
The Volumetric Wear Assessment of a Mining Conical Pick Using the Photogrammetric Approach


Abstract
:1. Introduction
- Static object, many cameras are triggered at the same moment, placed around the object;
- Static object, one camera moving around the object while taking pictures;
- Rotating object, static camera.
- Exposure time (shutter speed);
- Aperture;
- Depth of field;
- Sensitivity of light to camera (ISO).
2. Materials and Methods
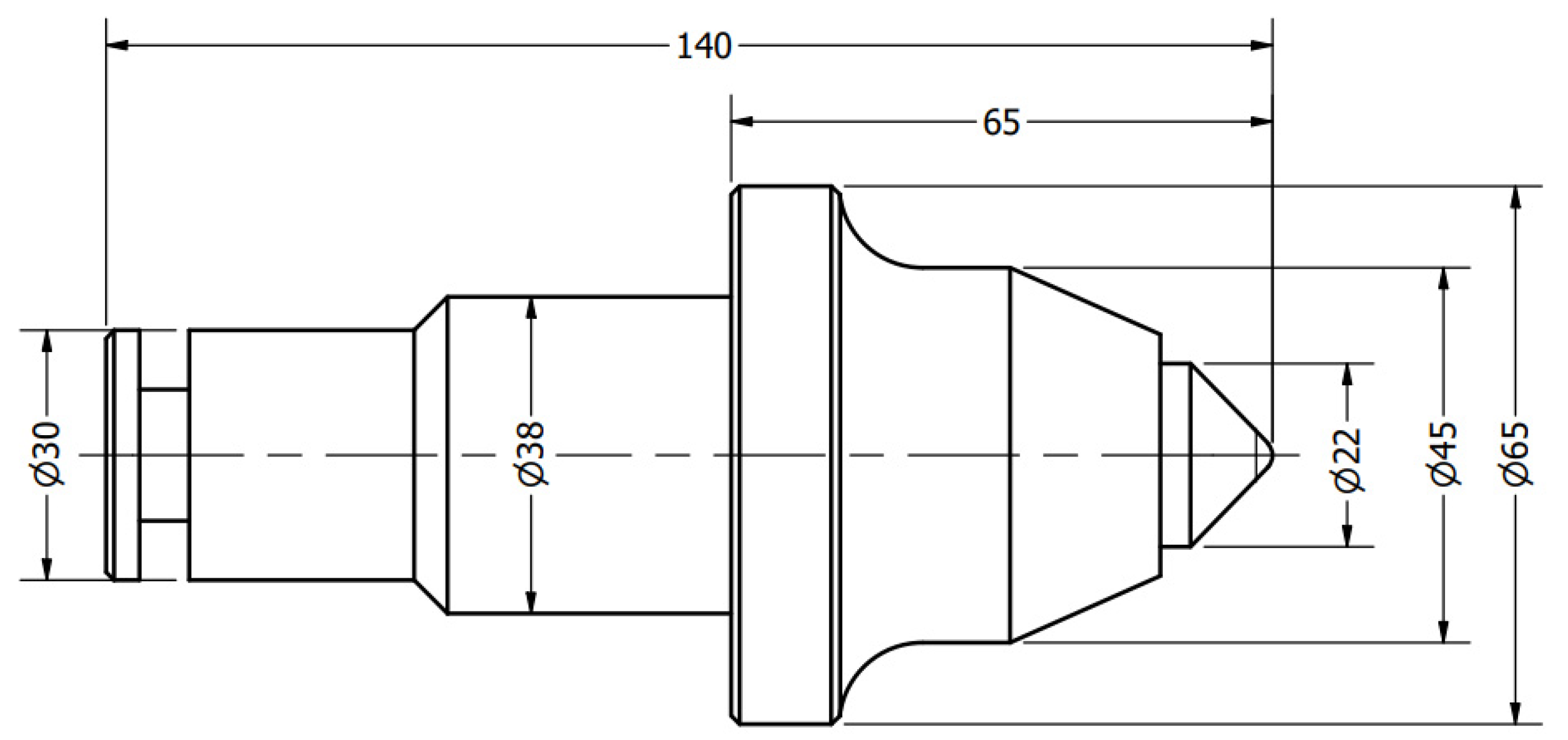
