
Influence of the Addition of Dispersible Color Powder and Polyacrylic Emulsion on the Durability of Cement Mortar

Abstract
:1. Introduction
2. Research Materials and Methods
2.1. Research Materials
- (1)
- (2)
- (3)
- Mixing water conforming to the ASTM C1602 standard [21] was used.
- (4)
- (5)
2.2. Test Variables and Mix Proportions
2.3. Test Items and Methods
3. Results and Discussion
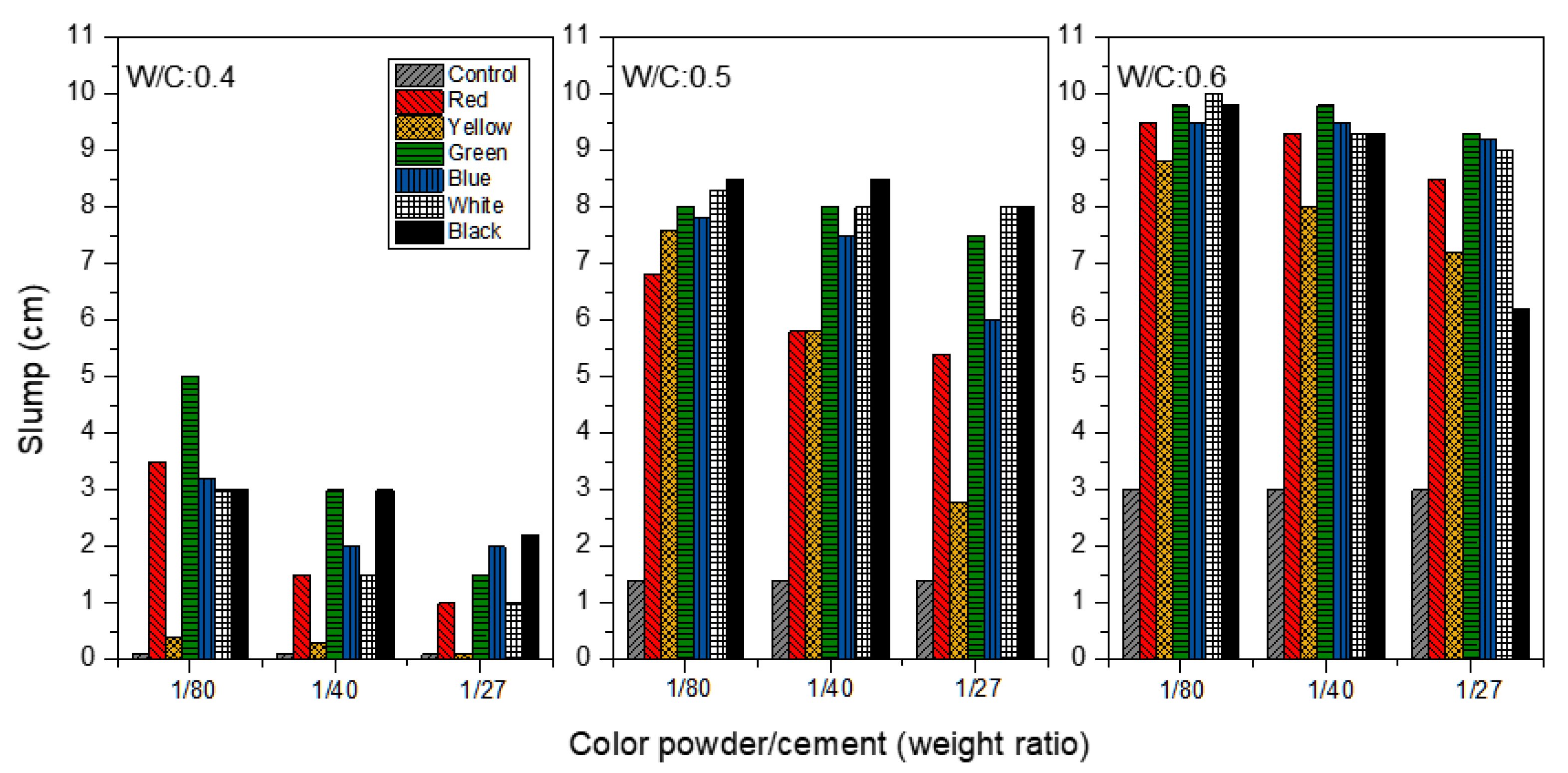
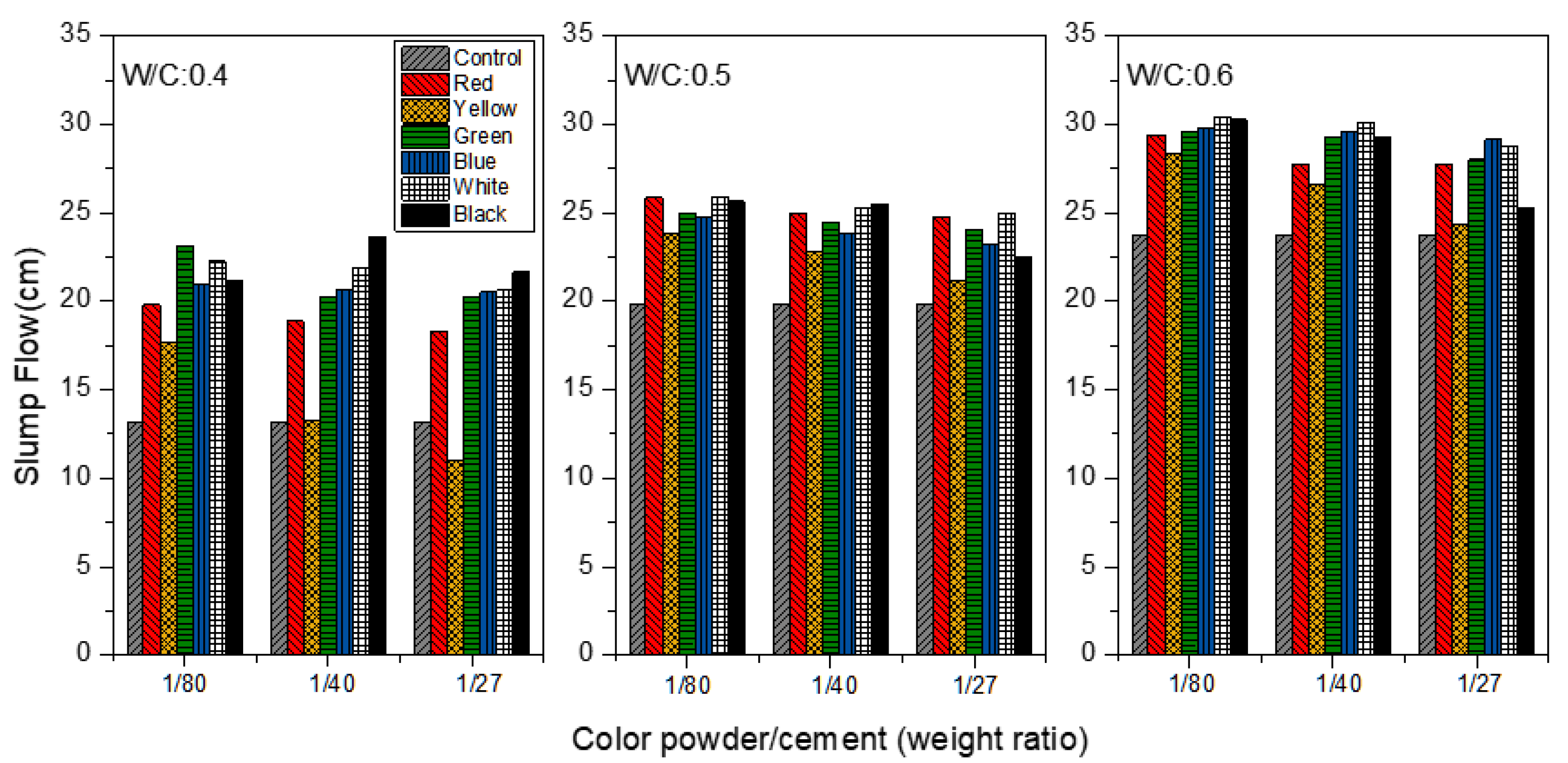
3.1. Fresh Properties
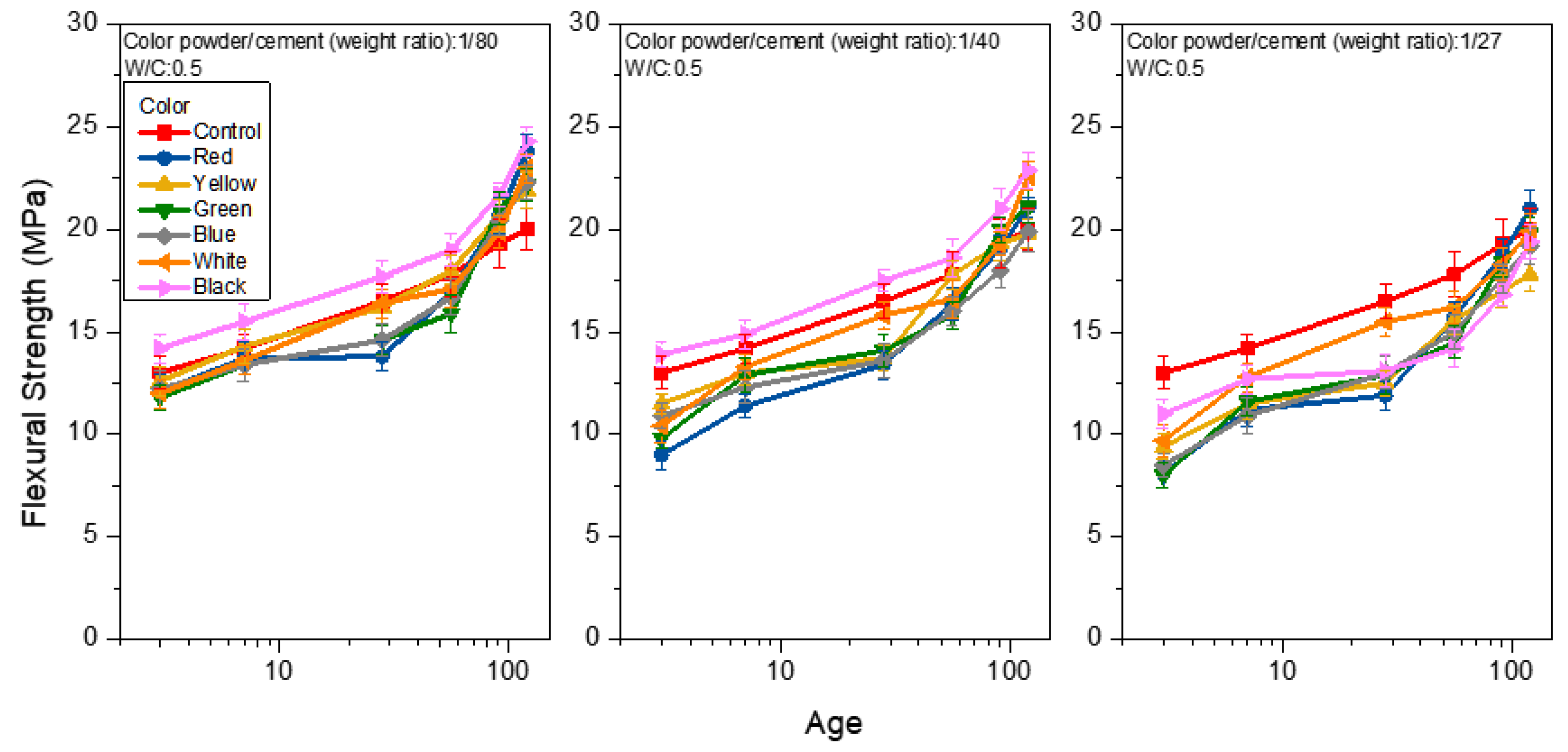
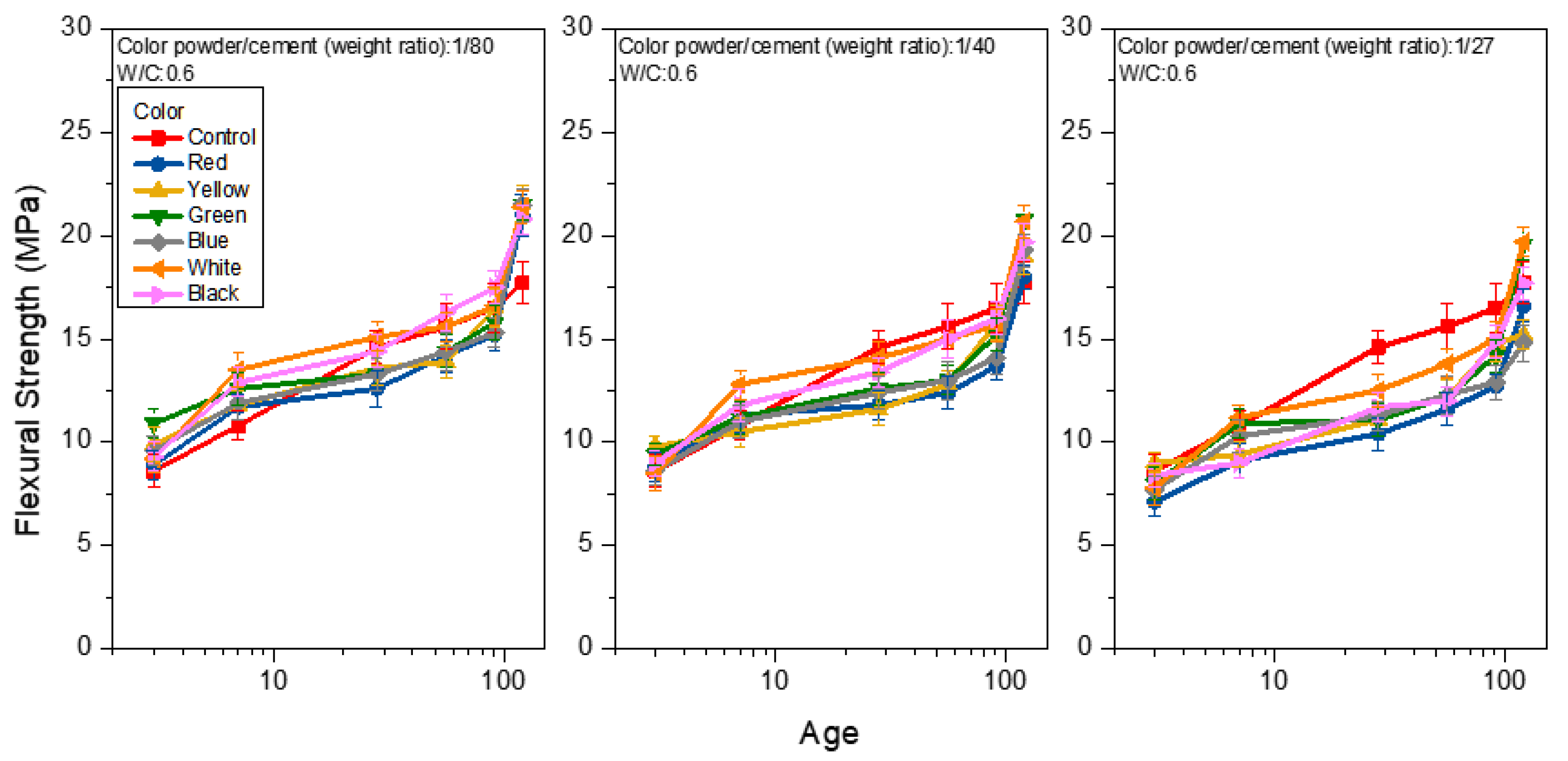
3.2. Hardened Properties
3.3. Durability
3.4. Microstructure Analysis Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Habert, G.; Billard, C.; Rossi, P.; Chen, C.; Roussel, N. Cement production technology improvement compared to factor 4 objectives. Cem. Concr. Res. 2010, 40, 820–826. [Google Scholar] [CrossRef]
