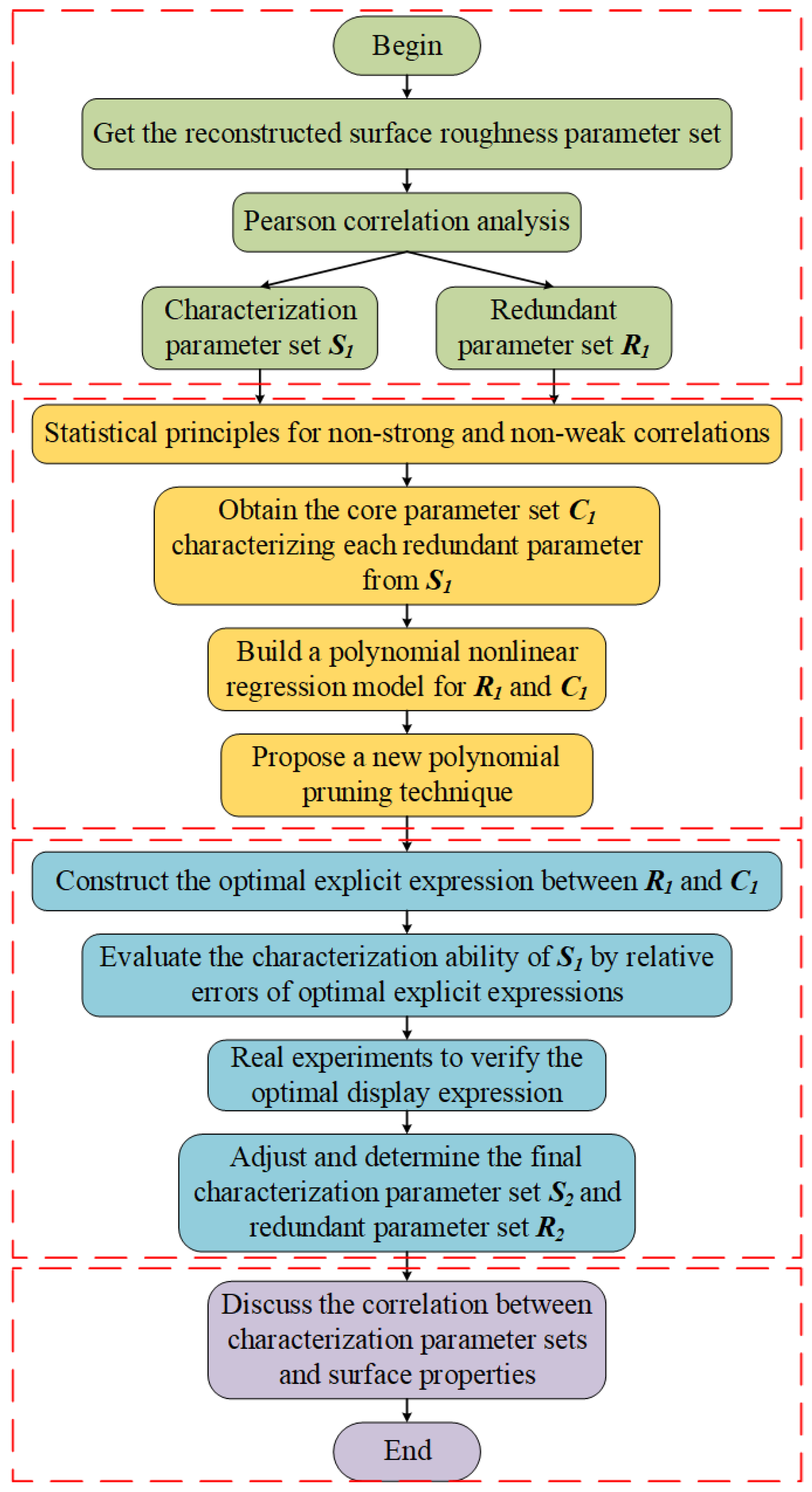
- Based on the unclear correlation dilemma, Pearson correlation analysis is used to roughly distinguish the correlation between different roughness parameters. The all parameters are divided into CPS and RPS;
- b.
- Owing to the large number of characteristic parameters in the initial division, it is not conducive to constructing the optimal explicit expression between CPS and RPS. Therefore, the statistics principle of non-strong and non-weak is introduced to screen CRP from CPS for the sake of characterizing each redundant parameter and then the parameter in CRP is regarded as the independent variable in the optimal explicit expression;
- c.
- A new polynomial pruning method is proposed to establish the optimal explicit expressions between CRP and RPS. The relative error of the expression is used to evaluate the information reflection ability from CRP to RPS, and finally the reliability of RPS and CPS is verified and adjusted based on real experiments;
- d.
- After the reliability of CPS is verified based on theory and experiments, the correlation between the CPS and surface performance parameters is extended and analyzed to point out the practical significance of CPS in engineering research.
