
Micromachining of Alumina Using a High-Power Ultrashort-Pulsed Laser


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
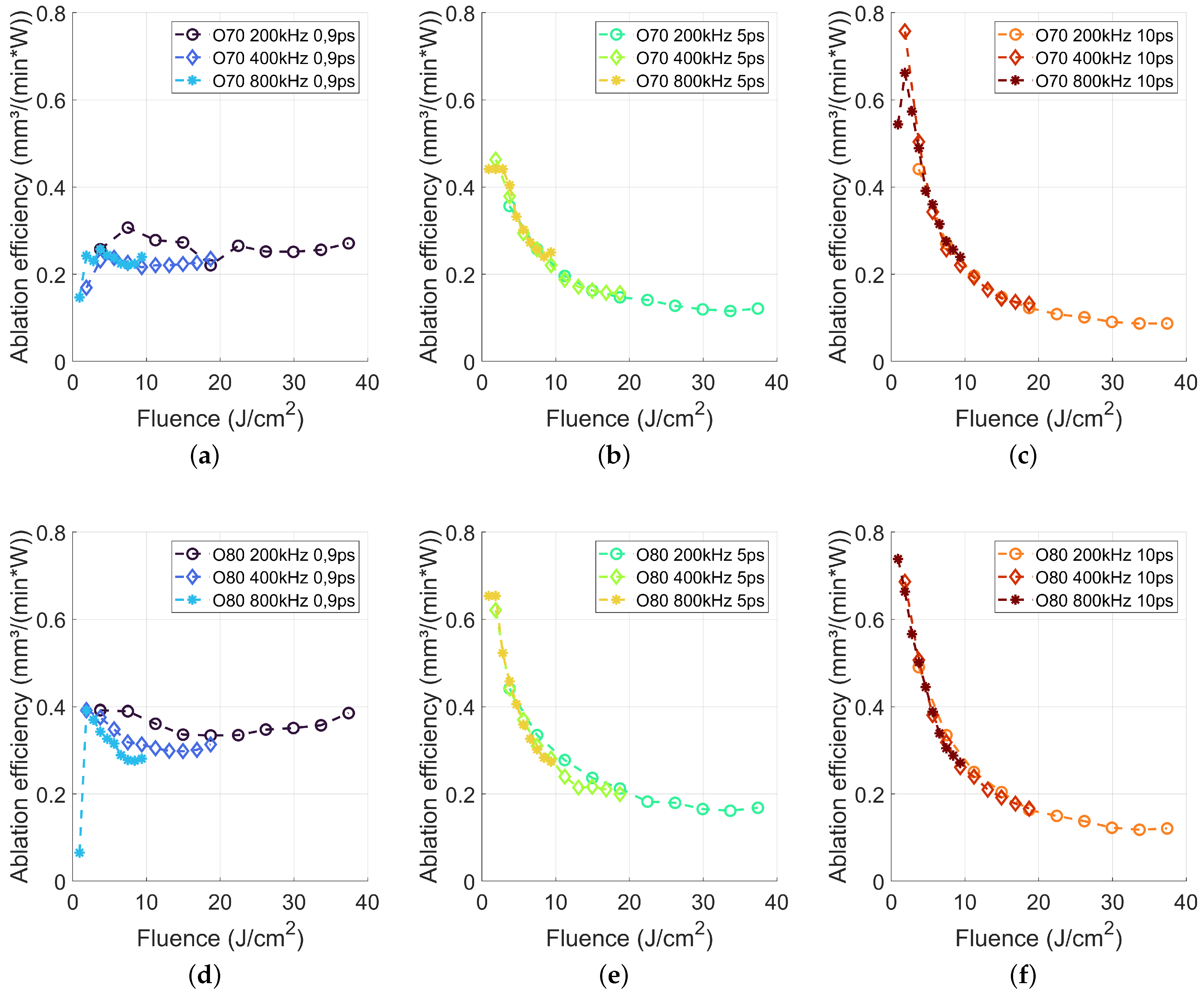
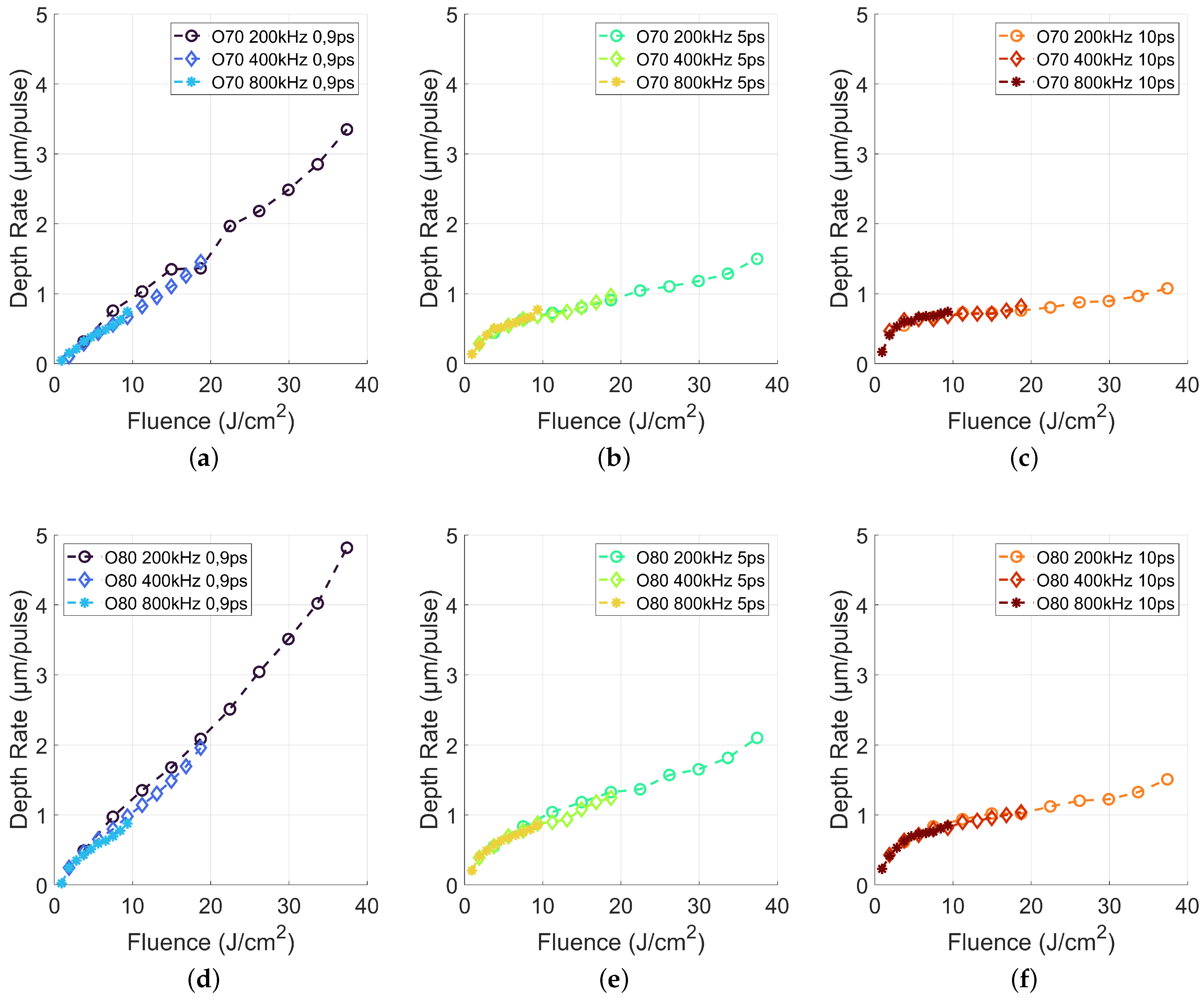
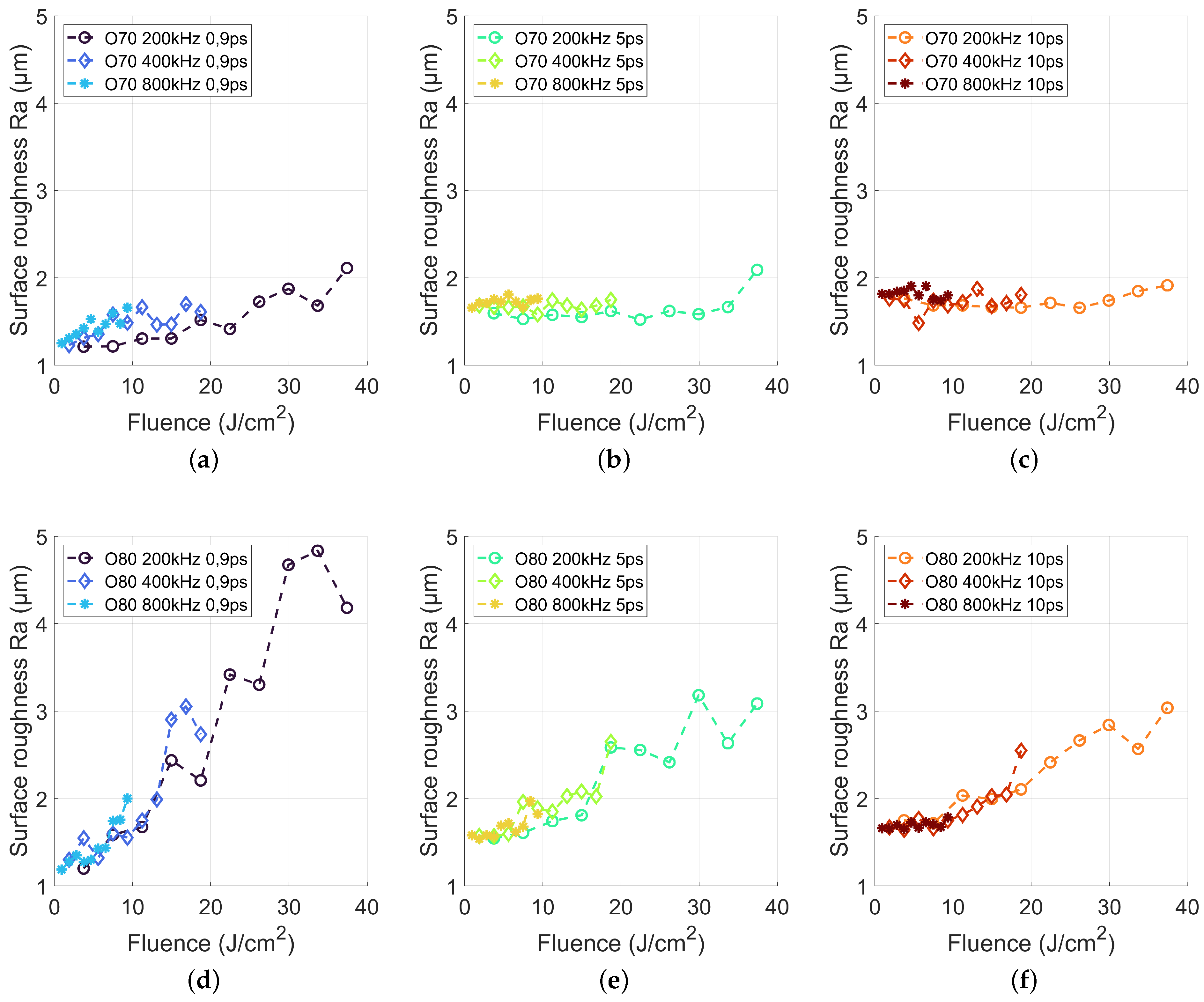
3.1. Laser Parameters
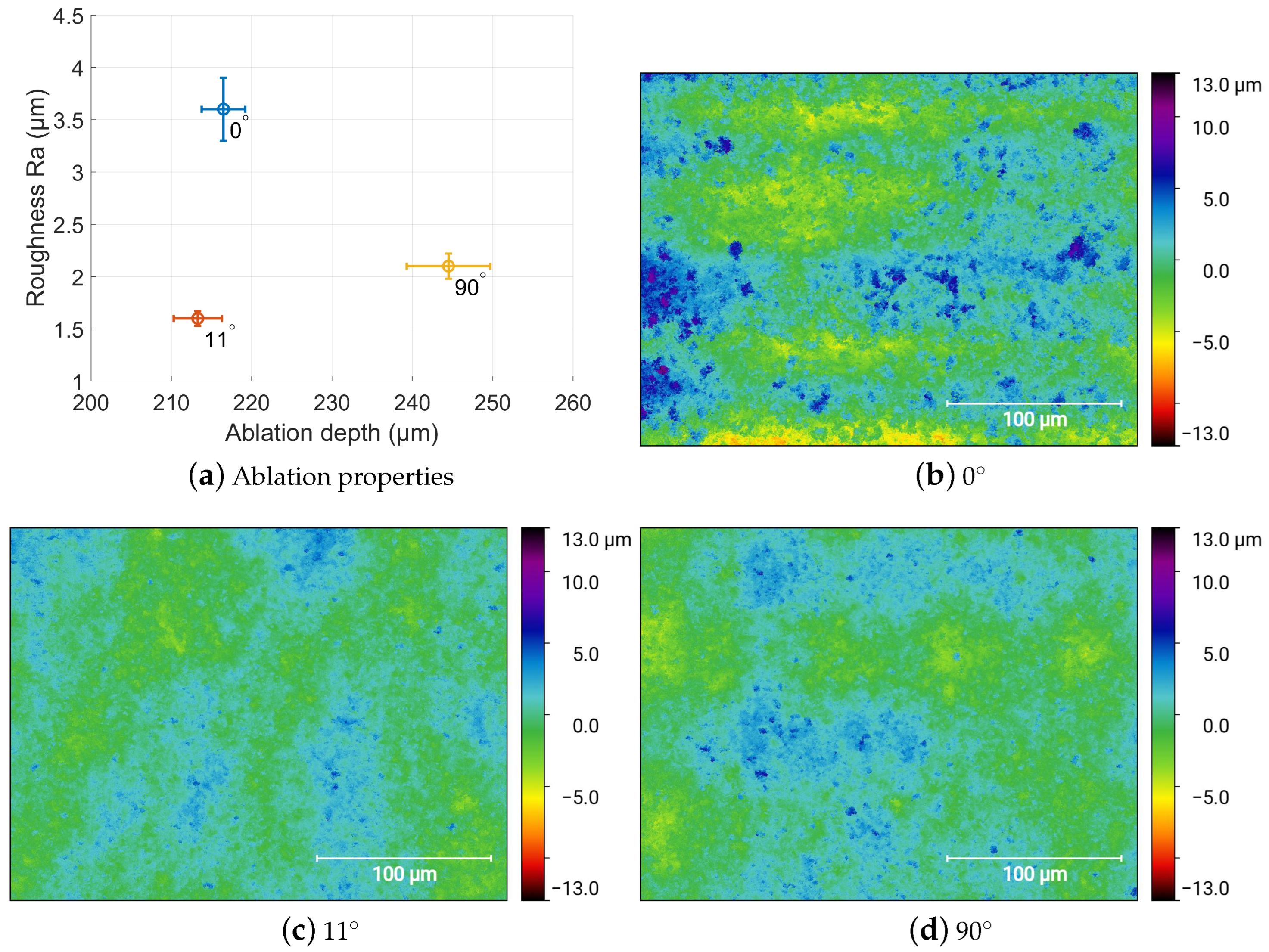
3.2. Scanning Strategy
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Samant, A.N.; Dahotre, N.B. Laser machining of structural ceramics—A review. J. Eur. Ceram. Soc. 2009, 29, 969–993. [Google Scholar] [CrossRef]
- Bilal, A.; Jahan, M.P.; Talamona, D.; Perveen, A. Electro-Discharge Machining of Ceramics: A Review. Micromachines 2018, 10, 10. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Auerkari, P. Mechanical and Physical Properties of Engineering Alumina Ceramics; VTT Technical Research Center of Finland: Espoo, Finland, 1996; Volume 1792. [Google Scholar]
- Sabur, A.; Ali, M.Y.; Maleque, M.A.; Khan, A.A. Investigation of Material Removal Characteristics in EDM of Nonconductive ZrO2 Ceramic. Procedia Eng. 2013, 56, 696–701. [Google Scholar] [CrossRef] [Green Version]
- Calignano, F.; Denti, L.; Bassoli, E.; Gatto, A.; Iuliano, L. Studies on electrodischarge drilling of an Al2O3–TiC composite. Int. J. Adv. Manuf. Technol. 2012, 161, 182. [Google Scholar] [CrossRef]
- Molian, R.; Shrotriya, P.; Molian, P. Thermal stress fracture mode of CO2 laser cutting of aluminum nitride. Int. J. Adv. Manuf. Technol. 2008, 39, 725–733. [Google Scholar] [CrossRef]
