
Inorganic Flame-Retardant Coatings Based on Magnesium Potassium Phosphate Hydrate

Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Magnesium Potassium Phosphate Hydrate
2.2. Preparation of the MKPCs
2.3. Corrosion Characterization and Flame-Resistance Testing of the MKPCs
3. Results and Discussion
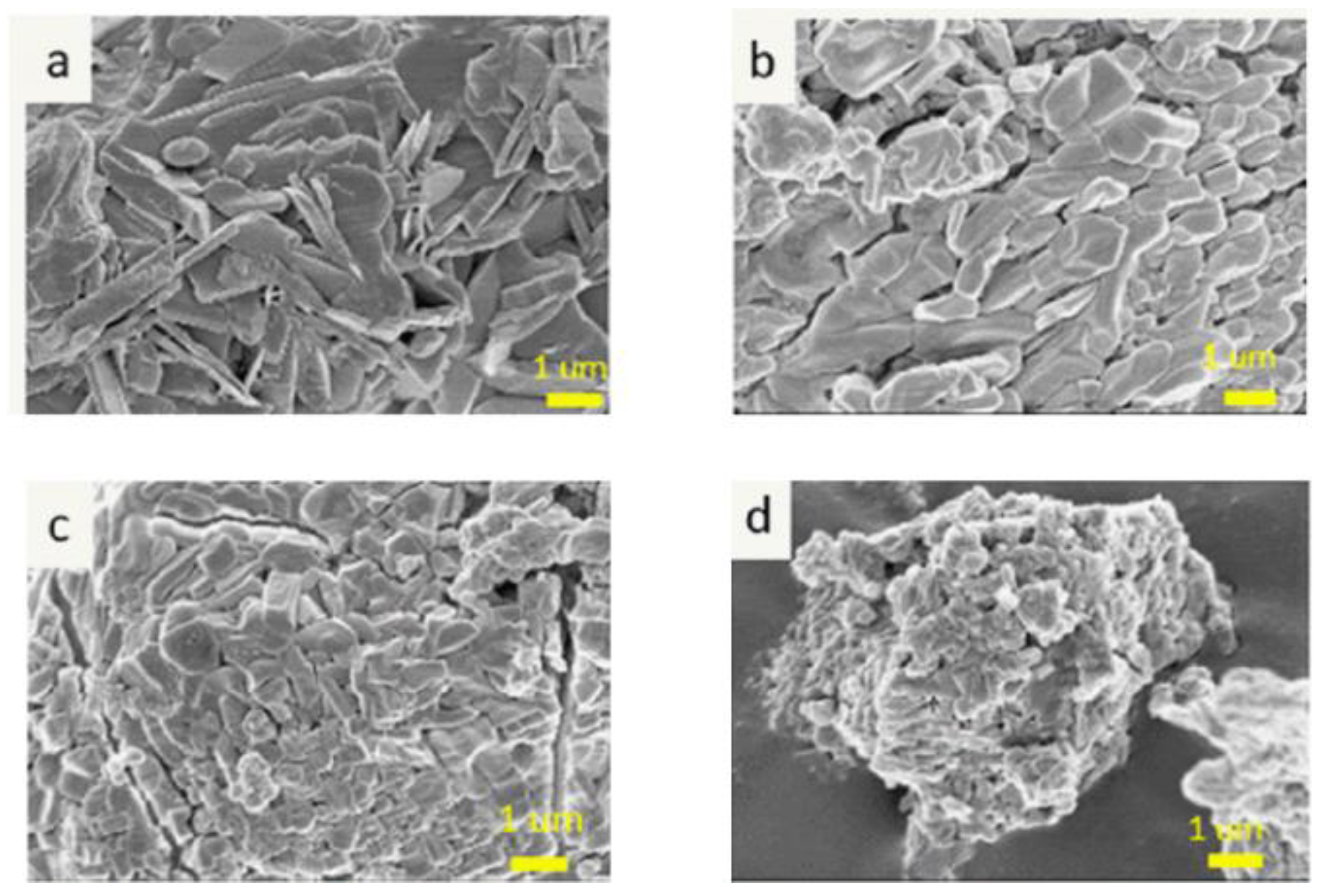
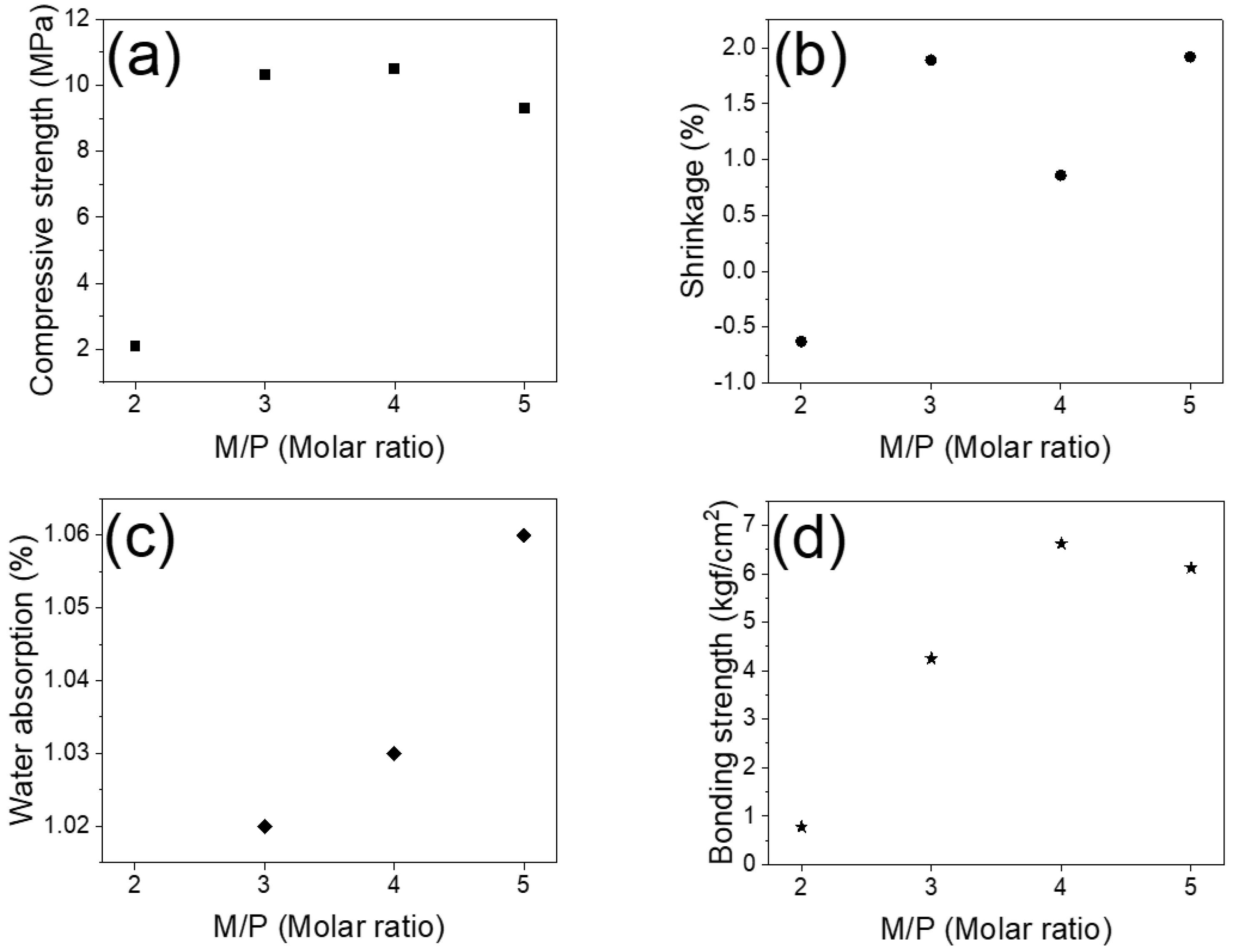
3.1. Properties of the Magnesium Potassium Phosphate Hydrate Grown with Different Magnesia/KH2PO4 Molar Ratios
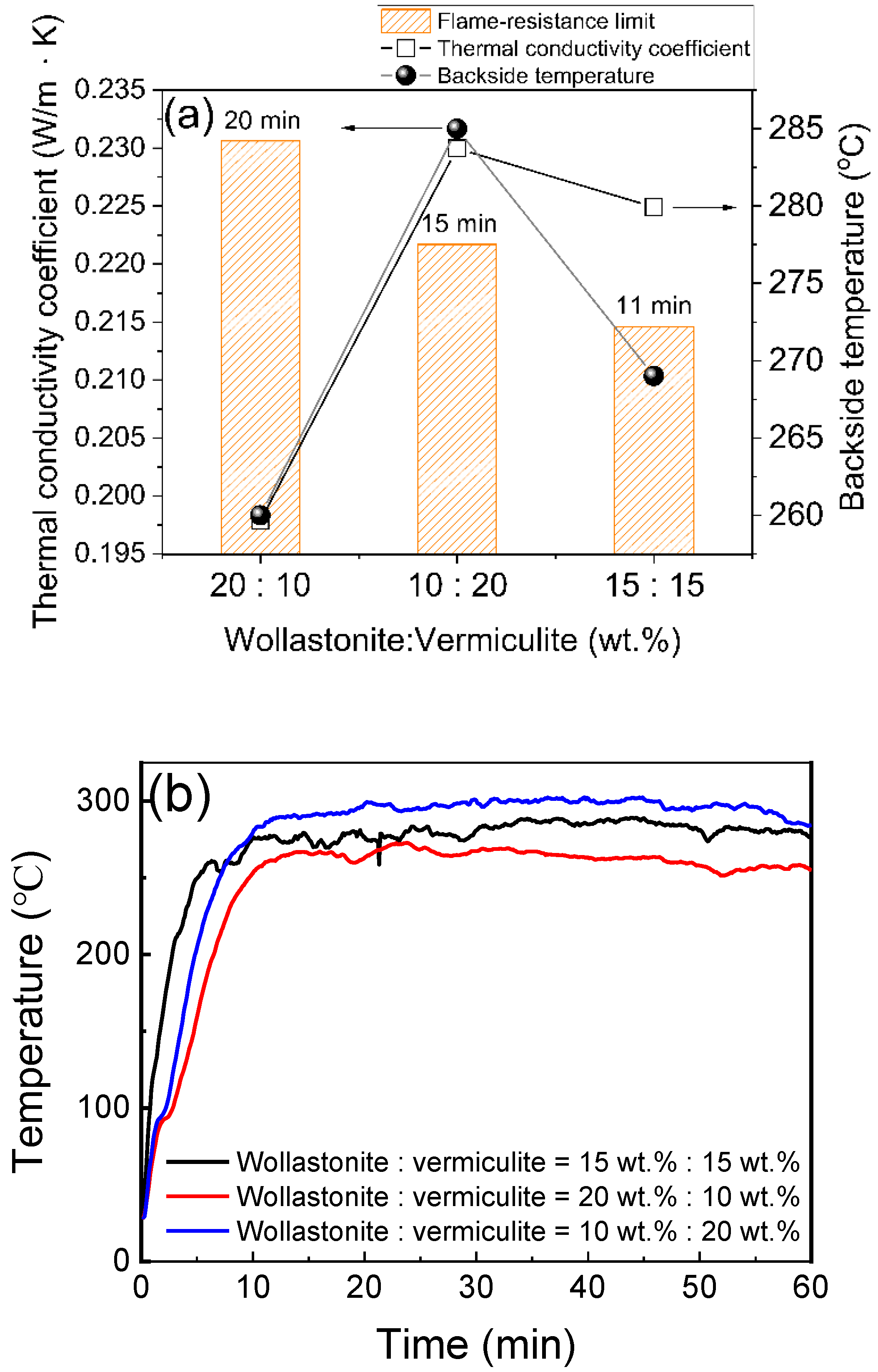
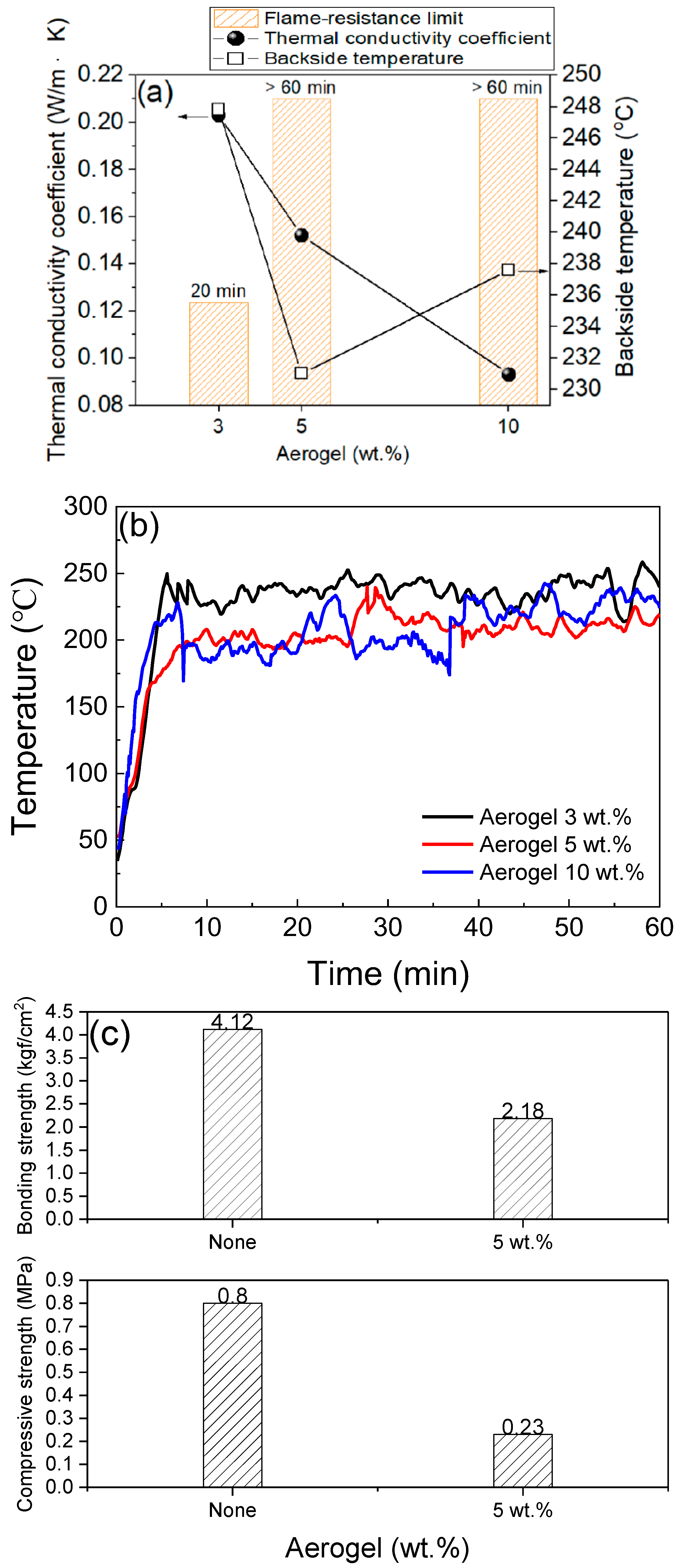
3.2. Influence of Thermal-Insulating Additives on the Flame Resistance of MKPCs
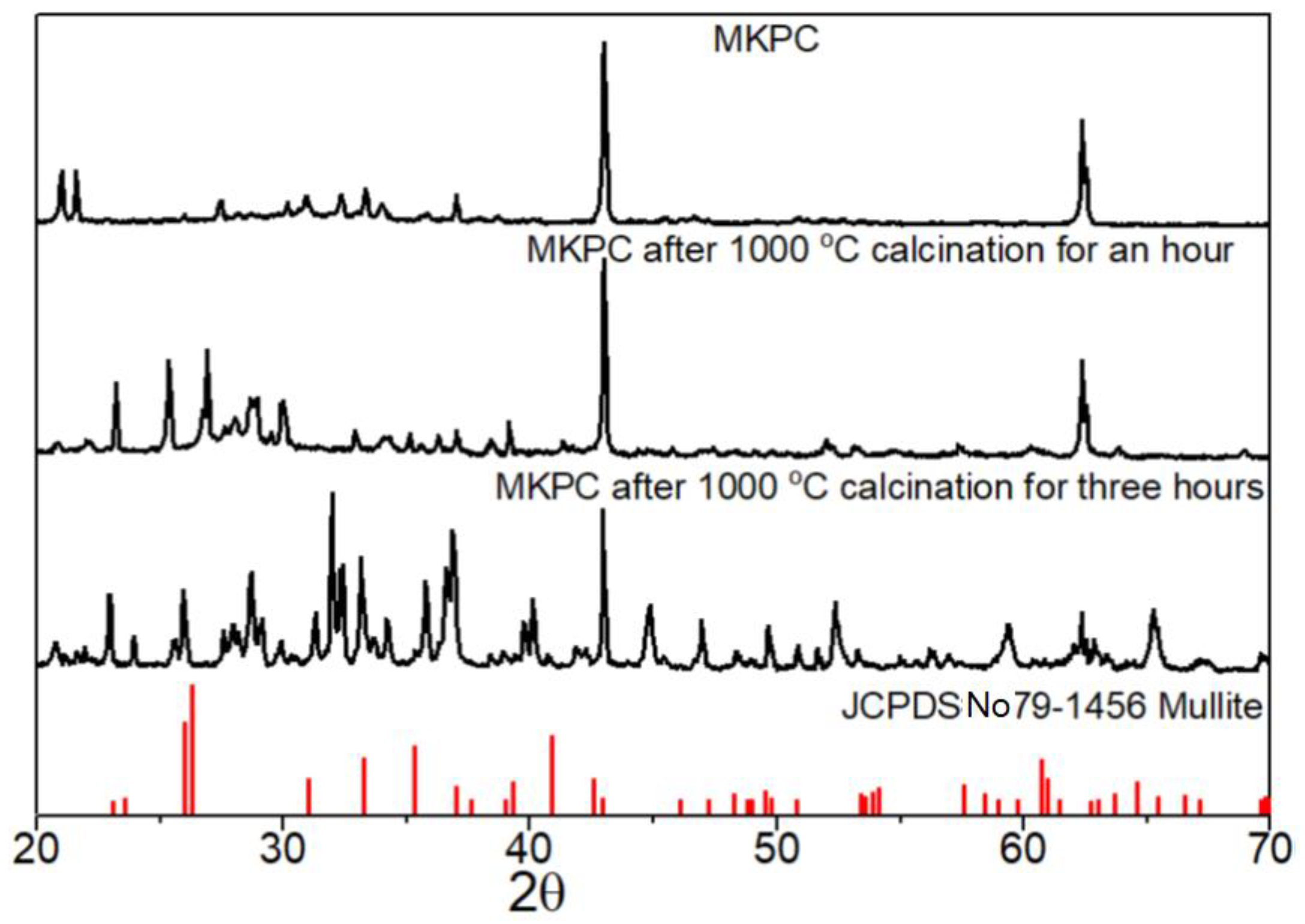
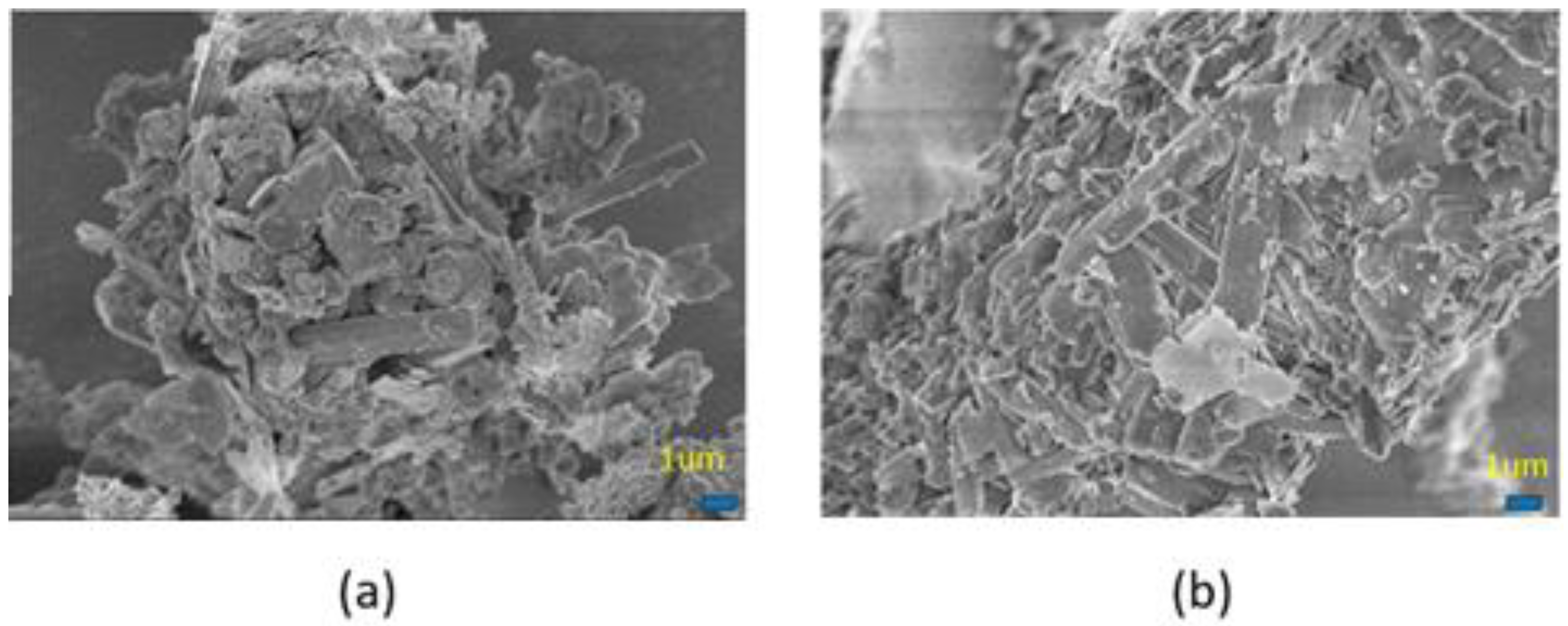
3.3. Mullite Whisker on the Flame Resistance and Microstructure of the MKPCs
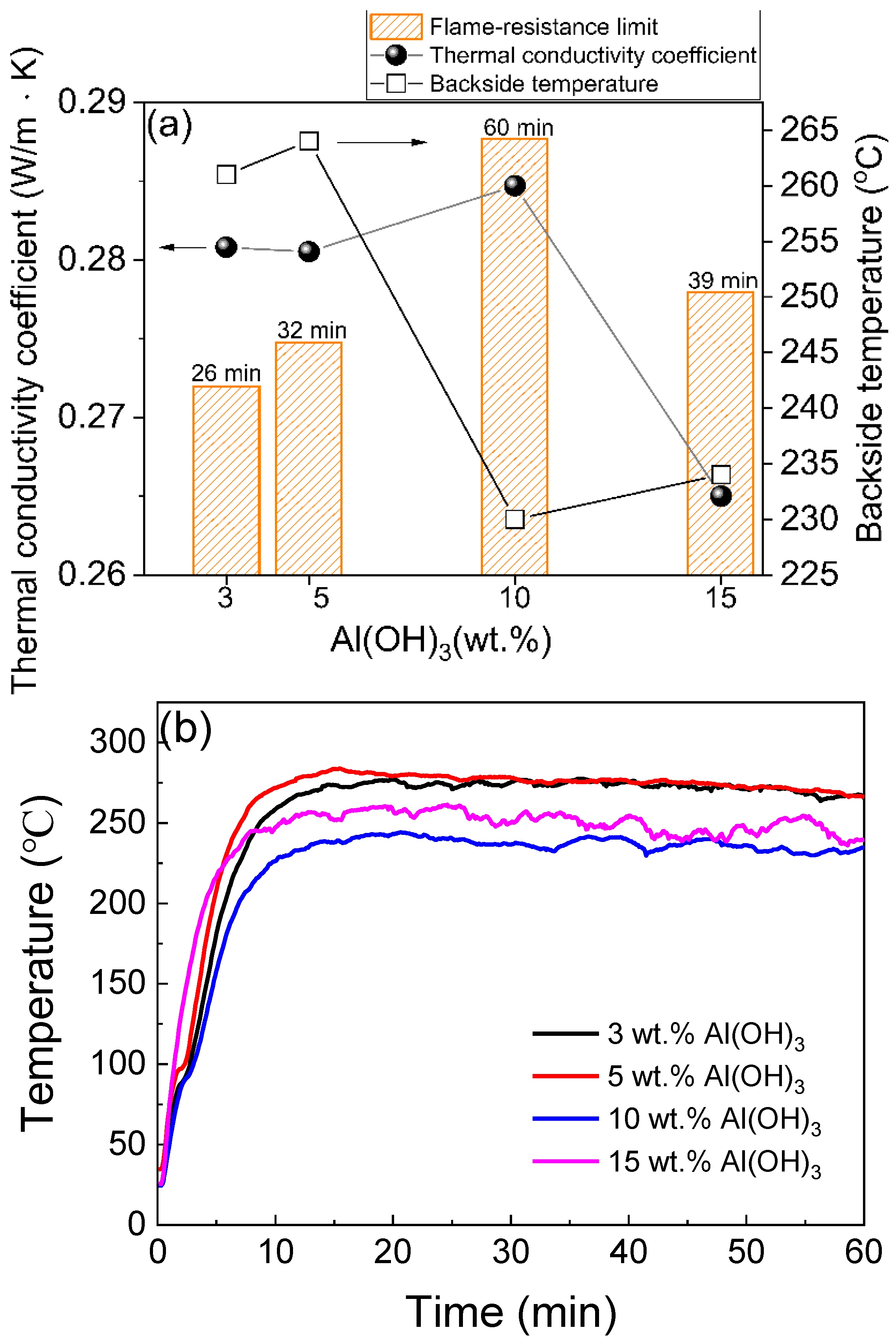
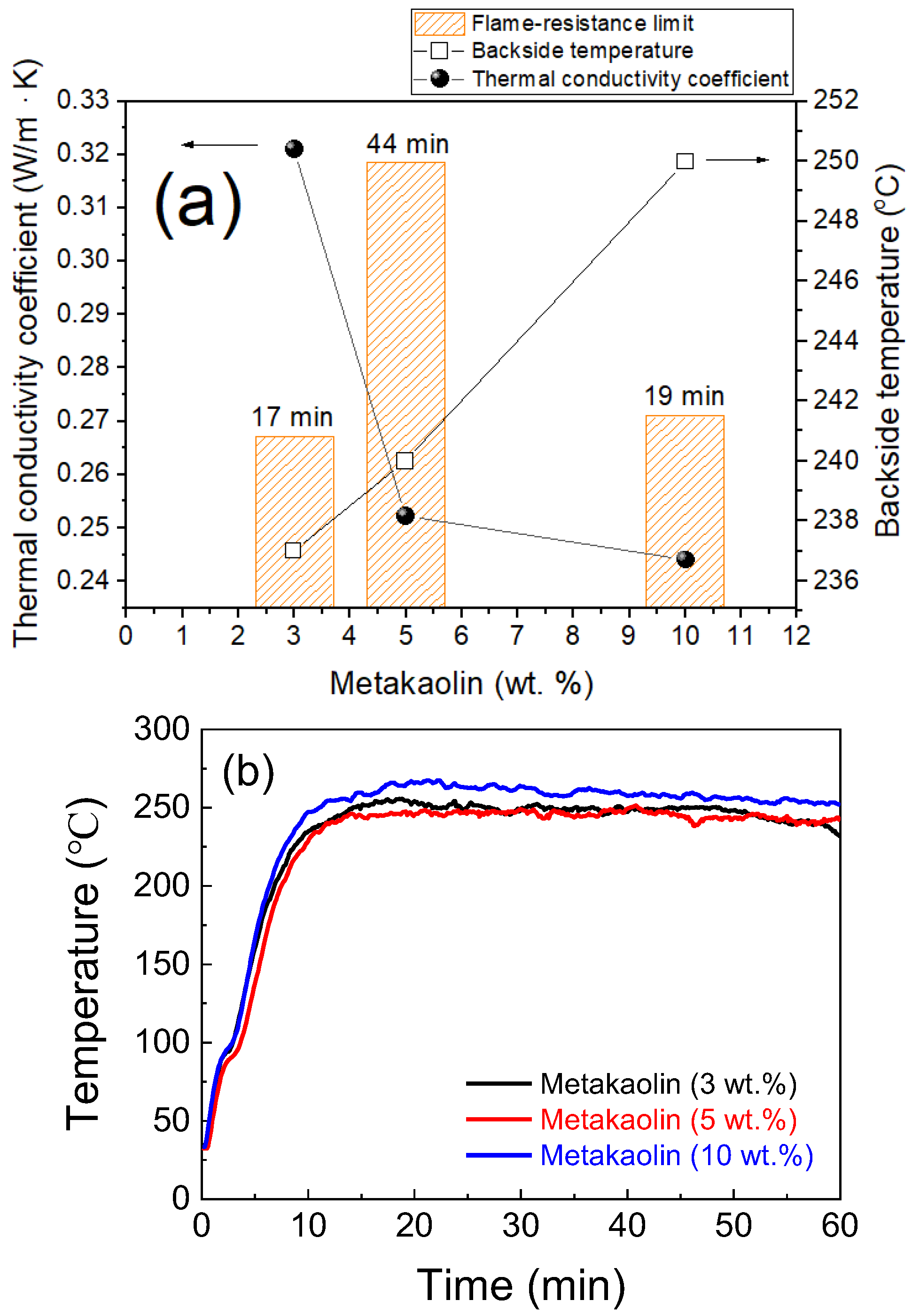
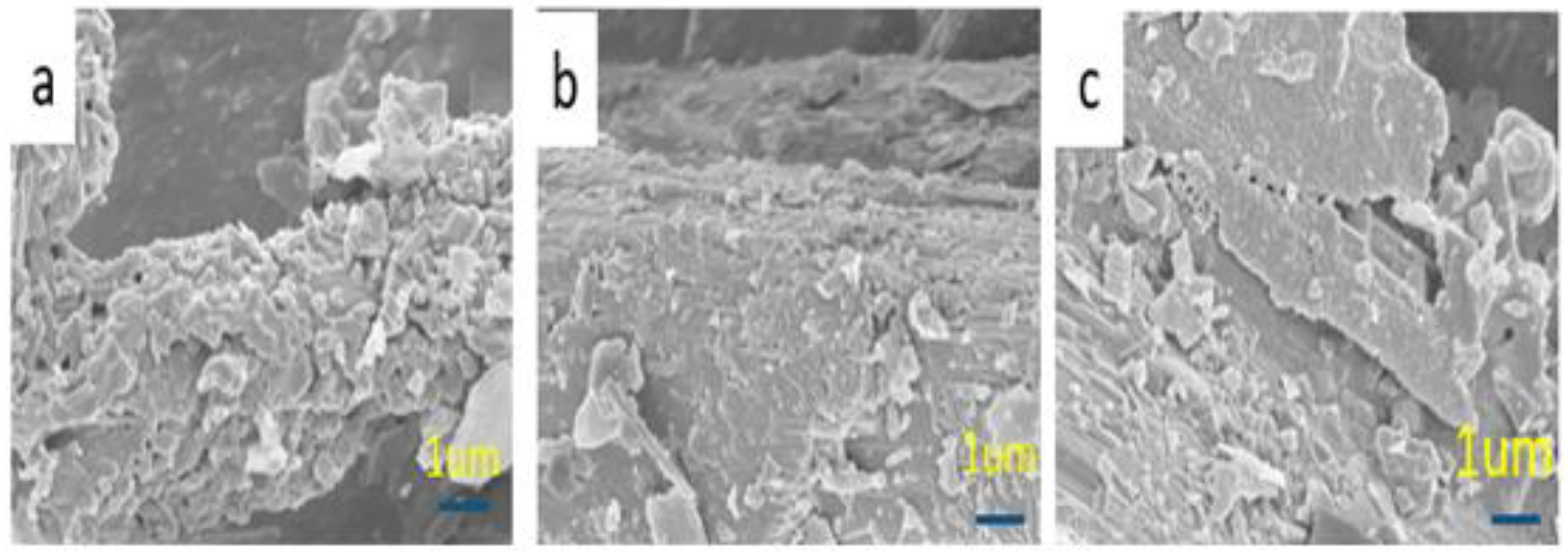
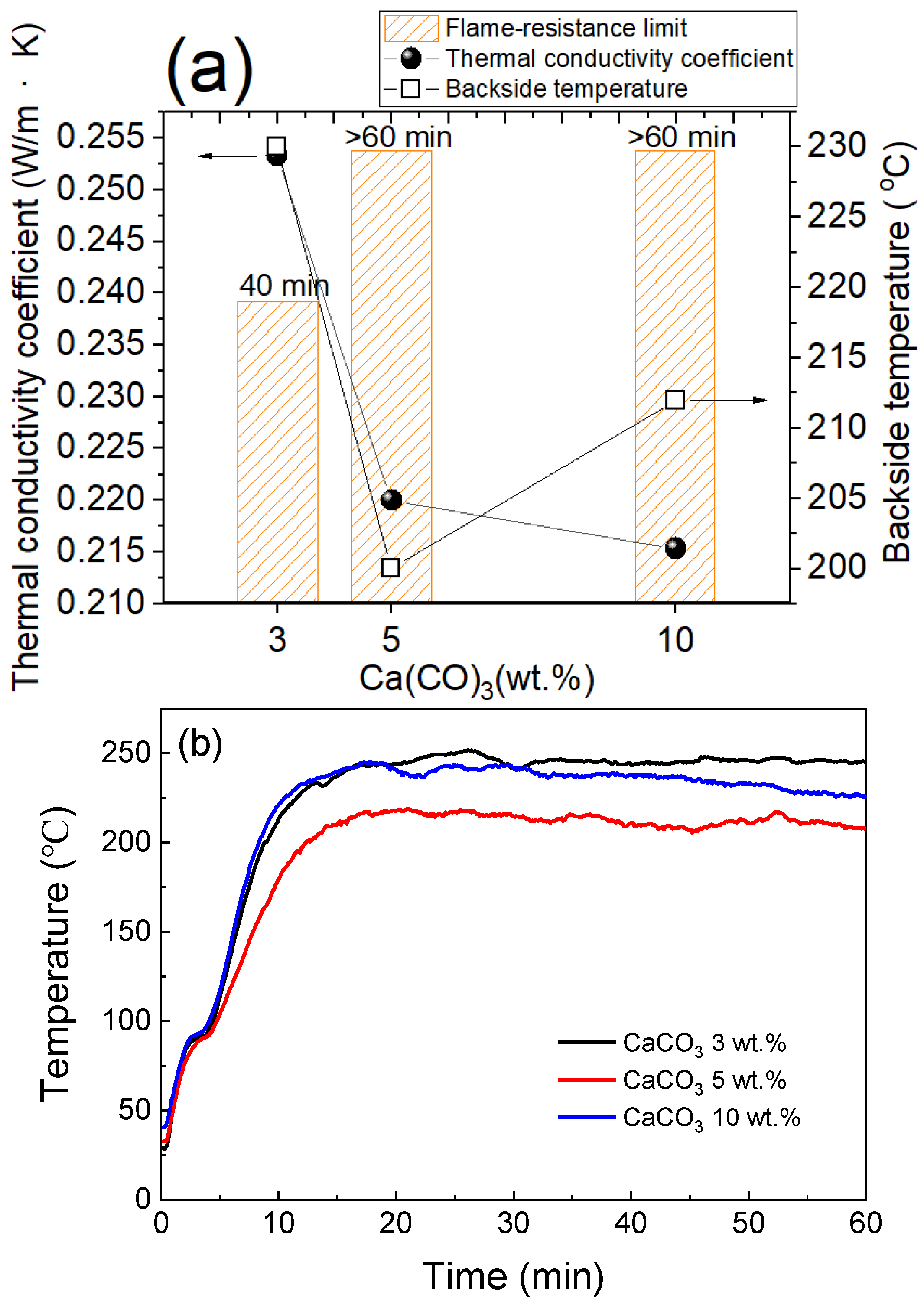
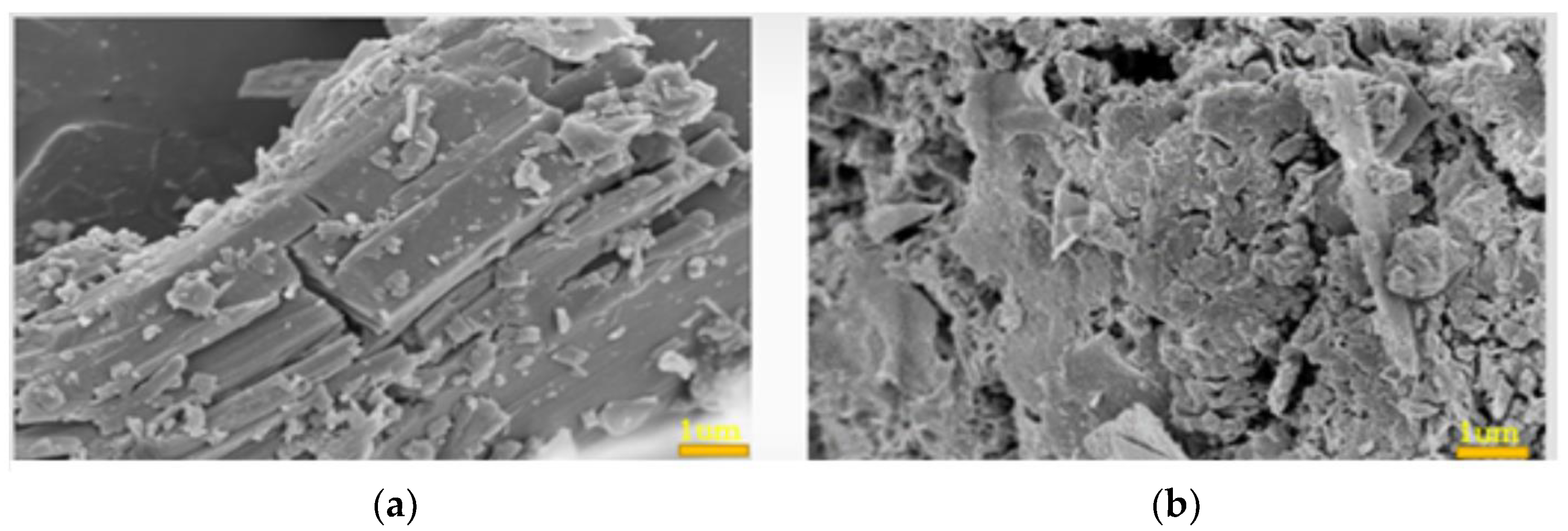
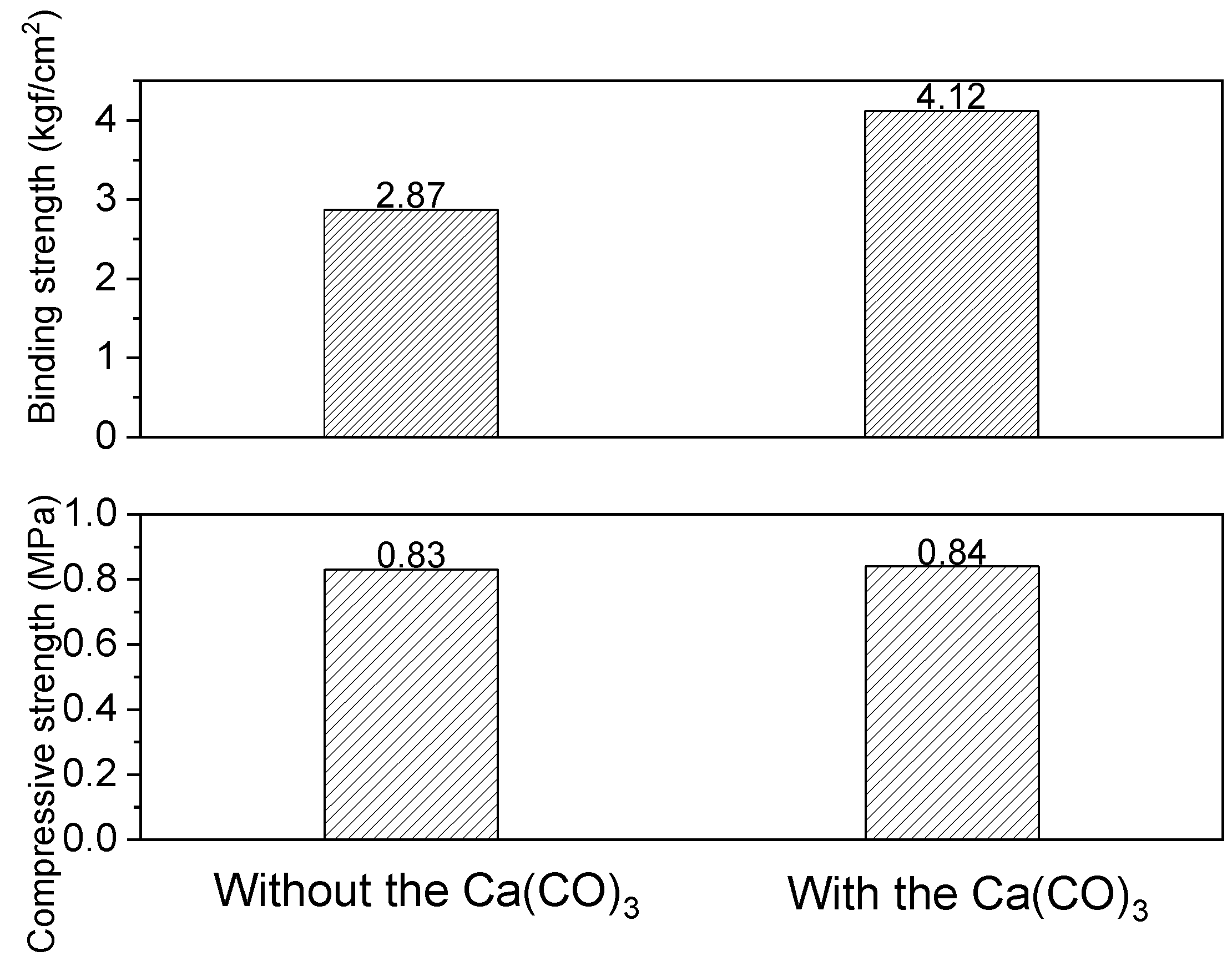
