
Estimation of Drag Finishing Abrasive Effect for Cutting Edge Preparation in Broaching Tool



Abstract
:1. Introduction
2. Materials and Methods
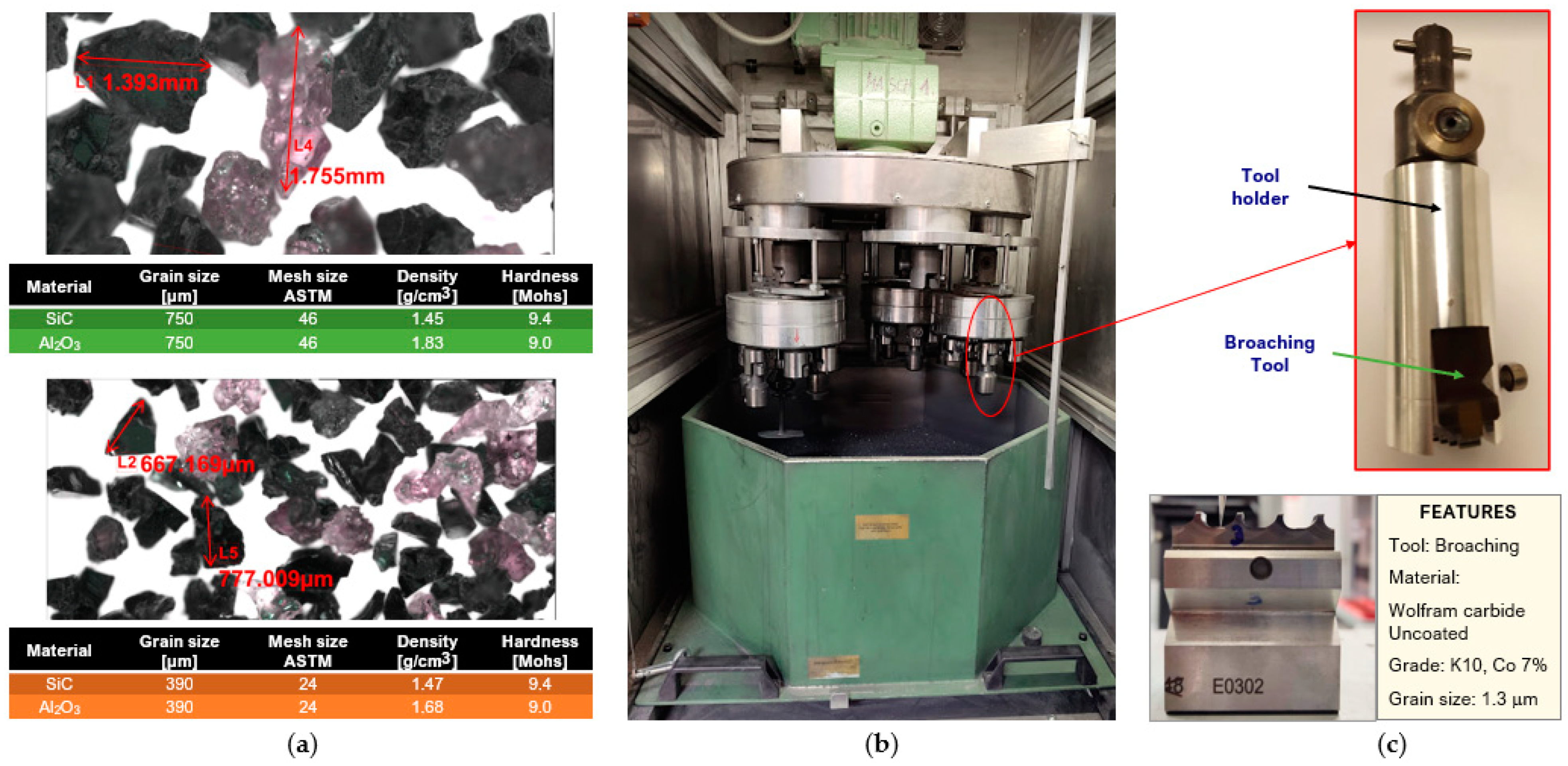
2.1. Materials and Equipment
2.2. Preparation by Drag Finishing
2.3. Repeatability and Reproducibility Analysis, R&R
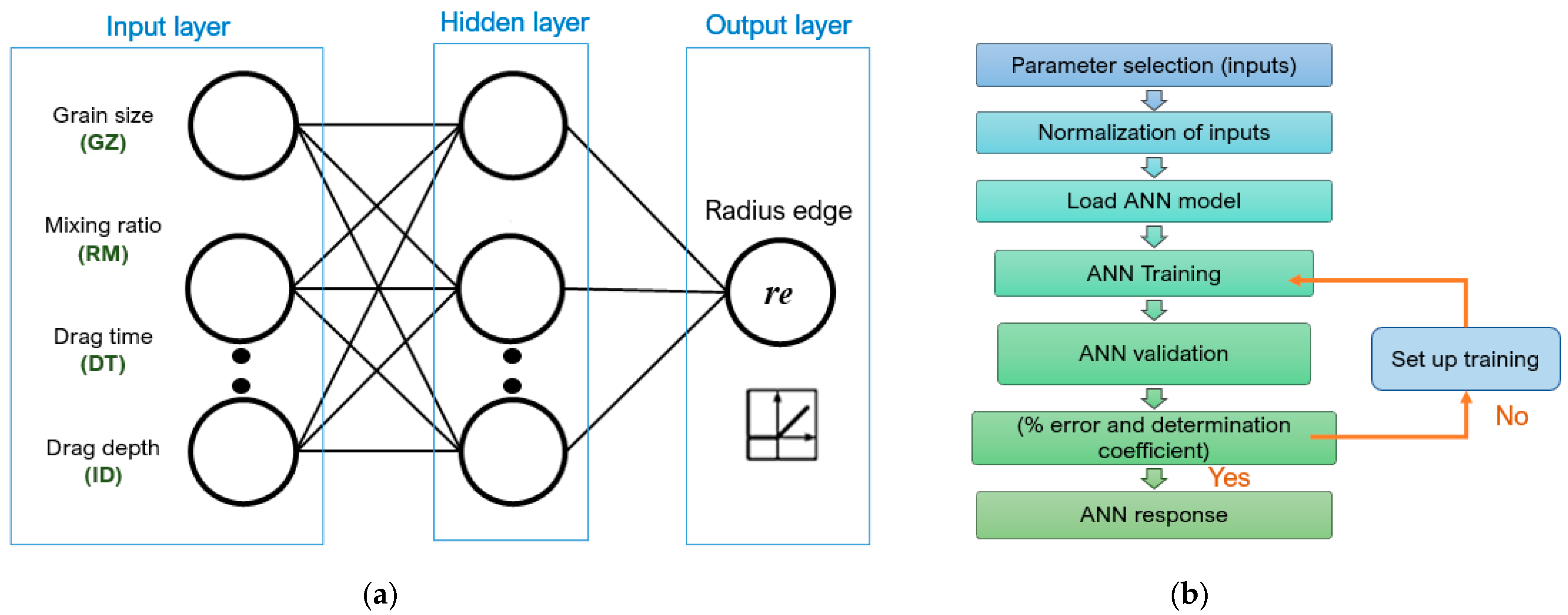
2.4. Cutting Edge Radius Prediction
3. Results and Discussion
3.1. Preliminary Tests, Influence and Behavior of Factors
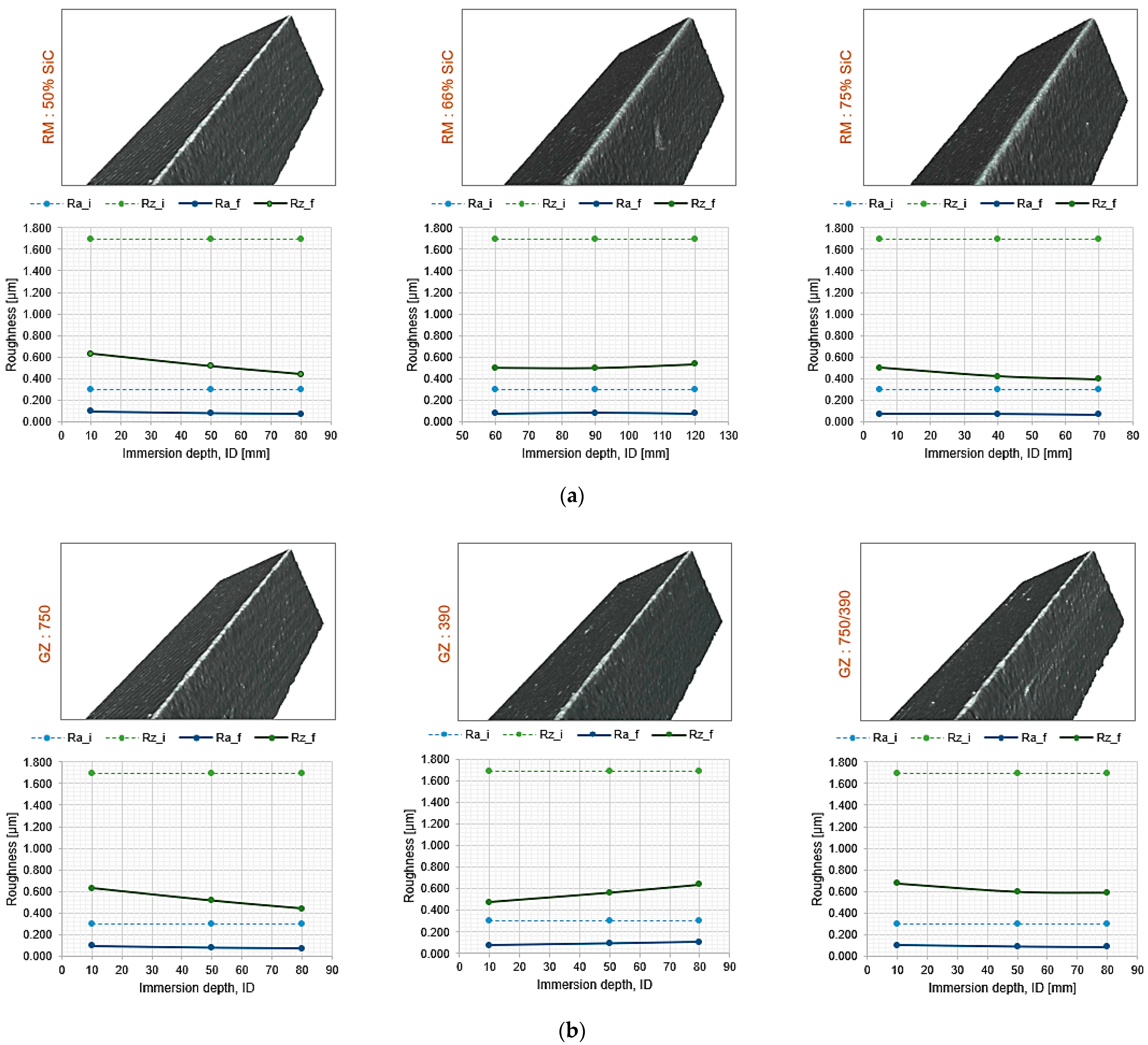
3.2. Surface Roughness Analysis at the Cut Edge
3.3. Repeatability and Reproducibility R&R Analysis
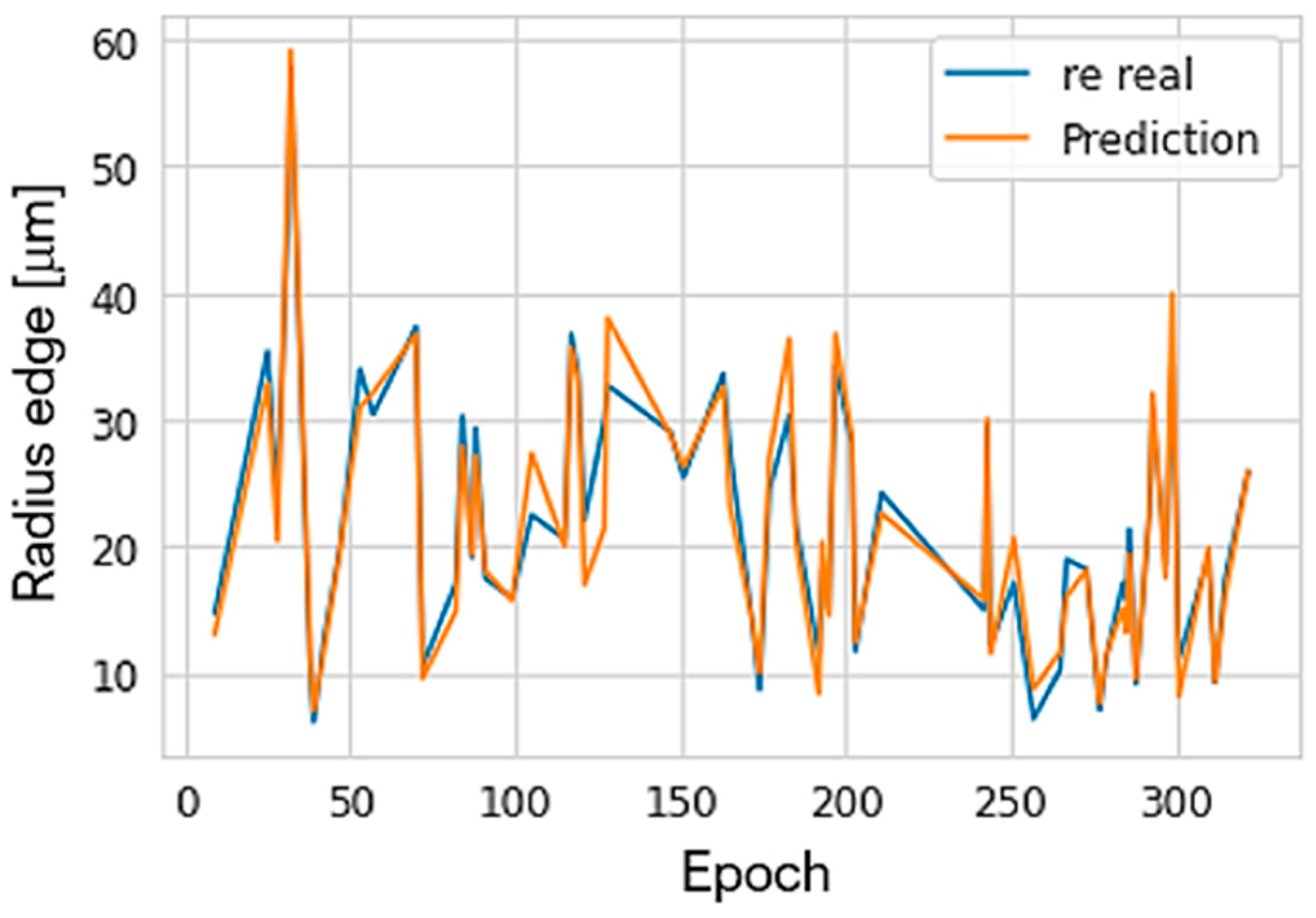
3.4. Cutting Edge Radius Prediction by ANN
4. Conclusions
- -
- The parameters incident to obtaining a cutting edge radius were, in order of importance: plunge depth, dragging time, abrasive mix percentage, and abrasive size.
- -
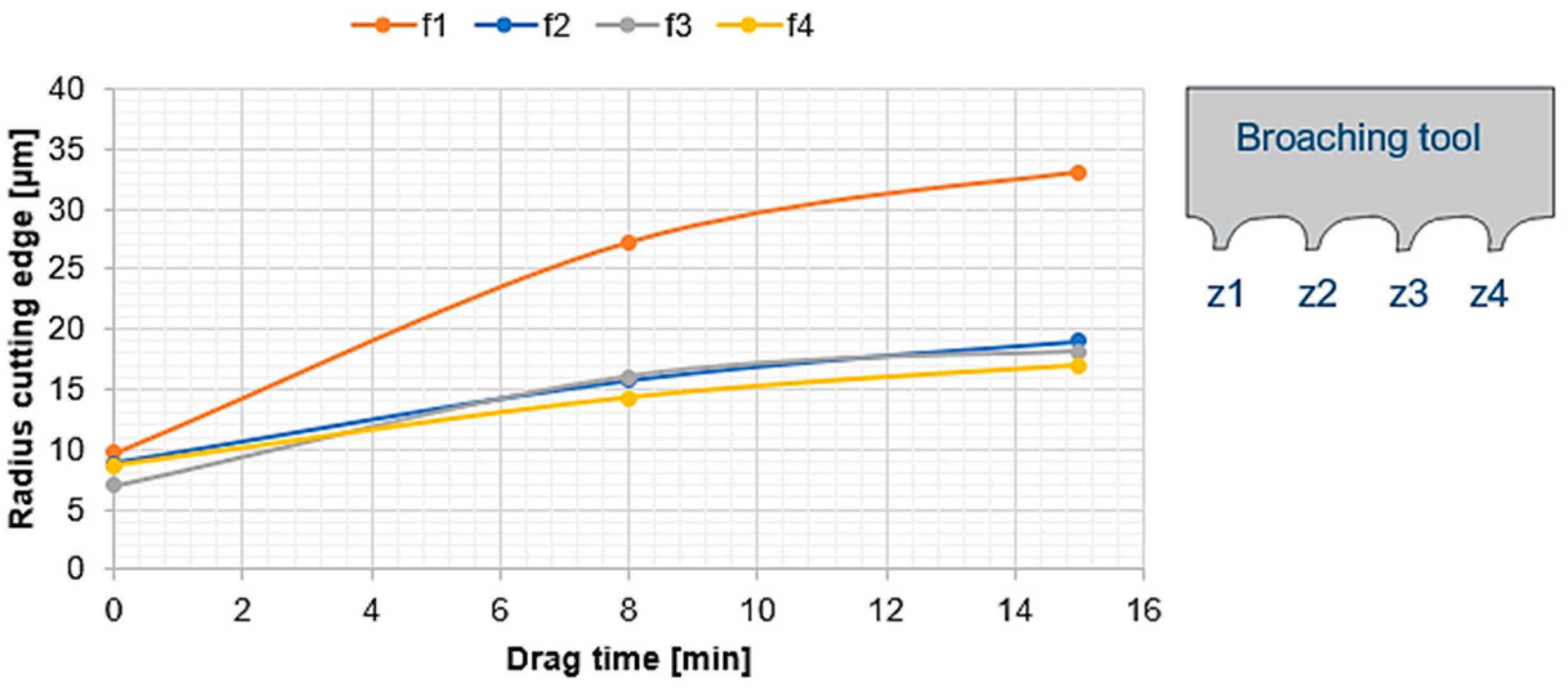
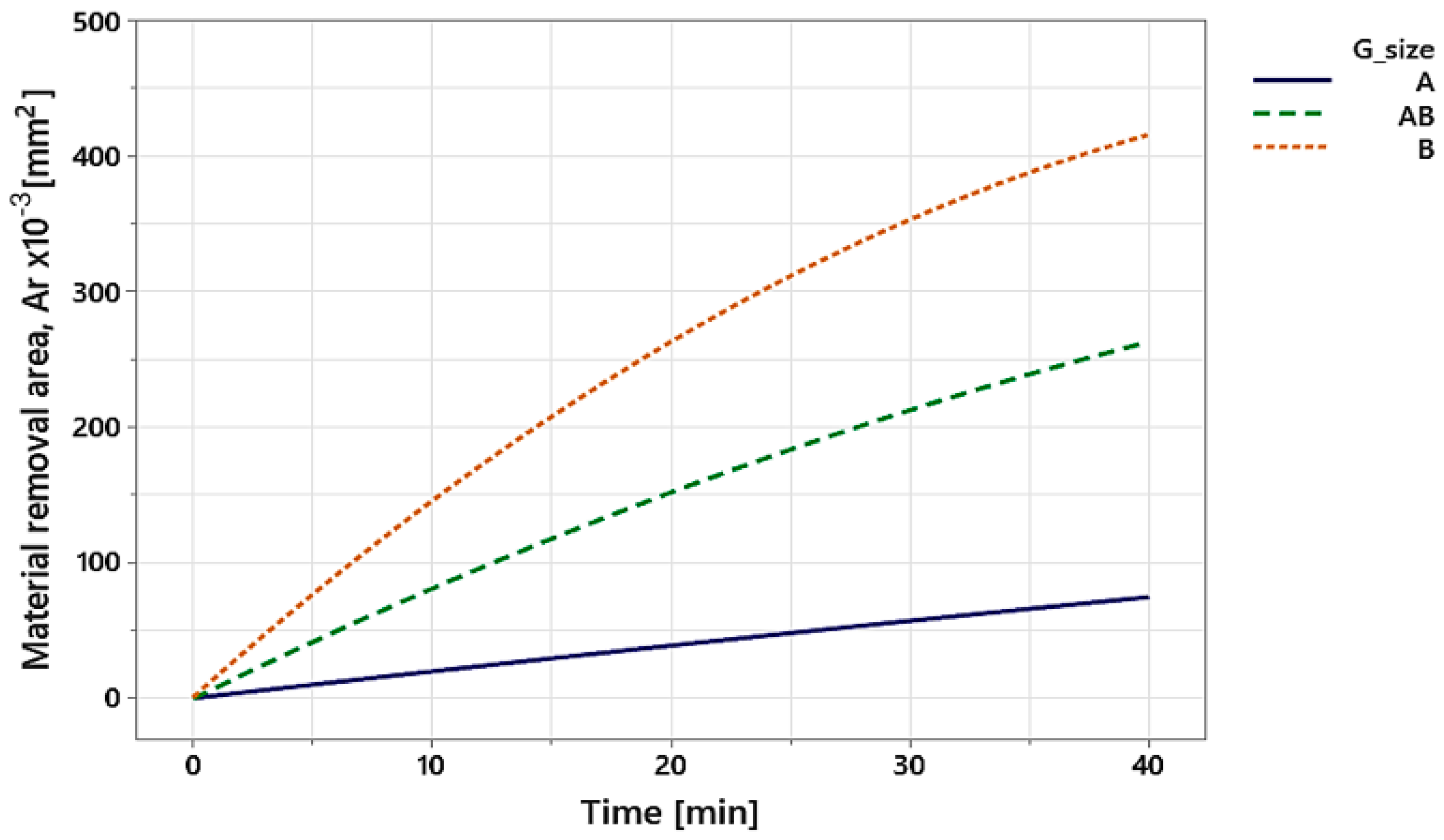
- The incidence of tool location is very important in obtaining a specific radius cutting edge value. In this process, location is understood as the positioning angle and depth of dragging. As for the positioning angle, the horizontal positioning of the broach during dragging causes a superior rounding on the first cutting