- Adelmann, B. Investigation on Flexural Strength Changes of Alumina Caused by Cutting using Fiber Laser. J. Laser Micro/Nanoengineering 2014, 9, 153–160. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.C.; Zheng, H.Y.; Chu, P.L.; Tan, J.L.; Teh, K.M.; Liu, T.; Ang, B.C.Y.; Tay, G.H. Femtosecond laser drilling of alumina ceramic substrates. Appl. Phys. A 2010, 101, 271–278. [Google Scholar] [CrossRef]
- Adelmann, B.; Hellmann, R. Rapid micro hole laser drilling in ceramic substrates using single mode fiber laser. J. Mater. Process. Technol. 2015, 221, 80–86. [Google Scholar] [CrossRef]
- Hirayama, Y.; Yabe, H.; Obara, M. Selective ablation of AlN ceramic using femtosecond, nanosecond, and microsecond pulsed laser. J. Appl. Phys. 2001, 89, 2943–2949. [Google Scholar] [CrossRef]
- Preusch, F.; Adelmann, B.; Hellmann, R. Micromachining of AlN and Al2O3 Using Fiber Laser. Micromachines 2014, 5, 1051–1060. [Google Scholar] [CrossRef] [Green Version]
- Penilla, E.H.; Devia-Cruz, L.F.; Wieg, A.T.; Martinez-Torres, P.; Cuando-Espitia, N.; Sellappan, P.; Kodera, Y.; Aguilar, G.; Garay, J.E. Ultrafast laser welding of ceramics. Science 2019, 365, 803–808. [Google Scholar] [CrossRef]
- Weixler, J.; Zweifel, M.; Wegener, K. 300 fs pulsed laser ablation of Al2O3 ceramic and introduction of a predictive model. Mater. Des. 2022, 217, 110614. [Google Scholar] [CrossRef]