- (3)
- Core roughness parameters
2.3. Surface Reconstruction
- (1)
- Characteristic coefficient of height probability density function
- (2)
- Characteristic coefficient of autocorrelation function
2.4. Principle of Optimal Explicit Expression
- (1)
- Pearson correlation analysis
- rij is the correlation coefficient between variable i and variable j;
- sij is the covariance between variable i and variable j;
- sii and sjj are the variances of variable i and variable j, respectively.
- (2)
- Polynomial nonlinear regression model
- (3)
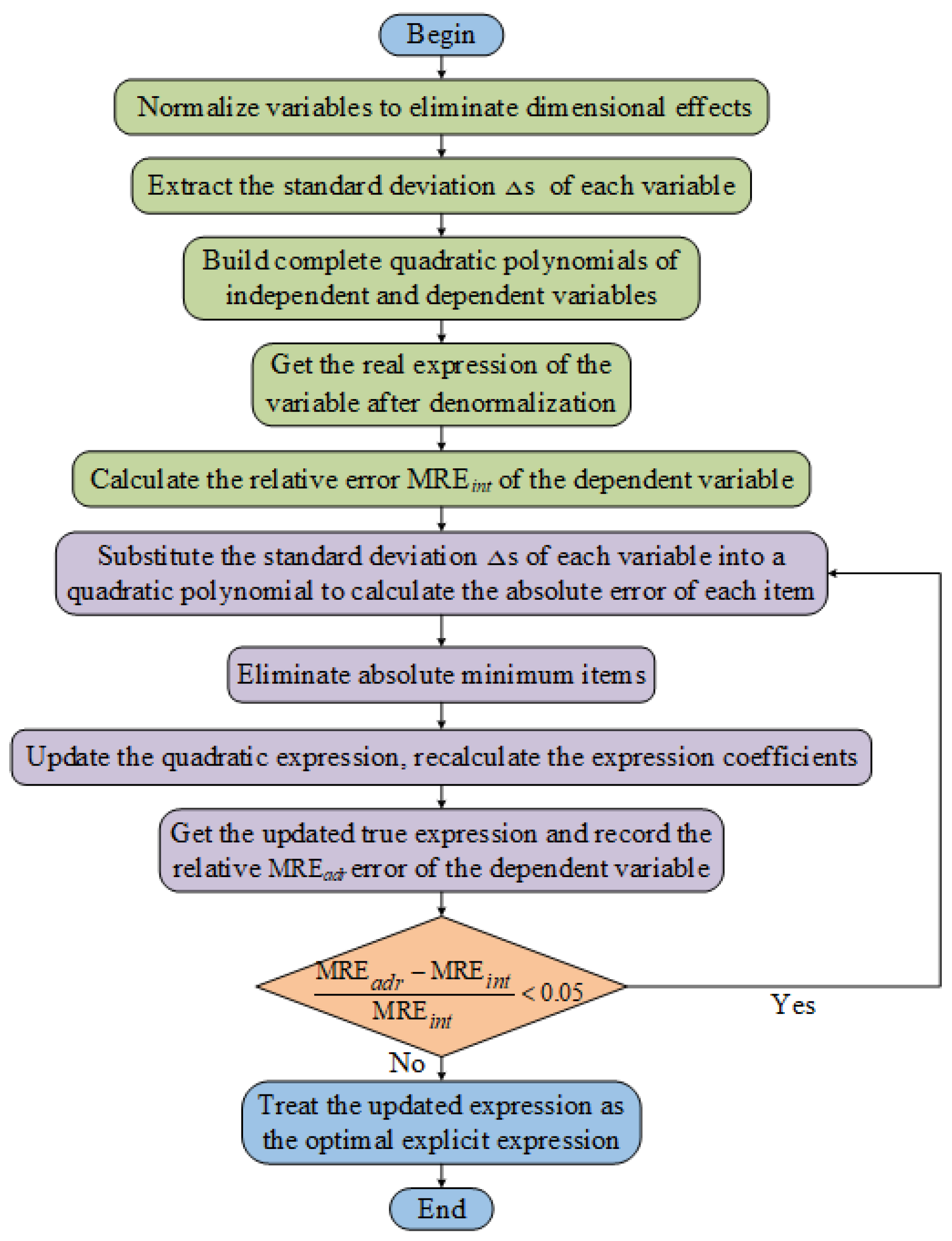
- Item number pruning method
- I.
- In order to remove the errors caused by different variable dimensions, the variables are normalized, and the standard deviation Δs of each variable after normalization will be calculated;
- II.
- Establish the complete quadratic polynomial expression between the independent variables and the dependent variables, obtain the true expression after denormalization of the variables, and then calculate the relative error of the dependent variable MREint;
- III.
- Substitute the standard deviation Δs of the independent variable into the quadratic polynomial expression, calculate the absolute value of each item, and then remove the item with the smallest absolute value. Take the remaining terms as the updated quadratic expression, and solve for the updated expression coefficients;
- IV.