- Hu, J.-J. Study on the Engineering Properties of Colored Cement Mortar. Master’s Thesis, National Pingtung University of Science and Technology, Neipu, Taiwan, 2011. [Google Scholar]
- Jiang, Z.-R. Key Success Factor for the Renovation on the Outer Wall of Old Buildings Applying the Double Wall Rehabilitation Technique. Master’s Thesis, China University of Science and Technology, Taipei, Taiwan, 2017. [Google Scholar]
- Huang, J.-M.; Yang, W.-D.; Wang, H.-Y.; Kao, T.-C. Engineering Properties of Colorful Mortar with Inorganic Color Paste. Appl. Sci. 2021, 11, 6297. [Google Scholar] [CrossRef]
- López, A.; Guzmán, G.A.; Di Sarli, A.R. Color stability in mortars and concretes. Part 1: Study on architectural mortars. Constr. Build. Mater. 2016, 120, 617–622. [Google Scholar] [CrossRef]
- Lin, Y. Preparation and Characterization of Coloured Concrete; Changan University: Xi’an, China, 2018. [Google Scholar]
- López, A.; Guzmán, G.A.; Di Sarli, A.R. Color stability in mortars and concretes. Part 2: Study on architectural concretes. Constr. Build. Mater. 2016, 123, 248–253. [Google Scholar] [CrossRef]
- Kappel, A.; Ottosen, L.M.; Kirkelund, G.M. Colour, compressive strength and workability of mortars with an iron rich sewage sludge ash. Constr. Build. Mater. 2017, 157, 1199–1205. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Sun, Q.; Yang, X. Changes in color and thermal properties of fly ash cement mortar after heat treatment. Constr. Build. Mater. 2018, 165, 72–81. [Google Scholar] [CrossRef]