- Han, J.; Malek, O.; Vleugels, J.; Braem, A.; Castagne, S. Ultrashort pulsed laser ablation of zirconia-alumina composites for implant applications. J. Mater. Process. Technol. 2022, 299, 117335. [Google Scholar] [CrossRef]
- Esmail, I.; Yazdani Sarvestani, H.; Gholipour, J.; Ashrafi, B. Engineered net shaping of alumina ceramics using picosecond laser. Opt. Laser Technol. 2021, 135, 106669. [Google Scholar] [CrossRef]
- Zhao, W.; Mei, X.; Yang, Z. Simulation and experimental study on group hole laser ablation on AL2O3 ceramics. Ceram. Int. 2022, 48, 4474–4483. [Google Scholar] [CrossRef]
- Tzanakakis, E.G.C.; Beketova, A.; Papadopoulou, L.; Kontonasaki, E.; Tzoutzas, I.G. Novel Femto Laser Patterning of High Translucent Zirconia as an Alternative to Conventional Particle Abrasion. Dent. J. 2021, 9, 20. [Google Scholar] [CrossRef]
- Rout, S.; Panigrahi, D.; Patel, S.K.; Dhupal, D. Microchanneling on bio-inert dental ceramic using dry pulsed laser ablation and liquid supported pulsed laser ablation approach. Opt. Lasers Eng. 2021, 144, 106654. [Google Scholar] [CrossRef]
- Rung, S.; Häcker, N.; Hellmann, R. Thermal imaging of high power ultrashort pulse laser ablation of alumina towards temperature optimized micro machining strategies. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1135, 012027. [Google Scholar] [CrossRef]
- Beausoleil, C.; Yazdani Sarvestani, H.; Katz, Z.; Gholipour, J.; Ashrafi, B. Deep and high precision cutting of alumina ceramics by picosecond laser. Ceram. Int. 2020, 46, 15285–15296. [Google Scholar] [CrossRef]