- Calculate the updated denormalized quadratic expression and record the relative error MREadr of the dependent variable at this time. Ifgo back to step III to solve again and update the expression. Otherwise, take the final expression as the optimal explicit expression.
3. Results and Analysis
3.1. Classification for CPS and RPS
- (1)
- Take Sa as the benchmark (the first selected to CPS), and evaluate the correlation between the remaining parameters and Sa. The parameters whose correlation coefficient with Sa is greater than 0.9 are put into RPS, and the parameter with the smallest coefficient is selected as the next one into CPS. The remaining are classified as the undetermined set;
- (2)
- Treat the second selected parameter as the next benchmark, calculate the correlation coefficient between the second and each parameter in the undetermined set. Parameters with the coefficient greater than 0.9 are put into RPS, and the one with the smallest coefficient is selected as the third one into CPS. The remaining are still used as the updated undetermined set;
- (3)
- With similar operation as step 2, CPS and RPS, two different rough parameter sets, are finally obtained until the item number in the undetermined set is 0.
3.2. Establishment of Optimal Explicit Expression
3.2.1. Core Roughness Parameters in CPS
3.2.2. Optimal Explicit Expression
3.3. Experiment Verification
3.4. Significance of CPS for Surface Performance
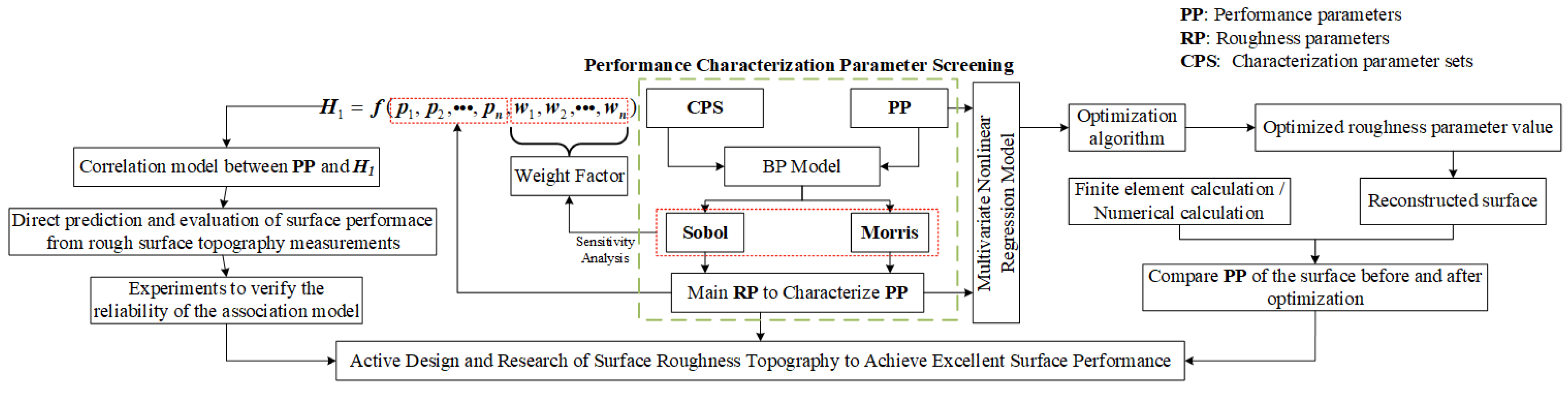
- (1)
- Regarding the performance characterization screening method described in the green box at the core position in Figure 10, this part belongs to the improvement and expansion of the method proposed in the literature [22] to screen the main roughness parameters based on the contact performance. Literature [22] mentions that since there is no direct physical model for roughness parameters and contact stress, the BP neural network model is introduced to establish the mapping relationship between the two, and then the main roughness parameters affecting the contact stress are identified by the quantitative Sobol and qualitative Morris analysis in the sensitivity analysis. The BP neural network has universality in fitting continuous data and different performance parameters belong to continuous data, so the extension of its contact performance to different performance parameters in this section will not affect the reliability of the method. In addition, the method replaces 26 roughness parameters with CPS, which will make the final parameters used to characterize the surface performance more accurate. Then by substituting different performance parameters and counting the frequency of different selected parameters in CPS, the ability of roughness parameters to characterize various performance characteristics will be distinguished;
- (2)
- On the right side of the green box in Figure 10, the work of establishing the multivariate nonlinear regression model between the performance parameters and the main roughness parameters in CPS is easy to be completed with the help of the polynomial nonlinear regression and pruning techniques proposed in the paper. Regarding the inverse optimization of the explicit regression model, it is not difficult to find the suitable optimization algorithm to get the best parameter range. Although it is difficult to control the roughness parameters in the actual surface machining, the surface reconstruction algorithm will be an ideal way to realize it.