edge (33 μm) which can be up to two times larger than the radius of the other cutting edges (18 μm). On the other hand, depending on the depth of dragging, the radius of the cutting edge increases in a progressive non-linear way. On average, the growth ranges from 12 μm at 5 mm depth to 31 μm at 120 mm depth. As far as roughness is concerned, it could be identified that the incidence is greater for the abrasive inclusion rate than the grain size. The substantial reduction in surface defects by Ra and Rz are a third of its original measure. On average from initial Ra: 0.3 microns to final Ra: 0.09 microns, and from initial Rz: 1.7 microns to final Rz: 0.5 microns.
- -
- In terms of accuracy of the reproduction of the tool cutting edge radius, it is very acceptable compared to traditional processes, such as brushing and blasting. Obtaining from the R&R study of the reproducibility source a standard deviation of 1.22 that corresponds to 11.86% of the process variation.
- -
- The prediction accuracy of the preparation radius with ANN was 93.7%, which demonstrates the effectiveness of the algorithm.
- -
- The limitation of the drag finishing process is essentially related to the tool dimensions. In this case, long broaches would make it difficult to locate, hold, and therefore reproduce the geometry of the cutting edge on all the teeth.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Del Olmo, A.; López de Lacalle, L.N.; Martínez de Pissón, G.; Pérez-Salinas, C.; Ealo, J.A.; Sastoque, L.; Fernandes, M.H. Tool Wear Monitoring of High-Speed Broaching Process with Carbide Tools to Reduce Production Errors. Mech. Syst. Signal Process. 2022, 172, 109003. [Google Scholar] [CrossRef]
- Bergmann, B.; Grove, T. Basic Principles for the Design of Cutting Edge Roundings. CIRP Ann. 2018, 67, 73–78. [Google Scholar] [CrossRef]
- Zhuang, K.; Fu, C.; Weng, J.; Hu, C. Cutting Edge Microgeometries in Metal Cutting: A Review. Int. J. Adv. Manuf. Technol. 2021, 116, 2045–2092. [Google Scholar] [CrossRef]
- Cortés, C. Cutting Edge Preparation of Precision Cutting Tools by Applying Micro-Abrasive Jet Machining and Brushing; Kassel University Press GmbH: Kassel, Germany, 2009; ISBN 978-3-89958-713-5. [Google Scholar]
- Bouzakis, K.D.; Bouzakis, E.; Kombogiannis, S.; Makrimallakis, S.; Skordaris, G.; Michailidis, N.; Charalampous, P.; Paraskevopoulou, R.; M’Saoubi, R.; Aurich, J.C.; et al. Effect of Cutting Edge Preparation of Coated Tools on Their Performance in Milling Various Materials. CIRP J. Manuf. Sci. Technol. 2014, 7, 264–273. [Google Scholar] [CrossRef]
