1. Introduction
Electric discharge machining (EDM) is one of the fascinating techniques of the non-conventional machining process in which material is removed from a work piece through a series of discharges that take place between the tool and the work part. EDM is generally used for hard materials which are conductive in nature, for very thin materials which cannot be machined using conventional machining and in the die industry for complex geometry creation. EDM is utilized for single tasks or for small batches. This machining mechanism is based on a thermoelectric process in which materials are eroded from a workpiece when controlled sparks are generated from a tool (electrode) [
1].
Materials with high hardness values of above 30–35 HRC, e.g., quenched parts, cannot be machined through conventional milling machines; however, materials with high hardness values can be easily machined in EDM processes because the process is independent of the mechanical properties of the material. Recent trends have shown that micro-EDM processes are increasingly needed; for example, the production of delicate products of a small size requires the use of micro-EDM. Micro-EDM can machine micro holes and micro shafts of small sizes of about 5 microns whereas mechanical drilling can drill to only 70 microns while laser machining can reach 40 microns, but micro pins, micro nozzles and complex micro cavities are easily machined using micro-EDM and the water cooling channels in dies and molds also require micro-EDM. Additionally, EDM is used for the machining of WC, SiC, TiC, etc. [
2] and recently, research has focused on the following two aspects of EDM machining for ZrB2-based ceramics: the first is ZrB2-constructed ceramics used as electrodes, where the electrode wear is reduced due to a high melting temperature [
3]; the second aspect concerns ZrB2-based ceramic workpieces used for extreme temperature applications [
4,
5]. Yongfeng, Guo et al. [
4] utilized ZrB2-SiC ceramics for machining through EDM to identify the material removal rates and optimize the machining parameters for ceramic-based materials. The creation of modern composite materials boosts the applicability of EDM. A study was also conducted by Muller and Monaghan [
6] in which a particle-strengthened metal matrix composite was machined via non-conventional machining techniques. The EDM produced a less damaged surface as compared to other processes.
Electric discharge machining with a powder mixed dielectric (PMEDM) is an upgraded technology in the EDM process in which a fine electrical-conductive powder is blended in the dielectric. The working principle of the PMEDM process is described as the proper voltage being applied to an electrode and workpiece that results in an electric field which also charges powder particles added into the dielectric. Due to this, the particles move in a random manner which leads to an improvement in the discharge gap between the electrode and the workpiece. They position themselves to form chains at different spaces during flashing, which act as a bridge in the gap between the electrode and the workpiece. Due to the presence of metal powder particles, the gap voltage and shielding power of the dielectric fluid decrease; thus, short circuiting occurs easily and a series of sparking initiates under the tool [
7]. By increasing the frequency of discharging, faster sparking within the discharge occurs and erosion takes place at higher rates on the surface of the workpiece.
The parameters of PMEDM can be categorized on the basis of process parameters and performance parameters. The process parameters are variable and can be controlled to achieve the desired machining performance. For example, an increase in peak current or increase in plasma generation may result in a higher material erosion rate being achieved due to high impulsive forces [
8]. A high current value is used for rough machining when a high material removal rate is required while at the same time a high roughness value and tool wear rate is required. Jamadar M. M. and Kavade M.V. [
9] used Al powder in a dielectric to assess the effect of the peak current (Ip) and pulse time on (Ton) on the material removal rate (MRR), tool wear rate and surface roughness. It was concluded that a higher material removal rate was obtained at a higher current (14 A) and pulse time on (150 µs), while the concentration of Al in the dielectric was 6 g/L. A low TWR and surface roughness was achieved at a low current (2 A). Dubey et al. [
10] used 4 g/L of chromium powder and a particle size of 10–15 microns and claimed that the current and pulse time significantly influenced the MRR. During the pulse off time, the dielectric recovered its strength and molten metal was flushed out from the workpiece. Since in this phase no machining takes place, it must remain shorter to optimize the machining efficiency. A greater duty cycle is described as being when, during the total cycle time, longer sparking takes place which results in a higher MRR; however, increasing the duty cycle places the process in an unstable condition due to poor flushing [
11]. In positive polarity, a higher value of energy is produced and a higher MRR is achieved, while a high level of material is removed on the side connected with the positive polarity. The selection of polarity is determined based on the material (workpiece and tool), pulse time on, the current and pulse time off. The polarity of the electrode can be negative or positive. Positive Polarity states that the workpiece is connected to the positive polarity and the tool is connected to negative polarity. Excess material will always be removed from the electrode which is connected to positive polarity. Electrode size and shape are very important factors in PMEDM as the mirror image of the electrode is machined with the workpiece. Therefore, the performance of PMEDM is highly dependent on tool shape configuration. A smaller gap is always set between the electrode and workpiece. This clearance is different for different workpieces, tool material combinations and MRR. Different electrodes used for finish and roughing processes are given in Ref. [
12]. The material removal rate (MRR), electrode wear rate (EWR), density of crack and white layer thickness are highly effected by the dielectric type and flushing mechanism [
13]. Major flushing techniques which are employed in EDM are given in Ref. [
14]. Some of the main purposes of using dielectrics in EDM are to provide shielding when sparking takes place, to provide good flushing and removal of debris from machined surfaces and to provide cooling to the workpiece and tool [
15].