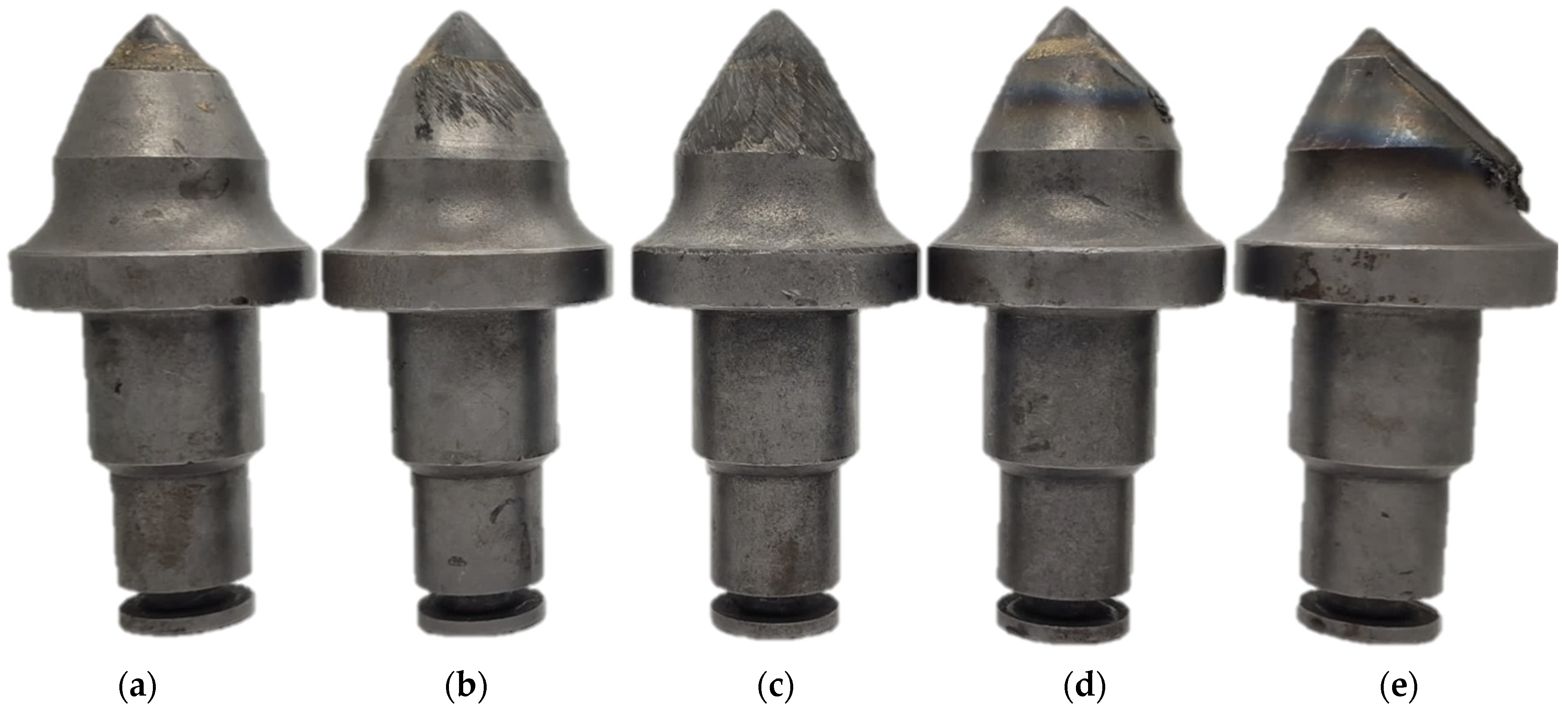
2.1. Studied Specimen
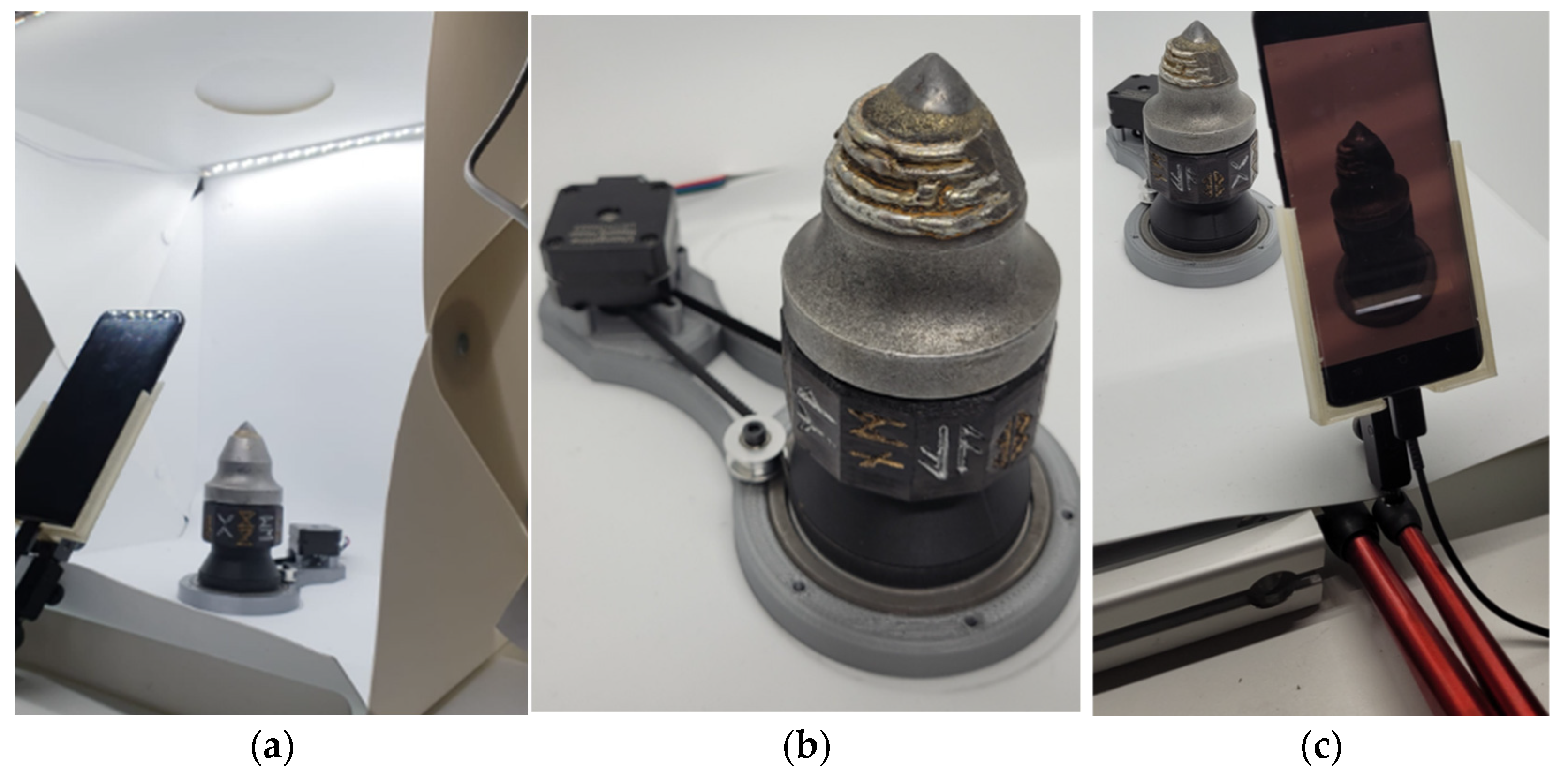
2.2. Measurement Setup
2.3. Data Acquisition
2.4. Image Processing
2.5. Statistical Analysis
- ni—number of images classified as proper, N ≥ ni ≥ 0;
- N—number of all input images, N = 60;
- np—number of characteristic points matched, Pmax ≥ ni ≥ 0;
- Pmax—number of maximal amount of characteristic features matched points achieved;