- Aalil, I.; Badreddine, D.; Beck, K.; Brunetaud, X.; Cherkaoui, K.; Chaaba, A.; Al-Mukhtar, M. Valorization of crushed bricks in lime-based mortars. Constr. Build. Mater. 2019, 226, 555–563. [Google Scholar] [CrossRef]
- López, A.; Di Sarli, A.R. Measurements number in cementitious mixtures to define the color and its homogeneity. Constr. Build. Mater. 2020, 238, 117636. [Google Scholar] [CrossRef]
- Zheng, W.; Hea, D.; Wang, Y.; Chen, J.; Xue, M.; Li, H. Preparation of cement-based color facing mortar by copper pyrometallurgical slag modification: Efficient utilization of high-iron-content slag. J. Environ. Chem. Eng. 2021, 9, 105888. [Google Scholar] [CrossRef]
- Nasvik, J. History of Decorative Concrete. Concrete Construction, 16 June 2006. [Google Scholar]
- Olcayto, R. City of Justice, Barcelona, Spain, by David Chipperfield architects. Architects’Journal, 18 June 2009. [Google Scholar]
- Smith, H.M. High Performance Pigment; Wiley-VCH Verlag-GmbH: Weinheim, Germany, 2002. [Google Scholar] [CrossRef]
- Christie, R. Colour Chemistry; Royal Society of Chemistry: Cambridge, UK, 2015. [Google Scholar]
- Hospodarova, V.; Junak, J.; Stevulova, N. Color pigments in concrete and their properties. Int. J. Eng. Inf. Sci. 2016, 10, 143–151. [Google Scholar] [CrossRef]
- Yidizel, S.A.; Kaplan, G.; Öztürk, A.U. Cost optimisation of mortars containing different pigments and their freeze-thaw resistance properties. Adv. Mater. Sci. Eng. 2016, 2016, 5346213. [Google Scholar] [CrossRef] [Green Version]
- ASTM C150; Standard Specification for Portland Cement. ASTM: Philadelphia, PA, USA, 2009.
