
A Study of the Effects of Hf and Sn on the Microstructure, Hardness and Oxidation of Nb-18Si Silicide-Based Alloys-RM(Nb)ICs with Ti Addition and Comparison with Refractory Complex Concentrated Alloys (RCCAs)


Abstract
:1. Introduction
2. Experimental
3. Results
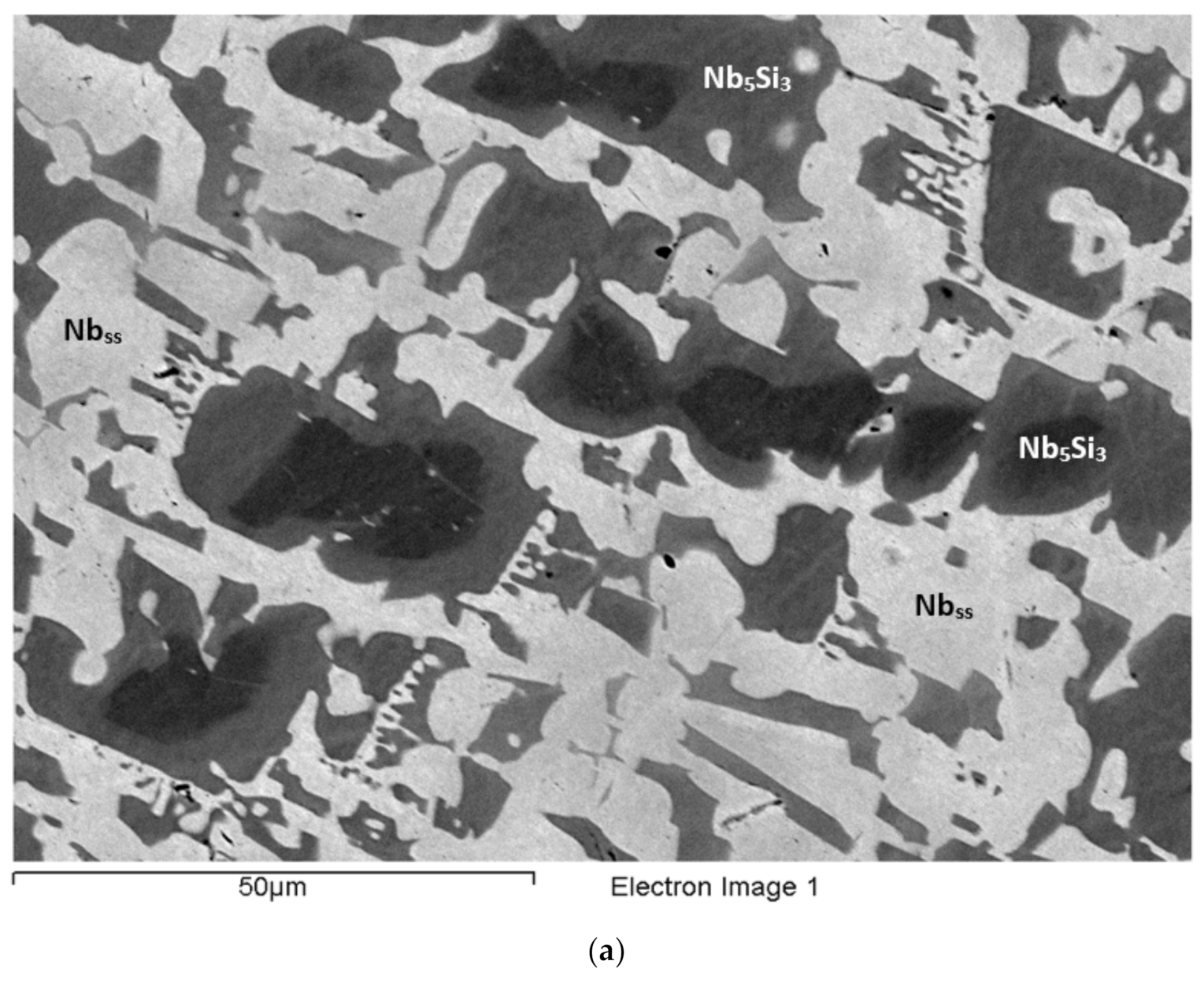
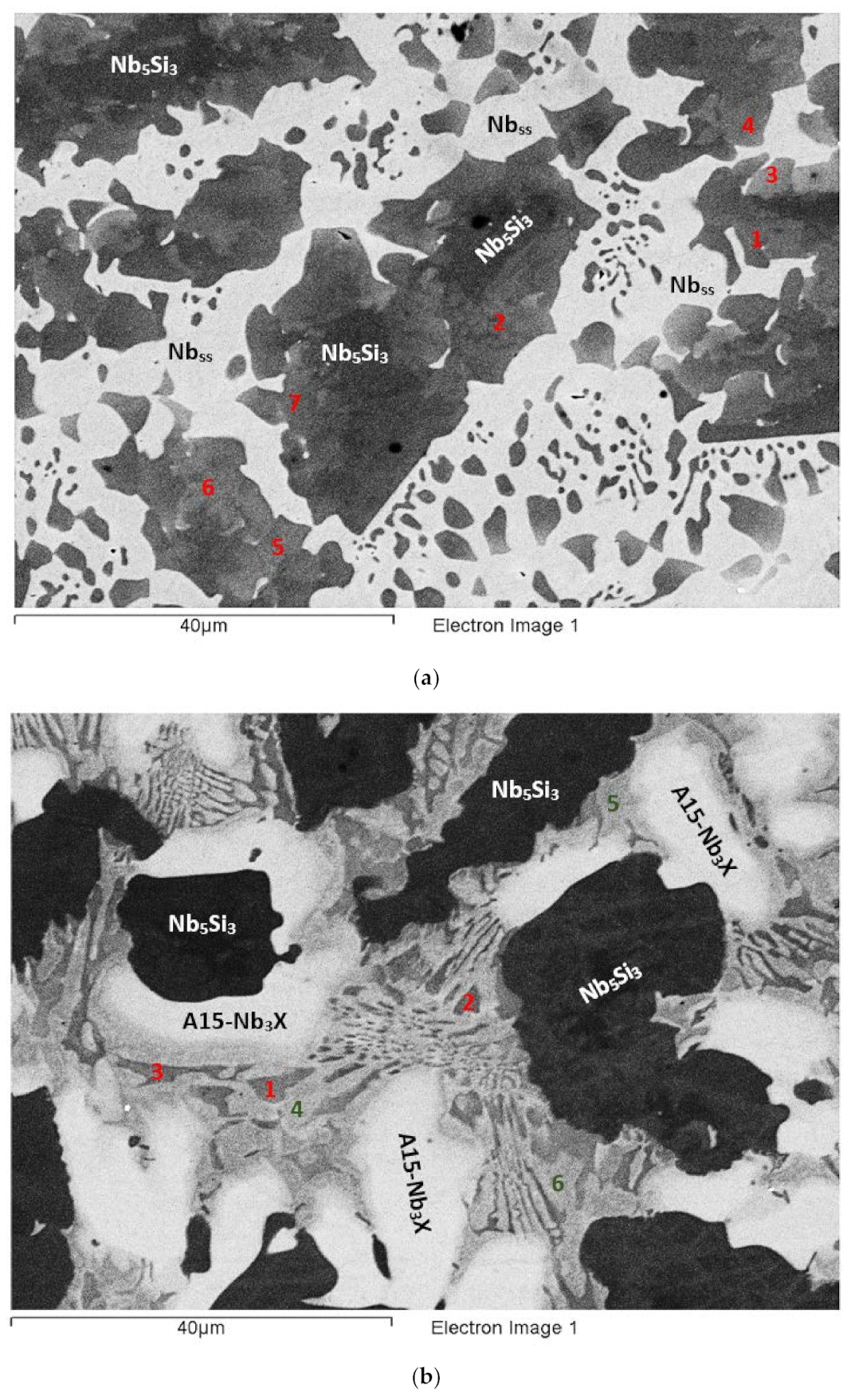
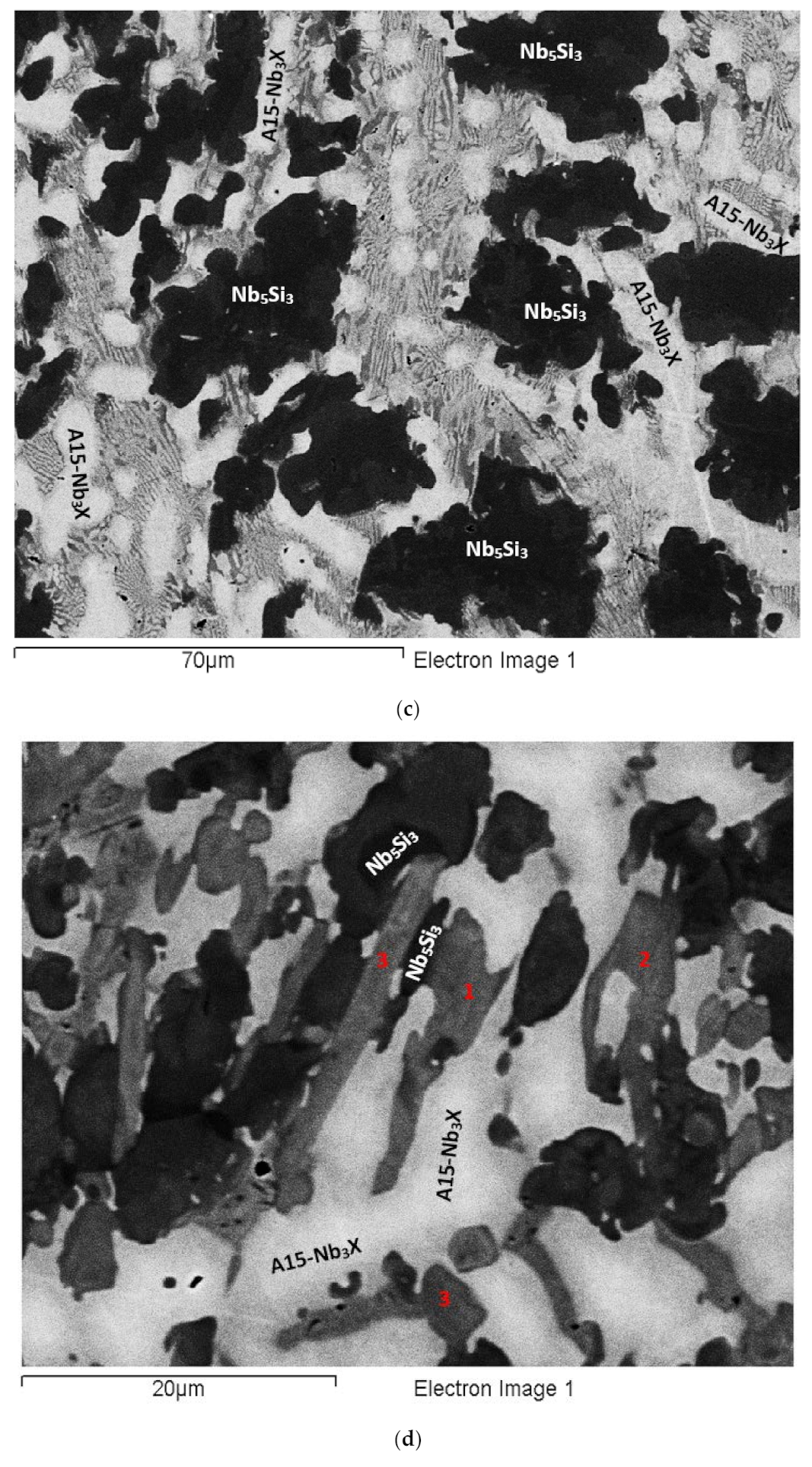
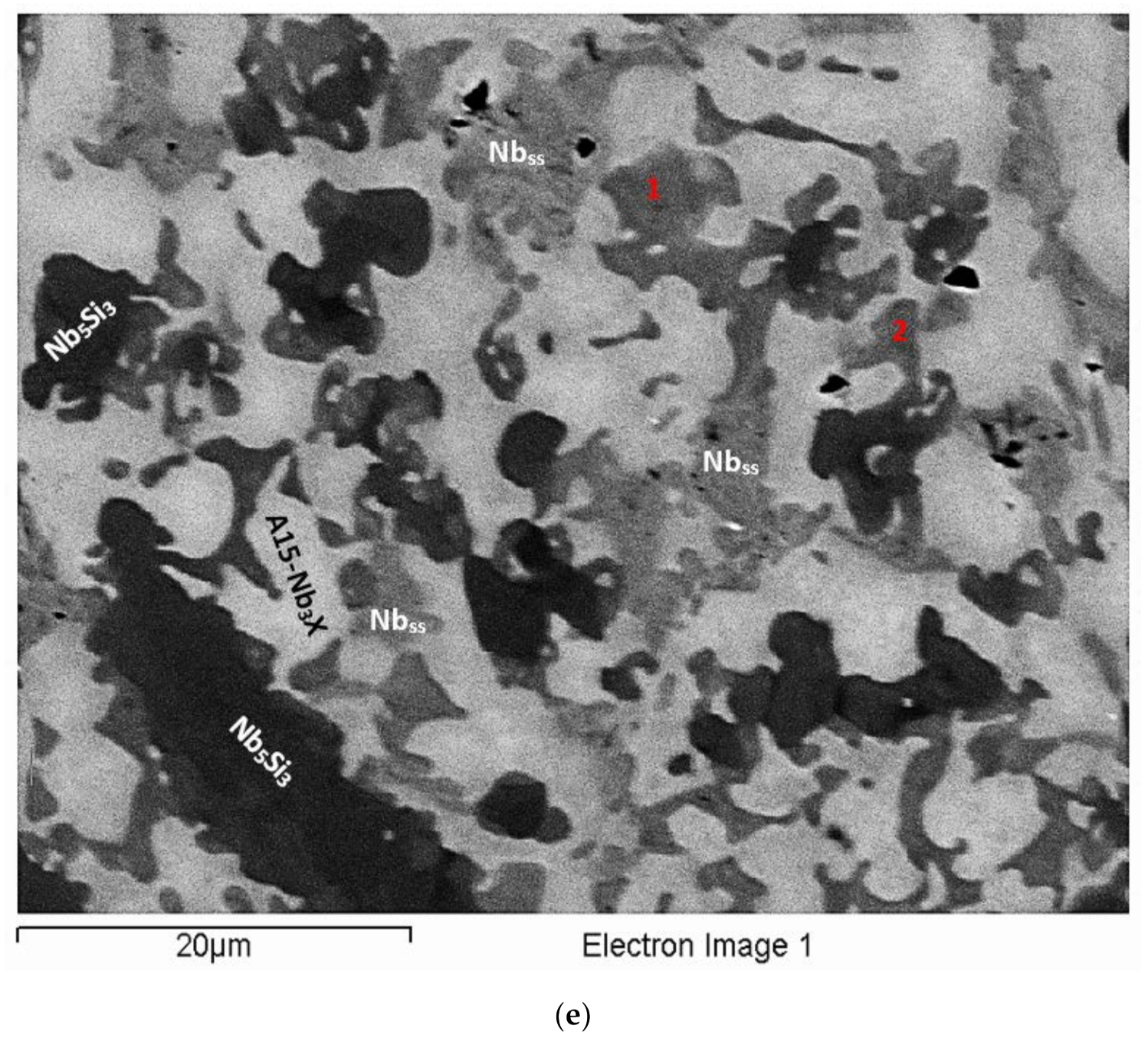
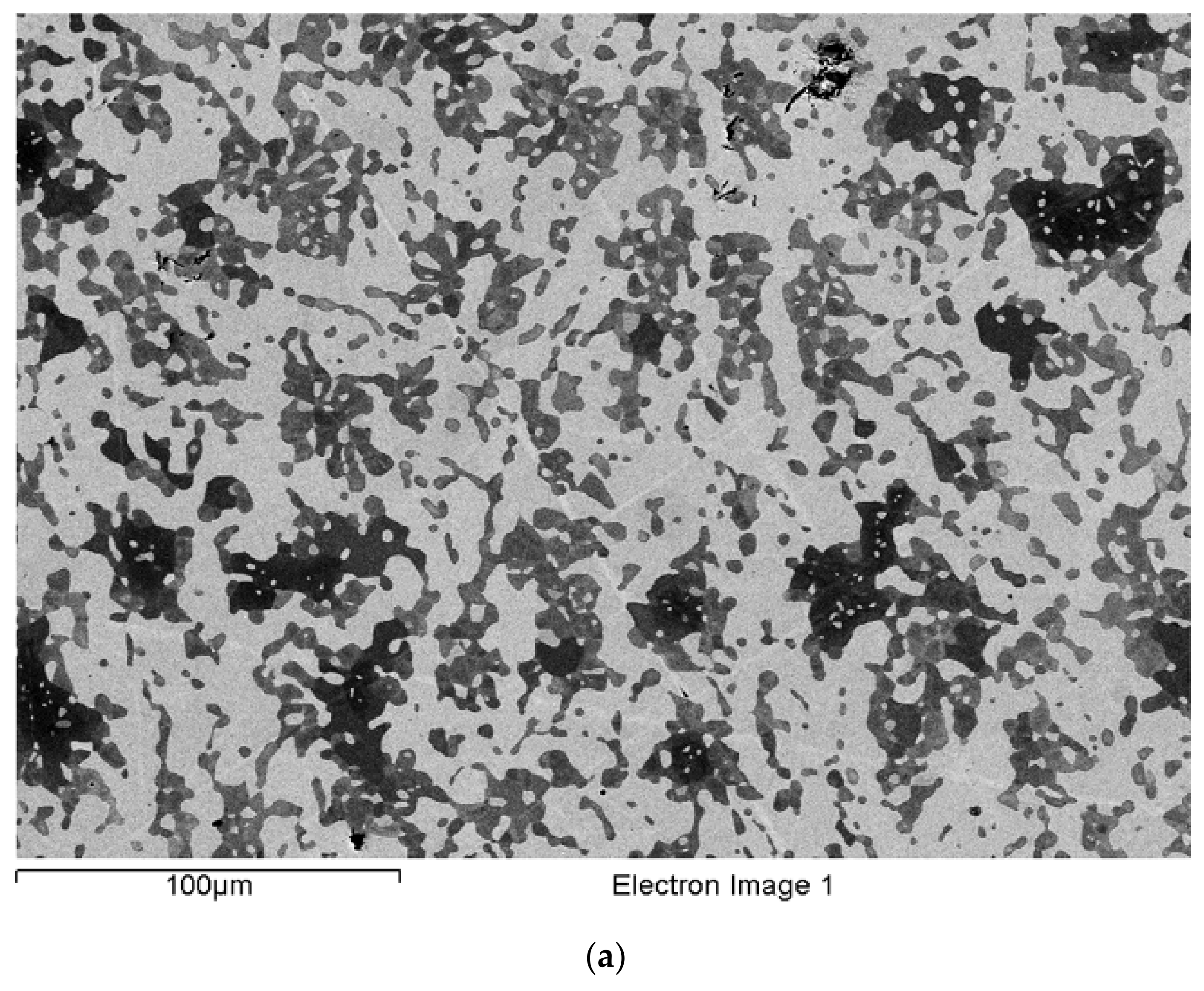
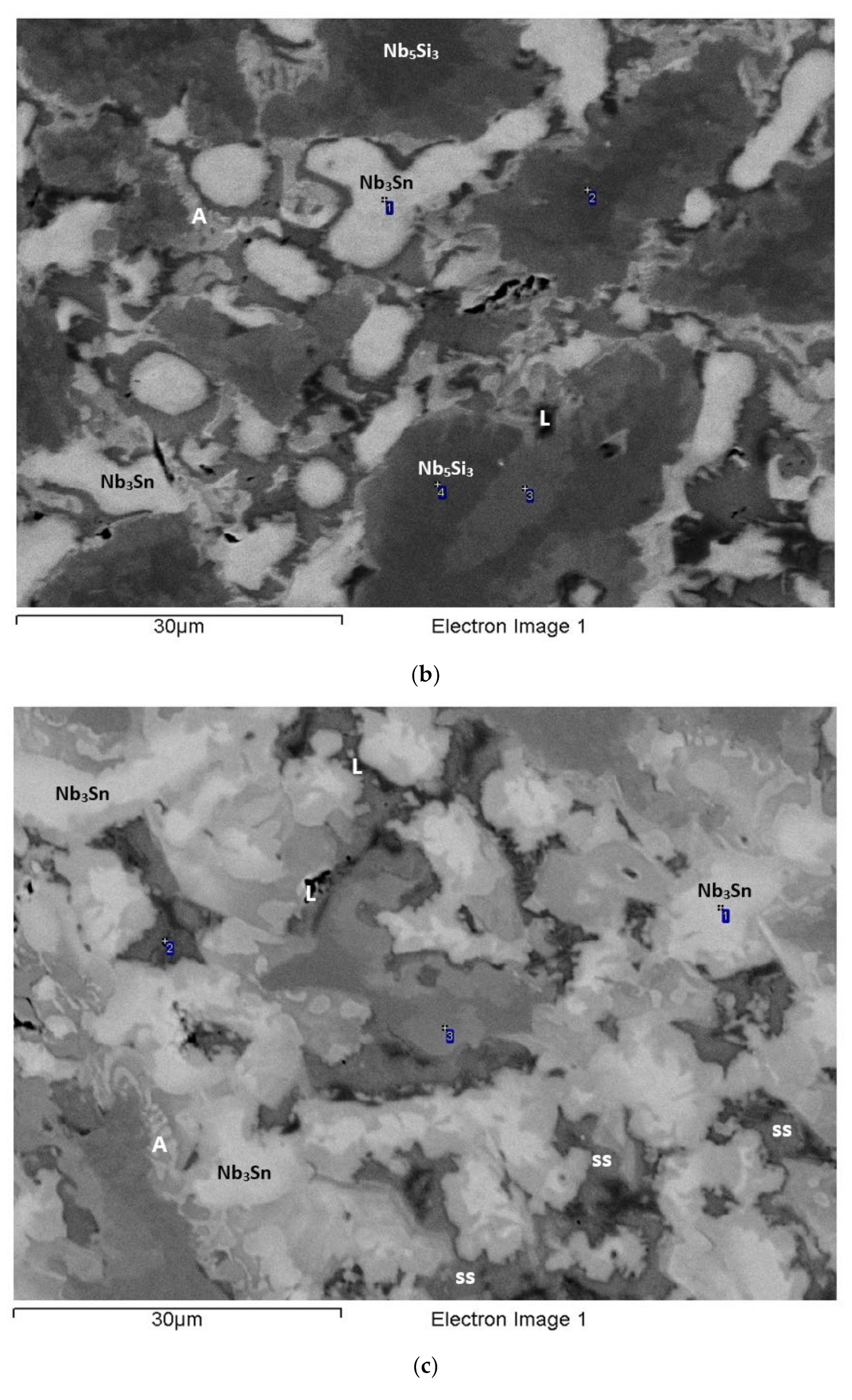
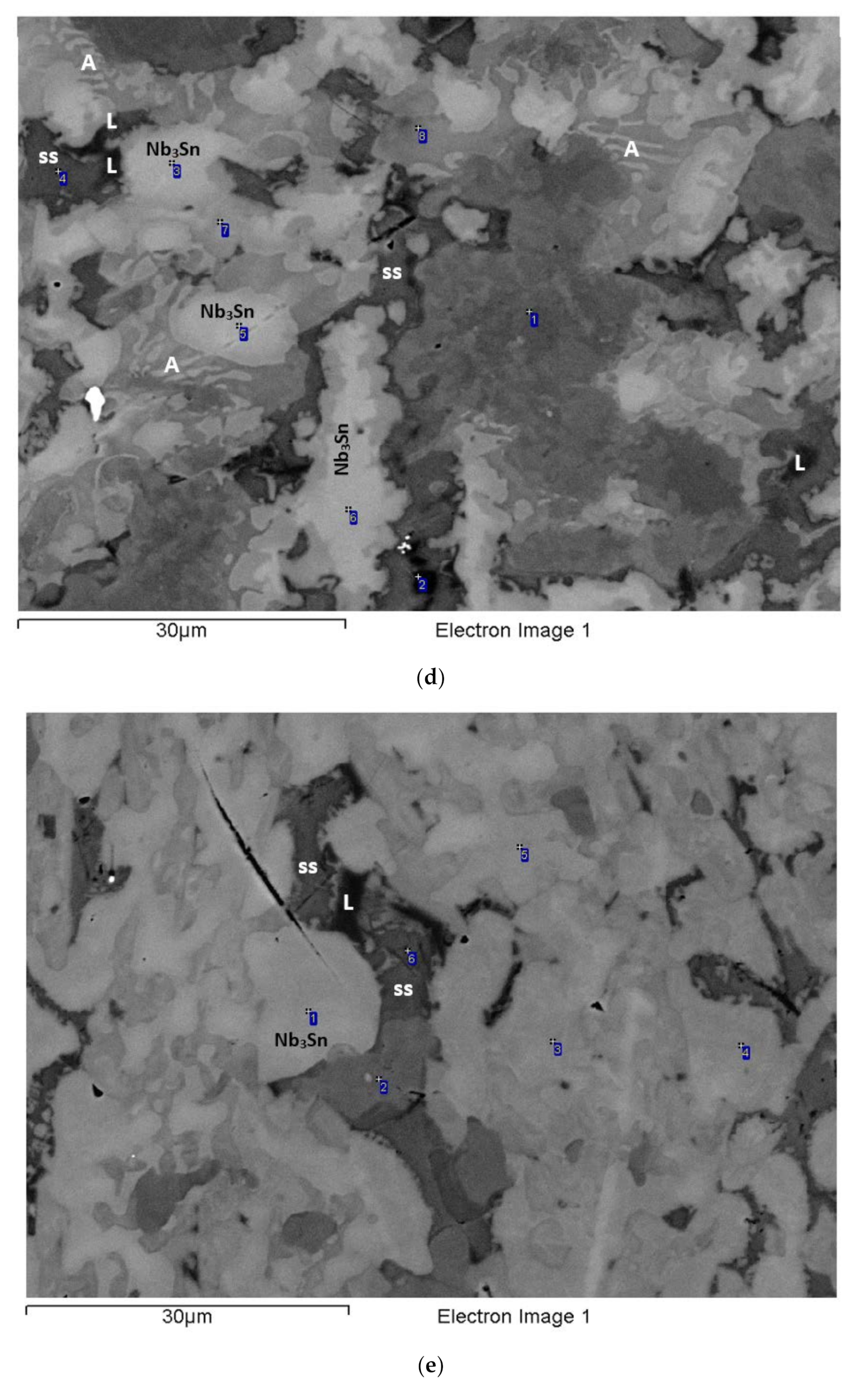
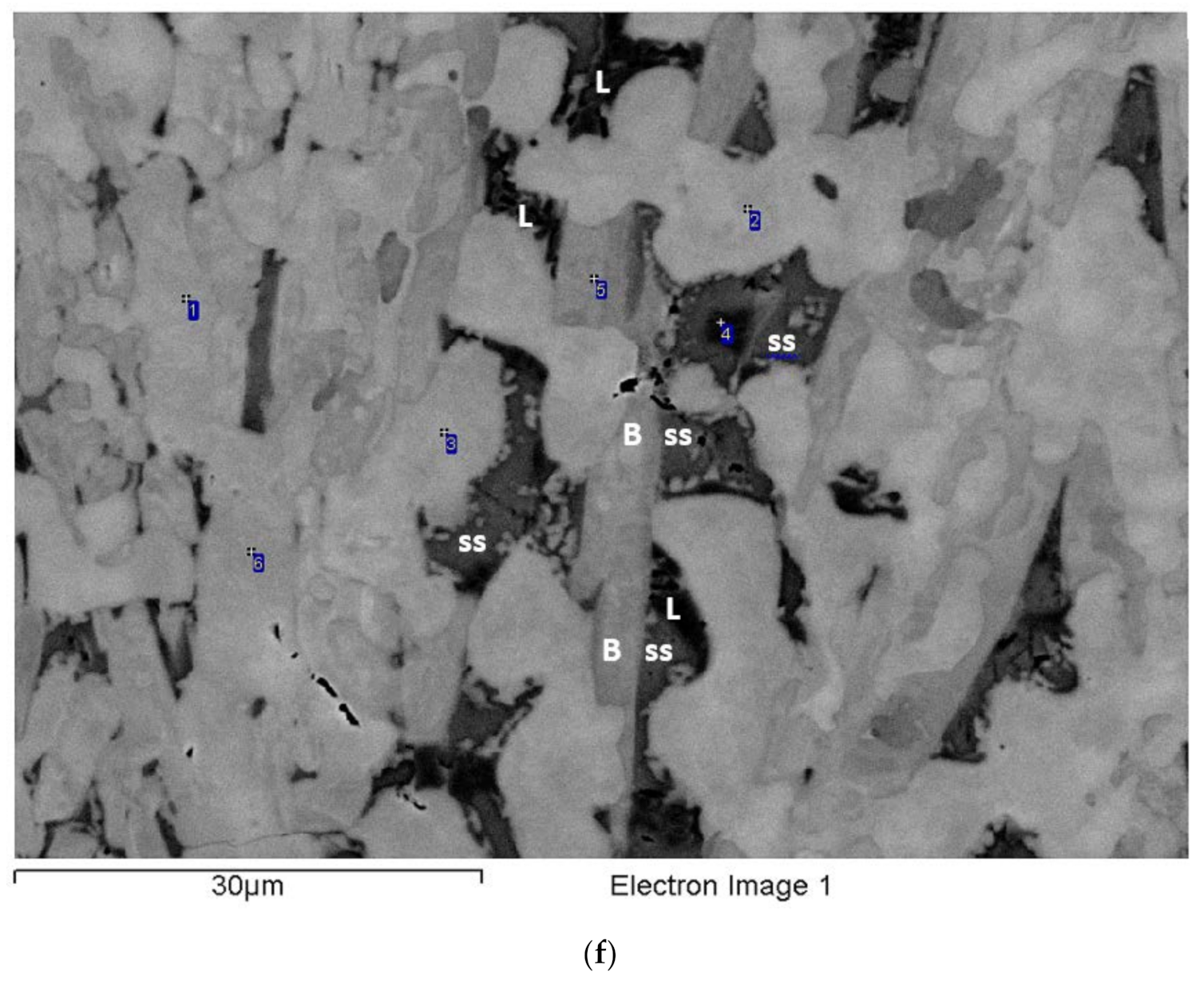
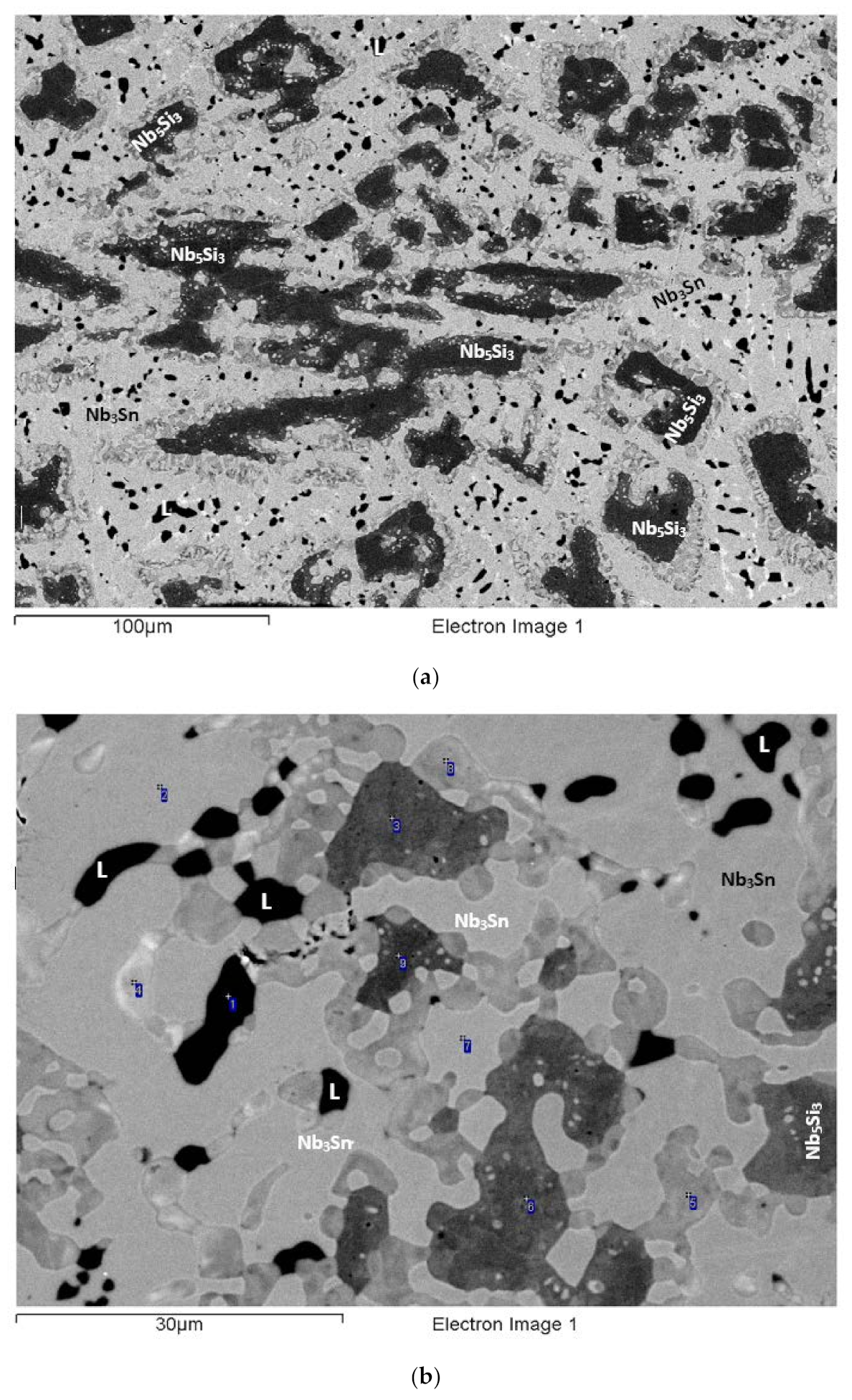
3.1. As-Cast EZ2
3.2. Heat-Treated EZ2 (1500 °C/100 h)
3.3. As-Cast EZ5
3.4. Heat-Treated EZ5-HT1 (1500 °C/100 h)
3.5. Heat-Treated EZ5-HT2 (1500 °C/200 h)
3.6. As-Cast EZ6
3.7. Heat-Treated EZ6-HT1 (1500 °C/100 h)