3.4. Influence of Flame-Retardant Minerals of the MKPCs
3.5. Physical Properties of the MKPCs with the Optimum Additives
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Abd El-Fattah, M.; El Saeed, A.M.; Dardir, M.; El-Sockary, M.A. Studying the effect of organo-modified nanoclay loading on the thermal stability, flame retardant, anti-corrosive and mechanical properties of polyurethane nanocomposite for surface coating. Prog. Org. Coat. 2015, 89, 212–219. [Google Scholar] [CrossRef]
- Gobakis, K.; Kolokotsa, D.; Maravelaki-Kalaitzaki, N.; Perdikatsis, V.; Santamouris, M. Development and analysis of advanced inorganic coatings for buildings and urban structures. Energy Build. 2015, 89, 196–205. [Google Scholar] [CrossRef]
- Puri, R.G.; Khanna, A. Influence of heat-stable filler on the thermal shielding performance of water-based intumescent fire-resistive coating for structural steel applications. J. Coat. Technol. Res. 2017, 14, 323–331. [Google Scholar] [CrossRef]
- Chen, S.-N.; Li, P.-K.; Hsieh, T.-H.; Ho, K.-S.; Hong, Y.-M. Enhancements on Flame Resistance by Inorganic Silicate-Based Intumescent Coating Materials. Materials 2021, 14, 6628. [Google Scholar] [CrossRef] [PubMed]
- Fang, Y.; Cui, P.; Ding, Z.; Zhu, J.-X. Properties of a magnesium phosphate cement-based fire-retardant coating containing glass fiber or glass fiber powder. Constr. Build. Mater. 2018, 162, 553–560. [Google Scholar] [CrossRef]
- Xu, W.; Dai, J.-G.; Ding, Z.; Wang, Y. Polyphosphate-modified calcium aluminate cement under normal and elevated temperatures: Phase evolution, microstructure, and mechanical properties. Ceram. Int. 2017, 43, 15525–15536. [Google Scholar] [CrossRef]
- Beddoe, R.E.; Dorner, H.W. Modelling acid attack on concrete: Part I. The essential mechanisms. Cem. Concr. Res. 2005, 35, 2333–2339. [Google Scholar] [CrossRef]
- Ding, Z.; Xu, M.-R.; Dai, J.-G.; Dong, B.-Q.; Zhang, M.-J.; Hong, S.-X.; Xing, F. Strengthening concrete using phosphate cement-based fiber-reinforced inorganic composites for improved fire resistance. Constr. Build. Mater. 2019, 212, 755–764. [Google Scholar] [CrossRef]