- ASTM C33; Standard Specification for Concrete Aggregates. ASTM: Philadelphia, PA, USA, 2018.
- ASTM C1602; Standard Specification for Mixing Water Used in the Production of Hydraulic Cement Concrete. ASTM: Philadelphia, PA, USA, 2018.
- ASTM C143; Standard Test Method for Slump of Hydraulic-Cement Concrete. ASTM: Philadelphia, PA, USA, 2020.
- ASTM C230; Standard Specification for Flow Table for Use in Tests of Hydraulic Cement. ASTM: Philadelphia, PA, USA, 2008.
- ASTM C109; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-mm] Cube Specimens). ASTM: Philadelphia, PA, USA, 2020.
- ASTM C348; Standard Test Method for Flexural Strength of Hydraulic-Cement Mortars. ASTM: Philadelphia, PA, USA, 2013.
- ASTM C597; Standard Test Method for Pulse Velocity Through Concrete. ASTM: Philadelphia, PA, USA, 2009.
- ASTM C876; Standard Test Method for Corrosion Potentials of Uncoated Reinforcing Steel in Concrete. ASTM: Philadelphia, PA, USA, 2015.
- ASTM E1225; Standard Test Method for Thermal Conductivity of Solids Using the Guarded Comparative-Longitudinal Heat Flow Technique. ASTM: Philadelphia, PA, USA, 2020.
- Senff, L.; Hotza, D.; Labrincha, J.A. Effect of red mud addition on the rheological behaviour and on hardened state characteristics of cement mortars. Constr. Build. Mater. 2011, 25, 163–170. [Google Scholar] [CrossRef]
- Kong, D.; Du, X.; Wei, S.; Zhang, H.; Yang, Y.; Shah, S.P. Influence of nano-silica agglomeration on microstructure and properties of the hardened cement-based materials. Constr. Build. Mater. 2012, 37, 707–715. [Google Scholar] [CrossRef]
- Joshaghani, A.; Balapour, M.; Mashhadian, M.; Ozbakkaloglu, T. Effects of nano-TiO2, nano-Al2O3, and nano-Fe2O3 on rheology, mechanical and durability properties of self-consolidating concrete (SCC): An experimental study. Constr. Build. Mater. 2020, 245, 118444. [Google Scholar] [CrossRef]
- Sengul, O. Use of electrical resistivity as an indicator for durability. Constr. Build. Mater. 2014, 73, 434–441. [Google Scholar] [CrossRef]
- Rodrigues, R.; Gaboreau, S.; Gance, J.; Ignatiadis, I.; Betelu, S. Reinforced concrete structures: A review of corrosion mechanisms and advances in electrical methods for corrosion monitoring. Constr. Build. Mater. 2021, 269, 12140. [Google Scholar] [CrossRef]
- Huang, J.-L. Theory and Practice of High Performance Concrete; Chan’s Arch-Publishing Co., Ltd.: Taipei City, Taiwan, 2006. [Google Scholar]
- Wang, H.-Y.; Wang, W.-C.; Wang, J.C.; Chen, Y.-W. Evaluation of the engineering properties and durability of mortar produced using ground granulated blast-furnace slag and stainless steel reduced slag. Constr. Build. Mater. 2021, 280, 122498. [Google Scholar] [CrossRef]