3.8. Heat-Treated EZ6-HT2 (1200 °C/100 h)
3.9. As-Cast EZ8
3.10. Heat-Treated EZ8 (EZ8-HT)
3.11. Hardness
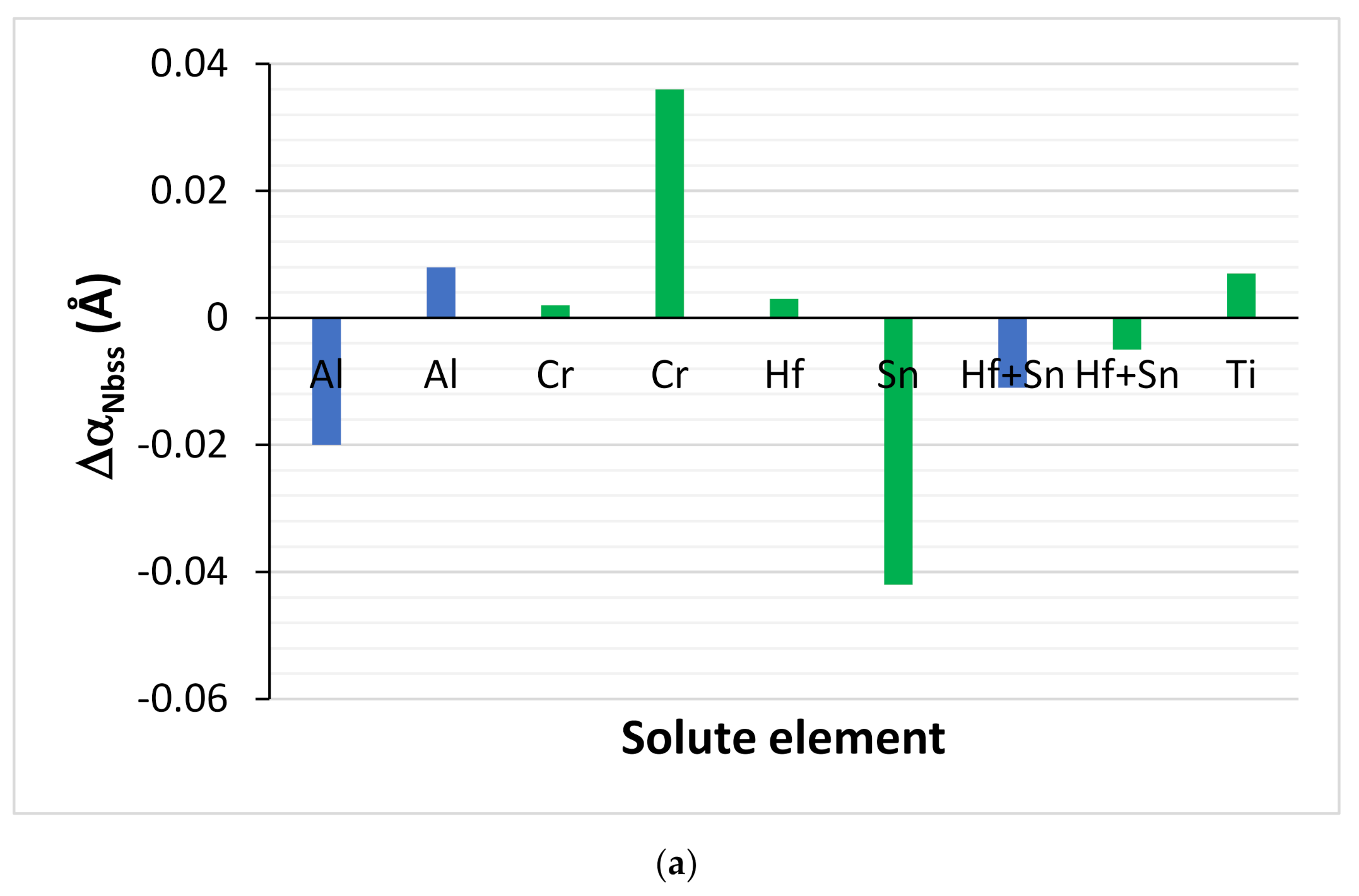
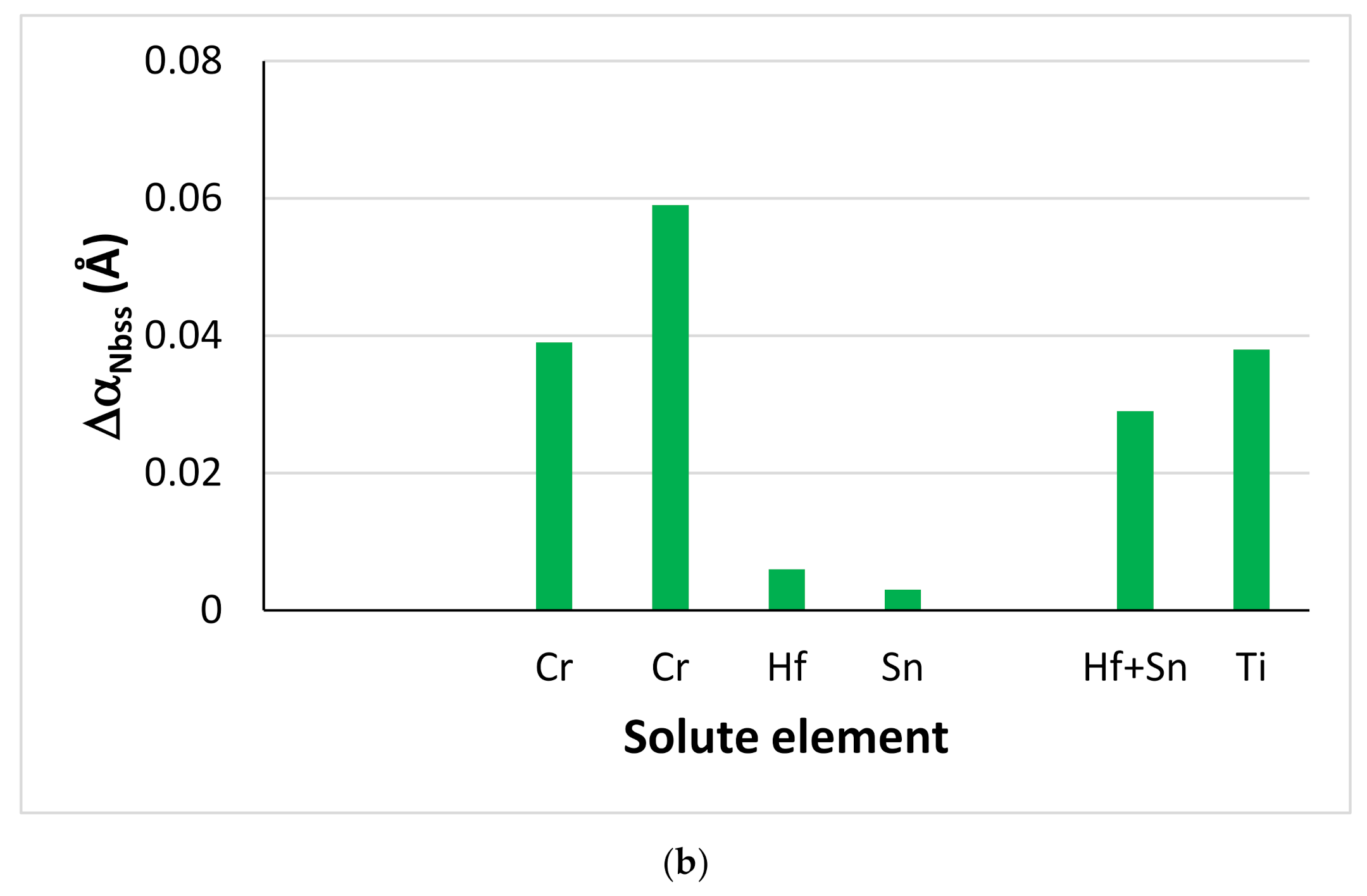
3.12. Lattice Parameter of Nbss
4. Discussion
4.1. Macrosegregation
- (i)
- In the absence of Sn,
- (a)
- the synergy of Ti with simultaneous additions of Al and Cr decreased MACSi (compare the alloys KZ7, KZ4 and KZ5);
- (b)
- the effect of the synergy of Ti with Hf on the increase of MACSi was stronger than the synergy of Ti with Cr or Al individually (compare the alloys YG3, KZ7, KZ4), and the same was the case when Ti was in synergy with Al, Cr, and Hf simultaneously (compare the alloys KZ5 and JN1);
- (ii)
- In the absence of both Ti and Sn,
- (c)
- the synergy of Hf with Al slightly increased MACSi compared with the synergy of Hf with Cr (alloys YG2 and YG1);
- (iii)
- With the addition of 5 at.% Sn but with no Ti in the alloy,
- (d)
- the MACSi increased when Hf and Sn were in synergy with Cr or Al (compare the alloys EZ3, EZ4, EZ1, EZ7, NV9);
- (iv)
- With the simultaneous addition of 24 at.% Ti and 2 at.% Sn,
- (e)
- the MACSi decreased when said elements were in synergy with Al and/or Cr (alloys ZX7, ZX3, ZX5), a similar trend as with (ia);
- (v)
- With the simultaneous addition of 24 at.% Ti and 5 at.% Sn but in the absence of Hf,
- (f)
- the MACSi increased significantly when Al and/or Cr were in synergy (alloys ZX8, ZX4, ZX6), which is the opposite behaviour compared with the 2 at.% Sn addition, see (ive);
- (vi)
- With the simultaneous addition of 24 at.% Ti and 5 at.% Sn and 5 at.% Hf,
- (g)
- the MACSi increased significantly when Al and/or Cr were in synergy with the said elements (alloys EZ8, EZ6, ZX6, EZ2, EZ5).