- Magalhães, F.C.; Ventura, C.E.H.; Abrão, A.M.; Denkena, B. Experimental and Numerical Analysis of Hard Turning with Multi-Chamfered Cutting Edges. J. Manuf. Process. 2020, 49, 126–134. [Google Scholar] [CrossRef]
- Vopát, T.; Podhorský, Š.; Sahul, M.; Haršáni, M. Cutting Edge Preparation of Cutting Tools Using Plasma Discharges in Electrolyte. J. Manuf. Process. 2019, 46, 234–240. [Google Scholar] [CrossRef]
- Aurich, J.C.; Zimmermann, M.; Leitz, L. The Preparation of Cutting Edges Using a Marking Laser. Prod. Eng. 2011, 5, 17–24. [Google Scholar] [CrossRef]
- Biermann, D.; Aßmuth, R.; Schumann, S.; Rieger, M.; Kuhlenkötter, B. Wet Abrasive Jet Machining to Prepare and Design the Cutting Edge Micro Shape. Procedia CIRP 2016, 45, 195–198. [Google Scholar] [CrossRef] [Green Version]
- Denkena, B.; Kramer, N.; Siegel, F.; Kästner, J. Leistungsoptimierung an Der Schneidkante; Leibniz University: Hannover, Germany, 2007. [Google Scholar]
- Priarone, P.C.; Rizzuti, S.; Settineri, L.; Vergnano, G. Effects of Cutting Angle, Edge Preparation, and Nano-Structured Coating on Milling Performance of a Gamma Titanium Aluminide. J. Mater. Process. Technol. 2012, 212, 2619–2628. [Google Scholar] [CrossRef] [Green Version]