- Knapen, E.; Van Gemert, D. Polymer film formation in cement mortars modified with water-soluble polymers. Cem. Concr. Compos. 2015, 58, 23–28. [Google Scholar] [CrossRef]
- Wang, R.; Wang, P. Function of styrene-acrylic ester copolymer latex in cement mortar. Mater. Struct. 2010, 43, 443–451. [Google Scholar] [CrossRef]
- Cook, R.A.; Hover, K.C. Mercury porosimetry of hardened cement pastes. Cem. Concr. Res. 1999, 29, 933–943. [Google Scholar] [CrossRef]
- Onuaguluchi, O.; Ratu, R.; Banthia, N. The effects of CaCl2-blended acrylic polymer emulsion on the properties of cement mortar. Mater. Struct. 2018, 51, 50. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical Properties | Chemical Properties (wt.%) | ||
|---|---|---|---|
| Solid content | 50 ± 1% | Polyacrylic emulsion | 50 ± 1 |
| Viscosity | Under 500 cP | Water | 50 ± 1 |
| pH | 9.0–10.0 | - | - |
| Color Powder | Composition | Average Diameter (nm) | Surface Area (m2/g) | Pore Size (nm) | Thermal Conductivity (W/m·K) | Particle Shape |
|---|---|---|---|---|---|---|
| Red | α-Fe2O3 > 99% | 120 | 6.78 | 43.8 | 16.0 | Spherical |
| Yellow | α-FeOOH ≥ 73.6% Al(OH)3 ≤ 23.8% | 100 | 63.4 | 8.19 | - | Acicular |
| Green | Cr2O2 > 99% | 300 | 2.12 | 49.2 | 5.17 | Spherical |
| Blue | Na7Al6Si6O24S3 > 99% | 500 | 5.26 | 30.5 | - | Block |
| White | TiO2 > 96% | 150 | 5.49 | 44.1 | 4.80 | Spherical |
| Black | Fe4O4 > 99.3% | 200 | 11.3 | 19.9 | 5.90 | Spherical |
| Samples | W/C | Cement (kg/m3) | Polyacrylic Emulsion (kg/m3) | Polyacrylic Emulsion/Cement (Weight Ratio) | Color Powder (kg/m3) | Color Powder/Cement (Weight Ratio) | Sand (kg/m3) | Water (kg/m3) |
|---|---|---|---|---|---|---|---|---|
| Control groups | 0.4 | 624.26 | - | - | - | - | 1534.88 | 187.28 |
| All colors of mortar | 624.26 | 124.85 | 1:5 | 7.80 | 1:80 | |||
| 15.61 | 1:40 | |||||||
| 23.41 | 1:27 | |||||||
| Control groups | 0.5 | 624.26 | - | - | - | 1534.88 | 249.71 | |
| All colors of mortar | 624.26 | 124.85 | 1:5 | 7.80 | 1:80 | |||
| 15.61 | 1:40 | |||||||
| 23.41 | 1:27 | |||||||
| Control groups | 0.6 | 624.26 | - | - | 1534.88 | 312.13 | ||
| All colors of mortar | 624.26 | 124.85 | 1:5 | 7.80 | 1:80 | |||
| 15.61 | 1:40 | |||||||
| 23.41 | 1:27 |
| Color | Polyacrylic Emulsion/Cement (Weight Ratio) | Color Powder/Cement (Weight Ratio) | Age (Day) | Unit (m/s) | ||||
|---|---|---|---|---|---|---|---|---|
| 3 | 7 | 28 | 56 | 91 | 120 | |||
| Control | 0 | 0 | 4348 | 4487 | 4545 | 4587 | 4623 | 4657 |
| Red | 1:5 | 1:80 | 3906 | 4007 | 4032 | 4049 | 4116 | 4269 |
| 1:40 | 3704 | 3976 | 3985 | 4032 | 4049 | 4116 | ||
| 1:27 | 3623 | 3789 | 3968 | 4016 | 4032 | 4049 | ||
| Yellow | 1:5 | 1:80 | 3954 | 4117 | 4167 | 4202 | 4238 | 4258 |