4.2. Microstructures
4.2.1. Suppression of Nb3Si
4.2.2. Nbss + Nb5Si3 Eutectic
4.2.3. Nbss + C14-NbCr2 Eutectic
4.2.4. The Nb5Si3 Silicide
4.2.5. The Nbss Solid Solution
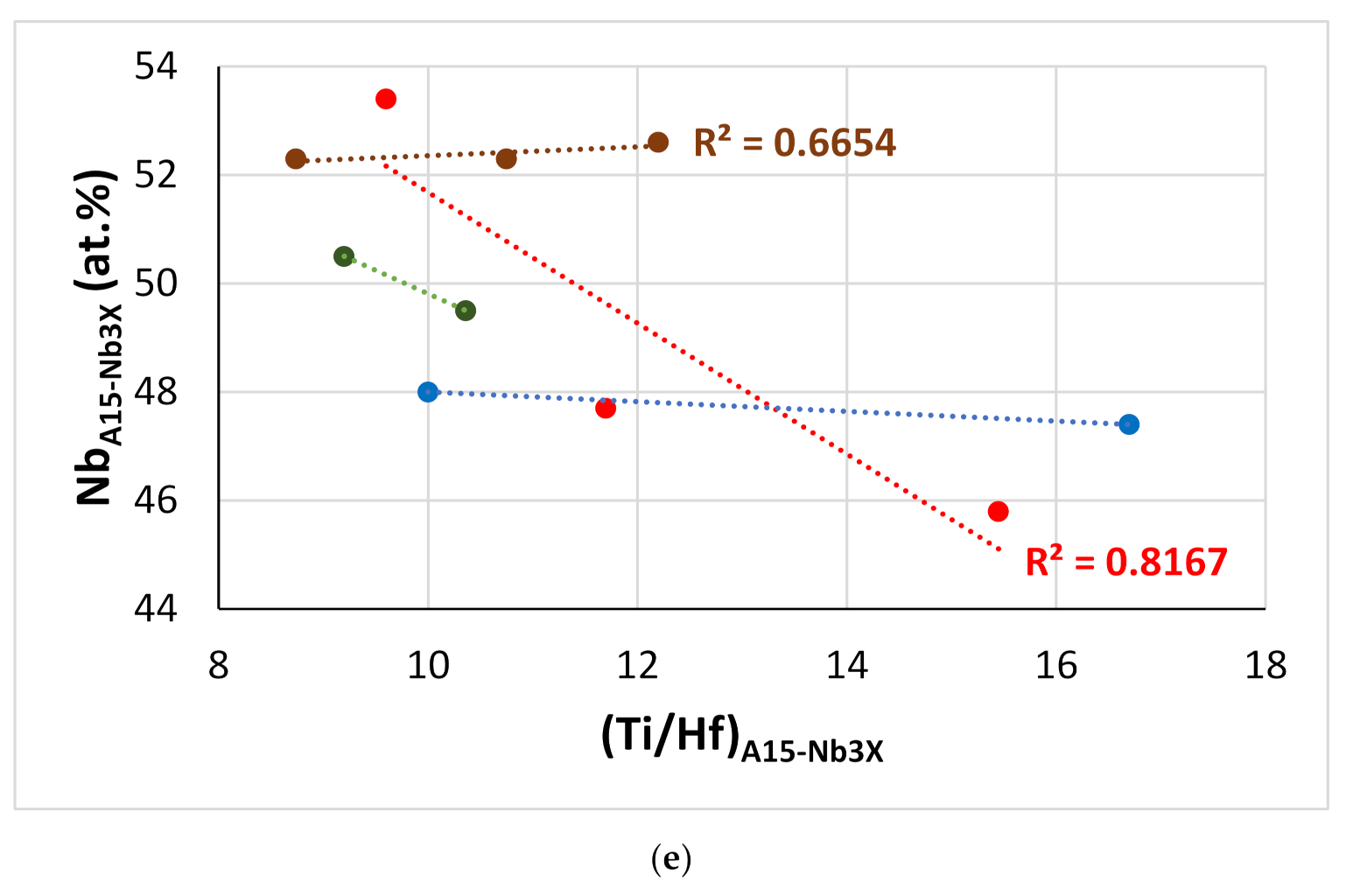
4.2.6. The A15-Nb3X Compound
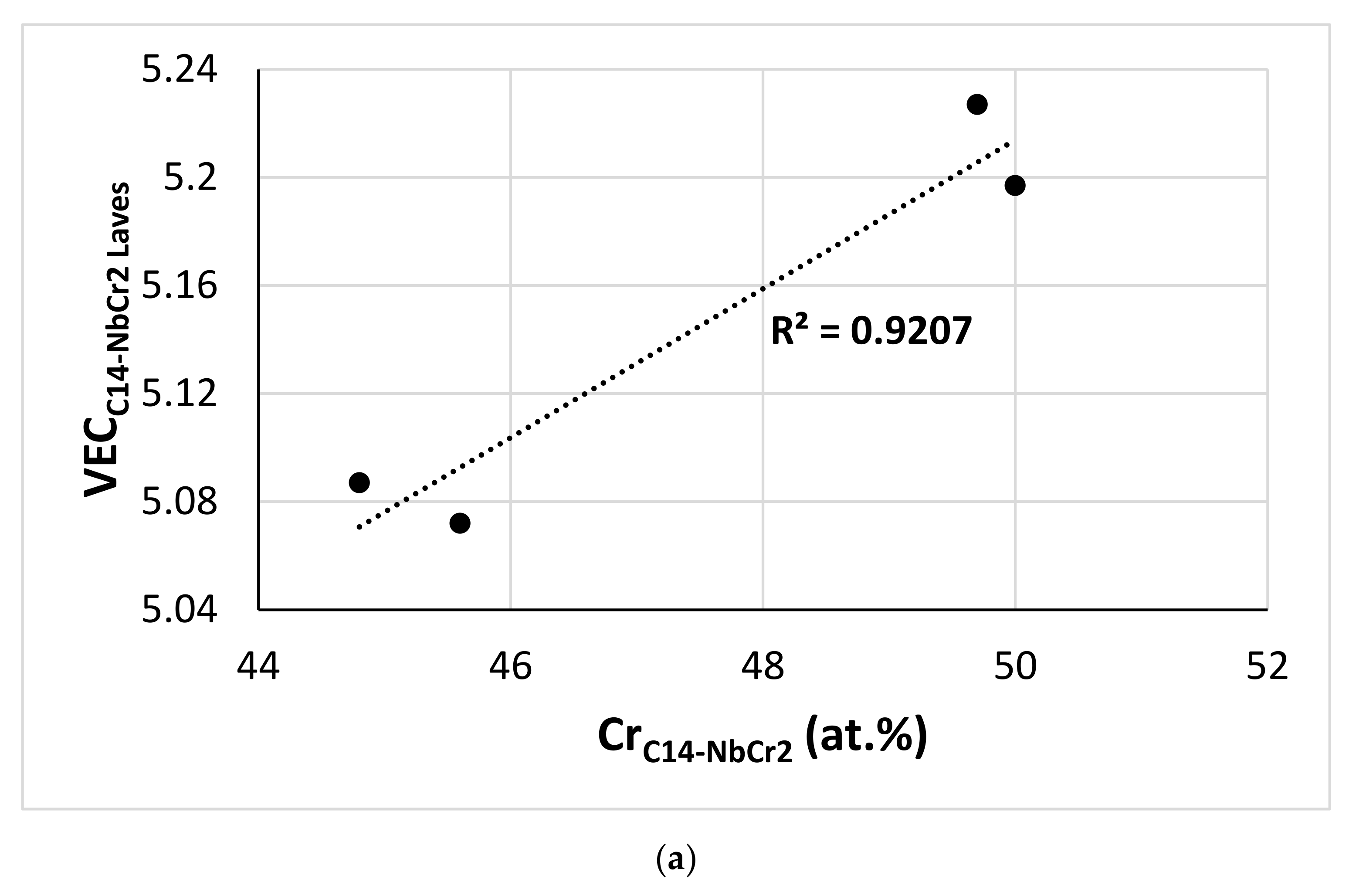
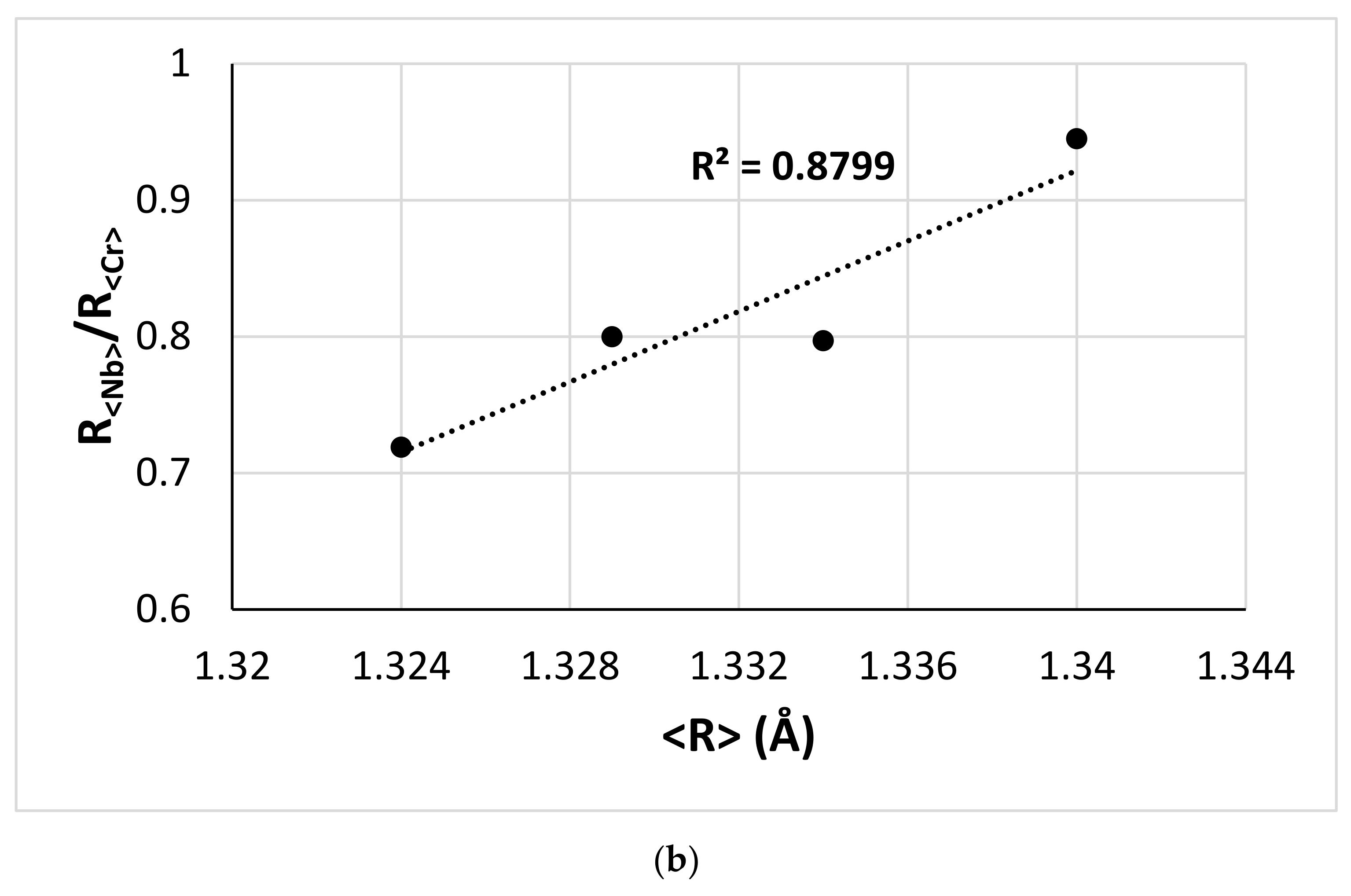
4.2.7. C14-NbCr2 Laves Phase
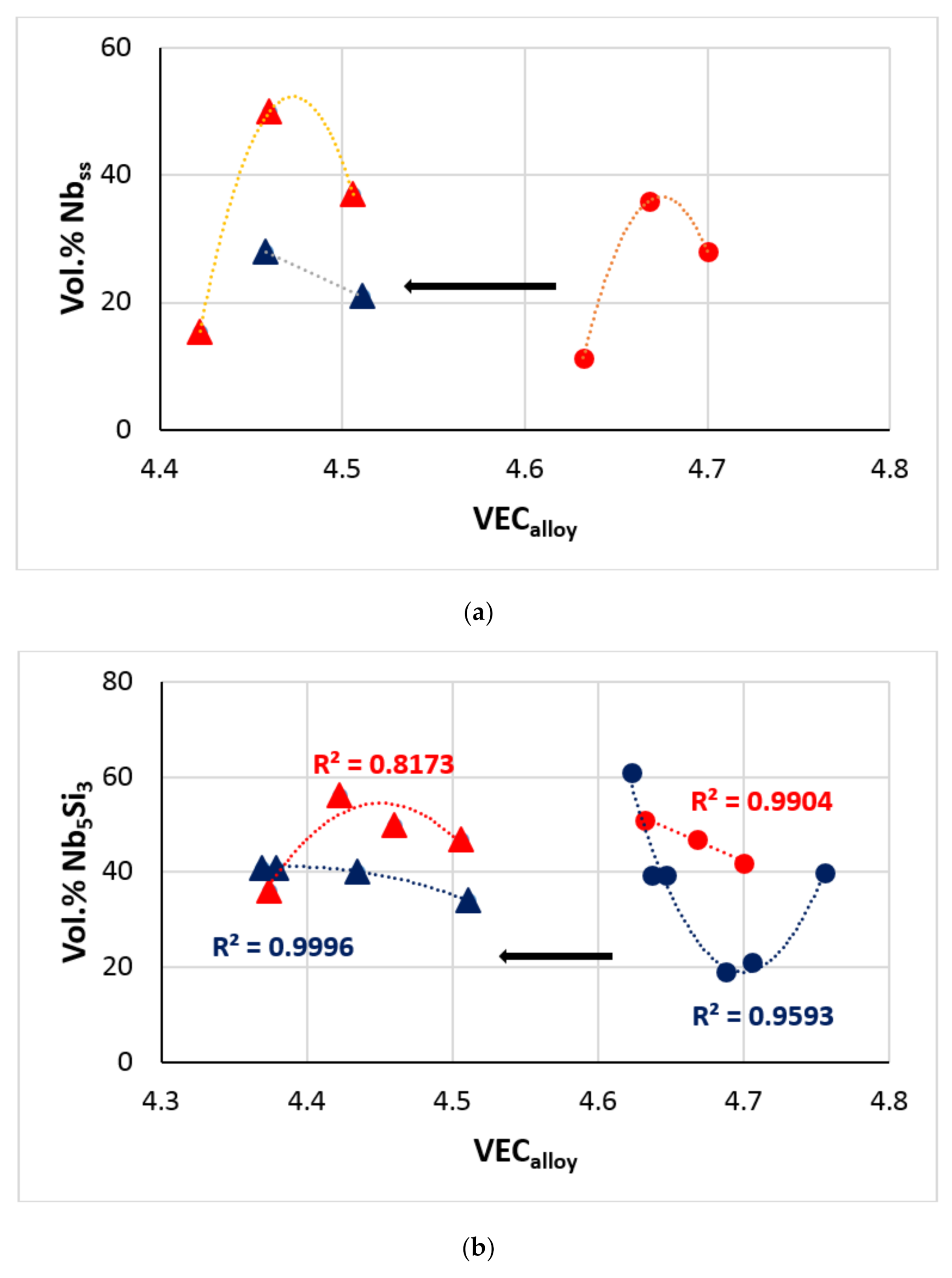
4.2.8. Vol.% of Phases
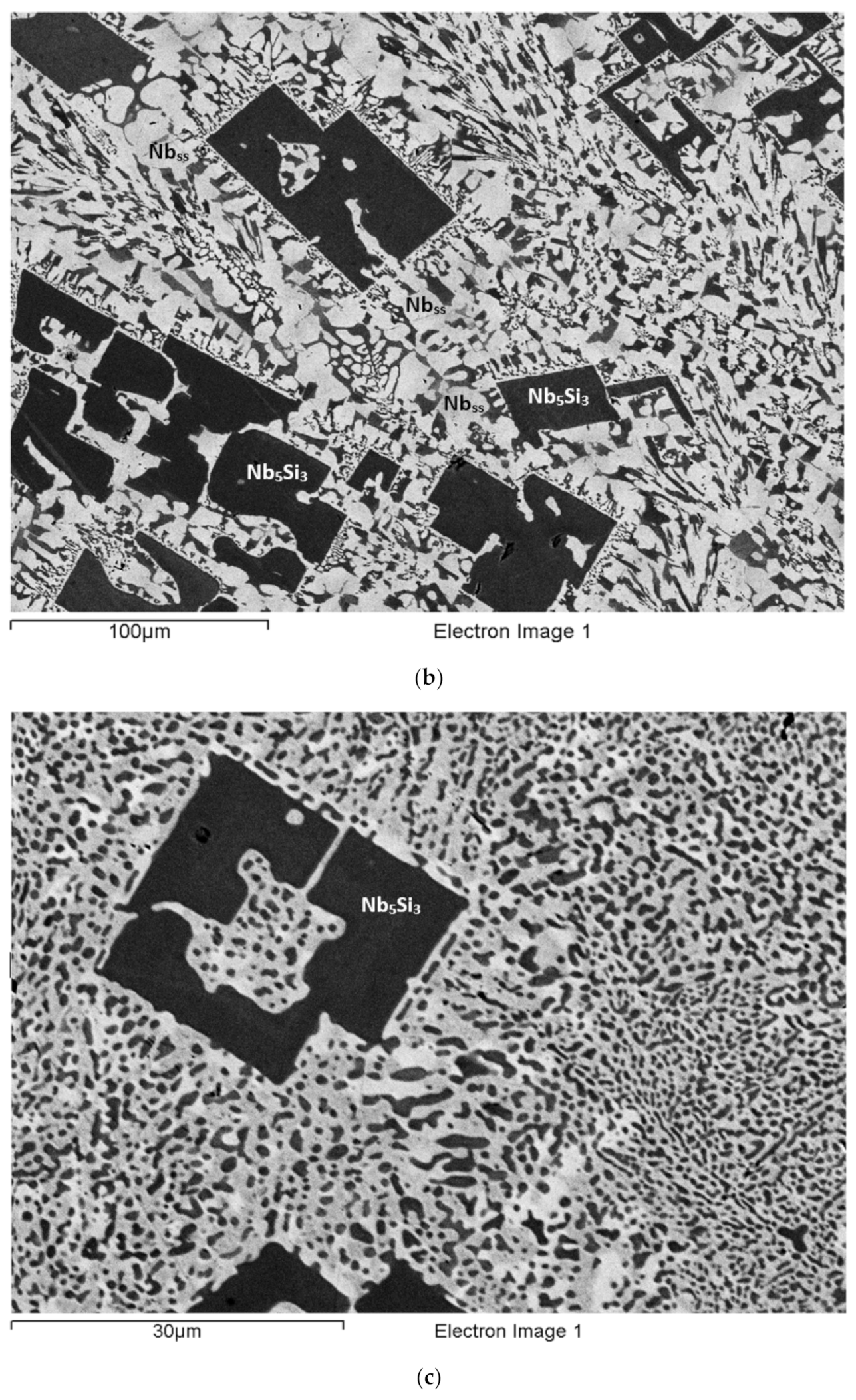
4.2.9. Partitioning of Solutes and Solidification of the Alloys
4.2.10. Eutectic and Lamellar Microstructures in EZ2-AC
4.2.11. Microstructure A in EZ6-HT
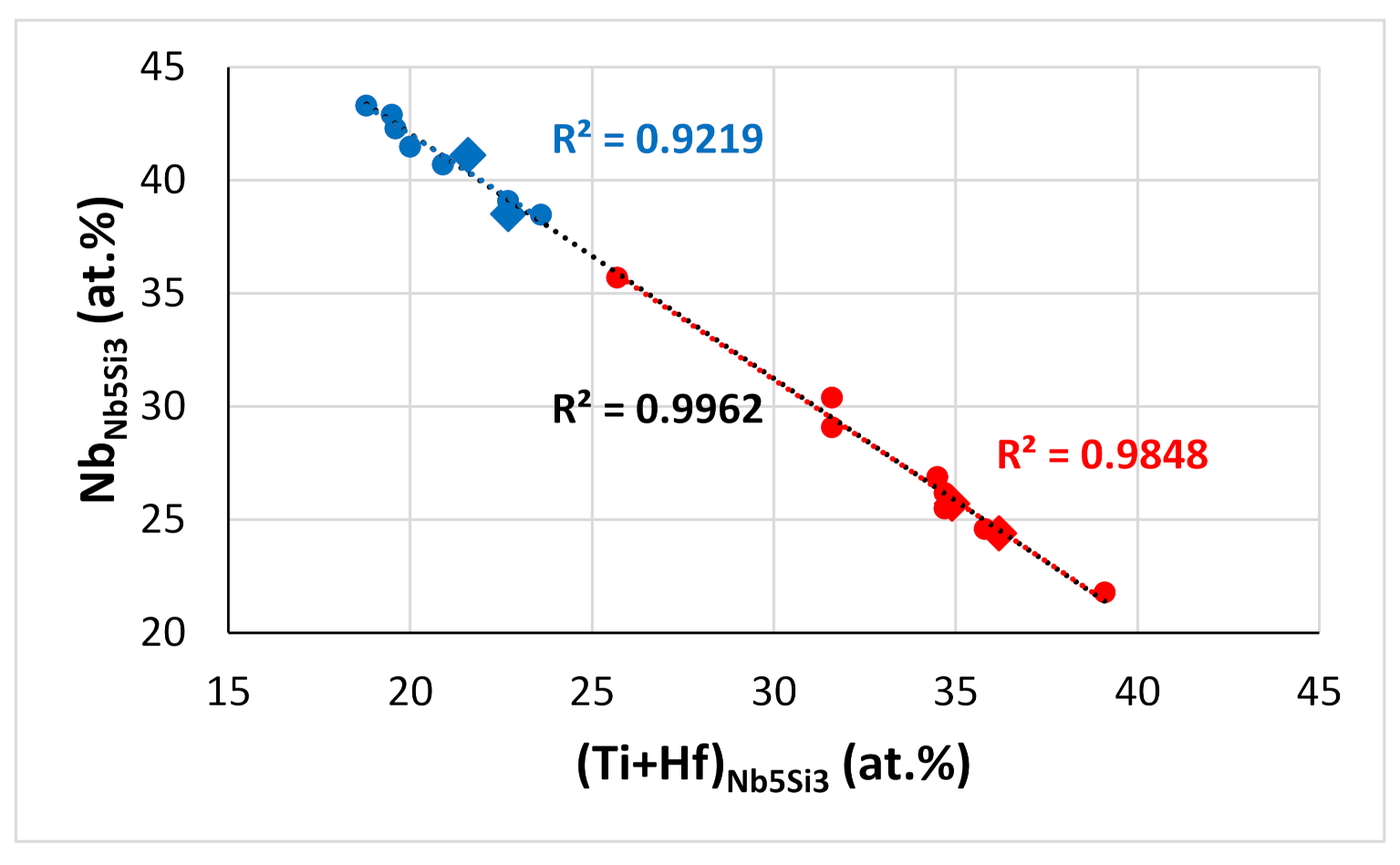
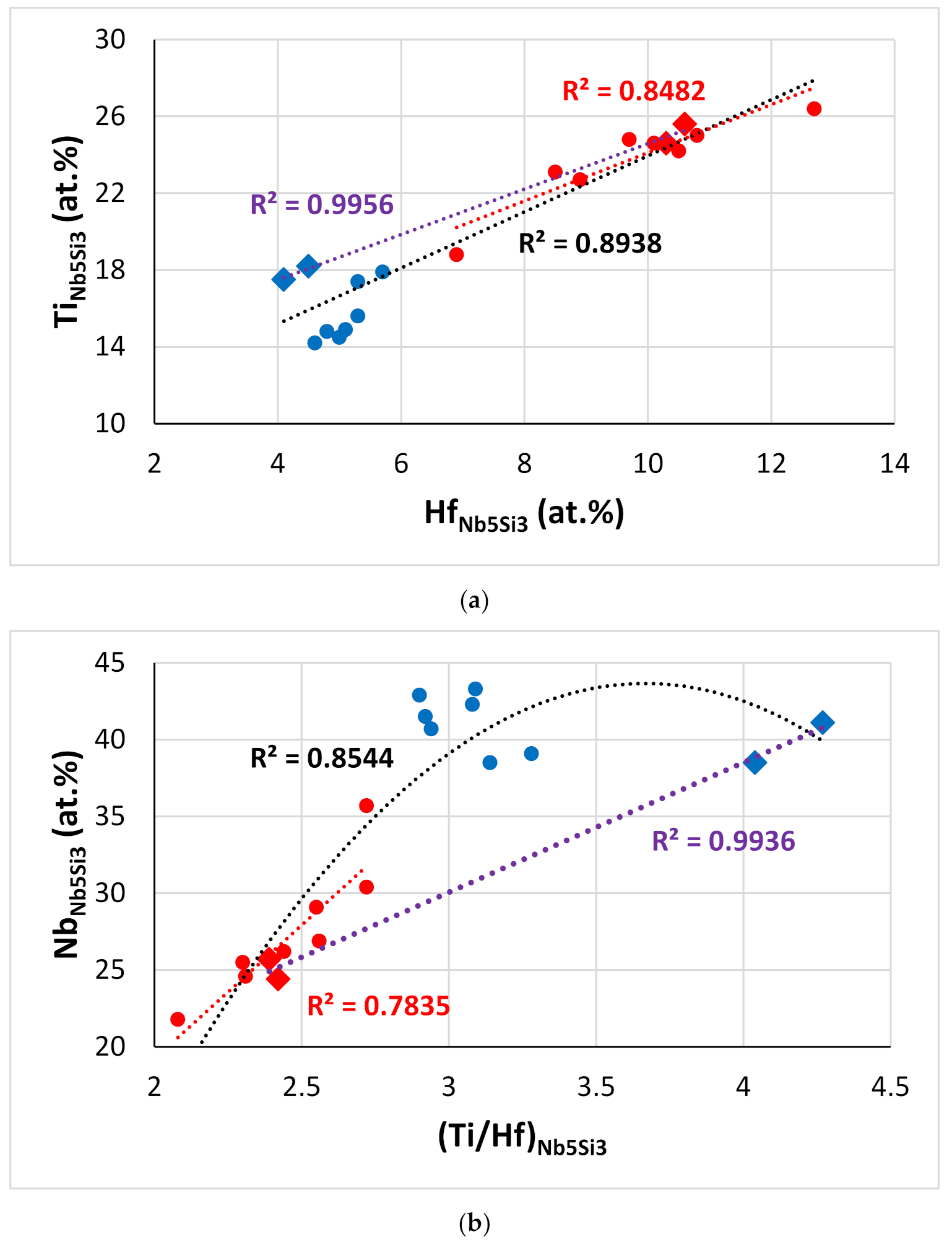
4.2.12. Precipitation in Nb5Si3
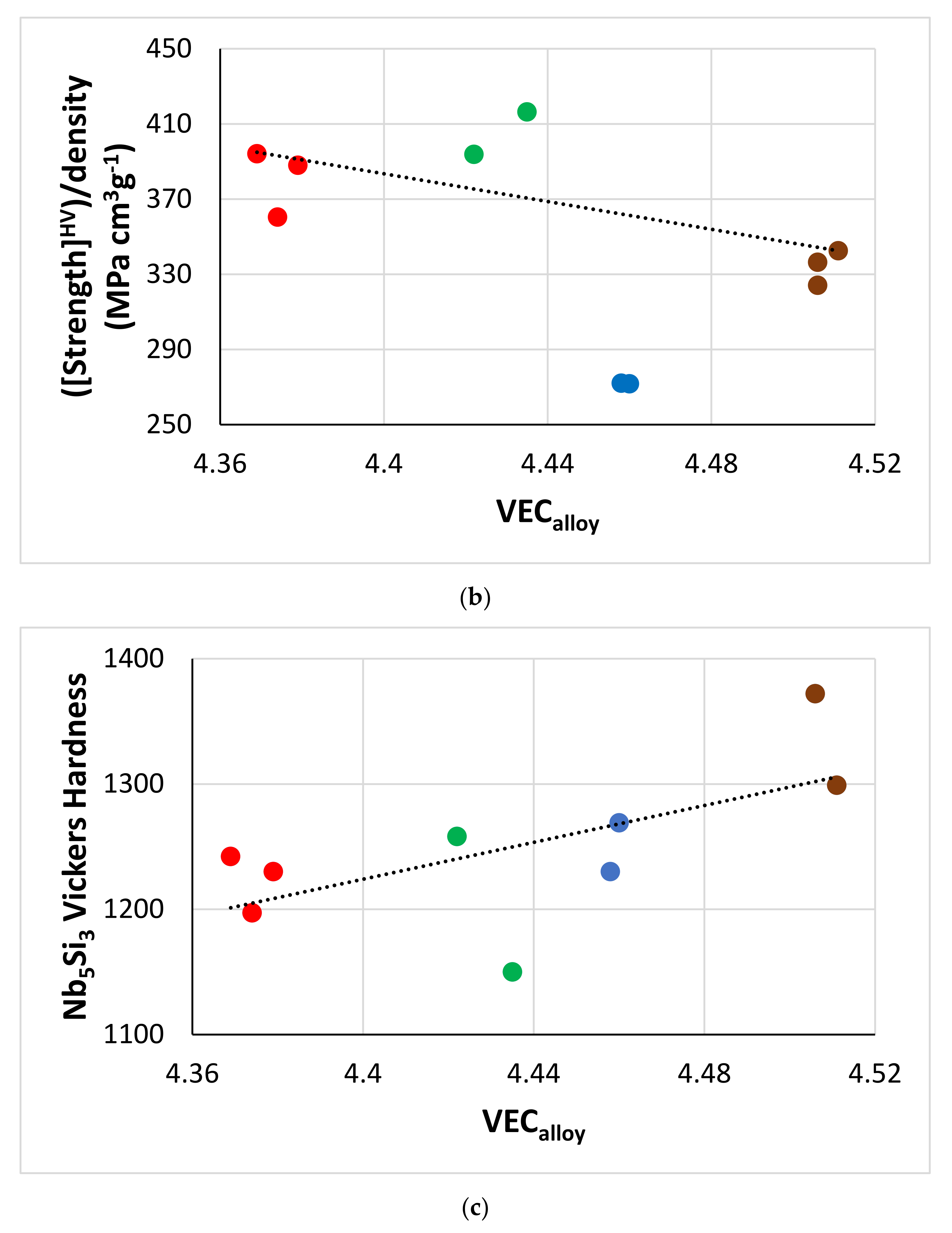
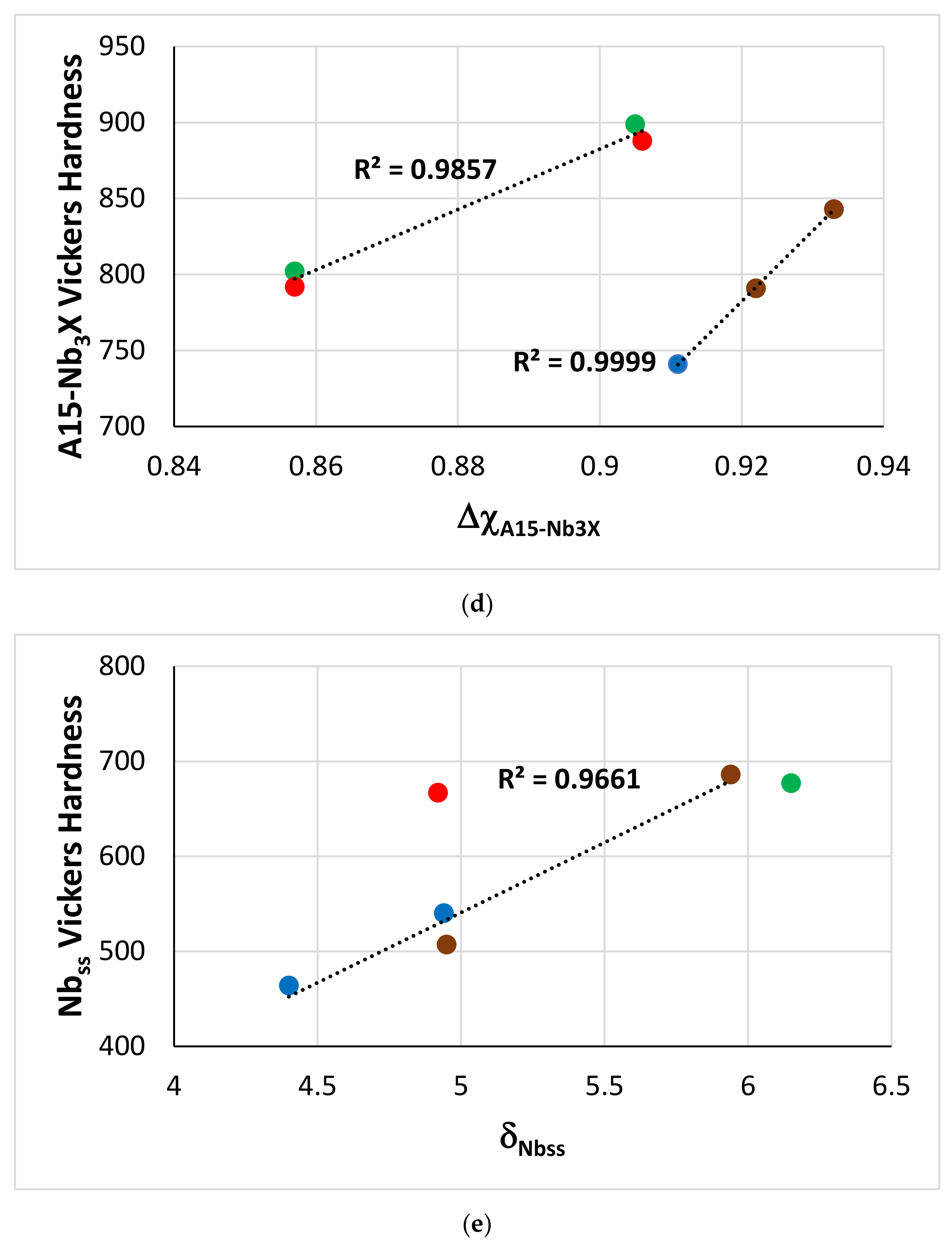
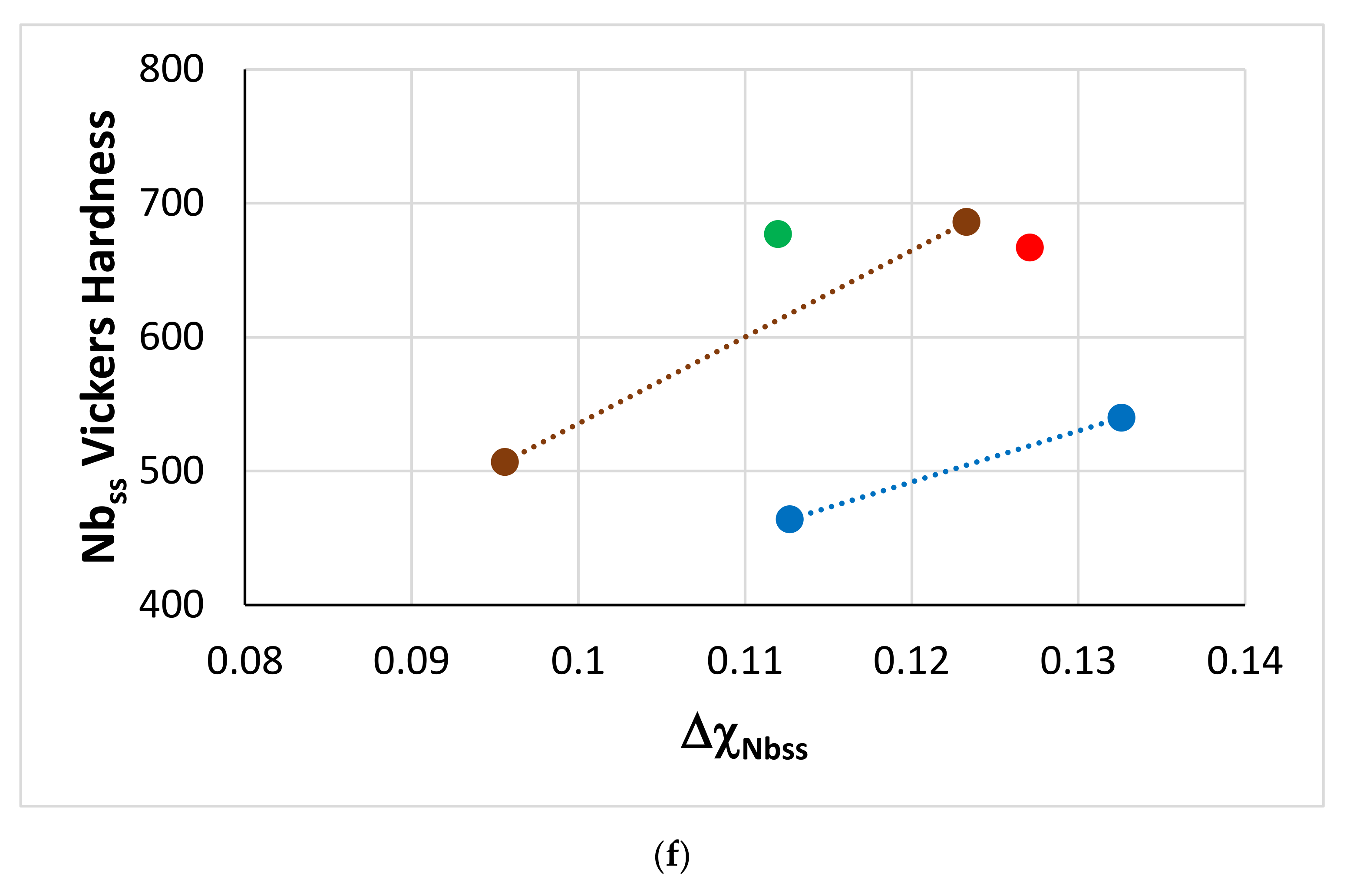
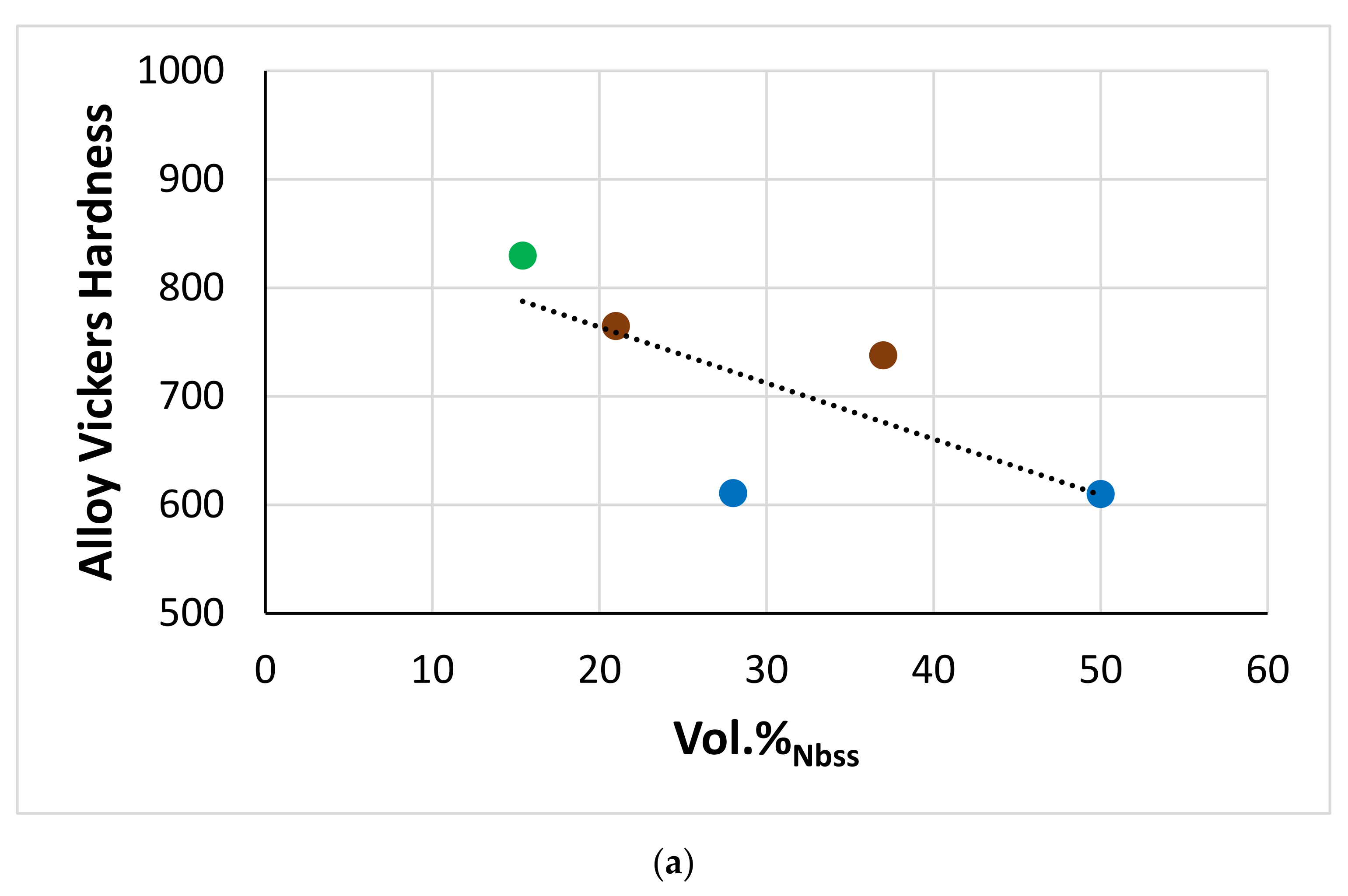
4.2.13. Hardness
4.2.14. Comparison of the Synergy of Hf with B, Ge, or Sn in RM(Nb)ICs/RCCAs
- Note that with the aforementioned solute elements, it is possible to have metallic UHTM RM(Nb)ICs/RCCAs (a) with density less than 7 g/cm3 and (b) with room-temperature-specific strength higher than that of the RCCAs and RHEAs reviewed in [2] (with the exception of the specific strength of TT7-HT).
- Notice (c) that the Nbss, which is a key phase for meeting specific property goals (namely fracture toughness, creep, and oxidation) or having a balance of properties, can be “controlled” (regarding stability and volume fraction) with synergies of specific solutes. For example, only that with the addition of Sn the Nbss was not stable (EZ8).
- Note (d) that in metallic UHTM RM(Nb)ICs/RCCAs with the group A elements plus one of the group B elements, hexagonal Nb5Si3 can be stable together with the tetragonal α and β Nb5Si3. Indeed, as shown in Table 10, in all three alloys, tetragonal α and β Nb5Si3 and hexagonal γNb5Si3 were stable: the α, β, and γNb5Si3 in EZ8 and ZF9, and the tetragonal T2 (isomorphous with αNb5Si3) and hexagonal D88 (isomorphous with γNb5Si3) silicides in TT7. Note that properties (e.g., Young’s modulus, CTE anisotropy, hardness, creep) of said silicides differ significantly and depend on alloying [34,62], and they change with the precipitation of a second phase in the silicide (see 7).
- Notice (e) that in metallic UHTM RM(Nb)ICs/RCCAs with the group A elements plus Ge or Sn, the Nb3Si cannot be used to “engineer” the alloy microstructure, and that the same was the case with B addition [36].
- Note (f) that for the alloys with the group A elements plus Sn, (i) the A15-Nb3X and C14-NbCr2 Laves phase, both of which play a key role in oxidation, can be stable, and (ii) the C14-NbCr2 can form a eutectic with the Nbss (data for EZ8).
- Notice (g) that the chemical inhomogeneity of the microstructure can be significant in cast alloys depending on the choice of the group B solute element; (i) that with Sn, the MACSi is highest and MACX (X = Al,Hf,Sn) low; (ii) that with Ge, the MACSi is decreased, but MACTi and MACAl increased, while MACGe is low and similar to MACSn; and (iii) that with boron, the MACX (X = Cr,Si,Ti) is lowest, but MACB is increased compared with MACGe and MACSn. In other words, (iv) with boron as the group B solute element, chemical inhomogeneity in cast alloys is significantly reduced compared with Ge or Sn, even though the characterisation of the microstructure can be challenging with each of the group B elements [35,36].
- Note (h) that mechanical properties and the oxidation of Nb5Si3 can be affected by the precipitation of second phase in Nb5Si3 when the chosen group B element is Sn or Ge, the second phase being A15-Nb3X with the former and Nbss with the latter addition (see data for EZ8 and ZF9 in Table 10).