- Hall, D.A.; Stevens, R.; Jazairi, B.E. Effect of water content on the structure and mechanical properties of magnesia-phosphate cement mortar. J. Am. Ceram. Soc. 1998, 81, 1550–1556. [Google Scholar] [CrossRef]
- Li, Y.; Sun, J.; Chen, B. Experimental study of magnesia and M/P ratio influencing properties of magnesium phosphate cement. Constr. Build. Mater. 2014, 65, 177–183. [Google Scholar] [CrossRef]
- Xu, B.; Ma, H.; Li, Z. Influence of magnesia-to-phosphate molar ratio on microstructures, mechanical properties and thermal conductivity of magnesium potassium phosphate cement paste with large water-to-solid ratio. Cem. Concr. Res. 2015, 68, 1–9. [Google Scholar] [CrossRef]
- Wang, X.; Hu, X.; Yang, J.; Chong, L.; Shi, C. Research progress on interfacial bonding between magnesium phosphate cement and steel: A review. Constr. Build. Mater. 2022, 342, 127925. [Google Scholar] [CrossRef]
- Yang, Q.; Zhu, B.; Zhang, S.; Wu, X. Properties and applications of magnesia–phosphate cement mortar for rapid repair of concrete. Cem. Concr. Res. 2000, 30, 1807–1813. [Google Scholar] [CrossRef]
