
Experimental Study on the High Temperature Impact Torsional Behavior of Ti-1023 Alloy


Abstract
:1. Introduction
2. Materials and Methods
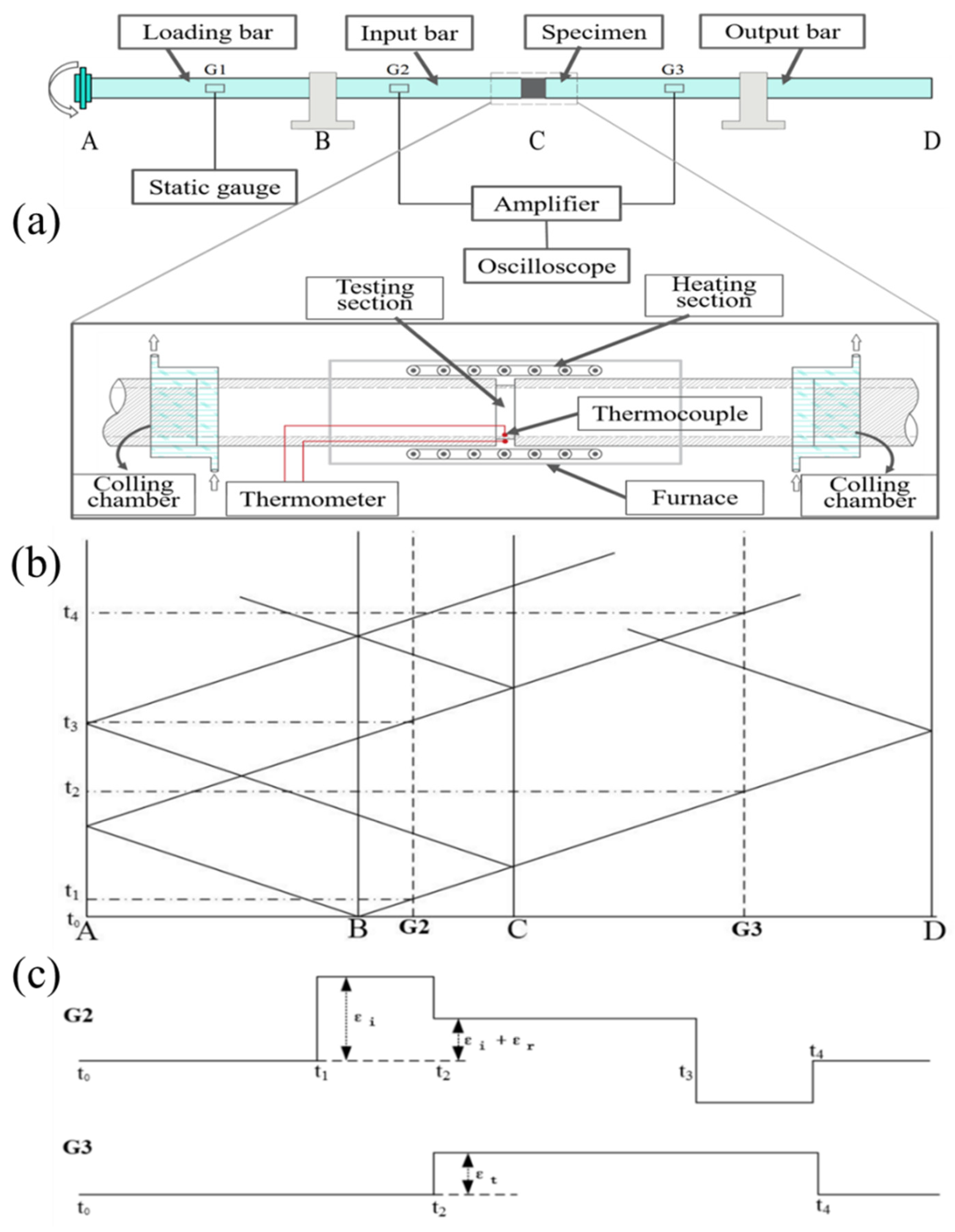
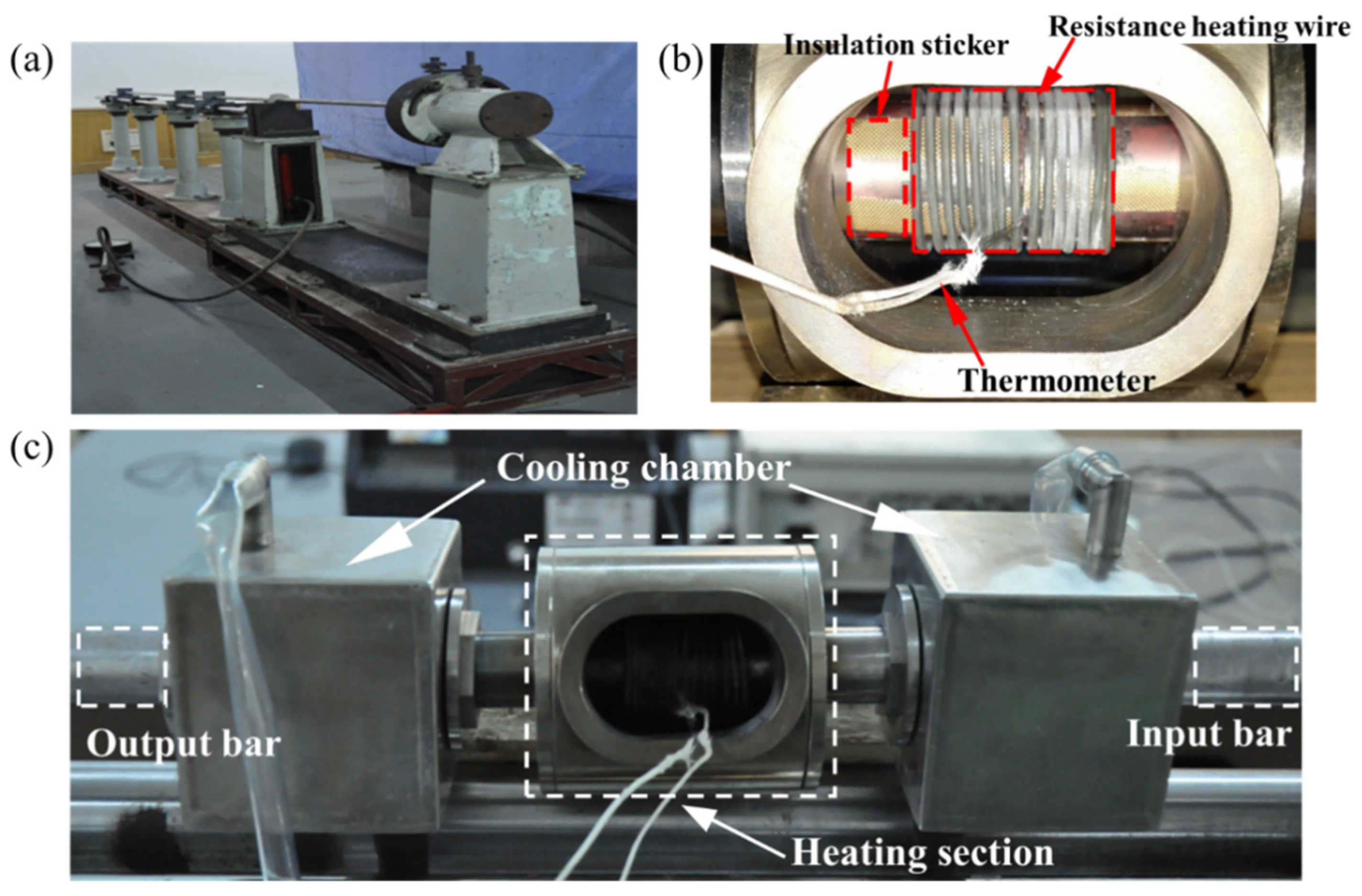