The mixing of powders in EDM dielectric enhances the performance of EDM, i.e., increases MRR, decreases TWR and surface roughness (SR) and improves surface characteristics. Different powders have a distinct effect on process performance. Powders added to the dielectric must have electrical conductivity, good suspension capability, thermal conductivity, and should be non-magnetic, non-toxic and neutral [
16]. Surface quality with powders blended in an electric discharge machine (PMEDM) is heavily affected by the size of the particle [
17]. It has been observed that the gap between the electrode and workpiece increases by increasing the particle size that also increases the roughness value and decreases the material removal rate (MRR) [
18]. Tzeng and Lee [
19] found that a small particle size (70–80 nm) produced higher MRR and reduced the TWR. M.A. Razak et al. [
20] used SiC powder of 10 to 30 microns on Starvax material and found that the machining efficiency increased with optimal particle sizes. MRR increases by increasing the concentration because the discharge increases which ultimately enhances the machining efficiency and reduces surface roughness [
21,
22]. Kavade et al. [
23] used Al powder with concentrations of 1–4 g/L in EDM. It was found that MRR significantly expanded by using Aluminum powder in a dielectric fluid for the roughing stage in EDM. It was also found that MRR is significantly affected by the peak current (Ip) and powder concentration. Saharia N.J et al. [
24] used a mixture of both Aluminum and Graphite powder in concentrations of 2, 3 and 4 g/L along with kerosene oil as a dielectric to evaluate the machining attributes of steel EN19 material in electric discharge machining by altering the input parameters of EDM, i.e., Peak current (Ip), Voltage gap (Vg), Aluminum concentration per liter kerosene oil and Graphite concentration per liter kerosene oil. It was found that MRR and TWR decreased. Zain et al. [
25] conducted experiments to examine the impact of Tantalum Carbide (TaC) PMEDM on a stainless steel workpiece at several levels of peak current and powder concentrations. The powder concentrations used were 5 g/L, 10 g/L and 15 g/L. The MRR and surface roughness (Ra) were found to improve by increasing the current. However, the performance of the powder concentration was not uniform. The powder density is an important factor as it decides the uniformity of the powder in dielectric. Particles with a lower density are uniformly distributed in machining. Increasing the powder density leads to powder settling at the bottom of the reservoir and as a result the mixing of the powder dielectric becomes redundant [
26].
The Material Removal Rate is the amount of material removed during a unit of time. MRR is an important factor used to measure machining efficiency. Every manufacturer considers this as highly important and desires to achieve maximum efficiency. In the EDM process, MRR is very low compared to other conventional machining techniques. A higher MRR and roughness are achieved in the PMEDM of materials with a low melting point [
27]. MRR is majorly affected by the following two parameters: peak current (Ip) and pulse time on (Ton). Material erosion during machining relates to tool wear and TWR defines the material eroded in a unit of time. The machining quality is a very important factor to consider. Precision of the machining effect can be achieved by increasing the TWR because the tool is a replica of the desired machining shape. Surface roughness (SR) increases by increasing the energy transfer during sparking. SR is highly dependent on peak current and pulse time on because more heat is transferred to the working part for a longer time which produces a large crater [
28]. A good surface finish can be obtained by using a low peak current. The surface integrity is a key feature of surface quality that is produced by the machining process, i.e., value of surface roughness, heat-affected area, recast layer, hardness, cracks and crater size. It consists of mechanical, metallurgical and chemical properties.