- am—accuracy of the 3D model, am ⊂ {0; 0.5; 1}.
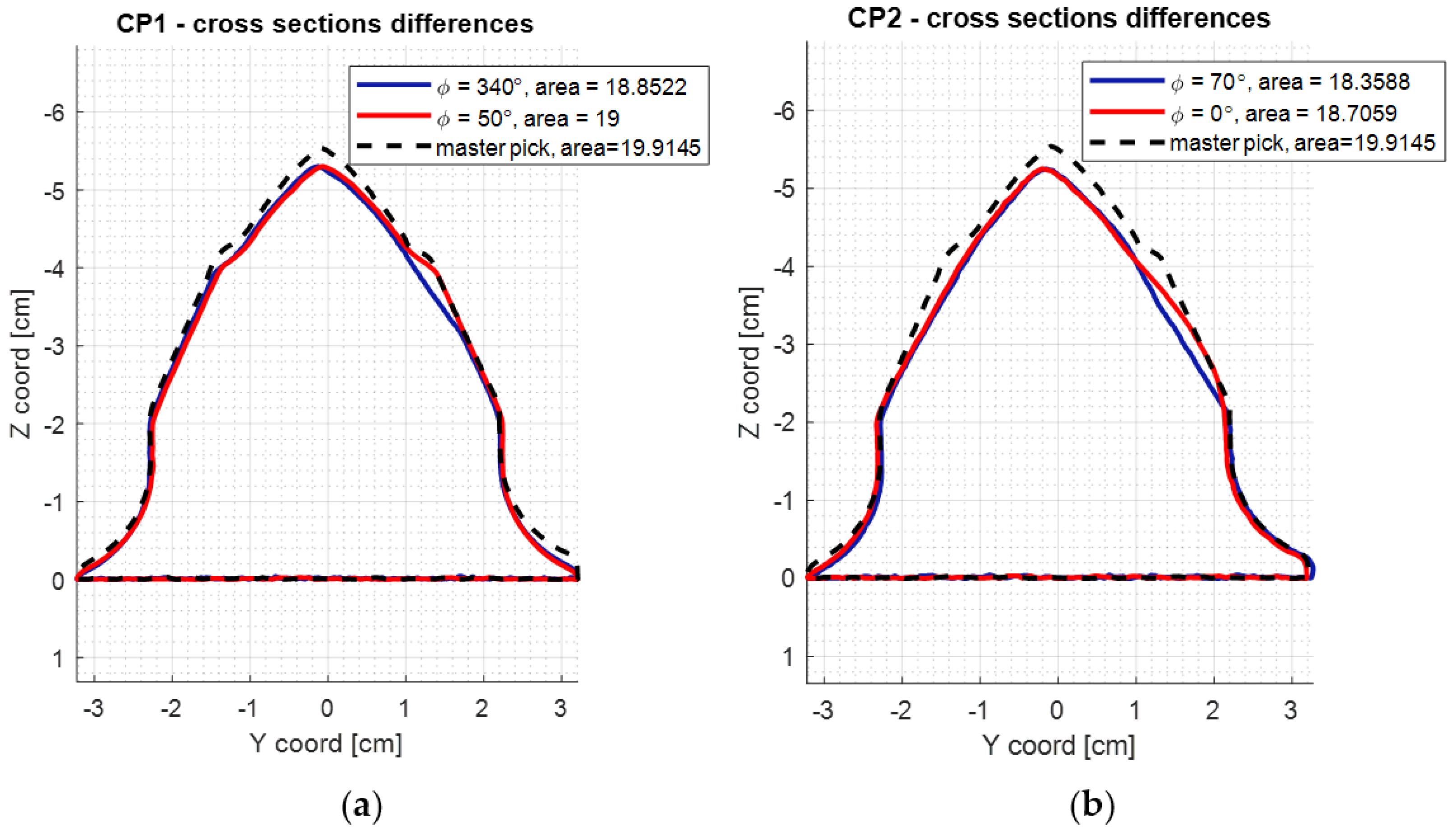
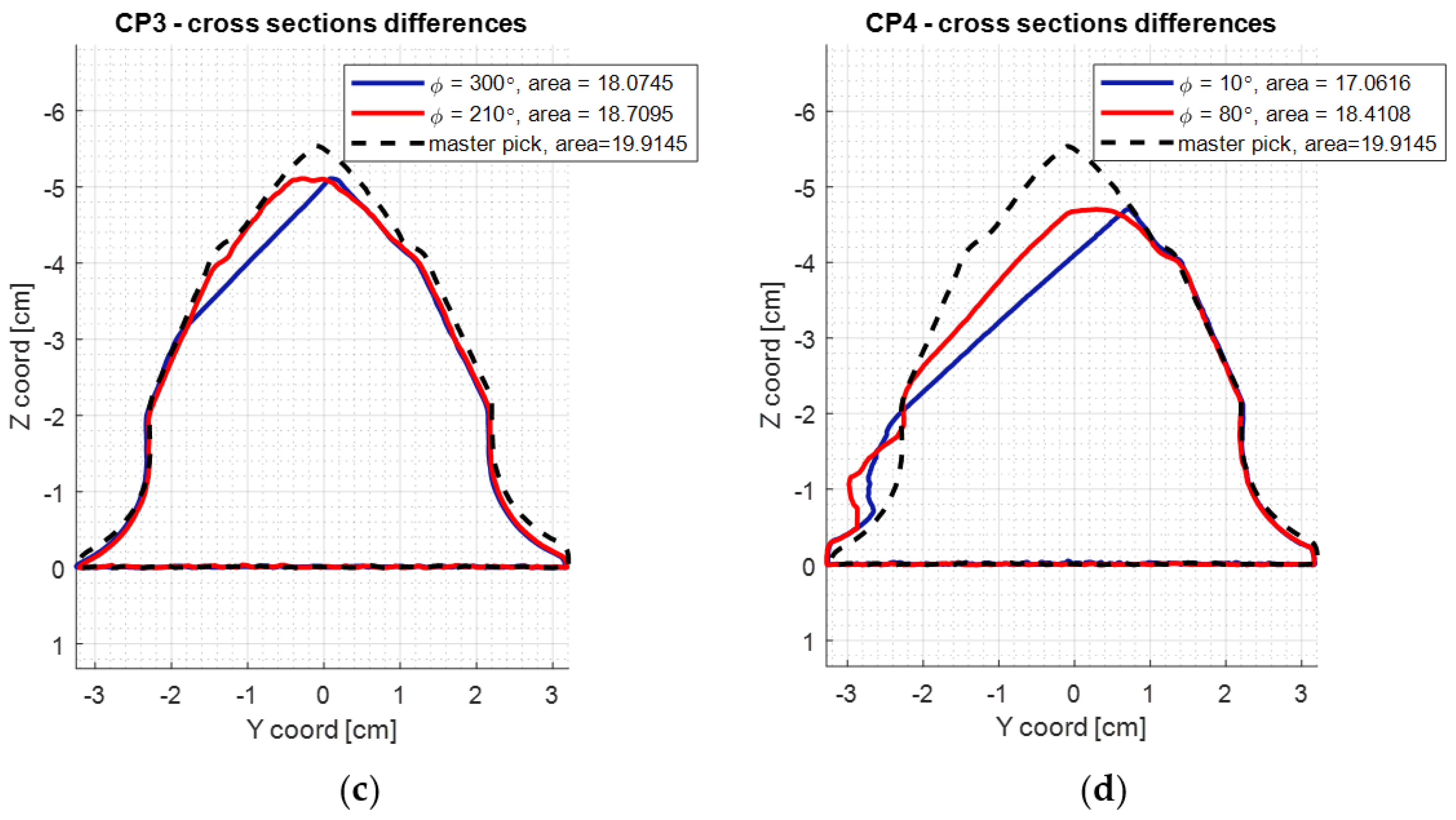
2.6. Wear Classification
- S—symmetry determinant;
- σA—standard deviation of cross-sections of 3D model;
- AM—area of the cross-section of the master model.
3. Results
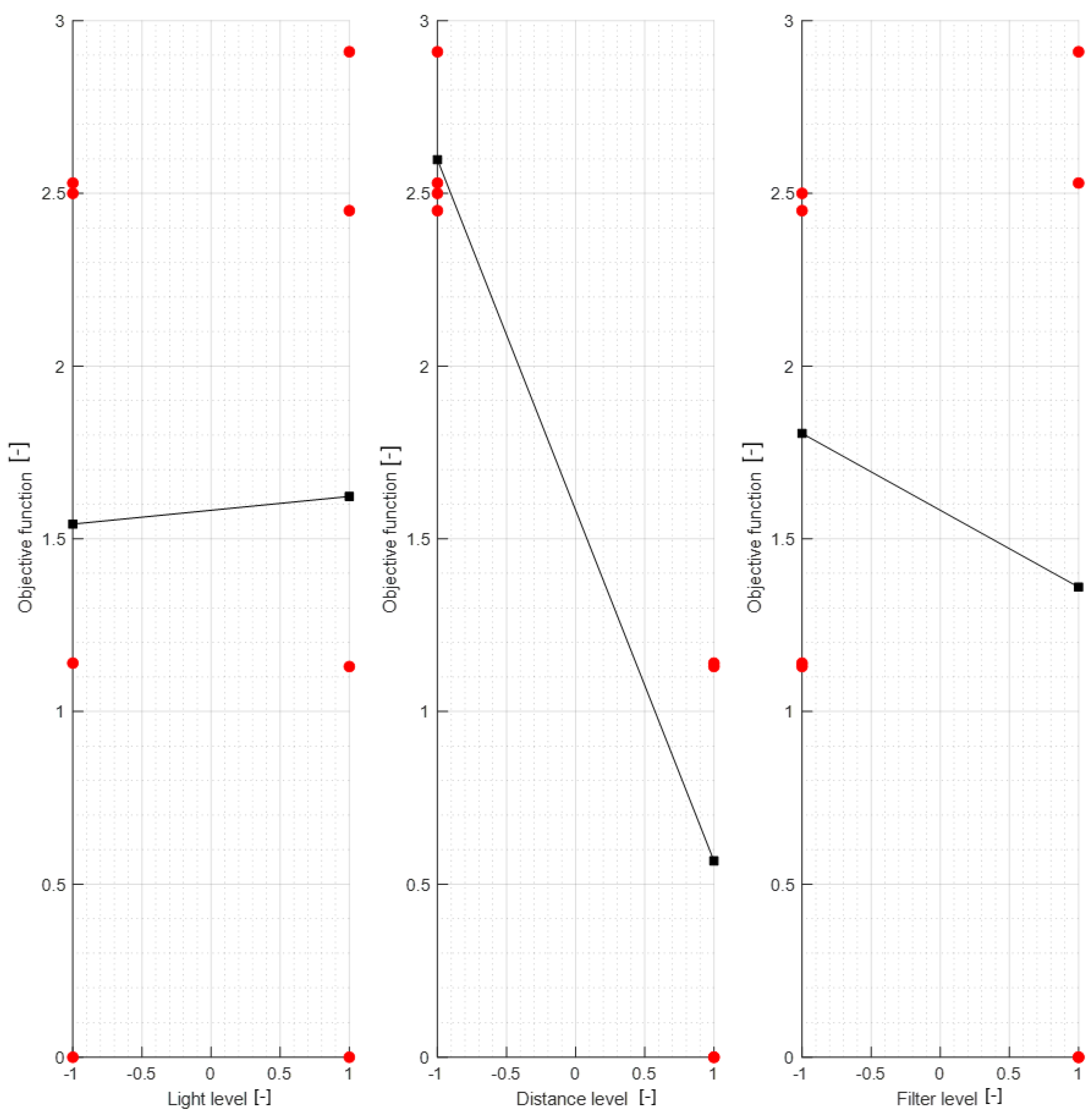
3.1. Parametric Optimization
- Run 3, 7—geometry projected on a plane, cameras detected improperly. In both runs, image is far from camera.