- Notice (i) that in metallic UHTM RM(Nb)ICs/RCCAs with the group A elements plus one of the group B elements, pest oxidation and scale spallation in the pest oxidation regime can be prevented, and (vi) that only with the choice of boron as a group B element was the scale spallation at 1200 °C avoided.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phase or Property | Solute | EZ8-AC | EZ8-HT | ZF9-AC | ZF9-HT | TT7-AC | TT7-HT |
|---|---|---|---|---|---|---|---|
| Nbss | X | - | X | X | X | X | |
| Ti rich Nbss | - | - | - | - | X | - | |
| Nb5Si3 | X (t,h) ** | X (t,h) | X (t,h) | X (t,h) | X (t,h) | X (t,h) | |
| Ti rich Nb5Si3 | X | X | X | X | X | - | |
| Nb3Si | - | - | - | - | X | - | |
| A15-Nb3X | X | X | - | - | - | - | |
| Laves | X | X | X | - | - | - | |
| ρ (g/cm3) | 6.89 | 6.96 | 6.8 | ||||
| Vol.% Nbss | 15 | - | 23 * | 20 * | 10 | 37 | |
| MACX (at.%) | Si | 7.7 | 3.1 | 1.7 | |||
| Ti | 2.9 | 3.4 | 2.4 | ||||
| Al | 1.1 | 2 | - | ||||
| Cr | 2.3 | 2.1 | 2.2 | ||||
| Hf | 1.1 | - | - | ||||
| B | - | - | 2.8 | ||||
| Ge | - | 1.1 | - | ||||
| Sn | 1.4 | - | - | ||||
| HValloy | 830 | 883 | 801 | 779 | 776 | 658 | |
| HVNb5Si3 | 1258 | 1150 | 1495 | 1391 | 1340 (T2) | 1200 (T2) | |
| (σy/ρ)RT (MPa cm3g−1) | 393.8 | 416.5 | 376 | 365.6 | 373 | 315 | |
| Precipitation in silicide | X Nb3X | X Nbss | - | ||||
| Pesting and scale spallation | No | No | No | No | No | No | |
| Scale spallation at 1200 °C | X | X | X | X | No | No |
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tsakiropoulos, P. Alloys for application at ultra-high temperatures: Nb-silicide in situ composites. Prog. Mater. Sci. 2020, 123, 100714. [Google Scholar] [CrossRef]
- Senkov, O.N.; Miracle, D.B.; Chaput, K.J. Development and exploration of refractory high entropy alloys-A review. J. Mater. Res. 2018, 33, 3092–3128. [Google Scholar] [CrossRef] [Green Version]
- Tsakiropoulos, P. Refractory Metal (Nb) Intermetallic Composites, High Entropy Alloys, Complex Concentrated Alloys and the Alloy Design Methodology NICE: Mise-en-scène Patterns of Thought and Progress. Materials 2021, 14, 989. [Google Scholar] [CrossRef] [PubMed]
- Pickering, E.J.; Jones, N.G. High-Entropy Alloys: A Critical Assessment of Their Founding Principles and Future Prospects. Int. Mater. Rev. 2016, 61, 183–202. [Google Scholar] [CrossRef] [Green Version]
- Murty, B.S.; Yeh, J.-W.; Ranganathan, S.; Bhattacharjee, P.P. High-Entropy Alloys; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Yeh, J.-W.; Chen, S.K.; Lin, S.-J.; Gan, J.-Y.; Chin, T.-S.; Shun, T.-T.; Tsau, C.-H.; Chang, S.-Y. Nanostructured High-Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Shah, D.M. MoSi2 and Other Silicides as High Temperature Structural Materials; Antolovich, S.D., Stusrud, R.W., MacKay, R.A., Anton, D.L., Khan, T., Kissinger, R.D., Klastrom, D.L., Eds.; Superalloys; TMS (The Minerals, Metals & Materials Society): Pittsburgh, PA, USA, 1992; pp. 409–422. [Google Scholar]
- Hemker, K.J.; Dimiduk, D.M.; Clemens, H.; Darolia, R.; Inui, H.; Larsen, J.M.; Sikka, V.K.; Thomas, M.; Whittenberger, J.D. (Eds.) Structural Intermetallics; TMS: Warrendale, PA, USA, 2001; ISBN 0-87339-511-5. [Google Scholar]
- Defining Pathways for Realizing the Revolutionary Potential of High Entropy Alloys, A Study Organised by The Minerals, Metals & Materials Society (TMS). 2021; ISBN 978-0-578-96594-9. Available online: www.tms.org/HEApathways(accessed on 8 December 2021). [CrossRef]
- Tsakiropoulos, P. Refractory metal intermetallic composites, High entropy alloys and Complex concentrated alloys: A route to selecting substrate alloys, and bond coat alloys for environmental coatings. Materials 2022, 15, 2832. [Google Scholar] [CrossRef]
- Tsakiropoulos, P. On Nb Silicide Based Alloys: Alloy Design and Selection. Materials 2018, 11, 844. [Google Scholar] [CrossRef] [Green Version]