- Denkena, B.; Biermann, D. Cutting Edge Geometries. CIRP Ann. 2014, 63, 631–653. [Google Scholar] [CrossRef]
- Malkorra, I.; Salvatore, F.; Rech, J.; Arrazola, P.; Tardelli, J.; Mathis, A. Influence of Lubrication Condition on the Surface Integrity Induced during Drag Finishing. Procedia CIRP 2020, 87, 245–250. [Google Scholar] [CrossRef]
- Lv, D.; Wang, Y.; Yu, X.; Chen, H.; Gao, Y. Analysis of Abrasives on Cutting Edge Preparation by Drag Finishing. Int. J. Adv. Manuf. Technol. 2022, 119, 3583–3594. [Google Scholar] [CrossRef]
- Zanobini, A.; Sereni, B.; Catelani, M.; Ciani, L. Repeatability and Reproducibility Techniques for the Analysis of Measurement Systems. Measurement 2016, 86, 125–132. [Google Scholar] [CrossRef]
- Maria Mendes Araújo, L.; Gomes Nobrega Paiva, R.; Santana Peruchi, R.; Rotela Junior, P.; Henrique de Freitas Gomes, J. New Indicators for Measurement Error Detection in GR&R Studies. Measurement 2019, 140, 557–564. [Google Scholar] [CrossRef]
- Shirodkar, A.; Rane, S. Evaluation of Coordinate Measuring Machine Using Gage Repeatability & Reproducibility. Int. J. Syst. Assur. Eng. Manag. 2021, 12, 84–90. [Google Scholar] [CrossRef]
- Ghosh, N.; Ravi, Y.B.; Patra, A.; Mukhopadhyay, S.; Paul, S.; Mohanty, A.R.; Chattopadhyay, A.B. Estimation of Tool Wear during CNC Milling Using Neural Network-Based Sensor Fusion. Mech. Syst. Signal Process. 2007, 21, 466–479. [Google Scholar] [CrossRef]