- (3)
- On the left side of the green box in Figure 10, it focuses on experiment research and verification. Even if the same batch of workpieces (surface residual stress, hardness and other material properties are considered to be nearly the same) are under the same loading conditions, the influence of other surface features in addition to the morphology features defined by Sa will still lead to great differences in contact properties, friction and wear, fatigue and other properties. However, the producers cannot judge the quality of the same batch, which will greatly reduce the service performance and increase the production cost of the enterprise.
- (4)
- Whether it is to screen the performance characterization parameters, or to establish an accurate nonlinear regression model from the theoretical view, or to evaluate the characterization parameters through experimental research, the establishment of the initial CPS is indispensable. Due to the continuous accumulation of errors, if the correct CPS cannot be obtained or they are selected only by experience, the correlation analysis between CPS and the surface performance will inevitably be unreliable.
4. Conclusions
- (1)
- Based on 1000 reconstructed surfaces, 26 roughness parameters are roughly classified into CPS and RPS by Pearson correlation analysis. The principle of “non-strong and non-weak” helps CPS extract key factors from CRP to facilitate the establishment of subsequent expressions. The results demonstrate that the RPS information can be covered by CPS;
- (2)
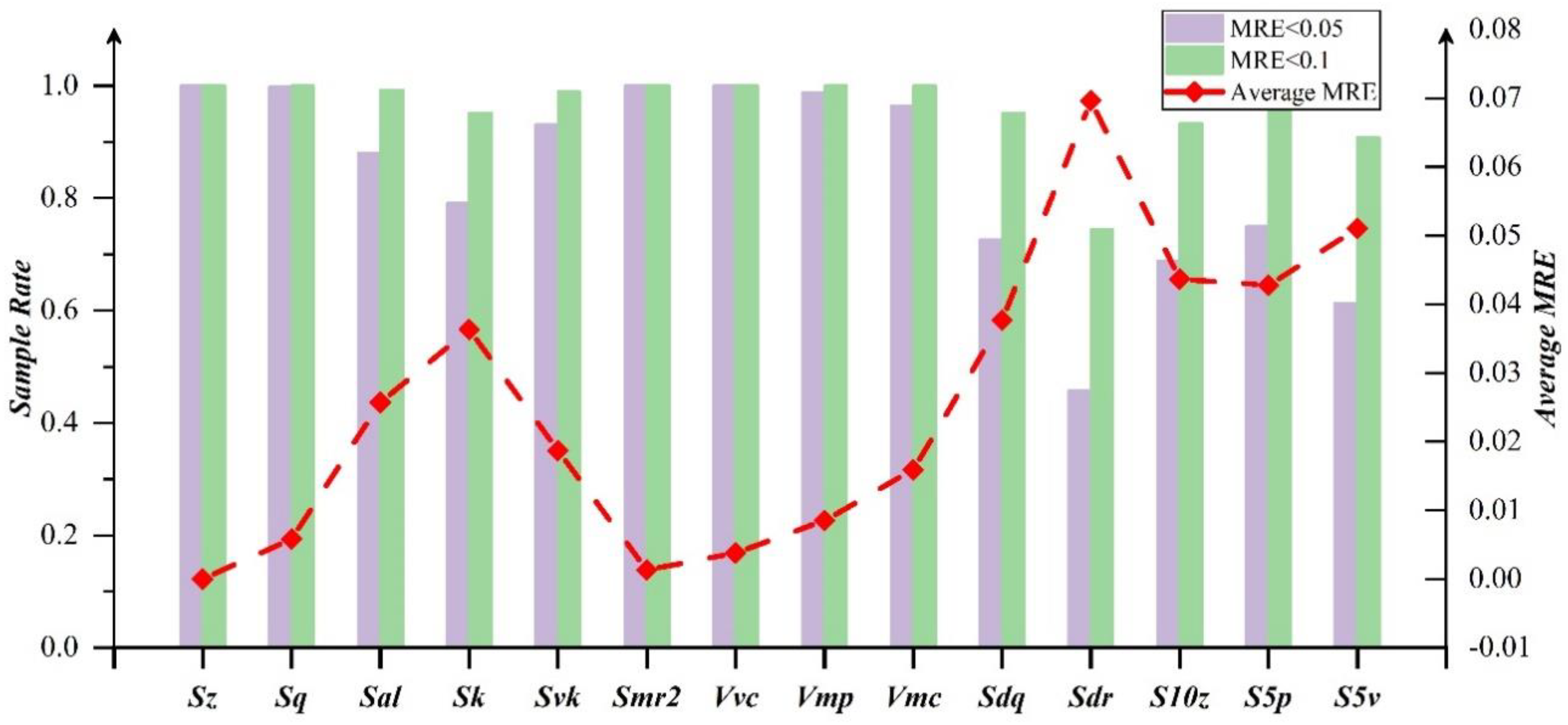
- The optimal explicit expressions of CPS and RPS get established, and the accuracy is basically above 90%. Then a polynomial pruning method is designed to find roughness parameters with strong ability to characterize surface information. The correlation between CPS and RPS is quantified to clarify the cause of application confusion. The results show RPS is independently affected and coupled by several different core parameters;
- (3)
- The experiment verifies the reliability of the optimal explicit expression of RPS and surface characterization method and helps fix the number in CPS at 13. They are Sa, Ssk, Sku, Sp, Sv, Str, Spk, Smr1, Sxp, Vvv, Spd, Spc and Sdq. RPS accounts for 50% of the overall roughness parameter set, and the method realizes the comprehensive description of surface features with a smaller number of parameters, which has been well verified by the theoretical and experimental analysis;
- (4)
- A surface characterization method for screening CPS is designed to find the key factors that really control the surface morphology. It also solves the dilemma of blindly or empirically selecting roughness parameters in industrial production. The reliability of the method to explore the correlation between CPS and different surface performance parameters is analyzed in detail. It proves the engineering significance of CPS for realizing co-design and manufacture in rough surfaces.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A. The Overall Technical Route

References
- Yánez, A.; Fiorucci, M.P.; Cuadrado, A.; Martel, O.; Monopoli, D. Surface roughness effects on the fatigue behaviour of gyroid cellular structures obtained by additive manufacturing. Int. J. Fatigue 2020, 138, 105702. [Google Scholar] [CrossRef]