- Lopez, J.; Mincuzzi, G.; Devillard, R.; Zaouter, Y.; Hönninger, C.; Mottay, E.; Kling, R. Ablation efficiency of high average power ultrafast laser. J. Laser Appl. 2015, 27, S28008. [Google Scholar] [CrossRef]
- Schwarz, S.; Rung, S.; Esen, C.; Hellmann, R. Influence of Pulse Duration on High-Precision Manufacturing of 3D Geometries. J. Laser Micro/Nanoengineering 2018, 13, 292–295. [Google Scholar] [CrossRef]
- Hodgson, N.; Heming, S.; Steinkopff, A.; Haloui, H.; Lee, T. Ultrafast Laser Ablation at 1035 nm, 517 nm and 345 nm as a Function of Pulse Duration and Fluence. In Proceedings of the Lasers in Manufacturing Conference, Munich, Germany, 21–25 June 2019. [Google Scholar]
- Kalupka, C.; Schmalstieg, M. Ultrafast Laser Ablation of Transparent Ceramics: The Role of the Pulse Duration on the Ablation Mechanisms. In Proceedings of the Lasers in Manufacturing Conference, Munich, Germany, 21–25 June 2019. [Google Scholar]
- Zhang, X.; Ji, L.; Zhang, L.; Wang, W.; Yan, T. Polishing of alumina ceramic to submicrometer surface roughness by picosecond laser. Surf. Coatings Technol. 2020, 397, 125962. [Google Scholar] [CrossRef]
- Le Harzic, R.; Breitling, D.; Weikert, M.; Sommer, S.; Fhl, C.; Dausinger, F.; Valette, S.; Donnet, C.; Audouard, E. Ablation comparison with low and high energy densities for Cu and Al with ultra-short laser pulses. Appl. Phys. A 2005, 80, 1589–1593. [Google Scholar] [CrossRef]