2.1. Modified Hopkinson Torsion Bar
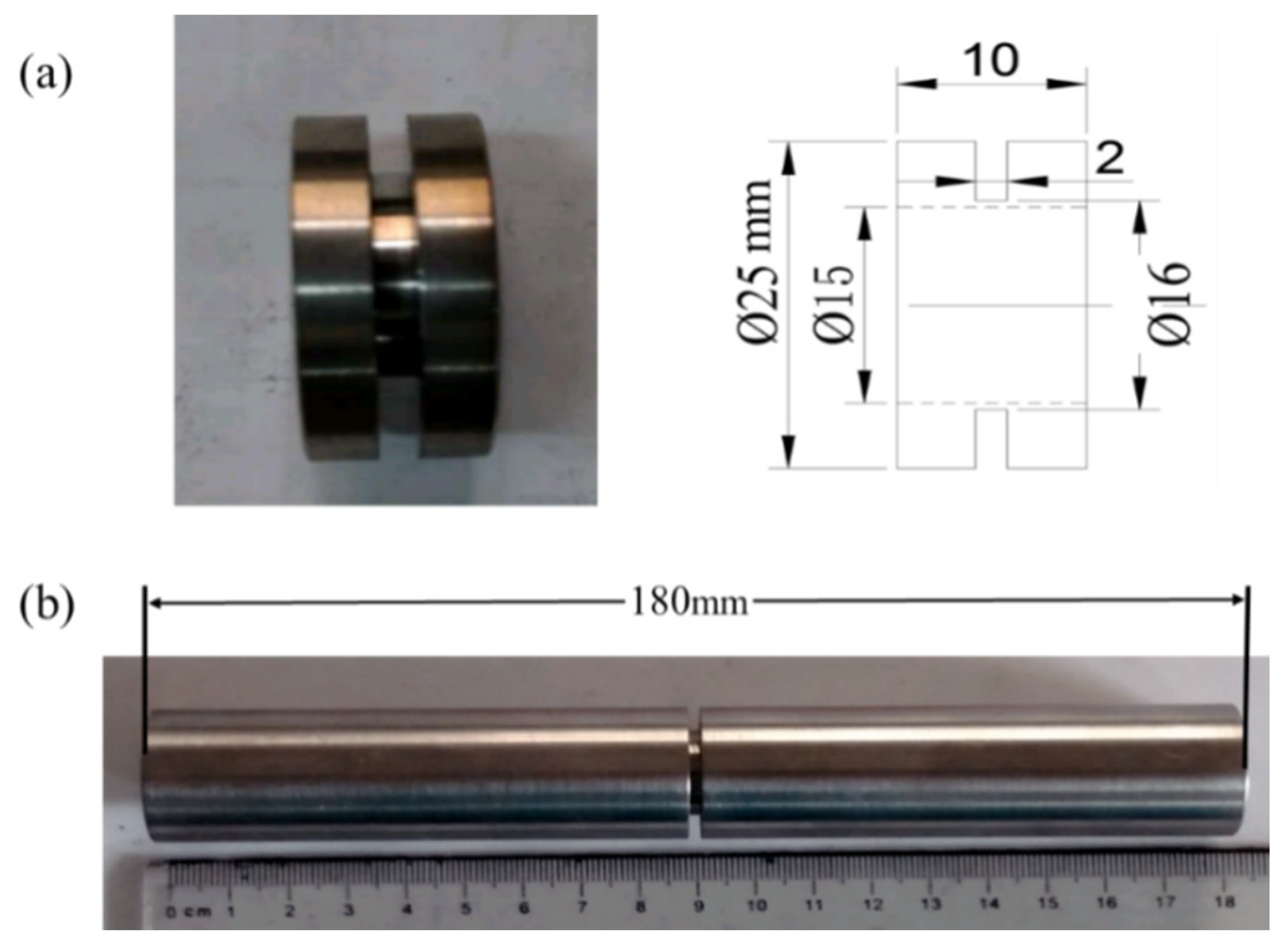
2.2. Experimental Material
3. Results
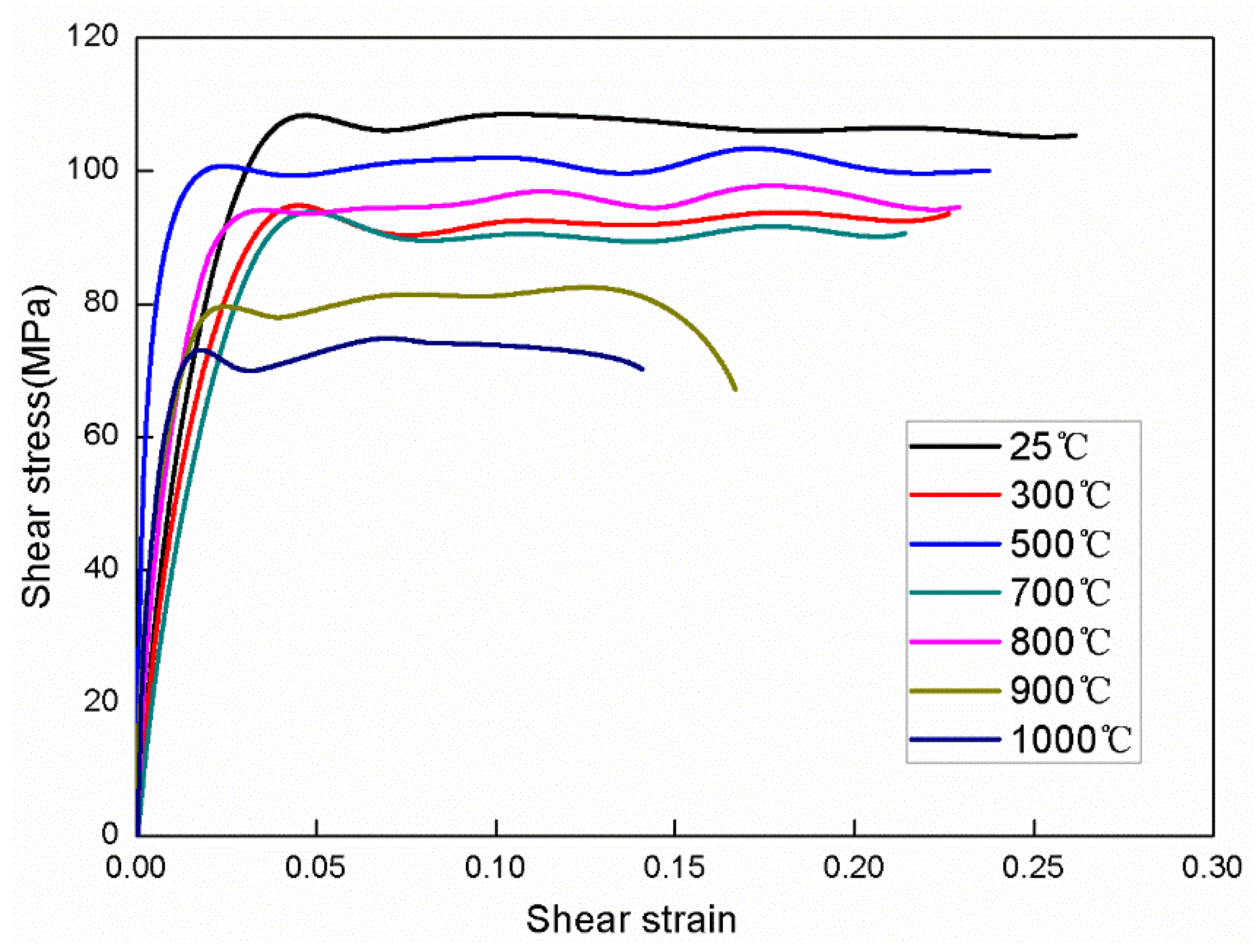
3.1. Shear Stress-Strain Curves
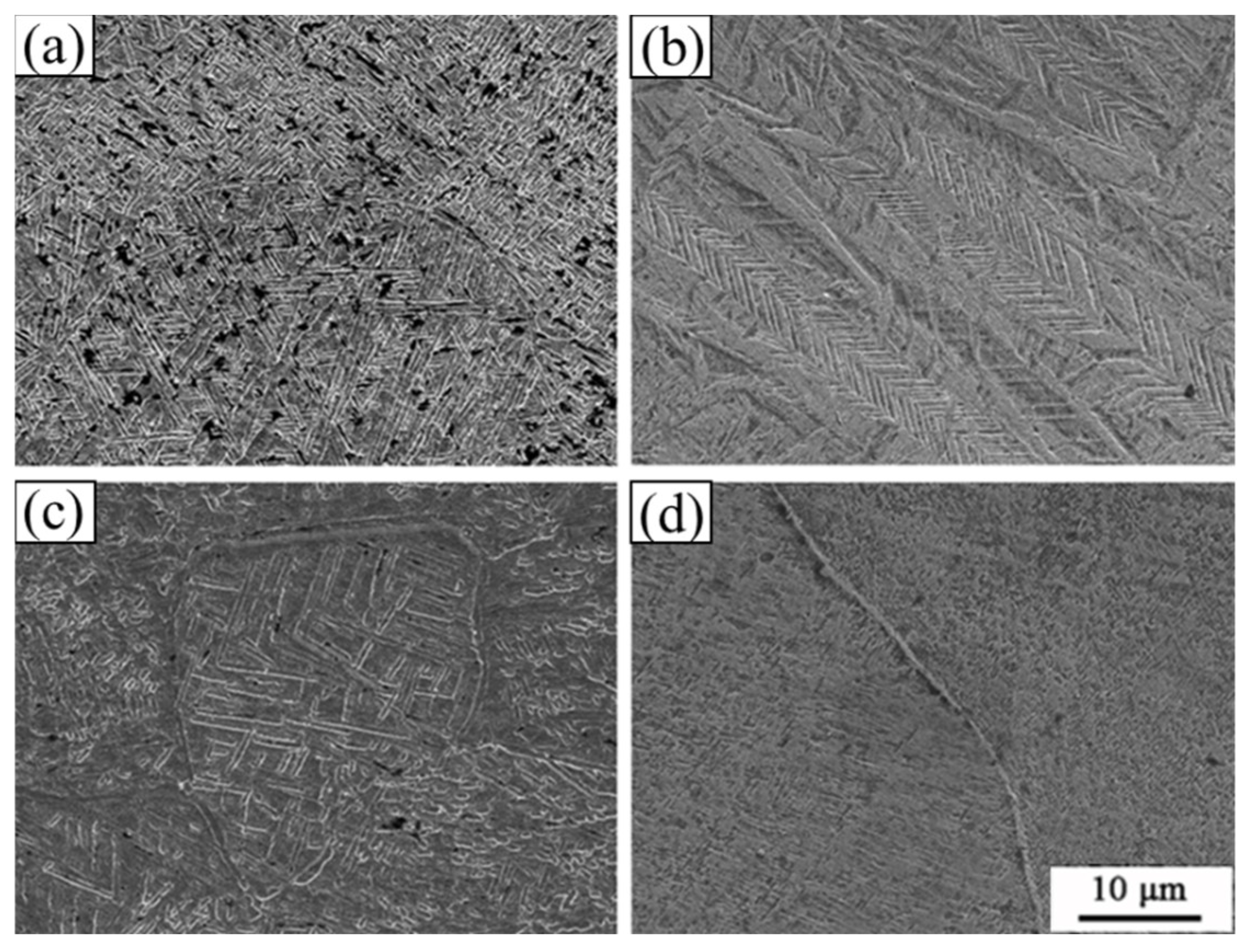