- Run 1, 5—geometry is generally proper, the carbide part has geometry artifacts from the reflected line as it is smooth material.
- Run 4, 8—no valid initial pair found automatically.
- Run 2, 6—geometry is proper.
- Calculation of signal to noise ratio according to the rule “the-larger-is-better”:
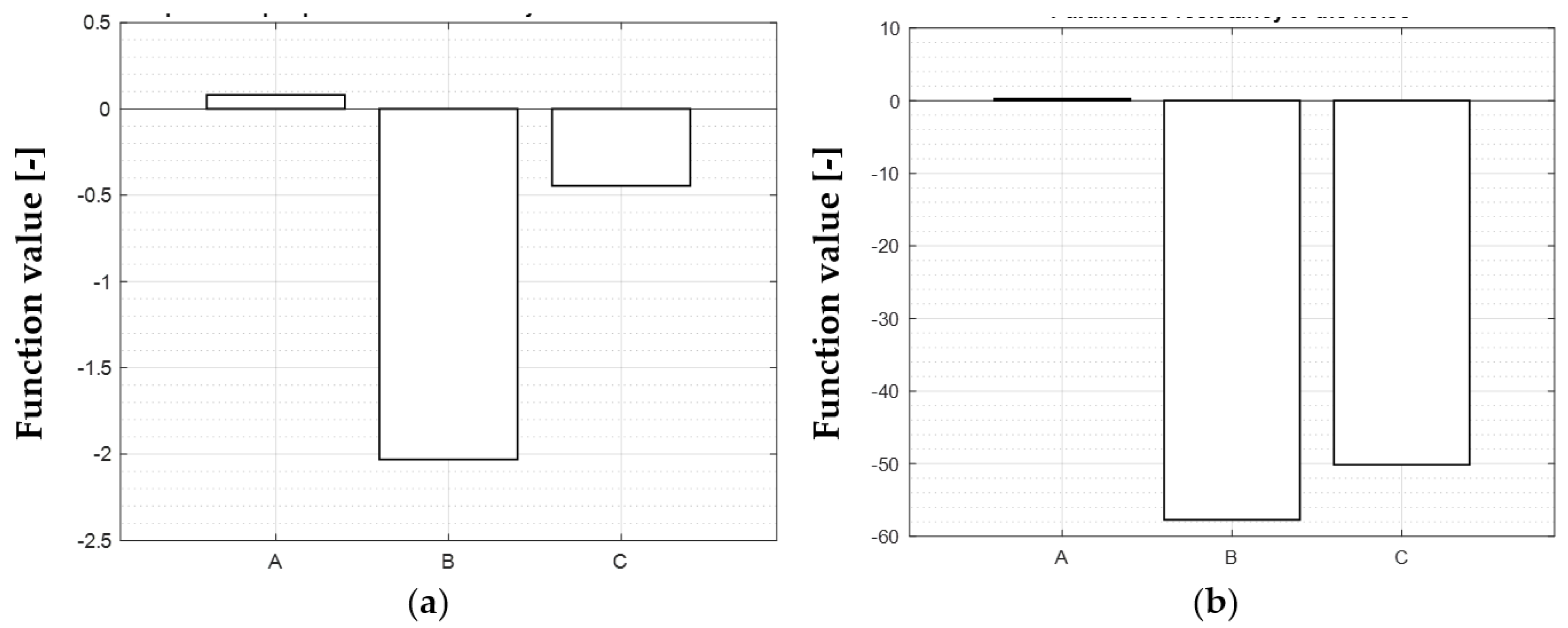
- Calculation of impact of each factor on the subjective function value:
- Calculation of the resistance of each factor to noise:
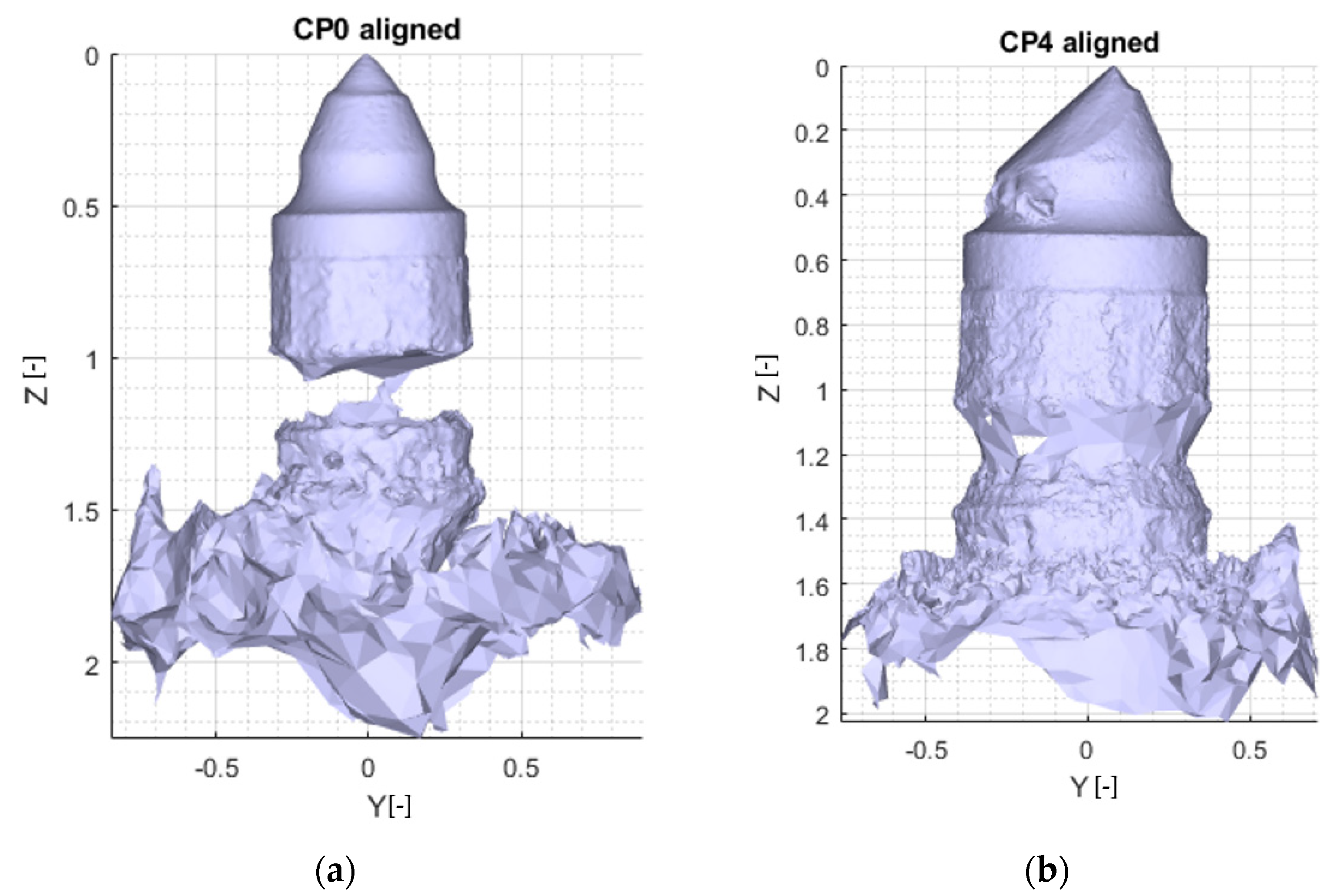
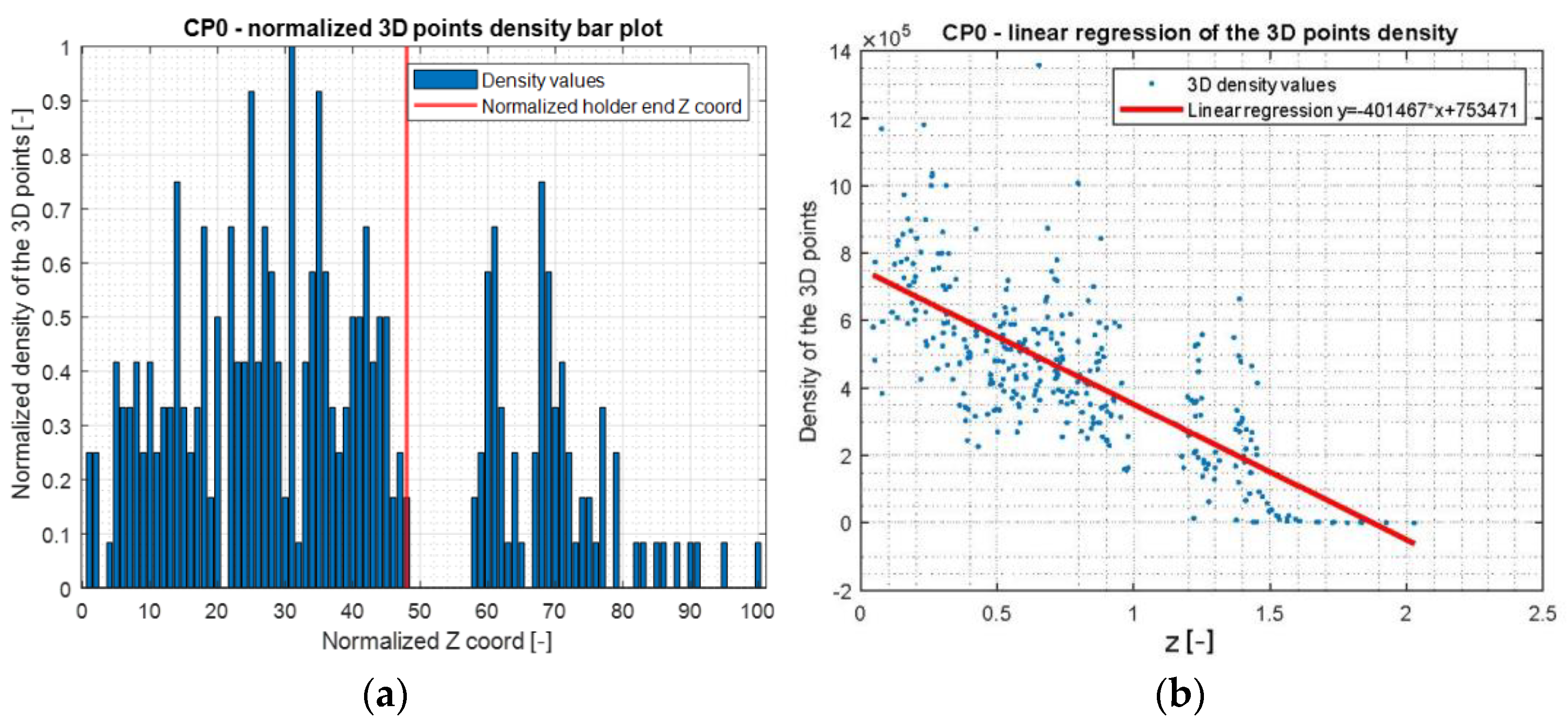
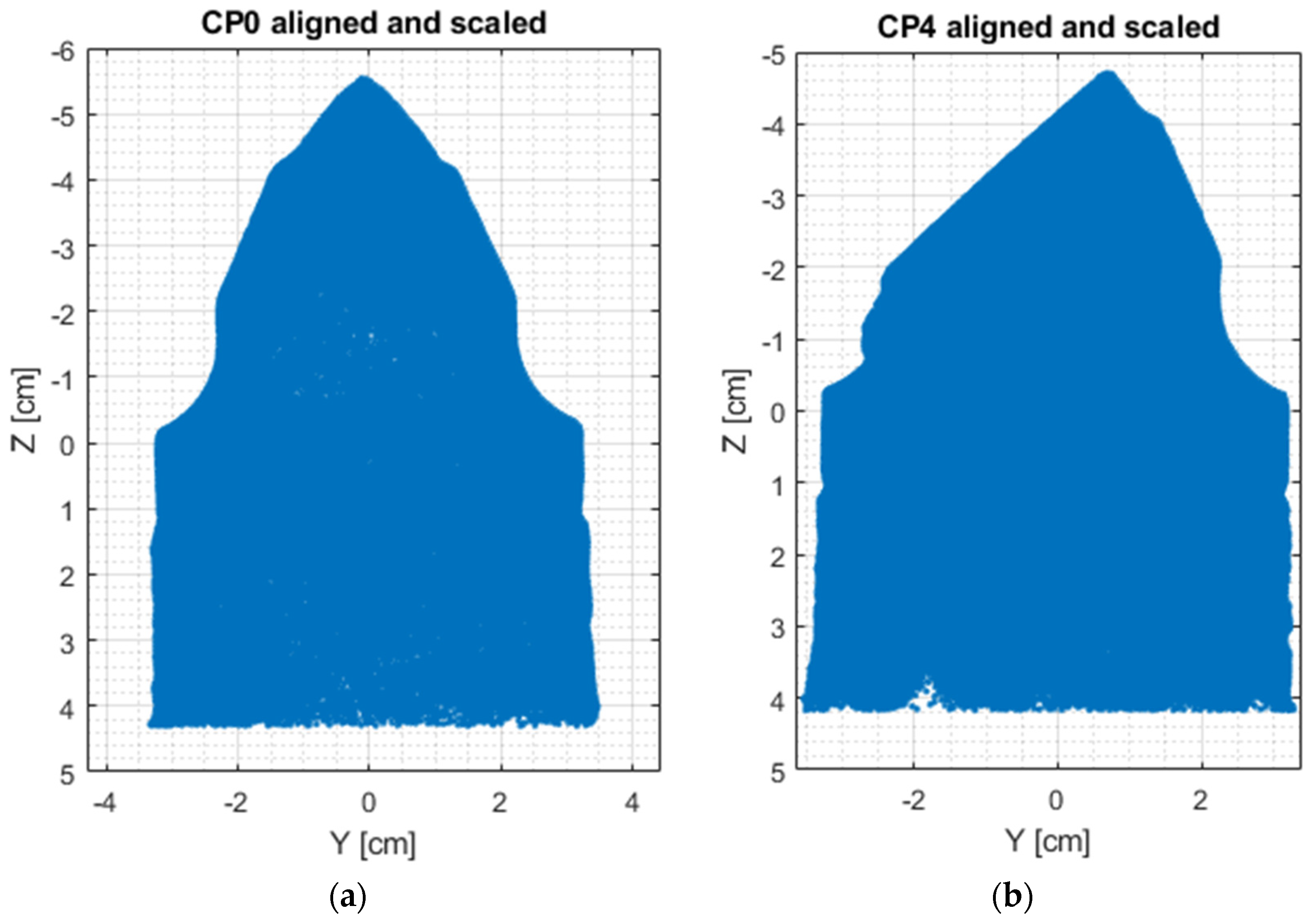
3.2. Features Extraction
4. Discussion
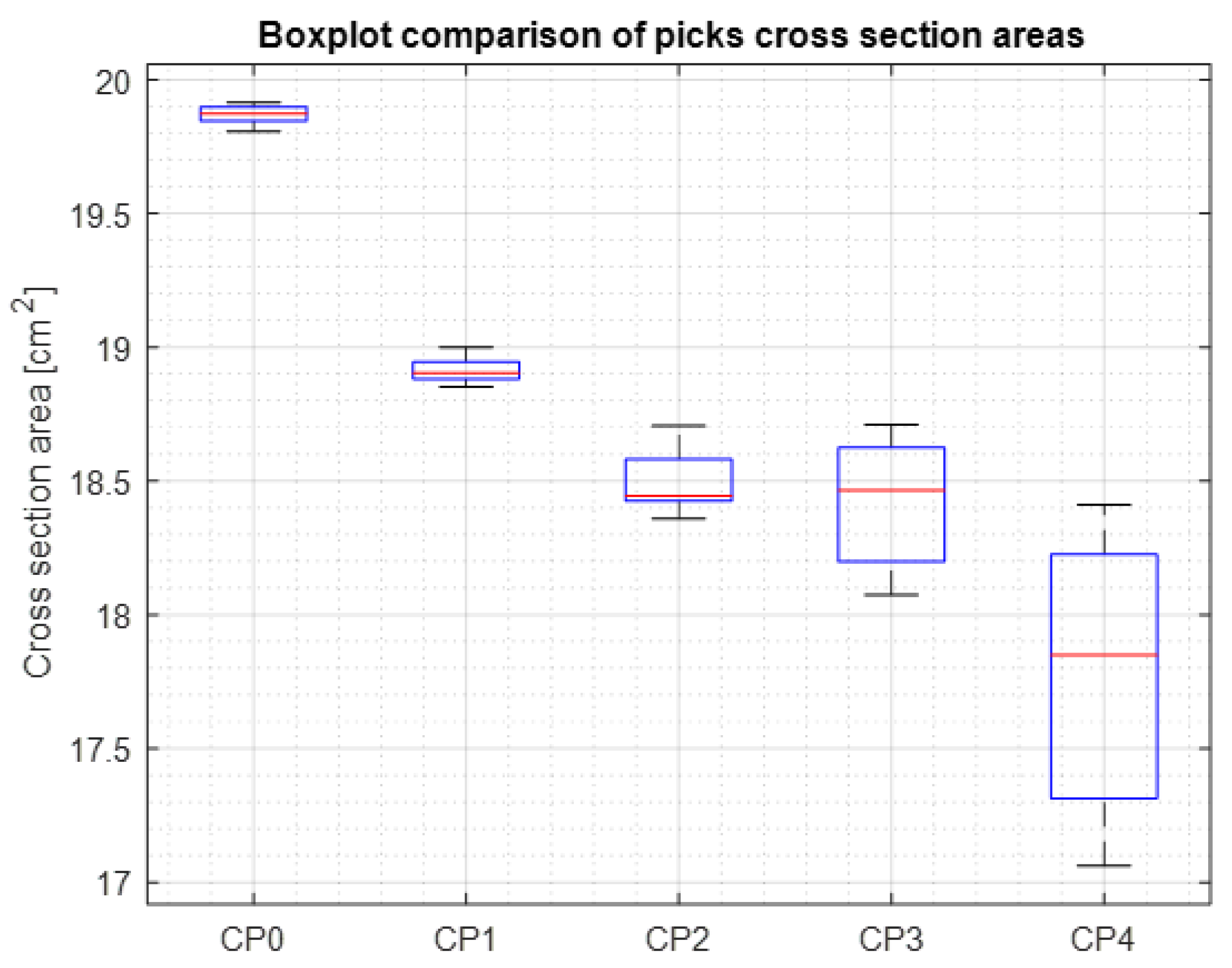
- Eligible for use: CP0, CP1;
- Eligible for hardfacing: CP0, CP1, CP2;
- Catastrophic wear: CP3, CP4.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Feng, K.; Ji, J.; Ni, Q.; Beer, M. A review of vibration-based gear wear monitoring and prediction techniques. Mech. Syst. Signal Process. 2023, 182, 109605. [Google Scholar] [CrossRef]
- Krawczyk, J.; Bembenek, M.; Pawlik, J. The Role of Chemical Composition of High-Manganese Cast Steels on Wear of Excavating Chain in Railway Shoulder Bed Ballast Cleaning Machine. Materials 2021, 14, 7794. [Google Scholar] [CrossRef] [PubMed]
- Wang, D.; Zhang, S.; Wang, L.; Liu, Y. Developing a Ball Screw Drive System of High-Speed Machine Tool Considering Dynamics. IEEE Trans. Ind. Electron. 2021, 69, 4966–4976. [Google Scholar] [CrossRef]
- Zhu, K.; Liu, T. Online Tool Wear Monitoring Via Hidden Semi-Markov Model with Dependent Durations. IEEE Trans. Ind. Inform. 2018, 14, 69–78. [Google Scholar] [CrossRef]
- Fong, K.M.; Wang, X.; Kamaruddin, S.; Ismadi, M.-Z. Investigation on universal tool wear measurement technique using image-based cross-correlation analysis. Measurement 2021, 169, 108489. [Google Scholar] [CrossRef]
- Bołoz, Ł. Directions for increasing conical picks’ durability. New Trends Prod. Eng. 2019, 2, 277–286. [Google Scholar] [CrossRef] [Green Version]
- Bołoz, Ł. Results of a Study on the Quality of Conical Picks for Public Procurement Purposes. New Trends Prod. Eng. 2018, 1, 687–693. [Google Scholar] [CrossRef] [Green Version]
- Bembenek, M.; Prysyazhnyuk, P.; Shihab, T.; Machnik, R.; Ivanov, O.; Ropyak, L. Microstructure and Wear Characterization of the Fe-Mo-B-C—Based Hardfacing Alloys Deposited by Flux-Cored Arc Welding. Materials 2022, 15, 5074. [Google Scholar] [CrossRef]
- Krauze, K.; Skowronek, T.; Mucha, K. Influence of the Hard-Faced Layer Welded on Tangential-Rotary Pick Operational Part on to Its Wear Rate. Arch. Min. Sci. 2016, 61, 779–792. [Google Scholar] [CrossRef] [Green Version]
- Krauze, K.; Bołoz, Ł.; Wydro, T.; Mucha, K. Investigations into the wear rate of conical picks with abrasion-resistant coatings in laboratory conditions. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Szczyrk, Poland, 14–16 October 2019; Volume 679, p. 012012. [Google Scholar] [CrossRef]