- Leone, C.; Genna, S.; Tagliaferri, F.; Palumbo, B.; Dix, M. Experimental investigation on laser milling of aluminium oxide using a 30W Q-switched Yb:YAG fiber laser. Opt. Laser Technol. 2016, 76, 127–137. [Google Scholar] [CrossRef]
- Rudenko, A.; Abou-Saleh, A.; Pigeon, F.; Mauclair, C.; Garrelie, F.; Stoian, R.; Colombier, J.P. High-Frequency Periodic Patterns Driven by Non-Radiative Fields Coupled with Marangoni Convection Instabilities on Laser-Excited Surfaces. SSRN Electron. J. 2019, 194, 93–105. [Google Scholar] [CrossRef]
- Mustafa, H.; Matthews, D.; Römer, G. Investigation of the ultrashort pulsed laser processing of zinc at 515 nm: Morphology, crystallography and ablation threshold. Mater. Des. 2019, 169, 107675. [Google Scholar] [CrossRef]
- Kodera, Y.; Hardin, C.L.; Garay, J.E. Transmitting, emitting and controlling light: Processing of transparent ceramics using current-activated pressure-assisted densification. Scr. Mater. 2013, 69, 149–154. [Google Scholar] [CrossRef]
- Krell, A.; Klimke, J.; Hutzler, T. Transparent compact ceramics: Inherent physical issues. Opt. Mater. 2009, 31, 1144–1150. [Google Scholar] [CrossRef]
- Bärsch, N. Ultrafast-Laser-Processed Zirconia and its Adhesion to Dental Cement. J. Laser Micro/Nanoeng. 2008, 3, 78–83. [Google Scholar] [CrossRef] [Green Version]
- Ackerl, N. Laser Surface Functionalization from Fundamentals to Application. Ph.D. Thesis, ETH Zurich, Zurich, Switzerland, 2020. [Google Scholar] [CrossRef]