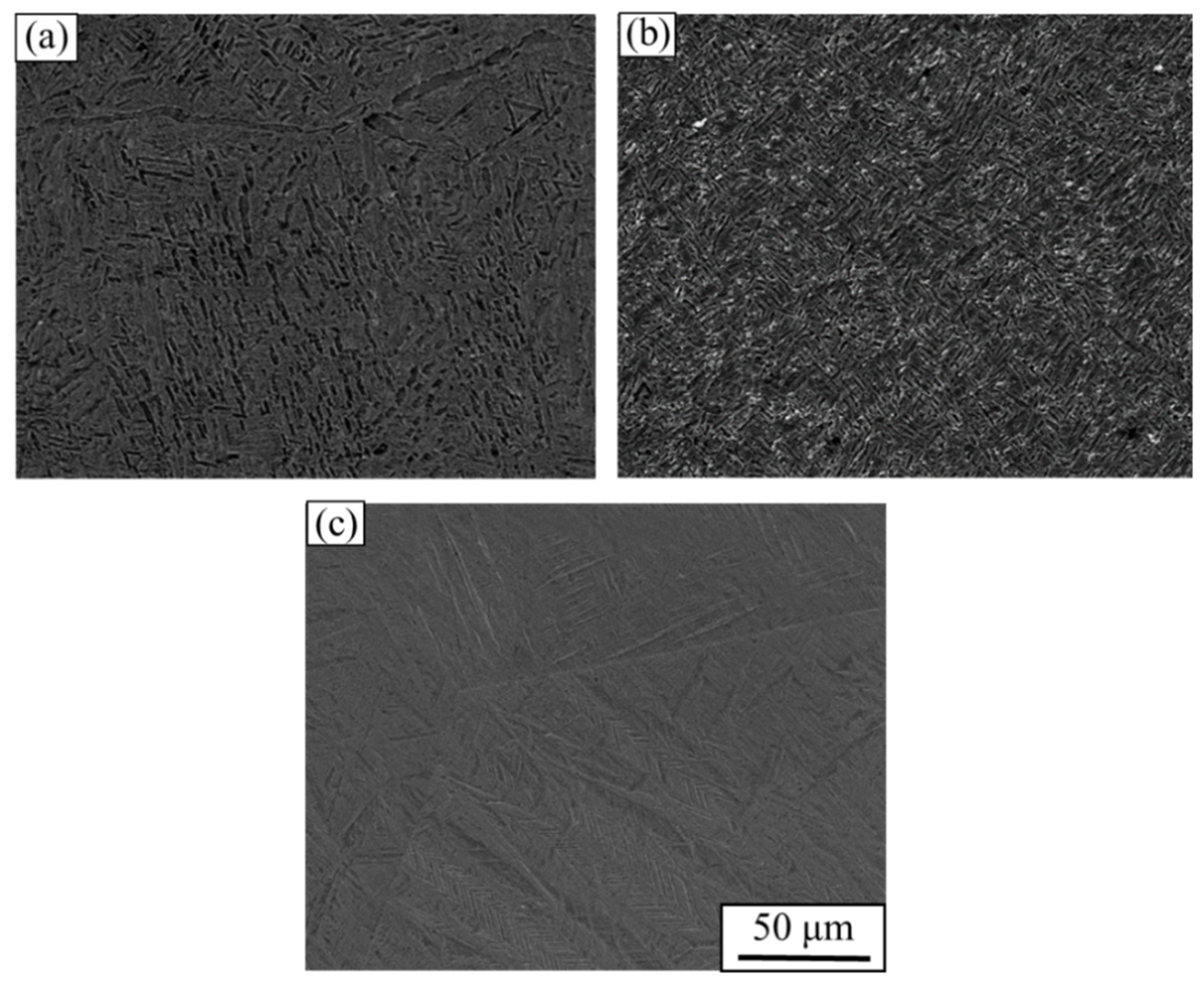
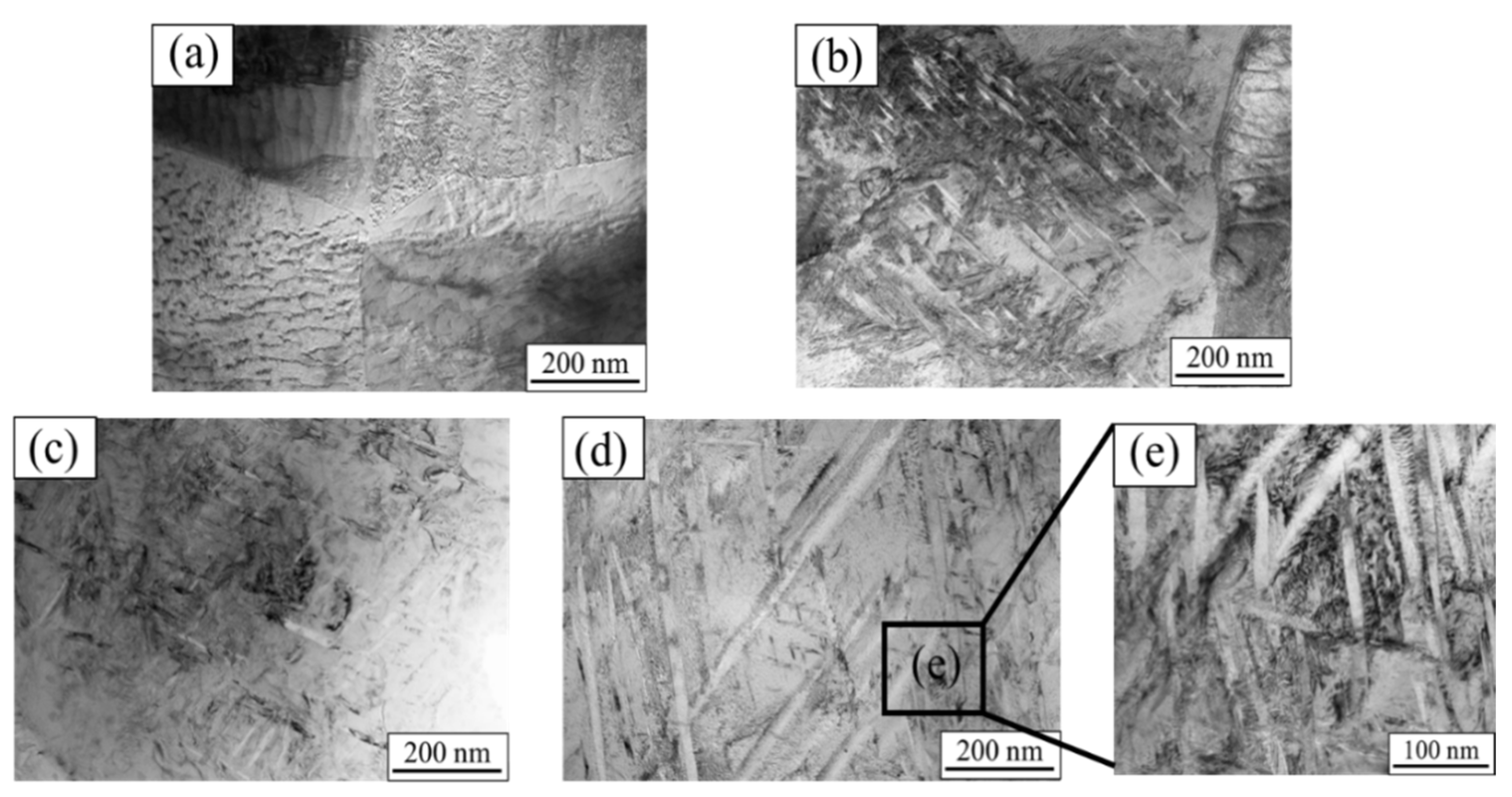
3.2. Microstructural Evolution in the Deformed Region
4. Conclusions
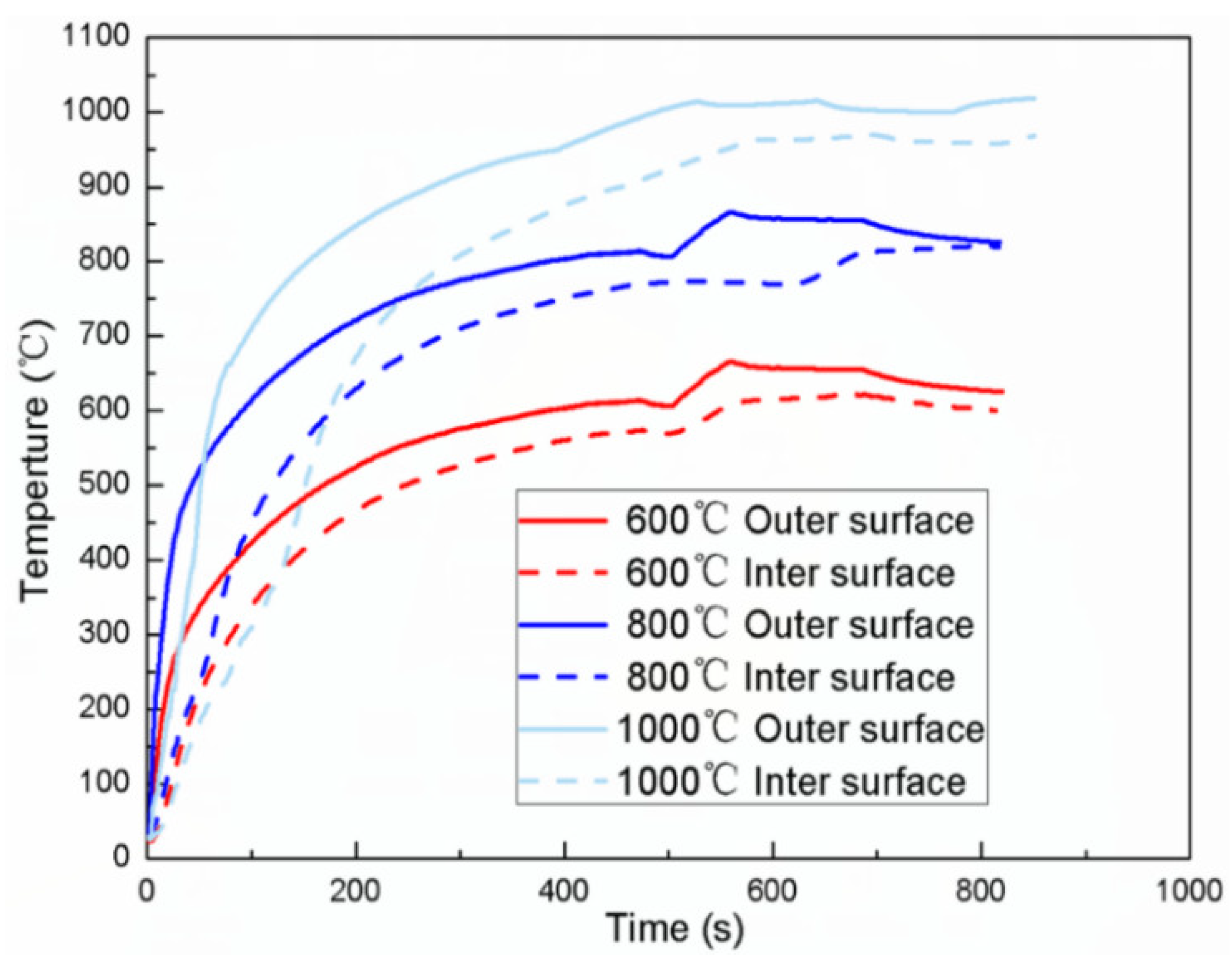