- Krauze, K.; Mucha, K.; Wydro, T. Evaluation of the Quality of Conical Picks and the Possibility of Predicting the Costs of Their Use. Multidiscip. Asp. Prod. Eng. 2020, 3, 491–504. [Google Scholar] [CrossRef]
- Choi, S.-W. Durability Evaluation Depending on the Insert Size of Conical Picks by the Field Test. J. Korean Tunn. Undergr. Space Assoc. 2019, 21, 49–59. [Google Scholar] [CrossRef]
- Krauze, K.; Bołoz, Ł.; Wydro, T. Parametric Factors for the Tangential-Rotary Picks Quality Assessment/Wskaźniki Parametryczne Oceny Jakości Noży Styczno-Obrotowych. Arch. Min. Sci. 2015, 60, 265–281. [Google Scholar] [CrossRef]
- Gajewski, J.; Jedliński, Ł.; Jonak, J. Classification of wear level of mining tools with the use of fuzzy neural network. Tunn. Undergr. Space Technol. 2013, 35, 30–36. [Google Scholar] [CrossRef]
- Guerra, M.; Lavecchia, F.; Maggipinto, G.; Galantucci, L.; Longo, G. Measuring techniques suitable for verification and repairing of industrial components: A comparison among optical systems. CIRP J. Manuf. Sci. Technol. 2019, 27, 114–123. [Google Scholar] [CrossRef]
- Bembenek, M.; Buczak, M. The Fine-Grained Material Flow Visualization of the Saddle-Shape Briquetting in the Roller Press Using Computer Image Analysis. J. Flow Vis. Image Process. 2021, 28, 69–78. [Google Scholar] [CrossRef]
- Braun Neto, J.A.; Lima, J.L.; Pereira, A.I.; Costa, P. Low-Cost 3D LIDAR-Based Scanning System for Small Objects. In Proceedings of the 2021 22nd IEEE International Conference on Industrial Technology (ICIT), Valencia, Spain, 10–12 March 2021; pp. 907–912. [Google Scholar]
- Hormann, K. Geometry Processing. In Encyclopedia of Applied and Computational Mathematics; Engquist, B., Ed.; Springer: Berlin/Heidelberg, Germany, 2015; pp. 593–606. ISBN 978-3-540-70528-4. [Google Scholar]
- Valerga, A.; Batista, M.; Bienvenido, R.; Fernández-Vidal, S.; Wendt, C.; Marcos, M. Reverse Engineering Based Methodology for Modelling Cutting Tools. Procedia Eng. 2015, 132, 1144–1151. [Google Scholar] [CrossRef] [Green Version]
- Rodríguez-Martín, M.; Rodríguez-Gonzálvez, P. Suitability of Automatic Photogrammetric Reconstruction Configurations for Small Archaeological Remains. Sensors 2020, 20, 2936. [Google Scholar] [CrossRef]
- Qin, R.; Gruen, A. The role of machine intelligence in photogrammetric 3D modeling—An overview and perspectives. Int. J. Digit. Earth 2020, 14, 15–31. [Google Scholar] [CrossRef]
- Pilar Valerga Puerta, A.; Aletheia Jimenez-Rodriguez, R.; Fernandez-Vidal, S.; Raul Fernandez-Vidal, S. Photogrammetry as an Engineering Design Tool. In Product Design; Alexandru, C., Jaliu, C., Comşit, M., Eds.; IntechOpen: London, UK, 2020; ISBN 978-1-83968-212-4. [Google Scholar]
- Schenk, T. Introduction to Photogrammetry; Ohio State University: Columbus, OH, USA, 2005; p. 106. [Google Scholar]
- Ackermann, F. Digital Image Correlation: Performance and Potential Application in Photogrammetry. Photogramm. Rec. 2006, 11, 429–439. [Google Scholar] [CrossRef]