- Daniel, C.; Manderla, J.; Hallmann, S.; Emmelmann, C. Influence of an Angular Hatching Exposure Strategy on the Surface Roughness During Picosecond Laser Ablation of Hard Materials. Phys. Procedia 2016, 83, 135–146. [Google Scholar] [CrossRef] [Green Version]
- Wlodarczyk, K.L.; Schille, J.; Naumann, L.; Lopes, A.A.; Bitharas, I.; Bidare, P.; Dondieu, S.D.; Blair, P.; Loeschner, U.; Moore, A.J.; et al. Investigation of an interlaced laser beam scanning method for ultrashort pulse laser micromachining applications. J. Mater. Process. Technol. 2020, 285, 116807. [Google Scholar] [CrossRef]
- Förster, D.J.; Jäggi, B.; Michalowski, A.; Neuenschwander, B. Review on Experimental and Theoretical Investigations of Ultra-Short Pulsed Laser Ablation of Metals with Burst Pulses. Materials 2021, 14, 3331. [Google Scholar] [CrossRef]
- Witkowski, G.; Tofil, S.; Mulczyk, K. Effect of laser beam trajectory on pocket geometry in laser micromachining. Open Eng. 2020, 10, 830–838. [Google Scholar] [CrossRef]
- Ackerl, N.; Fisch, G.; Auerswald, J.; Wegener, K. Evolution of microstructures on stainless steel induced by ultra-short pulsed laser ablation. SN Appl. Sci. 2020, 2, 123. [Google Scholar] [CrossRef] [Green Version]
- Karnakis, D.; Rutterford, G.; Knowles, M.; Dobrev, T.; Petkov, P.; Dimov, S. High quality laser milling of ceramics, dielectrics and metals using nanosecond and picosecond lasers. In Proceedings of the Photon Processing in Microelectronics and Photonics V, San Jose, CA, USA, 23–26 January 2006; pp. 26–36. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constant | |||