- Guo, L.; Li, G.; Gan, Z. Effects of surface roughness on CMAS corrosion behavior for thermal barrier coating applications. J. Adv. Ceram. 2021, 10, 472–481. [Google Scholar] [CrossRef]
- Dinh, T.D.; Han, S.; Yaghoubi, V.; Xiang, H.; Erdelyi, H.; Craeghs, T.; Segers, J.; Van Paepegem, W. Modeling detrimental effects of high surface roughness on the fatigue behavior of additively manufactured Ti-6Al-4V alloys. Int. J. Fatigue 2021, 144, 106034. [Google Scholar] [CrossRef]
- Ţălu, Ş. Micro and Nanoscale Characterization of Three Dimensional Surfaces. Basics and Applications; Napoca Star Publishing House: Cluj-Napoca, Romania, 2015; ISBN 978-606-690-349-3. [Google Scholar]
- Kumar, V.; Singh, H. Regression analysis of surface roughness and micro-structural study in rotary ultrasonic drilling of BK7. Ceram. Int. 2018, 44, 16819–16827. [Google Scholar] [CrossRef]
- Lou, S.; Zhu, Z.; Zeng, W.; Majewski, C.; Scott, P.; Jiang, X. Material ratio curve of 3D surface topography of additively manufactured parts: An attempt to characterise open surface pores. Surf. Topogr. Metrol. Prop. 2021, 9, 1–13. [Google Scholar] [CrossRef]
- He, B.; Wei, C.; Liu, B.; Ding, S.; Shi, Z.; Wei, C. Three-dimensional surface roughness characterization and application. Opt. Precis. Eng. 2018, 26, 1994–2011. [Google Scholar] [CrossRef]
- Whitehouse, D.J. Surface metrology. Meas. Sci. Technol. 1997, 8, 955. [Google Scholar] [CrossRef]
- ISO 4287; Geometrical Product Specifications (GPS)–Surface Texture: Profile Method–Terms, Definitions and Surface Texture Parameters. International Organization for Standardization: Geneva, Switzerland, 1997.
- Manesh, K.; Ramamoorthy, B.; Singaperumal, M. Numerical generation of anisotropic 3D non-Gaussian engineering surfaces with specified 3D surface roughness parameters. Wear 2010, 268, 1371–1379. [Google Scholar] [CrossRef]
- Marinello, F.; Pezzuolo, A. Application of ISO 25178 standard for multiscale 3D parametric assessment of surface topographies. IOP Conf. Ser. Earth Environ. Sci. 2019, 275, 012011. [Google Scholar] [CrossRef]
- Aver’Yanova, I.; Bogomolov, D.Y.; Poroshin, V. ISO 25178 standard for three-dimensional parametric assessment of surface texture. Russ. Eng. Res. 2017, 37, 513–516. [Google Scholar] [CrossRef]
- Franco, L.A.; Sinatora, A. 3D surface parameters (ISO 25178-2): Actual meaning of Spk and its relationship to Vmp. Precis. Eng. 2015, 40, 106–111. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R.; Wieczorowski, M. Characterization of the shape of height distribution of two-process profile. Measurement 2020, 153, 1–9. [Google Scholar] [CrossRef]
- Qi, Q.; Li, T.; Scott, P.J.; Jiang, X. A correlational study of areal surface texture parameters on some typical machined surfaces. Procedia Cirp. 2015, 27, 149–154. [Google Scholar] [CrossRef]
- Sedlaček, M.; Podgornik, B.; Vižintin, J. Planning surface texturing for reduced friction in lubricated sliding using surface roughness parameters skewness and kurtosis. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2012, 226, 661–667. [Google Scholar] [CrossRef]
- Sedlaček, M.; Podgornik, B.; Vižintin, J. Correlation between standard roughness parameters skewness and kurtosis and tribological behaviour of contact surfaces. Tribol. Int. 2012, 48, 102–112. [Google Scholar] [CrossRef]
- Skela, B.; Sedlaček, M.; Kafexhiu, F.; Podgornik, B. Wear behaviour and correlations to the microstructural characteristics of heat treated hot work tool steel. Wear 2019, 426, 1–11. [Google Scholar] [CrossRef]