- The modified high-temperature Hopkinson torsion bar can achieve high-temperature testing within 1000 °C. The temperature monitoring of the specimen showed that the heating speed is fast during the experiment, and the temperature gradient of the experimental environment is small, which can ensure the validity of the experimental data.
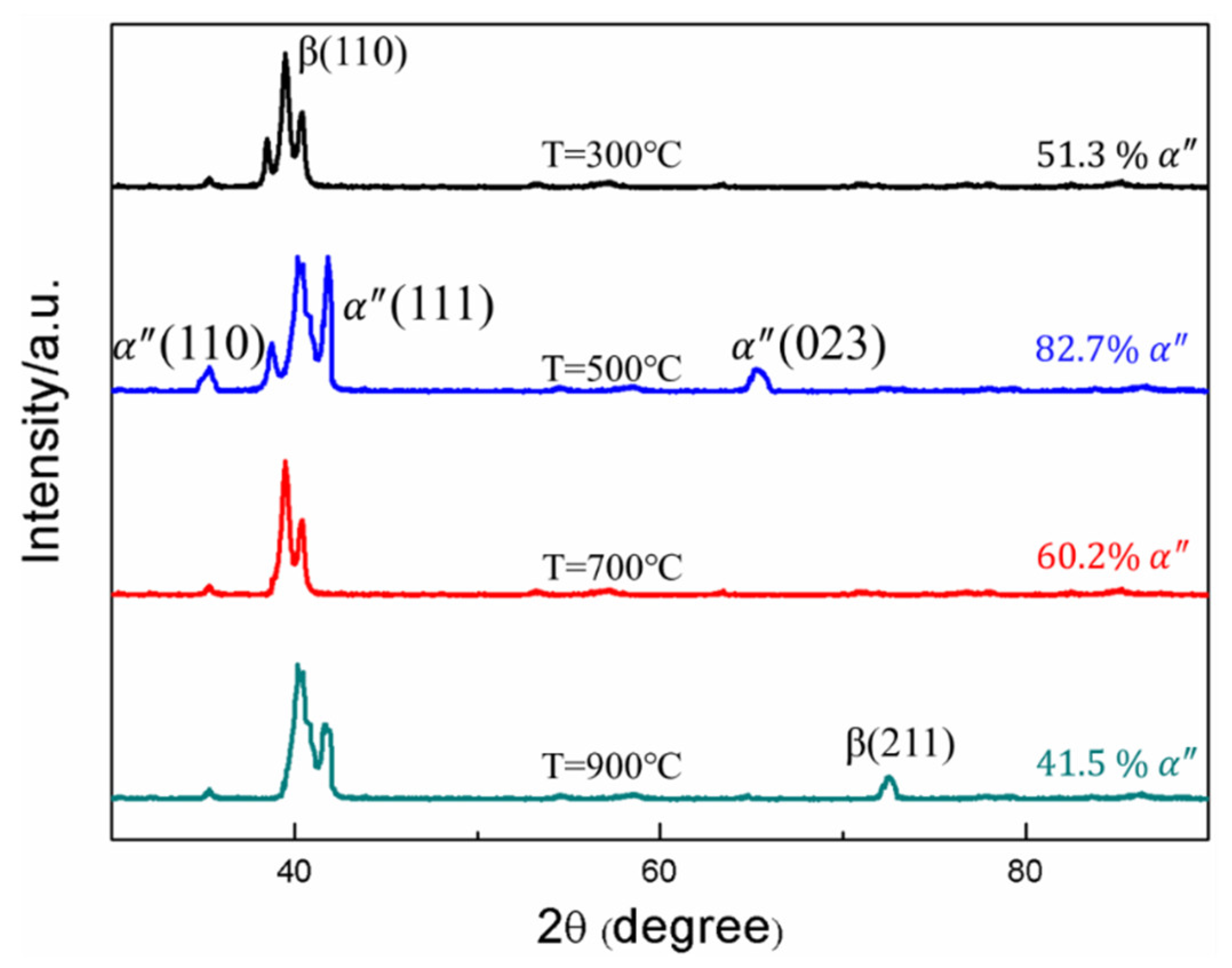
- The dynamic shear experiments on Ti-1023 found that when the temperature is lower than the transformation temperature, the stress-induced martensite is the key factor affecting the strength of the material; when the temperature is higher than the transformation temperature, the temperature becomes the main reason.