|---|---|---|---|
| Parameter | Symbol | Unit | Value/Range |
| Wavelength | nm | 1030 | |
| Beam quality | M | 1.3 | |
| Spot diameter | m | 50 | |
| Variable | |||
| Parameter | Symbol | Unit | Value/Range |
| Average power | P | W | 15–150 |
| Pulse duration | ps | 0.9, 5, 10 | |
| Repetition rate | f | kHz | 200, 400, 800 |
| Pulse energy | E | 19–750 | |
| Spatial pulse overlap | O | % | 70, 80 |
| Pulse distance = Line pitch | p | m | 15 (O 70%) 10 (O 80%) |
| Scanning speed | v | mm/s | 3030 (O 70%,f 200 kHz) 6060 (O 70%,f 400 kHz) 12120 (O 70%,f 800 kHz) 2020 (O 80%,f 200 kHz) 4040 (O 80%,f 400 kHz) 8080 (O 80%,f 800 kHz) |
| Hatch rotation | 0, 11, 90 | ||
| Number of scans | n | 5, 7, 10 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rung, S.; Häcker, N.; Hellmann, R. Micromachining of Alumina Using a High-Power Ultrashort-Pulsed Laser. Materials 2022, 15, 5328. https://doi.org/10.3390/ma15155328
Rung S, Häcker N, Hellmann R. Micromachining of Alumina Using a High-Power Ultrashort-Pulsed Laser. Materials. 2022; 15(15):5328. https://doi.org/10.3390/ma15155328
Chicago/Turabian StyleRung, Stefan, Niklas Häcker, and Ralf Hellmann. 2022. "Micromachining of Alumina Using a High-Power Ultrashort-Pulsed Laser" Materials 15, no. 15: 5328. https://doi.org/10.3390/ma15155328