- Panda, S.S.; Chakraborty, D.; Pal, S.K. Flank Wear Prediction in Drilling Using Back Propagation Neural Network and Radial Basis Function Network. Appl. Soft Comput. 2008, 8, 858–871. [Google Scholar] [CrossRef]
- Shi, D.; Gindy, N.N. Tool Wear Predictive Model Based on Least Squares Support Vector Machines. Mech. Syst. Signal Process. 2007, 21, 1799–1814. [Google Scholar] [CrossRef]
- Abd El-Aziz, K.; Saber, D.; Megahed, A.A. Investigation and Prediction of Abrasive Wear Rate of Heat-Treated HCCIs with Different Cr/C Ratios Using Artificial Neural Networks. Int. J. Met. 2021, 15, 1149–1163. [Google Scholar] [CrossRef]
- Wu, D.; Jennings, C.; Terpenny, J.; Gao, R.X.; Kumara, S. A Comparative Study on Machine Learning Algorithms for Smart Manufacturing: Tool Wear Prediction Using Random Forests. J. Manuf. Sci. Eng. Trans. ASME 2017, 139, 71018. [Google Scholar] [CrossRef]
- Schlick, C.P.; Fan, Y.; Umbanhowar, P.B.; Ottino, J.M.; Lueptow, R.M. Granular Segregation in Circular Tumblers: Theoretical Model and Scaling Laws. J. Fluid Mech. 2015, 765, 632–652. [Google Scholar] [CrossRef] [Green Version]