- James, M.R.; Robson, S. Straightforward reconstruction of 3D surfaces and topography with a camera: Accuracy and geoscience application. J. Geophys. Res. Earth Surf. 2012, 117, 03017. [Google Scholar] [CrossRef] [Green Version]
- Wells, J.; Jones, T.; Danehy, P. Polarization and Color Filtering Applied to Enhance Photogrammetric Measurements of Reflective Surfaces. In Proceedings of the 46th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Materials Conference, Austin, TX, USA 18–21 April 2005; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2005. [Google Scholar]
- Conen, N.; Hastedt, H.; Kahmen, O.; Luhmann, T. Improving Image Matching by Reducing Surface Reflections Using Polarising Filter Techniques. ISPRS—Int. Arch. Photogramm. Remote Sens. Spat. Inf. Sci. 2018, XLII-2, 267–274. [Google Scholar] [CrossRef] [Green Version]
- Guidi, G.; Gonizzi, S.; Micoli, L.L. Image pre-processing for optimizing automated photogrammetry performances. ISPRS Ann. Photogramm. Remote Sens. Spat. Inf. Sci. 2014, II-5, 145–152. [Google Scholar] [CrossRef] [Green Version]
- Shashi, M.; Jain, K. Use of Photogrammetry in 3d Modeling and Visualization of Buildings. ARPN J. Eng. Appl. Sci. 2007, 2, 5. [Google Scholar]
- Liu, J.; Ma, C.; Zeng, Q.; Gao, K. Discrete Element Simulation of Conical Pick’s Coal Cutting Process under Different Cutting Parameters. Shock Vib. 2018, 2018, 7975141. [Google Scholar] [CrossRef] [Green Version]
- Kuidong, G.; Changlong, D.; Hongxiang, J.; Songyong, L. A theoretical model for predicting the Peak Cutting Force of conical picks. Frat. Ed Integrità Strutt. 2013, 8, 43–52. [Google Scholar] [CrossRef] [Green Version]
- Averin, E.A.; Zhabin, A.B.; Polyakov, A.V.; Linnik, Y.N.; Linnik, V.Y. Transition between relieved and unrelieved modes when cutting rocks with conical picks. J. Min. Inst. 2021, 249, 329–333. [Google Scholar] [CrossRef]
- Wang, S.; Sun, L.; Li, X.; Zhou, J.; Du, K.; Wang, S.; Khandelwal, M. Experimental investigation and theoretical analysis of indentations on cuboid hard rock using a conical pick under uniaxial lateral stress. Geomech. Geophys. Geo-Energy Geo-Resour. 2022, 8, 34. [Google Scholar] [CrossRef]
- Cheluszka, P.; Mikuła, S.; Mikuła, J. Theoretical consideration of fatigue strengthening of conical picks for rock cutting. Tunn. Undergr. Space Technol. 2022, 125, 104481. [Google Scholar] [CrossRef]
- Li, X.; Wang, S.; Ge, S.; Malekian, R.; Li, Z. A Theoretical Model for Estimating the Peak Cutting Force of Conical Picks. Exp. Mech. 2018, 58, 709–720. [Google Scholar] [CrossRef]
- Yasar, S. A General Semi-Theoretical Model for Conical Picks. Rock Mech. Rock Eng. 2020, 53, 2557–2579. [Google Scholar] [CrossRef]
- Li, H.S.; Liu, S.Y.; Xu, P.P. Numerical simulation on interaction stress analysis of rock with conical picks. Tunn. Undergr. Space Technol. 2019, 85, 231–242. [Google Scholar] [CrossRef]