- Tsakiropoulos, P. Alloying and properties of C14-NbCr2 and A15-Nb3X (X = Al, Ge, Si, Sn) in Nb-silicide based alloys. Materials 2018, 11, 395. [Google Scholar] [CrossRef] [Green Version]
- Vellios, N.; Tsakiropoulos, P. The role of Fe and Ti additions in the microstructure of Nb–18Si–5Sn silicide-based alloys. Intermetallics 2007, 15, 1529–1537. [Google Scholar] [CrossRef]
- Vellios, N.; Tsakiropoulos, P. Study of the role of Fe and Sn additions in the microstructure of Nb–24Ti–18Si–5Cr silicide based alloys. Intermetallics 2010, 18, 1729–1736. [Google Scholar] [CrossRef]
- Knittel, S.; Mathieu, S.; Vilasi, M. Effect of tin addition on Nb–Si-based in situ composites. Part I: Structural modifications. Intermetallics 2014, 47, 36–42. [Google Scholar] [CrossRef]
- Li, X.; Chen, H.; Sha, J.; Hu, Z. The effects of melting technologies on the microstructures and properties of Nb–16Si–22Ti–2Al–2Hf–17Cr alloy. Mater. Sci. Eng. A 2010, 527, 6140–6152. [Google Scholar] [CrossRef]
- Yuan, S.; Jia, L.; Su, L.; Ma, L.; Zhang, H. The microstructure evolution of directionally solidified Nb-22Ti-14Si-4Cr-2Al-2Hf alloy during heat treatment. Intermetallics 2013, 38, 102–106. [Google Scholar]
- Fei, D.; Lina, J.; Sainan, Y.; Linfen, S.; Junfei, W.; Hu, Z. Microstructure evolution of a hypereutectic Nb–Ti–Si–Cr–Al–Hf alloy processed by directional solidification. Chin. J. Aeronaut. 2014, 27, 438–444. [Google Scholar]
- Nelson, J.; Ghadyani, M.; Utton, C.; Tsakiropoulos, P. A Study of the Effects of Al, Cr, Hf, and Ti Additions on the Microstructure and Oxidation of Nb-24Ti-18Si Silicide Based Alloys. Materials 2018, 11, 1579. [Google Scholar] [CrossRef] [Green Version]
- Zelenitsas, K.; Tsakiropoulos, P. Study of the role of Cr and Al additions in the microstructure of Nb-Ti-Si in situ composites. Intermetallics 2005, 13, 1079–1095. [Google Scholar] [CrossRef]
- Xu, Z.; Utton, C.; Tsakiropoulos, P. A study of the effect of 2 at.% Sn on the microstructure and isothermal oxidation at 800 and 1200 °C of Nb-24Ti-18Si based alloys with Al and/or Cr additions. Materials 2018, 11, 1826. [Google Scholar] [CrossRef] [Green Version]
- Xu, Z.; Utton, C.; Tsakiropoulos, P. A study of the effect of 5 at.% Sn on the microstructure and isothermal oxidation at 800 and 1200 °C of Nb-24Ti-18Si based alloys with Al and/or Cr additions. Materials 2020, 13, 245. [Google Scholar] [CrossRef] [Green Version]
- Bewlay, B.P.; Sitzman, S.D.; Brewer, L.N.; Jackson, M.R. Analyses of eutectoid phase transformations in Nb-silicide in-situ composites. Microsc. Microanal. 2004, 10, 470–480. [Google Scholar] [CrossRef]
- Grammenos, I.; Tsakiropoulos, P. Study of the role of Al, Cr and Ti additions in the microstructure of Nb-18Si-5Hf silicide based alloys. Intermetallics 2010, 18, 242–253. [Google Scholar] [CrossRef]
- Zacharis, E.; Utton, C.; Tsakiropoulos, P. A study of the effects of Hf and Sn on the microstructure, hardness and oxidation of Nb-18Si silicide based alloys without Ti addition. Materials 2018, 11, 2447. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jackson, M.R.; Bewlay, B.P.; Zhao, J.-C. Niobium Silicide Based Composites Resistant to Low Temperature Pesting. U.S. Patent 6,419,765, 16 July 2002. [Google Scholar]
- Geng, J.; Tsakiropoulos, P.; Shao, G. A Study of the Effects of Hf and Sn Additions on the micro-structure of Nbss/Nb5Si3 based in situ composites. Intermetallics 2007, 15, 69–76. [Google Scholar] [CrossRef]
- Cheng, G.; He, L. Microstructure evolution and room temperature deformation of a unidirectionally solidified Nb-22Ti-16Si-3Ta-2Hf-7Cr-3Al-0.2Ho (at.%) alloy. Intermetallics 2011, 19, 196–201. [Google Scholar] [CrossRef]