| 1:40 | 3846 | 4000 | 4032 | 4117 | 4135 | 4220 | ||
| 1:27 | 3806 | 3846 | 3881 | 3907 | 3969 | 3985 | ||
| Green | 1:5 | 1:80 | 3734 | 3923 | 4000 | 4016 | 4032 | 4039 |
| 1:40 | 3690 | 3775 | 3954 | 3954 | 3969 | 4016 | ||
| 1:27 | 3597 | 3637 | 3807 | 3922 | 3954 | 3986 | ||
| Blue | 1:5 | 1:80 | 3731 | 3923 | 4117 | 4117 | 4150 | 4202 |
| 1:40 | 3704 | 3892 | 4004 | 4032 | 4098 | 4117 | ||
| 1:27 | 3624 | 3804 | 3846 | 3922 | 4016 | 4032 | ||
| White | 1:5 | 1:80 | 3846 | 4065 | 4117 | 4132 | 4202 | 4238 |
| 1:40 | 3664 | 3775 | 4032 | 4049 | 4065 | 4167 | ||
| 1:27 | 3597 | 3760 | 3906 | 4032 | 4049 | 4116 | ||
| Black | 1:5 | 1:80 | 3789 | 3931 | 4117 | 4117 | 4132 | 4202 |
| 1:40 | 3597 | 3775 | 4032 | 4048 | 4066 | 4082 | ||
| 1:27 | 3571 | 3717 | 3954 | 3969 | 3985 | 4000 | ||
| Color | Polyacrylic Emulsion/Cement (Weight Ratio) | Color Powder/Cement (Weight Ratio) | Age (Day) | Unit (kΩ-cm) | ||||
|---|---|---|---|---|---|---|---|---|
| 3 | 7 | 28 | 56 | 91 | 120 | |||
| Control | 0 | 0 | 14 | 19 | 22 | 29 | 30 | 47 |
| Red | 1:5 | 1:80 | 17 | 27 | 35 | 36 | 43 | 62 |
| 1:40 | 16 | 24 | 30 | 34 | 35 | 41 | ||
| 1:27 | 14 | 22 | 29 | 32 | 35 | 56 | ||
| Yellow | 1:5 | 1:80 | 27 | 28 | 42 | 44 | 46 | 52 |
| 1:40 | 19 | 23 | 36 | 39 | 40 | 41 | ||
| 1:27 | 17 | 21 | 33 | 36 | 38 | 41 | ||
| Green | 1:5 | 1:80 | 24 | 25 | 31 | 37 | 38 | 43 |
| 1:40 | 21 | 24 | 30 | 33 | 34 | 40 | ||
| 1:27 | 19 | 23 | 25 | 29 | 30 | 36 | ||
| Blue | 1:5 | 1:80 | 17 | 24 | 41 | 44 | 48 | 51 |
| 1:40 | 16 | 23 | 29 | 35 | 37 | 39 | ||
| 1:27 | 15 | 23 | 28 | 30 | 35 | 38 | ||
| White | 1:5 | 1:80 | 21 | 23 | 31 | 35 | 39 | 40 |
| 1:40 | 20 | 22 | 29 | 31 | 33 | 40 | ||
| 1:27 | 19 | 21 | 24 | 29 | 31 | 39 | ||
| Black | 1:5 | 1:80 | 22 | 24 | 32 | 36 | 40 | 43 |
| 1:40 | 20 | 21 | 28 | 35 | 39 | 40 | ||
| 1:27 | 18 | 21 | 28 | 22 | 35 | 36 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, C.-M.; Wang, H.-Y.; Yang, W.-D.; Kao, T.-C.; Fang, S.-Y. Influence of the Addition of Dispersible Color Powder and Polyacrylic Emulsion on the Durability of Cement Mortar. Materials 2022, 15, 5305. https://doi.org/10.3390/ma15155305
Huang C-M, Wang H-Y, Yang W-D, Kao T-C, Fang S-Y. Influence of the Addition of Dispersible Color Powder and Polyacrylic Emulsion on the Durability of Cement Mortar. Materials. 2022; 15(15):5305. https://doi.org/10.3390/ma15155305
Chicago/Turabian StyleHuang, Chih-Ming, Her-Yung Wang, Wein-Duo Yang, Tien-Chun Kao, and Sing-Yuan Fang. 2022. "Influence of the Addition of Dispersible Color Powder and Polyacrylic Emulsion on the Durability of Cement Mortar" Materials 15, no. 15: 5305. https://doi.org/10.3390/ma15155305