Pham Van Dong et al. [
29] used the Taguchi–Grey relational analysis to study the optimal combination of process parameters for SKD61 die steel specimens using titanium PMEDM. They discovered that with the selection of optimal machining parameters with PMEDM, superior surface topography can be obtained with increased micro hardness and fewer micro fractures compared to machined specimens. Mohanty S. et al. [
30] presented the optimization of MRR with the help of the Taguchi method in the EDM of D2 die Steel. Ishfaq K. et al. [
31] studied the potential of nano-graphene powder to upsurge the cutting rate and surface quality in the EDM of Ti alloy. Tran T. H. et al. [
32] investigated the main process parameters influencing the surface roughness with SiC powder-mixed EDM of hardened steel. They selected the following PMEDM parameters in their study: pulse time on, pulse time off, powder concentration, pulse current and the server voltage. The effects of mixing electrically conductive carbon nanofibers, semi conductive silicon powder, and insulative alumina powder at different concentrations in a dielectric fluid were studied by observing single discharge craters and the hole machining performance in the EDM of ultrafine particle type tungsten carbide by Gattu S. D. et al. [
33].
In die sinker EDM, the quality of the machined surface and performance of the machine mainly depend upon the selected electrical and powder parameters. After conducting a detailed literature review, we focused on four input parameters and five output parameters in this research. Input parameters include conductive powder size, powder concentration, peak current and pulse time on. The band of selected input parameters was derived from the literature review. In friction stir processing, the quality of cast products and mechanical properties depends upon the input parameters selected. After conducting an extensive literature review, we selected four parameters for the current research. Powder size varied from 20 to 40 µm, powder concentration varied from 2 to 4 g/L, pulse time from 15 to 45 µs and peak current changes from 6 to 12 A. All the input parameters were varied in three levels as per the design of the experiment. Saharia, N. J. et al. [
24] conducted experiments on steel alloy EN-19 with a peak current of 6–10 A and concentration of powder in the dielectric of 2–4 g/L to check the effect on MRR and TWR. Yoo-Seok Kima, and Chong-Nam Chu [
34] studied the tool wear by changing the polarity with graphite powder mixed in dielectric with the concentration ranging from 0.5 to 5 g/L. Hu, F. Q. et al. [
35] used a pulse time of up to 12 microsec to check the surface quality, i.e., wear resistance and corrosion resistance. T. Yih-fong and C. Fu-chen [
17] investigated the effect of Al, Cr, Cu and SiC powder on recast layer thickness by using powder sizes from 0.7 µ to 100 µ and a pulse time on of 6–75 µs.