- He, B.; Petzing, J.; Webb, P.; Leach, R. Improving copper plating adhesion on glass using laser machining techniques and areal surface texture parameters. Opt. Lasers Eng. 2015, 75, 39–47. [Google Scholar] [CrossRef]
- Zeng, Q.; Qin, Y.; Chang, W.; Luo, X. Correlating and evaluating the functionality-related properties with surface texture parameters and specific characteristics of machined components. Int. J. Mech. Sci. 2018, 149, 62–72. [Google Scholar] [CrossRef]
- Todhunter, L.D.; Leach, R.; Lawes, S.D.; Blateyron, F. Industrial survey of ISO surface texture parameters. CIRP J. Manuf. Sci. Technol. 2017, 19, 84–92. [Google Scholar] [CrossRef]
- Duo, Y.; Jinyuan, T.; Wei, Z.; Yuqin, W. Study on Roughness Parameters Screening and Characterizing Surface Contact Performance Based on Sensitivity Analysis. J. Tribol. 2022, 144, 1–9. [Google Scholar] [CrossRef]
- Mironchenko, V. Correlation of roughness parameters Ra and Rq with an optical method of measuring them. Meas. Tech. 2009, 52, 041502. [Google Scholar] [CrossRef]
- Nayak, P.R. Random process model of rough surfaces in plastic contact. Wear 1973, 26, 305–333. [Google Scholar] [CrossRef]
- Li, L.; Tang, J.; Ding, H.; Liao, D.; Lei, D. On the linear transform technique for generating rough surfaces. Tribol. Int. 2021, 163, 1–13. [Google Scholar] [CrossRef]
- Liao, D.R.; Shao, W.; Tang, J.Y.; Li, J.P. An Improved Rough Surface Modeling Method based on Linear Transformation Technique. Tribol. Int. 2018, 119, 786–794. [Google Scholar] [CrossRef]
- Li, L.; Tang, J.; Wen, Y.; Shao, W. Characterization of ultrasonic-assisted grinding surface via the evaluation of the autocorrelation function. Int. J. Adv. Manuf. Technol. 2019, 104, 4219–4230. [Google Scholar] [CrossRef]
- Nayak, P.R. Random Process Model of Rough Surfaces. J. Tribol. 1971, 26, 398–407. [Google Scholar] [CrossRef]
- Li, L.; Tang, J.Y.; Wen, Y.Q.; Zhu, C.C. Numerical Simulation of Ultrasonic-Assisted Grinding Surfaces with Fast Fourier Transform. J. Tribol. 2020, 142, 1–10. [Google Scholar] [CrossRef]
- Hauke, J.; Kossowski, T. Comparison of values of Pearson’s and Spearman’s correlation coefficients on the same sets of data. Quaest. Geogr. 2011, 30, 87–93. [Google Scholar] [CrossRef]
- Yang, D.; Tang, J.; Zhou, W.; Wen, Y. Comprehensive study of relationships between surface morphology parameters and contact stress. J. Mech. Sci. Technol. 2021, 35, 4975–4985. [Google Scholar] [CrossRef]
- Duo, Y.; Qibo, W.; Jinyuan, T.; Fujia, X.; Wei, Z.; Yuqin, W. Correlation analysis of roughness surface height distribution parameters and maximum mises stress. Surf. Topogr. Metrol. Prop. 2022, 10, 1–16. [Google Scholar] [CrossRef]
- Shrestha, N. Detecting multicollinearity in regression analysis. Am. J. Appl. Math. Stat. 2020, 8, 39–42. [Google Scholar] [CrossRef]
- Yang, D.; Tang, J.; Xia, F.; Zhou, W. Surface Roughness Characterization and Inversion of Ultrasonic Grinding Parameters based on Support Vector Machine. J. Tribol. 2022, 144, 1–9. [Google Scholar] [CrossRef]
- ISO Standard 25178-2:2012; Geometrical Product Specifications (GPS)-Surface Texture: Area, Part 2: Terms, Definitions and Surface Texture Parameters. International Organization for Standardization: Geneva, Switzerland, 2012. Available online: https://www.iso.org/standard/42785.html (accessed on 25 August 2022).