- The stress-induced martensite generated in Ti-1023 can effectively improve the strength of the material, and has little effect on the plasticity of the material. Therefore, the material properties can be modified by adjusting the content of stress-induced martensite in Ti-1023. The method is also applicable to other near-β phase titanium alloy materials.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Torzilli, P.A.; Grigiene, R.; Huang, C.; Friedman, S.M.; Doty, S.B.; Boskey, A.L.; Lust, G. Characterization of cartilage metabolic response to static and dynamic stress using a mechanical explant test system. J. Biomech. 1997, 30, 1–9. [Google Scholar] [CrossRef]
- Dannemann, K.A.; Chalivendra, V.B.; Song, B. Dynamic Behavior of Materials. Exp. Mech. 2012, 52, 117–118. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.; Zhang, B.; Forrestal, M.J. A split Hopkinson bar technique for low-impedance materials. Exp. Mech. 1999, 39, 81–85. [Google Scholar] [CrossRef]
- Chen, W.; Lu, F.; Cheng, M. Tension and compression tests of two polymers under quasi-static and dynamic loading. Polym. Test. 2002, 21, 113–121. [Google Scholar] [CrossRef]
- Zuo, L.S.; Zhang, X.Q.; Chen, L.S.; She, J.P.; Li, H.; Chen, W. Simulation of Laser Shock Wave Propagation and Dispersion in SHPB. Adv. Mater. Res. 2013, 681, 105–109. [Google Scholar] [CrossRef]
- Cheng, Z.Q.; Crandall, J.R.; Pilkey, W.D. Wave dispersion and attenuation in viscoelastic split Hopkinson pressure bar. Key Eng. Mater. 2013, 5, 547–550. [Google Scholar] [CrossRef]
- Yang, G.; Song, Y. The TSHB technique for material testing at high rates of strain. Appl. Math. Mech. 1985, 6, 393–399. [Google Scholar]
- Ozturk, A.; Akbarov, S.D. Propagation of torsional waves in a prestretched compound hollow circular cylinder. Mech. Compos. Mater. 2008, 44, 77–86. [Google Scholar] [CrossRef]
- Baker, W.E.; Yew, C.H. Strain-Rate Effects in the Propagation of Torsional Plastic Waves. J. Appl. Mech. 1966, 33, 917. [Google Scholar] [CrossRef]
- Clyens, S.; Evans, C.R.; Johnson, K.L. Measurement of the Viscosity of Supercooled Liquids at High Shear Rates with a Hopkinson Torsion Bar. Proc. R. Soc. A Math. Phys. Eng. Sci. 1982, 381, 195–214. [Google Scholar]
- Bassim, M.N. Torsional Hopkinson Testing: AlgoTuf 400F; Defence Research and Development Canada: Ottawa, ON, Canada, 2012.
- Liao, S.C.; Duffy, J. Adiabatic shear bands in a TI-6A1-4V titanium alloy. J. Mech. Phys. Solids 1998, 46, 2201–2231. [Google Scholar] [CrossRef]
- Cho, K.M.; Lee, S.; Nutt, S.R.; Duffy, J. Adiabatic shear band formation during dynamic torsional deformation of an HY-100 steel. Acta Metall. Mater. 1993, 41, 923–932. [Google Scholar] [CrossRef]
- Frantz, R.A., Jr.; Duffy, J. The Dynamic Stress-Strain Behavior in Torsion of 1100-0 Aluminum Subjected to a Sharp Increase in Strain Rate. J. Appl. Mech. 1972, 39, 939–945. [Google Scholar] [CrossRef]
- Yang, G.; Song, Y. An Experimental Study on Strain Rate Effect of l4 Pure Aluminum at Very High Rate of Deformation. Acta Mech. Solida Sin. 1986. Available online: http://en.cnki.com.cn/Article_en/CJFDTOTAL-GTLX198602005.htm (accessed on 20 April 2022).