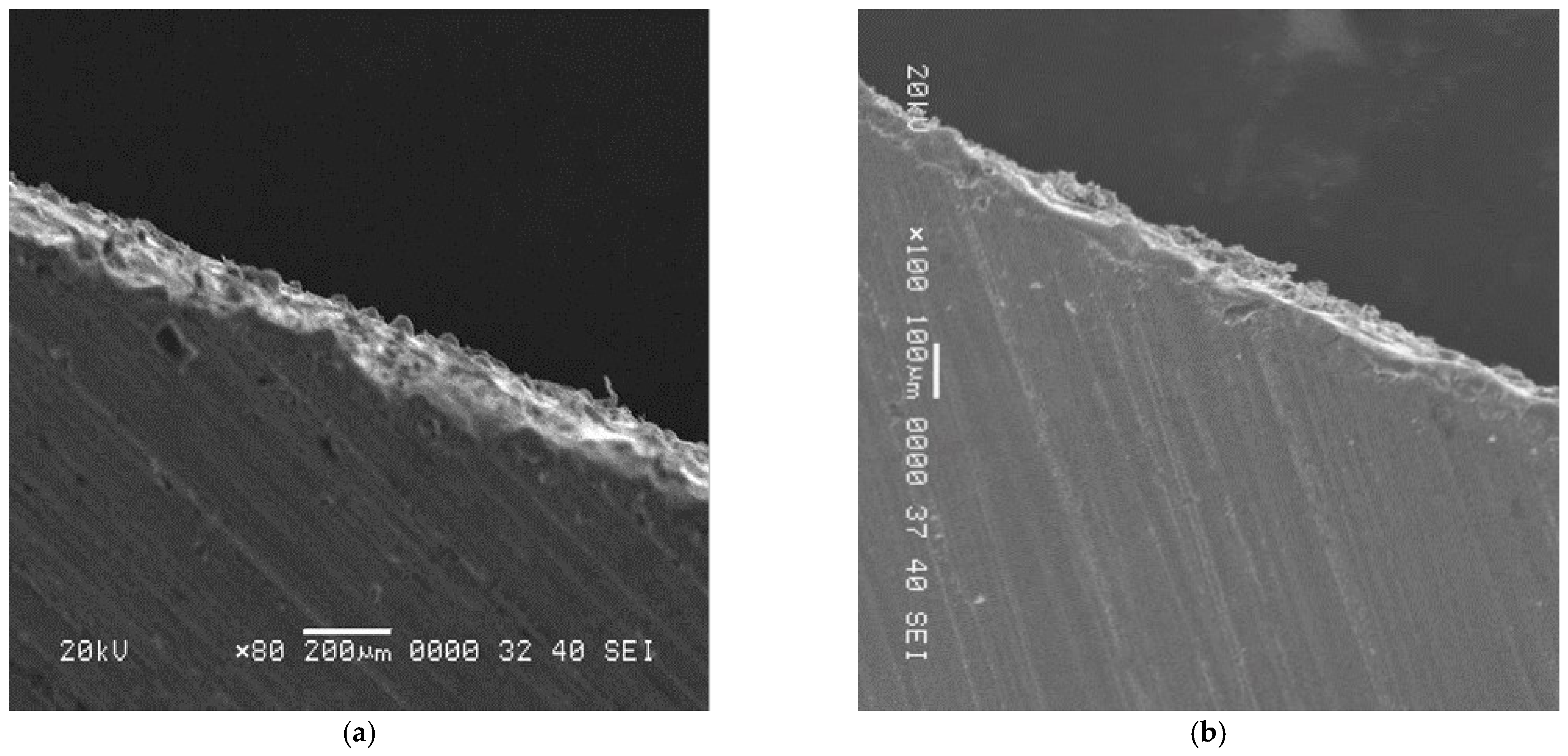
In die sinker EDM, the quality of the machined surface and performance of the machine mainly depend upon the selected electrical and powder parameters. Machining efficiency is gauged mainly through MRR, TWR and wear ratio. The quality of the machined surface is gauged through its surface finish and surface integrity, i.e., recast layer thickness, crater morphology, hardness, etc. As EDM is widely used in the mold and die manufacturing industries, mold operational life is heavily dependent on its surface integrity. Thermal fatigue is applied during its operations. A thick recast layer is a potential cause of crack generation. Similarly, hard surfaces produce fine molded parts without defects, i.e., flash, etc. Crater size is very important with respect to surface quality in the mold and die industries. Crater depth defines the flow ability of molten plastic/metal in molds. Deeper craters reduce the flow due to its depth. To overcome this resistance, high injection pressure is applied to inject the plastic in a cavity. This repetitive high pressure reduces the life of a cavity surface due to micro cracks. On the other hand, shallow craters provide the smooth flow of molten plastic/metal inside the mold cavity which leads to a high quality finished product and increases mold life, which ultimately reduces the cost as well.