- Ma, H.; Xu, B.; Liu, J.; Pei, H.; Li, Z. Effects of water content, magnesia-to-phosphate molar ratio and age on pore structure, strength and permeability of magnesium potassium phosphate cement paste. Mater. Des. 2014, 64, 497–502. [Google Scholar] [CrossRef]
- Ji, T.; Lin, X.J.; Qiu, J.H. A Kind of Potassium Magnesium Phosphate Cement Fire-Proof Coating for Tunnels and Using Method Thereof. CN Patent 104230305B, 30 June 2016. [Google Scholar]
- Yang, J.M.; Mei, X.X.; Sun, H.C.; Zhao, Y.D. Potassium Magnesium Phosphate Cement Base Fire-Resistant Coating for Steel Structure and Preparation Method Thereof, Application Method. CN Patent 106497157B, 18 December 2018. [Google Scholar]
- Rashad, A.M. Vermiculite as a construction material-A short guide for Civil Engineer. Constr. Build. Mater. 2016, 125, 53–62. [Google Scholar] [CrossRef]
- Khan, R.I.; Ashraf, W. Effects of ground wollastonite on cement hydration kinetics and strength development. Constr. Build. Mater. 2019, 218, 150–161. [Google Scholar] [CrossRef]
- Wang, M.; Dong, X.; Zhou, Q.; Feng, Z.; Liao, Y.; Zhou, X.; Du, M.; Gu, Y. An engineering ceramic-used high-temperature-resistant inorganic phosphate-based adhesive self-reinforced by in-situ growth of mullite whiskers. J. Eur. Ceram. Soc. 2019, 39, 1703–1706. [Google Scholar] [CrossRef]
- Zoltowski, P. On the electrical capacitance of interfaces exhibiting constant phase element behaviour. J. Electroanal. Chem. 1998, 443, 149–154. [Google Scholar] [CrossRef]
- Lins, V.d.F.C.; de Andrade Reis, G.F.; de Araujo, C.R.; Matencio, T. Electrochemical impedance spectroscopy and linear polarization applied to evaluation of porosity of phosphate conversion coatings on electrogalvanized steels. Appl. Surf. Sci. 2006, 253, 2875–2884. [Google Scholar] [CrossRef]
- Chong, L.; Yang, J.; Shi, C. Effect of curing regime on water resistance of magnesium–potassium phosphate cement. Constr. Build. Mater. 2017, 151, 43–51. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Wollastonite (wt.%) | Vermiculite (wt.%) | Aerogel (wt.%) | Aluminum Fluoride (wt.%) | Aluminum Hydroxide (wt.%) | Metakaolin (wt.%) | Calcium Carbonate (wt.%) |