- Friendly, M.; Kwan, E. Where’s Waldo? Visualizing collinearity diagnostics. Am. Stat. 2009, 63, 56–65. [Google Scholar] [CrossRef]
- Wen, Y.; Tang, J.; Zhou, W.; Li, L.; Zhu, C. New analytical model of elastic-plastic contact for three-dimensional rough surfaces considering interaction of asperities. Friction 2022, 10, 217–231. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Symbol | Definition |
|---|---|---|
| Height Parameters | Sa | Arithmetical mean height |
| Sz | Maximum height | |
| Sq | Root mean square height | |
| Ssk | Skewness | |
| Sku | Kurtosis | |
| Sp | Maximum peak height | |
| Sv | Maximum pit depth | |
| Hybrid parameters | Sdq | Root mean square gradient |
| Sdr | Developed interfacial area ratio | |
| Feature parameters | Spd | Density of peaks |
| Spc | Arithmetic mean peak curvature | |
| S5p | Five-point peak height | |
| S5v | Five-point pit height | |
| S10z | Ten-point height of surface | |
| Functions parameters | Sk | Core height |
| Spk | Reduced peak height | |
| Svk | Reduced valley height | |
| Smr1 | Material ratio in peak | |
| Smr2 | Material ratio in valley | |
| Sxp | Peak extreme height | |
| Volume parameters | Vmp | Peak material volume |
| Vmc | Core material volume | |
| Vvc | Core void volume | |
| Vvv | Dale void volume | |
| Space parameters | Sal | Autocorrelation length |
| Str | Texture aspect ratio |
| Reconstructed Coefficients | |||||||
|---|---|---|---|---|---|---|---|
| k1 | k2 | k3 | a1 | a2 | a3 | a4 | |
| Minimum | 0.4 | −5.5 | 0.6 | 0.6 | 0.08 | 0.08 | 0.0005 |
| Maximum | 3.4 | 2.5 | 50 | 0.9 | 0.12 | 0.12 | 0.0012 |
| Range | Conclusion |
|---|---|
| Very weakly correlated | |
| Weakly correlated | |
| Moderately correlated | |
| Strongly correlated | |
| Very strongly correlated |
| Dependent Variable | Num | Polynomial terms | MRE | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Sp2 | Sv2 | Spc2 | Sp * Sv | Sp * Spc | Sv * Spc | Sp | Sv | Spc | Const | |||
| Sz | 01 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 2.1205 × 10−7 |
| 02 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 0 | 1 | 2.1259 × 10−7 | |
| 03 | 1 | 1 | 0 | 1 | 1 | 1 | 1 | 1 | 0 | 1 | 2.1243 × 10−7 | |
| 04 | 1 | 1 | 0 | 1 | 1 | 0 | 1 | 1 | 0 | 1 | 2.1147 × 10−7 | |
| 05 | 1 | 1 | 0 | 1 | 0 | 0 | 1 | 1 | 0 | 1 | 2.1036 × 10−7 | |
| 06 | 0 | 1 | 0 | 1 | 0 | 0 | 1 | 1 | 0 | 1 | 2.0950 × 10−7 | |
| 07 | 0 | 0 | 0 | 1 | 0 | 0 | 1 | 1 | 0 | 1 | 2.0807 × 10−7 | |
| 08 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 1 | 0 | 1 | 2.0543 × 10−7 | |
| 09 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 1 | 0 | 0 | 1.4 × 10−3 | |
| Core Parameters in RPS | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| (a) | |||||||||||||
| Sz | Sq | Sal | Sk | Svk | Smr2 | Vvc | Vmp | Vmc | Sdq | Sdr | S10z | S5p | S5v |
| x1 = Sp | x1 = Sa | x1 = Str | x1 = Sa | x1 = Ssk | x1 = Ssk | x1 = Sa | x1 = Ssk | x1 = Sa | x1 = Sku | x1 = Spk | x1 = Sp | x1 = Sku | x1 = Sa |
| x2 = Sv | x2 = Sv | x2 = Spk | x2 = Sku | x2 = Sku | x2 = Ssk | x2 = Sv | x2 = Spk | x2 = Spk | x2 = Vvv | x2 = Sv | x2 = Sp | x2 = Ssk | |
| x3 = Spc | x3 = Spk | x3 = Sp | x3 = Sxp | x3 = Spk | x3 = Spk | x3 = Vvv | x3 = Spc | x3 = Spc | x3 = Smr1 | x3 = Sp | |||