- Jain, N.; Ottino, J.M.; Lueptow, R.M. Combined Size and Density Segregation and Mixing in Noncircular Tumblers. Phys. Rev. E Stat. Nonlinear Soft Matter Phys. 2005, 71, 51301. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cruz, D.C.; Sordi, V.L.; Ventura, C.E.H. Surface Analysis of WC-5%Co Cemented Tungsten Carbide Cutting Insert after Plunge-Face Grinding. Int. J. Adv. Manuf. Technol. 2020, 108, 323–330. [Google Scholar] [CrossRef]
- Cruz, D.C.; Sordi, V.L.; Ventura, C.E.H. Assessment of the Surface Integrity of Ground Cemented Tungsten Carbide Cutting Inserts and Its Influence on Tool Wear in Turning of Ferritic Nodular Cast Iron. CIRP J. Manuf. Sci. Technol. 2022, 37, 613–622. [Google Scholar] [CrossRef]
- Núñez, D.; Arroba, C.; Vaca, H.; Pérez, C.; Morales, C. Spray Lubrication in Turning Processes, Effects on Productivity and Quality. Dyna 2019, 94, 561–567. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | I | II | III |
|---|---|---|---|
| Abrasive type | SiC | Al2O3 | - |
| Grain size [µm] | 390 (A) | 390 + 750 (AB) | 750 (B) |
| SiC mixing ratio [%] | 50 | 66 | 75 |
| Drag time [min] | 10/10 | 15/15 | 20/20 |
| Drag depth [mm] | 40 | 60 | 80 |
| Fuente | Standard Deviation (SD) | Study Variation (6 × SD) | % Study Variation (% SV) | Variance Component (CV) | % Contribution (CV) |
|---|---|---|---|---|---|