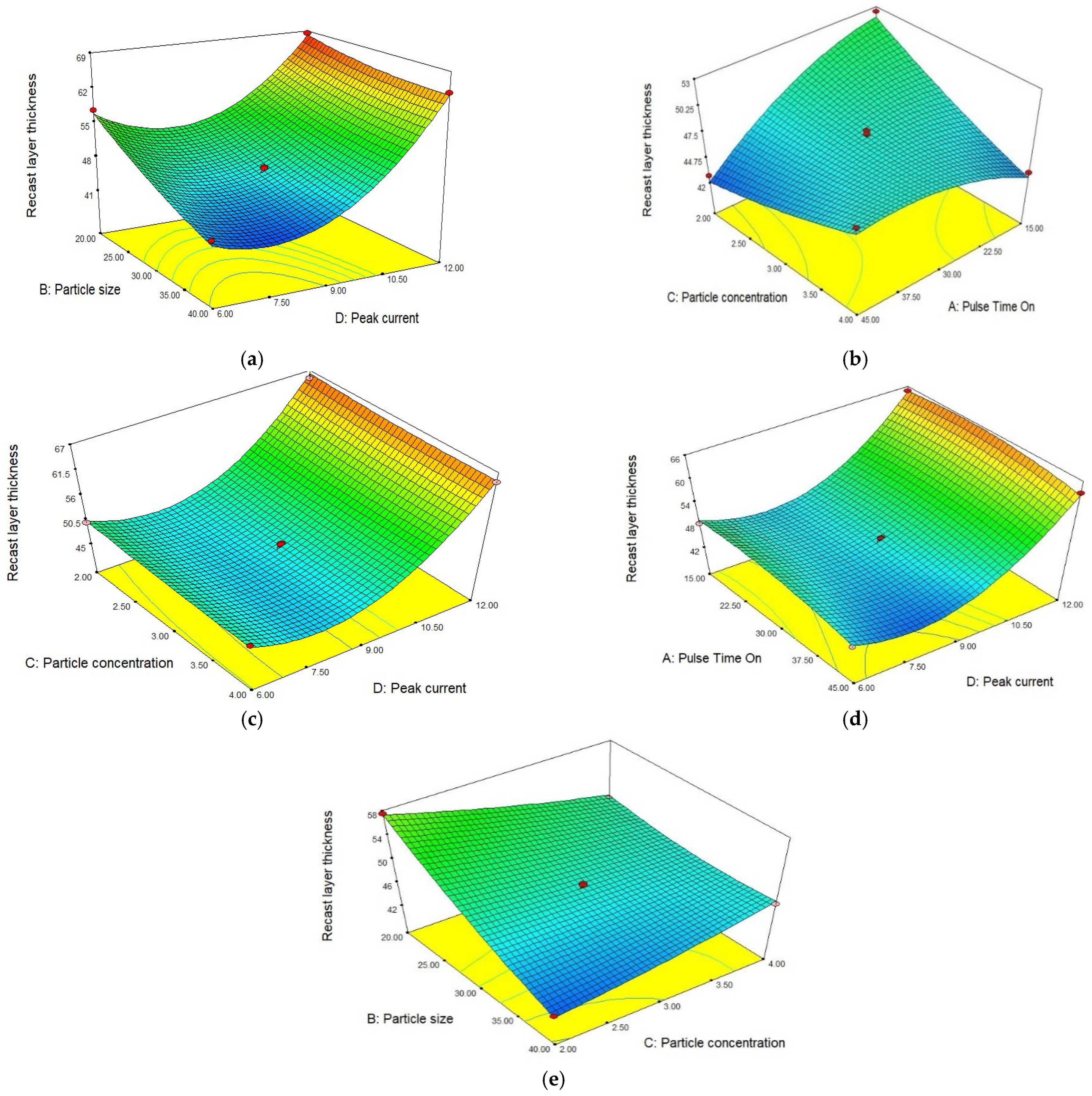
Most of the available research data describe the effect of powder mixed in dielectric on MRR and TWR. However, the effects of powder size and its concentration coupled with electrical parameters need to be identified on a machined surface with respect to surface integrity, i.e., recast layer thickness, hardness and crater size. These parameters define the surface quality at the microstructure level. These responses ultimately dictate the operational life of mold and die. The Box–Behnken design was employed to