|---|---|---|---|---|---|---|---|
| A1 | 20 | 10 | - | - | - | - | - |
| A2 | 10 | 20 | - | - | - | - | - |
| A3 | 15 | 15 | - | - | - | - | - |
| B1 | 20 | 10 | 3 | - | - | - | - |
| B2 | 20 | 10 | 5 | - | - | - | - |
| B3 | 20 | 10 | 10 | - | - | - | - |
| C1 | 20 | 10 | - | 4 | 3 | - | - |
| C2 | 20 | 10 | - | 4 | 5 | - | |
| C3 | 20 | 10 | - | 4 | 10 | - | - |
| C4 | 20 | 10 | - | 4 | 15 | - | - |
| D1 | 20 | 10 | - | 4 | 10 | 3 | - |
| D2 | 20 | 10 | - | 4 | 10 | 5 | - |
| D3 | 20 | 10 | - | 4 | 10 | 10 | - |
| E1 | 20 | 10 | - | 4 | 10 | - | 3 |
| E2 | 20 | 10 | - | 4 | 10 | - | 5 |
| E3 | 20 | 10 | - | 4 | 10 | - | 10 |
| Composition | C | Si | Mn | P | S | B | Fe |
|---|---|---|---|---|---|---|---|
| Measured (wt.%) | 0.2 | 0.35 | 0.6 | 0.03 | 0.015 | 0.0008 | Balance |
| Sample | Ecorr (V vs. SCE) | Jcorr (μA cm−2) | ba | bc | Rp a (Ω cm2) | vp b (mm/year) |
|---|---|---|---|---|---|---|
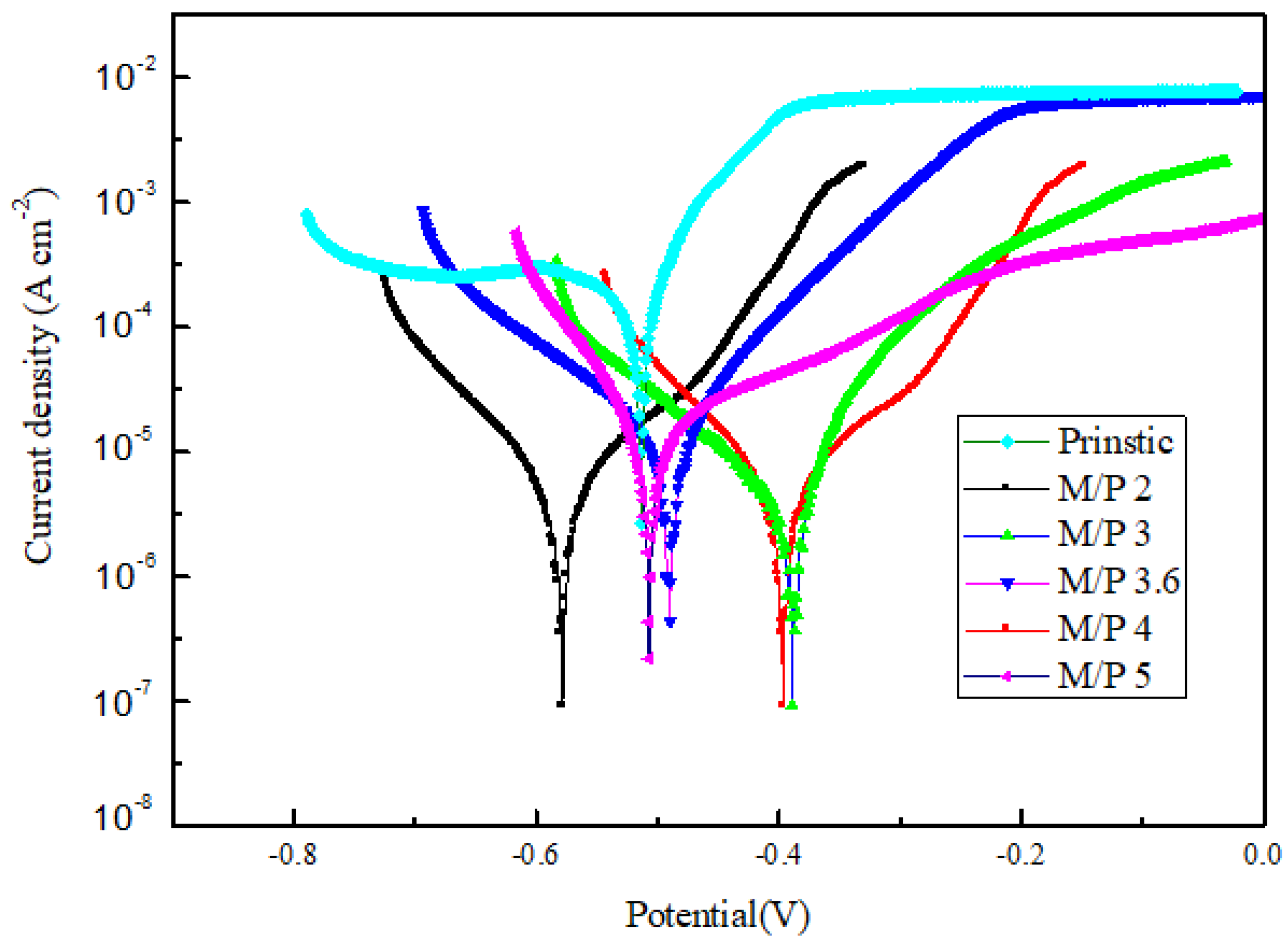
| Pristine | −0.52 | 28 | 20.2 | −32.8 | 0.82 | 0.340 |