- Liu, S.; Ji, H.; Liu, X.; Jiang, H. Experimental research on wear of conical pick interacting with coal-rock. Eng. Fail. Anal. 2017, 74, 172–187. [Google Scholar] [CrossRef]
- Wang, X.; Wang, Q.-F.; Liang, Y.-P.; Su, O.; Yang, L. Dominant Cutting Parameters Affecting the Specific Energy of Selected Sandstones when Using Conical Picks and the Development of Empirical Prediction Models. Rock Mech. Rock Eng. 2018, 51, 3111–3128. [Google Scholar] [CrossRef]
- Lowe, D.G. Distinctive Image Features from Scale-Invariant Keypoints. Int. J. Comput. Vis. 2004, 60, 91–110. [Google Scholar] [CrossRef]
- Otero, I.R.; Delbracio, M. Anatomy of the SIFT Method. Image Process. Line 2014, 4, 370–396. [Google Scholar] [CrossRef] [Green Version]
- Yu, G.; Morel, J.-M. ASIFT: An Algorithm for Fully Affine Invariant Comparison. Image Process. Line 2011, 1, 11–38. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Wang, S.; Tian, Q.; Ding, X. A survey of recent advances in visual feature detection. Neurocomputing 2015, 149, 736–751. [Google Scholar] [CrossRef]
- Alcantarilla, P.; Nuevo, J.; Bartoli, A. Fast Explicit Diffusion for Accelerated Features in Nonlinear Scale Spaces. In Proceedings of the Proceedings of the British Machine Vision Conference 2013, Bristol, UK, 9–13 September 2013; British Machine Vision Association: Bristol, UK, 2013; pp. 13.1–13.11. [Google Scholar]
- Nister, D.; Stewenius, H. Scalable Recognition with a Vocabulary Tree. In Proceedings of the 2006 IEEE Computer Society Conference on Computer Vision and Pattern Recognition—Volume 2 (CVPR’06), New York, NY, USA, 17–22 June 2006; Volume 2, pp. 2161–2168. [Google Scholar]
- Lowe, D.G. Object Recognition from Local Scale-Invariant Features. In Proceedings of the Seventh IEEE International Conference on Computer Vision, Kerkyra, Greece, 20–27 September 1999, Kerkyra, Greece, 20–27 September 1999; Volume 2, pp. 1150–1157. [Google Scholar]
- Moulon, P.; Monasse, P.; Marlet, R. Global Fusion of Relative Motions for Robust, Accurate and Scalable Structure from Motion. In Proceedings of the 2013 IEEE International Conference on Computer Vision, Sydney, Australia, 1–8 December 2013; pp. 3248–3255. [Google Scholar]
- Schönberger, J.L.; Zheng, E.; Frahm, J.-M.; Pollefeys, M. Pixelwise View Selection for Unstructured Multi-View Stereo. In Computer Vision—ECCV 2016; Leibe, B., Matas, J., Sebe, N., Welling, M., Eds.; Springer International Publishing: Cham, Switzerland, 2016; Volume 9907, pp. 501–518. ISBN 978-3-319-46486-2. [Google Scholar]
- Labatut, P.; Pons, J.-P.; Keriven, R. Robust and Efficient Surface Reconstruction from Range Data. Comput. Graph. Forum 2009, 28, 2275–2290. [Google Scholar] [CrossRef] [Green Version]