- Chen, G.; Li, L.T.; Qiao, J.W.; Jiao, Z.M.; Ma, S.G.; Ng, F.L.; Zhu, Z.G.; Zhao, D.; Wang, Z.H. Gradient hierarchical grain structures of Al_(0.1)CoCrFeNi high-entropy alloys through dynamic torsion. Mater. Lett. 2019, 238, 163–166. [Google Scholar] [CrossRef]
- Jiang, X.; Xiao, G.; Fang, W.; Ye, A.; Fang, L.; Zhou, Y.; Zheng, X.; Zhang, K. T-Shaped Hopkinson Torsion Bar Device. 2013. Available online: https://patents.google.com/patent/CN103471938A/en (accessed on 20 April 2022).
- Jiang, X.; Li, Y.; Wang, X.; Hu, X.; Hu, S. Theoretical and Experimental Study of the Dynamic Behavior of Orthogonal Anisotropic Composites. Available online: http://en.cnki.com.cn/Article_en/CJFDTOTAL-BZCJ401.002.htm (accessed on 20 April 2022).
- Li, Y.; Nie, H.; Suo, T.; Guo, W.; Tang, Z. Electromagnetic Type Hopkinson Torsion Bar Loading Device Twists Reverse Rifle. 2015. Available online: https://patents.google.com/patent/CN204758411U/en (accessed on 20 April 2022).
- Lennon, A.M.; Ramesh, K.T. A technique for measuring the dynamic behavior of materials at high temperatures. Int. J. Plast. 1998, 14, 1279–1292. [Google Scholar] [CrossRef]
- Huo, J.; He, Y.; Chen, B. Experimental study on impact behaviour of concrete-filled steel tubes at elevated temperatures up to 800 °C. Mater. Struct. 2014, 47, 263–283. [Google Scholar] [CrossRef]
- Jia, B.; Li, Z.L.; Cheng, L.; Yao, H. Experimental Study on Dynamic Mechanical Behaviour of Concrete with High Temperature. Adv. Mater. Res. 2011, 194–196, 1109–1113. [Google Scholar] [CrossRef]
- Seo, S.; Min, O.; Yang, H. Constitutive equation for Ti–6Al–4V at high temperatures measured using the SHPB technique. Int. J. Impact Eng. 2005, 31, 735–754. [Google Scholar] [CrossRef]
- Khan, A.S.; Kazmi, R.; Farrokh, B. Multiaxial and non-proportional loading responses, anisotropy and modeling of Ti-6Al-4V titanium alloy over wide ranges of strain rates and temperatures. Int. J. Plast. 2007, 23, 931–950. [Google Scholar] [CrossRef]
- Ranc, N.; Taravella, L.; Pina, V.; Hervé, P. Temperature field measurement in titanium alloy during high strain rate loading—Adiabatic shear bands phenomenon. Mech. Mater. 2008, 40, 255–270. [Google Scholar] [CrossRef] [Green Version]
- Neelakantan, S.; San Martin, D.; Rivera-Díaz-del-Castillo, P.E.; van der Zwaag, S. Plasticity induced transformation in a metastableβTi-1023 alloy by controlled heat treatments. Mater. Sci. Technol. 2009, 25, 1351–1358. [Google Scholar] [CrossRef] [Green Version]
- Samiee, A.; Casillas, G.; Ahmed, M.; Savvakin, D.G.; Naseri, R.; Pereloma, E. Formation of Deformation-Induced Products in a Metastable-β Titanium Alloy during High Temperature Compression. Metals 2018, 8, 100. [Google Scholar] [CrossRef] [Green Version]
- Grosdidier, T.; Philippe, M.J. Deformation induced martensite and superelasticity in a β-metastable titanium alloy. Mater. Sci. Eng. A 2006, 291, 218–223. [Google Scholar] [CrossRef]
- Sa De Ghpour, S.; Abbasi, S.M.; Morakabati, M. Deformation-induced martensitic transformation in a new metastable β titanium alloy. J. Alloys Compd. 2015, 650, 22–29. [Google Scholar] [CrossRef]
- Furuhara, T.; Annaka, S.; Tomio, Y.; Maki, T. Superelasticity in Ti-10V-2Fe-3Al alloys with nitrogen addition. Mater. Sci. Eng. A 2006, 438, 825–829. [Google Scholar] [CrossRef]
- Chen, N.; Kou, H.; Wu, Z.; Qiang, F.; Hua, K.; Wang, C.; Tang, B.; Li, J.; Molina-Aldareguia, J.M. Design of metastable β-Ti alloys with enhanced mechanical properties by coupling αS precipitation strengthening and TRIP effect. Mater. Sci. Eng. A 2022, 835, 142696. [Google Scholar] [CrossRef]
- Li, L.; Jin, T.; Shuang, F.; Li, Z.; Wang, Z.; Ma, W. Micro-Mechanisms of Shear Deformation Localization of Ti6Al4V Alloy under Shear-Compressive Loading Conditions. Materials 2020, 13, 5646. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ti | V | Al | Fe | C | O | N | H |
|---|---|---|---|---|---|---|---|---|
| content% | 84 | 10.5 | 3.14 | 2.1 | 0.02 | 0.01 | 0.03 | 0.002 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, L.; Wang, Z.; Ma, W. Experimental Study on the High Temperature Impact Torsional Behavior of Ti-1023 Alloy. Materials 2022, 15, 3847. https://doi.org/10.3390/ma15113847
Li L, Wang Z, Ma W. Experimental Study on the High Temperature Impact Torsional Behavior of Ti-1023 Alloy. Materials. 2022; 15(11):3847. https://doi.org/10.3390/ma15113847
Chicago/Turabian StyleLi, Lintao, Zhihua Wang, and Wei Ma. 2022. "Experimental Study on the High Temperature Impact Torsional Behavior of Ti-1023 Alloy" Materials 15, no. 11: 3847. https://doi.org/10.3390/ma15113847