| x4 = Vvv | x4 = Vvv | x4 = Spc | x4 = Spc | x4 = Sxp | x4 = Sv | ||||||||
| x5 = Spc | |||||||||||||
| (b) | |||||||||||||
| Sz | Sq | Sal | Sk | Svk | Smr2 | Vvc | Vmp | Vmc | Sdq | Sdr | S10z | S5p | S5v |
| 0 | 0 | 0 | 0 | −3.86 × 10−2 | 6.58 × 10−1 | −1.01 × 10−1 | −2.15 × 10−3 | 0 | −1.97 × 10−4 | 0 | −1.49 × 10−2 | −1.47 × 10−2 | 0 |
| 0 | −1.66 × 10−4 | 4.08 × 102 | 0 | −1.17 × 10−3 | 2.07 × 10−2 | 5.00 × 10−2 | −1.20 × 10−5 | 0 | 0 | 0 | −1.07 × 10−2 | −1.29 × 10−2 | 0 |
| 0 | 1.97 × 10−1 | 2.05 | 0 | −1.40 × 10−4 | −1.13 × 10−1 | −2.07 × 10−1 | 0 | 0 | 0 | 1.61 × 10−2 | −1.44 × 10−2 | −1.53 × 10−2 | −2.64 × 10−3 |
| 0 | 6.64 × 10−3 | 3.43 | 0 | 0 | 3.47 × 10−1 | 1.97 × 10−5 | 1.22 | −2.54 × 10−4 | 0 | 2.30 × 10−3 | −4.31 × 10−1 | −1.55 × 10−2 | |
| 0 | −1.90 × 10−1 | −4.67 × 10−1 | 4.03 × 10−5 | 1.06 × 10−1 | 3.16 × 10−1 | −2.24 × 10−4 | −1.69 × 10−1 | 2.64 × 10−3 | 0 | 1.64 × 10−2 | −8.62 × 10−4 | 0 | |
| 0 | −1.31 × 10−3 | −1.15 × 10−2 | 2.38 × 10−3 | −2.10 | −2.24 × 10−1 | 1.57 × 10−2 | −1.81 × 10−3 | 4.94 × 10−2 | 1.62 | 1.57 × 10−2 | 7.35 × 10−2 | 0 | |
| 1 | 1.20 | 2.26 × 10−3 | −1.78 × 101 | 1.62 | −5.85 × 10−4 | −4.70 × 10−4 | 0 | 7.13 × 10−1 | 1.05 × 10−1 | 2.08 × 10−1 | |||
| 1 | 5.78 × 10−3 | 0 | 2.41 × 10−1 | 4.43 × 10−2 | 1.46 × 10−3 | 0 | −3.04 | 7.30 × 10−1 | −2.21 × 10−2 | −5.04 × 10−2 | |||
| 0 | 5.35 × 10−2 | −4.78 × 10−3 | −2.40 | −1.85 × 10−1 | −4.40 × 10−5 | 0 | 2.96 × 10−2 | 2.14 × 10−1 | 1.55 × 10−1 | −1.35 × 10−1 | |||
| 6.27 × 10−8 | −4.31 × 10−5 | −2.74 × 10−4 | 0 | 1.29 × 10−3 | −8.31 × 10−4 | 3.68 × 10−2 | 1.54 × 10−2 | 2.09 × 10−2 | 1.54 × 10−1 | 3.84 × 10−3 | |||
| 0 | 2.69 | −1.47 × 10−3 | 4.30 × 10−3 | −4.10 × 10−1 | −1.07 × 10−1 | ||||||||
| 5.41 × 10−4 | −6.05 × 10−1 | −1.12 × 10−4 | −6.40 × 10−3 | 5.39 × 10−1 | 1.98 × 10−1 | ||||||||
| 0 | 4.87 | 9.30 × 10−2 | −1.88 × 10−1 | −6.40 × 10−2 | 1.54 × 10−1 | ||||||||
| 1.48 × 10−4 | −8.12 × 101 | 5.21 × 10−4 | 2.61 × 10−2 | 1.12 × 10−2 | 6.11 × 10−1 | ||||||||
| 0 | 9.14 × 101 | 5.93 × 10−5 | −4.46 × 10−3 | 9.52 × 10−1 | 2.34 × 10−1 | ||||||||
| −4.83 × 10−2 | |||||||||||||
| 2.82 × 10−2 | |||||||||||||
| 6.56 × 10−3 | |||||||||||||
| 4.71 | |||||||||||||
| −7.66 × 10−3 | |||||||||||||
| −1.01 × 10−1 | |||||||||||||
| Machining Parameters | Parameter Values |
|---|---|
| Grinding wheel | CBN grinding wheel |
| Wheel radius | 100 mm |
| Wheel mesh | 120 |
| Wheel speed | 500–3000 r/min |
| Cutting speed | 200 mm/min |
| Cutting depth | 5–30 µm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, D.; Tang, J.; Xia, F.; Zhou, W. Rough Surface Characterization Parameter Set and Redundant Parameter Set for Surface Modeling and Performance Research. Materials 2022, 15, 5971. https://doi.org/10.3390/ma15175971
Yang D, Tang J, Xia F, Zhou W. Rough Surface Characterization Parameter Set and Redundant Parameter Set for Surface Modeling and Performance Research. Materials. 2022; 15(17):5971. https://doi.org/10.3390/ma15175971
Chicago/Turabian StyleYang, Duo, Jinyuan Tang, Fujia Xia, and Wei Zhou. 2022. "Rough Surface Characterization Parameter Set and Redundant Parameter Set for Surface Modeling and Performance Research" Materials 15, no. 17: 5971. https://doi.org/10.3390/ma15175971