| MP = 2 | −0.58 | 6 | 9.0 | −22.6 | 1.08 | 0.073 |
| M/P = 3 | −0.39 | 2.79 | 18.0 | −21.1 | 19.1 | 0.033 |
| M/P = 3.6 | −0.49 | 4.9 | 12.4 | −20.5 | 2.7 | 0.059 |
| M/P = 4 | −0.39 | 3.29 | 13.1 | −17.7 | 6.7 | 0.040 |
| M/P = 5 | −0.50 | 4.9 | 13.2 | −22.8 | 2.8 | 0.059 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, S.-N.; Lin, C.; Hsu, H.-L.; Chen, X.-H.; Huang, Y.-C.; Hsieh, T.-H.; Ho, K.-S.; Lin, Y.-J. Inorganic Flame-Retardant Coatings Based on Magnesium Potassium Phosphate Hydrate. Materials 2022, 15, 5317. https://doi.org/10.3390/ma15155317
Chen S-N, Lin C, Hsu H-L, Chen X-H, Huang Y-C, Hsieh T-H, Ho K-S, Lin Y-J. Inorganic Flame-Retardant Coatings Based on Magnesium Potassium Phosphate Hydrate. Materials. 2022; 15(15):5317. https://doi.org/10.3390/ma15155317
Chicago/Turabian StyleChen, Sin-Nan, Ching Lin, Hao-Lun Hsu, Xin-Han Chen, Yu-Chang Huang, Tar-Hwa Hsieh, Ko-Shan Ho, and Yu-Jun Lin. 2022. "Inorganic Flame-Retardant Coatings Based on Magnesium Potassium Phosphate Hydrate" Materials 15, no. 15: 5317. https://doi.org/10.3390/ma15155317