- Kang, Y.; Qu, S.; Song, J.; Huang, Q.; Han, Y. Microstructure and mechanical properties of Nb–Ti–Si–Al–Hf–xCr–yV multi-element in situ composite. Mater. Sci. Eng. A 2012, 534, 323–328. [Google Scholar] [CrossRef]
- Vellios, N.; Keating, P.; Tsakiropoulos, P. On the Microstructure and Properties of the Nb-23Ti-5Si-5Al-5Hf-5V-2Cr-2Sn (at.%) Silicide-Based Alloy—RM(Nb)IC. Metals 2021, 11, 1868. [Google Scholar] [CrossRef]
- Bewlay, B.P.; Jackson, M.R.; Gigliotti, M.F.X. Niobium Silicide High Temperature In Situ Composites. In Intermetallic Compounds—Principles and Practice; Wiley: New York, NY, USA, 2002; Volume 3, pp. 541–560. [Google Scholar]
- Jackson, M.R.; Bewlay, B.P.; Briant, C.L. Creep Resistant Nb-Silicide Based Two Phase Composites. U.S. Patent 6,447,623 B1, 10 September 2002. [Google Scholar]
- Tsakiropoulos, P. On the Alloying and Properties of Tetragonal Nb5Si3 in Nb-Silicide Based Alloys. Materials 2018, 11, 69. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.; Tsakiropoulos, P. On the microstructure and hardness of the Nb-24Ti-18Si-5Al-5Cr-5Ge and Nb-24Ti-18Si-5Al-5Cr-5Ge-5Hf (at.%) silicide based alloys. Materials 2019, 12, 2655. [Google Scholar] [CrossRef] [Green Version]
- Thandorn, T.; Tsakiropoulos, P. On the microstructure and properties of Nb-Ti-Cr-Al-B-Si-X (X = Hf, Sn, Ta) refractory complex concentrated alloys. Materials 2021, 14, 7615. [Google Scholar] [CrossRef]
- Cullity, B.D. Elements of X-ray Diffraction, 2nd ed.; Addison-Wesley: London, UK, 1978. [Google Scholar]
- Schlesinger, M.E.; Okamoto, H.; Gokhale, A.B.; Abbaschian, R. The Nb-Si (Niobium-Silicon) System. J. Phase Equilibria 1993, 14, 502–509. [Google Scholar] [CrossRef]
- Vellios, N.; Tsakiropoulos, P. The role of Sn and Ti additions in the microstructure of Nb–18Si base alloys. Intermetallics 2007, 15, 1518–1528. [Google Scholar] [CrossRef]
- Tsakiropoulos, P. On the macrosegregation of silicon in niobium silicide based alloys. Intermetallics 2014, 55, 95–101. [Google Scholar] [CrossRef]
- Hernandez-Negrete, O.; Tsakiropoulos, P. On the microstructure and isothermal oxidation at 800 and 1200 °C of the Nb-24Ti-18Si-5Al-5Cr-5Ge-5Sn (at.%) silicide based alloy. Materials 2020, 13, 722. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Subramanian, P.R.; Mendiratta, M.G.; Dimiduk, D.M. Microstructures and mechanical behaviour of Nb-Ti base beta + silicide alloys. Mat. Res. Soc. Symp. Proc. 1994, 322, 491–502. [Google Scholar] [CrossRef]
- Liang, H.; Chang, Y.A. Thermodynamic modelling of the Nb-Si-Ti ternary system. Intermetallics 1999, 7, 561–570. [Google Scholar] [CrossRef]
- Geng, T.; Li, C.; Bao, J.; Zhao, X.; Du, Z.; Guo, C. Thermodynamic assessment of the Nb-Si-Ti system. Intermetallics 2009, 17, 343–357. [Google Scholar] [CrossRef]
- Gigolotti, J.C.J.; Coelho, G.C.; Nunes, C.A.; Suzuki, P.A.; Joubert, J.-M. Experimental evaluation of the Nb Si Ti system from as-cast alloys. Intermetallics 2017, 82, 76–92. [Google Scholar] [CrossRef]
- Hunt, C.R.; Raman, A. Alloy chemistry of SIGMA-BETA-U-related phases. PT. 1. Extension of μ and occurrence of μ prime-phases in the ternary systems Nb-Ta-X-Al (X equals Fe, Co, Ni, Cu, Cr, Mo). Z. Metallkd. 1968, 59, 701–707. [Google Scholar]
- McCaughey, C.; Tsakiropoulos, P. Type of Primary Nb5Si3 and Precipitation of Nbss in αNb5Si3 in a Nb-8.3Ti-21.1Si-5.4Mo-4W-0.7Hf (at.%) Near Eutectic Nb-Silicide-Based Alloy. Materials 2018, 11, 967. [Google Scholar] [CrossRef] [Green Version]
- Zhao, J.; Utton, C.; Tsakiropoulos, P. On the Microstructure and Properties of Nb-12Ti-18Si-6Ta-5Al-5Cr-2.5W-1Hf (at.%) Silicide-Based Alloys with Ge and Sn Additions. Materials 2020, 13, 3719. [Google Scholar] [CrossRef]
- Zhao, J.; Utton, C.; Tsakiropoulos, P. On the Microstructure and Properties of Nb-18Si-6Mo-5Al-5Cr-2.5W-1Hf Nb-Silicide Based Alloys with Ge, Sn and Ti Additions (at.%). Materials 2020, 13, 4548. [Google Scholar] [CrossRef] [PubMed]