- Lévy, B.; Petitjean, S.; Ray, N.; Maillot, J. Least squares conformal maps for automatic texture atlas generation. In Proceedings of the 29th Annual Conference on Computer Graphics and Interactive Techniques, San Antonio, TX, USA, 23–26 July 2002; pp. 362–371. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Light Level [lux] | Shutter [s] | ISO | Distance from Camera to Object [mm] | Polarizing Filters | Aperture |
|---|---|---|---|---|---|
| 102–288 | 1/1000–1/20 | 200 | 155–250 | yes/no | f/1.7 |
| Run | Light Level | Distance from Camera to Object | Polarizing Filters |
|---|---|---|---|
| 1 | − | − | − |
| 2 | − | − | + |
| 3 | − | + | − |
| 4 | − | + | + |
| 5 | + | − | − |
| 6 | + | − | + |
| 7 | + | + | − |
| 8 | + | + | + |
| Light Level [lux] | Distance from Camera to Object [mm] | Polarizing Filters Included | |
|---|---|---|---|
| Lower limit (−) | 102 | 155 | No |
| Upper limit (+) | 288 | 250 | Yes |
| Run | Light Level (A) | Distance (B) | Polarizing Filter (C) | Randomized Trial [-] | Images Classified ni | Points Matched np | Accuracy am | Objective Function fi | SNi |
|---|---|---|---|---|---|---|---|---|---|
| 1 | − | − | − | 1 | 60 | 5806 | 0.5 | 2.5 | 7.9588 |
| 2 | − | − | + | 6 | 60 | 3050 | 1 | 2.525 | 8.0452 |
| 3 | − | + | − | 4 | 59 | 886 | 0 | 1.136 | 1.1076 |
| 4 | − | + | + | 8 | 0 | 0 | 0 | 0 | −100 |
| 5 | + | − | − | 2 | 60 | 5529 | 0.5 | 2.452 | 7.7904 |
| 6 | + | − | + | 5 | 60 | 5262 | 1 | 2.906 | 9.2659 |
| 7 | + | + | − | 3 | 60 | 734 | 0 | 1.126 | 1.0308 |
| 8 | + | + | + | 7 | 0 | 0 | 0 | 0 | −100 |
| Run | Mesh | Texture | Structure from Motion |
|---|---|---|---|
| 2 |  |  |  |
| 7 |  |  |  |
| Pick | Mean [cm2] | Std Dev. [cm] | Max. Plastic Def. Area [cm2] | Max. Area Diff. [cm2] | Area Diff. as a Part of Mean Area [%] | S (Symmetrical Parameter) |
|---|---|---|---|---|---|---|
| CP0 | 19.869 | 0.03048 | 0 | 0.1080 | 0.5 | 1 |
| CP1 | 18.911 | 0.038211 | 0 | 0.1480 | 0.7 | 1 |
| CP2 | 18.496 | 0.11077 | 0 | 0.3470 | 1.9 | 1 |
| CP3 | 18.416 | 0.22452 | 0 | 0.6360 | 3.5 | 0 |
| CP4 | 17.791 | 0.48366 | 0.4910 | 1.3490 | 7.5 | 0 |
| Type of Scanning Method | Implementation in a Difficult Environment | Automation Possibilities | Enough Output Data for Regeneration |
|---|---|---|---|
| C2 parameter | + | + | − |
| Parametric factors | − | − | + |
| Fuzzy neural network | + | +/− | − |
| LIDAR measurements | + | +/− | − |
| Photogrammetric model | + | + | + |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pawlik, J.; Wróblewska-Pawlik, A.; Bembenek, M. The Volumetric Wear Assessment of a Mining Conical Pick Using the Photogrammetric Approach. Materials 2022, 15, 5783. https://doi.org/10.3390/ma15165783
Pawlik J, Wróblewska-Pawlik A, Bembenek M. The Volumetric Wear Assessment of a Mining Conical Pick Using the Photogrammetric Approach. Materials. 2022; 15(16):5783. https://doi.org/10.3390/ma15165783
Chicago/Turabian StylePawlik, Jan, Aleksandra Wróblewska-Pawlik, and Michał Bembenek. 2022. "The Volumetric Wear Assessment of a Mining Conical Pick Using the Photogrammetric Approach" Materials 15, no. 16: 5783. https://doi.org/10.3390/ma15165783