| Gage R&R total | 1.9132 | 11.4793 | 18.49 | 3.660 | 3.42 |
| Repeatability | 1.4676 | 8.8058 | 14.18 | 2.154 | 2.01 |
| Reproducibility | 1.2274 | 7.3643 | 11.86 | 1.506 | 1.41 |
| Technician | 0.2474 | 1.4842 | 2.39 | 0.061 | 0.06 |
| Technician*Ref_measure | 1.2022 | 7.2132 | 11.62 | 1.445 | 1.35 |
| Part to part | 10.1703 | 61.0216 | 98.28 | 103.434 | 96.58 |
| Total variation | 10.3487 | 62.0920 | 100.00 | 107.095 | 100.00 |
| Data Set | MAE | MSE | R2 |
|---|---|---|---|
| Training | 0.0162 | 0.0585 | |
| Validation | 0.01869 | 0.0643 | 0.937 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pérez-Salinas, C.F.; del Olmo, A.; López de Lacalle, L.N. Estimation of Drag Finishing Abrasive Effect for Cutting Edge Preparation in Broaching Tool. Materials 2022, 15, 5135. https://doi.org/10.3390/ma15155135
Pérez-Salinas CF, del Olmo A, López de Lacalle LN. Estimation of Drag Finishing Abrasive Effect for Cutting Edge Preparation in Broaching Tool. Materials. 2022; 15(15):5135. https://doi.org/10.3390/ma15155135
Chicago/Turabian StylePérez-Salinas, Cristian F., Ander del Olmo, and L. Norberto López de Lacalle. 2022. "Estimation of Drag Finishing Abrasive Effect for Cutting Edge Preparation in Broaching Tool" Materials 15, no. 15: 5135. https://doi.org/10.3390/ma15155135