design the experiments and the influence of each input parameter on responses was analyzed. This research will assist in the selection of powder and electrical parameters to produce good surfaces without post machining finishing processes to overcome surface defects. The intention of this work was to explore the impact of Graphite powder (different particle size and concentration in die electric) combined with pulse time on and peak current on TWR, MRR, recast layer thickness (RLT), hardness and crater depth in a tool steel workpiece (EN-30B). The main objectives of this work are as follows:
To quantify the influence of different particle sizes, the concentration of Graphite powder with the variation in pulse time on and pulse current on MRR and TWR;
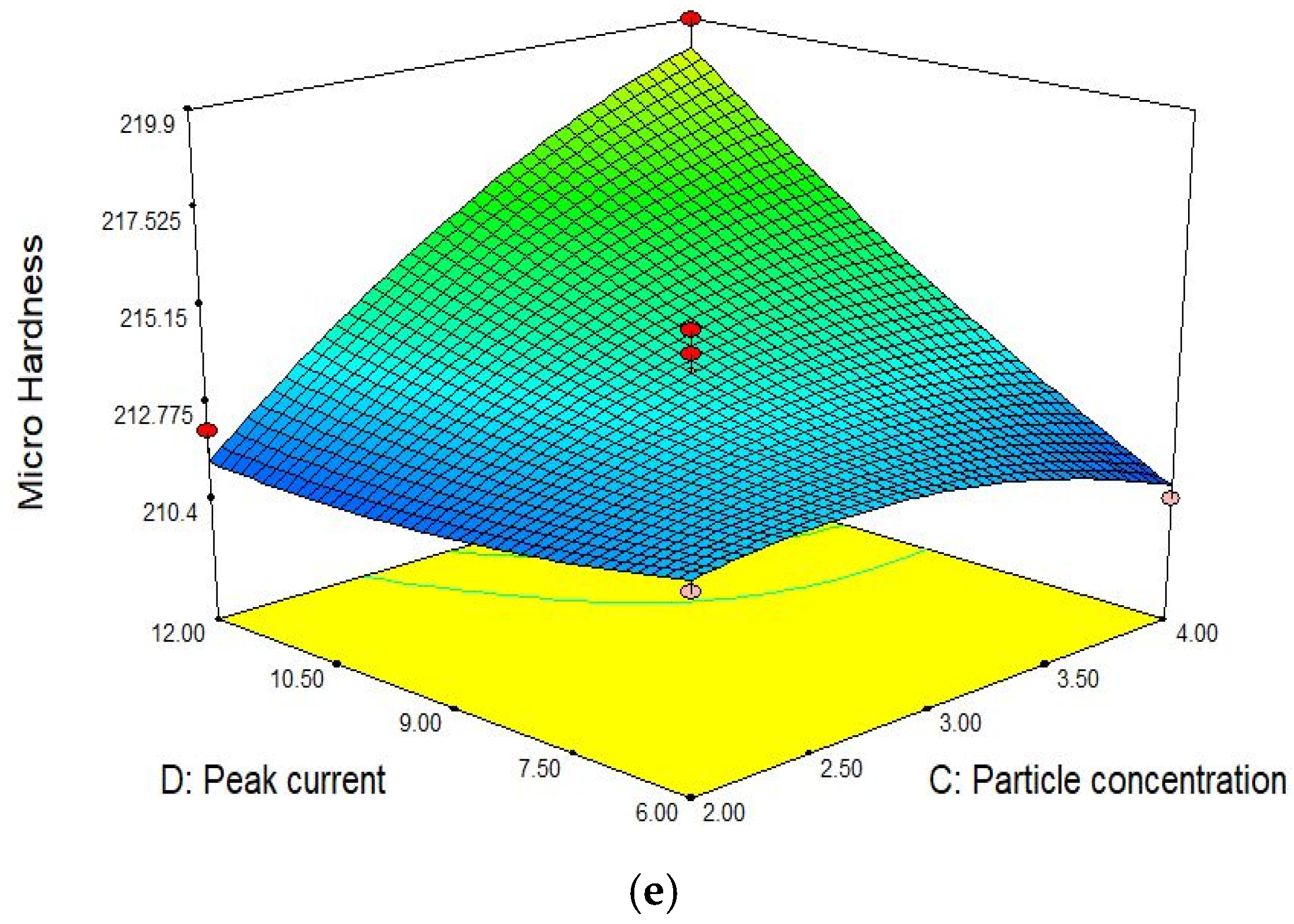
To assess the effect of Graphite powder (different particle size with different concentration in dielectric) pulse time on and Peak current on EDMed surface hardness;
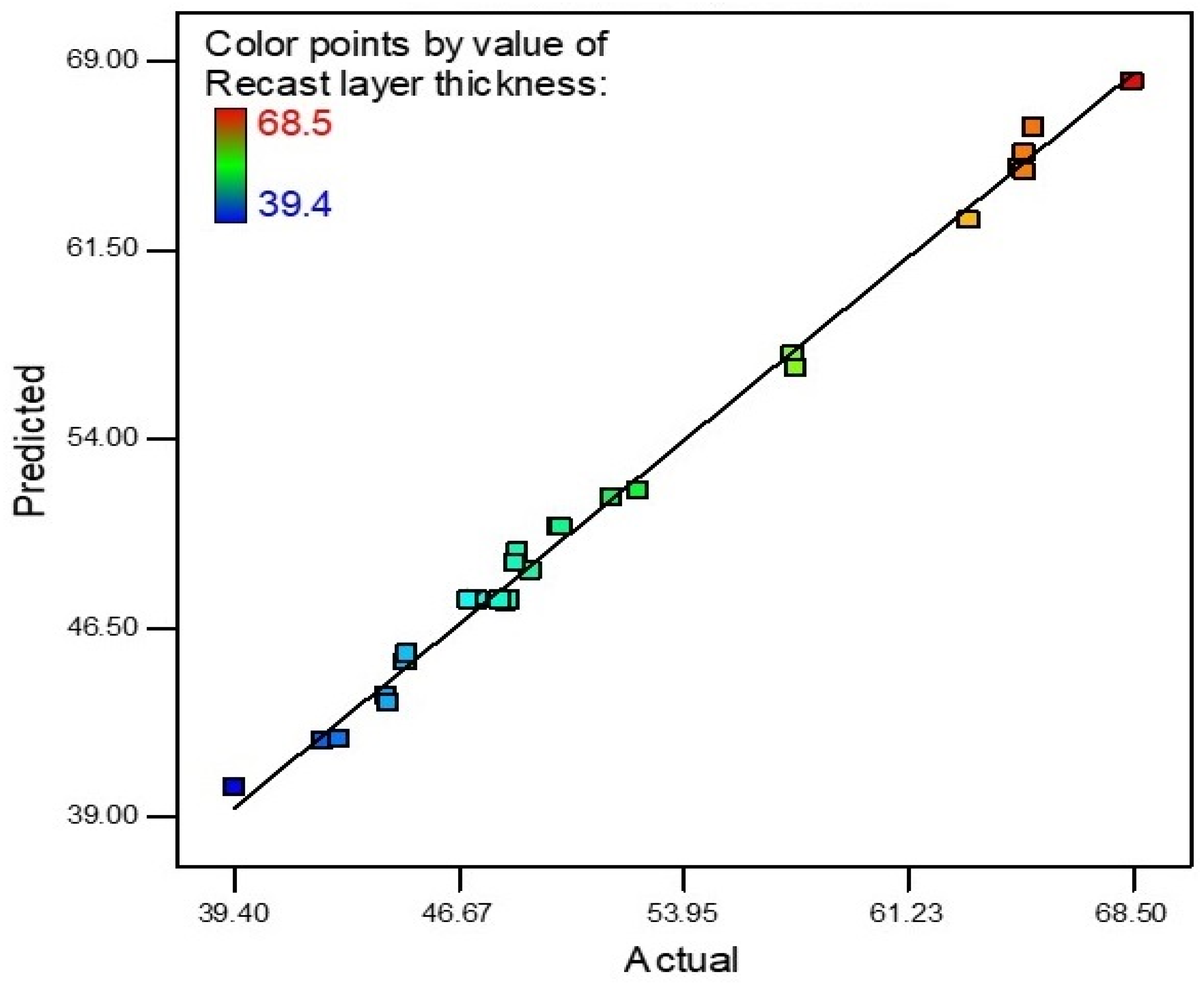
To develop a mathematical model for output responses.


 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}