- Geng, J.; Tsakiropoulos, P. A study of the microstructures and oxidation of Nb-Si-Cr-Al-Mo in-situ composites alloyed with Ti, Hf and Sn. Intermetallics 2007, 15, 382–395. [Google Scholar] [CrossRef]
- Jackson, M.R. NbTiAlCrHf Alloys and Structures. U.S. Patent 5,366,565, 22 November 1994. [Google Scholar]
- Davidson, D.L.; Chan, K.S. The fatigue and fracture resistance of a Nb-Cr-Ti-Al alloy. Met. Mater. Trans. A 1999, 30, 2007–2018. [Google Scholar] [CrossRef]
- Davidson, D.L.; Chan, K.S.; Loloee, R.; Crimp, M.A. Fatigue and fracture toughness of a Nb-Ti-Cr-Al-X single-phase alloy at ambient temperature. Met. Mater. Trans. A 2000, 31, 1075–1084. [Google Scholar] [CrossRef]
- Murayama, Y.; Hanada, S. High temperature strength, fracture toughness and oxidation resistance of Nb-Si-Al-Ti multiphase alloys. Sci. Technol. Adv. Mater. 2002, 3, 145–156. [Google Scholar] [CrossRef] [Green Version]
- Bewlay, B.P.; Jackson, M.R.; Zhao, J.-C.; Subramanian, P.; Mendiratta, M.G.; Lewandowski, J. Ultrahigh-Temperature Nb-Silicide-Based Composites. MRS Bull. 2003, 28, 646–653. [Google Scholar] [CrossRef]
- Chan, K.S. The fracture toughness of niobium-based,in situ composites. Met. Mater. Trans. A 1996, 27, 2518–2531. [Google Scholar] [CrossRef]
- Cheng, G.; Tian, Y.; He, L.; Guo, J. Orientation relationship and interfacial structure betweenα-Nb5Si3and Nb solid solution in the eutectic lamellar structure. Philos. Mag. 2009, 89, 2801–2812. [Google Scholar] [CrossRef]
- Chan, K.S. Modelling creep behaviour of niobium silicide in-situ composites. Mater. Sci. Eng. A 2002, 337, 59–66. [Google Scholar] [CrossRef]
- Henshall, G.A.; Subramanian, P.R.; Strum, M.J.; Mendiratta, M.G. Continuum predictions of deformation in composites with two creping phases–II: Nb5Si3/Nb composites. Acta Mater. 1997, 45, 3135–3142. [Google Scholar] [CrossRef]
- Galanov, B.A.; Milman, Y.V.; Chugunova, S.I.; Goncharova, I.V.; Voskoboinik, I.V. Application of the Improved Inclusion Core Model of the Indentation Process for the Determination of Mechanical Properties of Materials. Crystals 2017, 7, 87. [Google Scholar] [CrossRef] [Green Version]
- Thandorn, T.; Tsakiropoulos, P. The effect of Boron on the microstructure and properties of refractory metal intermetallic composites (RM(Nb)ICs) based on Nb-24Ti-xSi (x = 16, 17 or 18 at.%) with additions of Al, Cr or Mo. Materials 2021, 14, 6101. [Google Scholar] [CrossRef]
- Papadimitriou, I.; Utton, C.; Tsakiropoulos, P. The impact of Ti and temperature on the stability of Nb5Si3 phases: A first-principles study. Sci. Technol. Adv. Mater. 2017, 18, 467–479. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, Z.; Tsakiropoulos, P. The Effect of Ge Addition on the Oxidation of Nb-24Ti-18Si Silicide Based Alloys. Materials 2019, 12, 3120. [Google Scholar] [CrossRef] [PubMed] [Green Version]














































| Alloy and Condition | Density (g/cm3) | Hardness (HV10) | % Area | ||||
|---|---|---|---|---|---|---|---|
| Nb5Si3 | Nb3Sn | Nbss | Eutectic | NbCr2 | |||
| EZ2-AC | 7.34 ± 0.02 7.31–7.36 | 610 ± 27 570–653 | 50 ± 2 | - | 50 ± 2 | - | - |
| EZ2-HT | 7.34 ± 0.01 7.32–7.35 | 611 ± 20 579–645 | 49 ± 3 | 23 ± 5 | 28 ± 2 | - | - |
| EZ5-AC * | 6.9 ± 0.01 6.85–6.96 | 761 ± 19 740–792 | 36 ± 2 | 17 ± 2 | - | 46 ± 3 | - |
| EZ5-HT1 * | 7.12 ± 0.03 7.08–7.17 | 845 ± 21 819–870 | 41 ± 2 | 59 ± 2 | - | - | - |
| EZ5-HT2 * | 7.09 ± 0.02 7.07–7.15 | 855 ± 27 821–897 | 41 ± 2 | 59 ± 2 | - | - | - |
| EZ6 AC | 7.17 ± 0.01 7.14–7.20 | 738 ± 57 634–813 | 47 ± 2 | 14 ± 1 | 37 ± 2 | - | 2 ± 1 |
| EZ6 HT1 * | 7.29 ± 0.02 7.26–7.31 | 723 ± 48 661–802 | - | - | - | - | - |
| EZ6 HT2 * | 7.30 ± 0.01 7.29–7.33 | 765 ± 13 743–787 | 34 ± 1 | 43 ± 1 | 21 ± 1 | - | 2 ± 1 |
| EZ8-AC | 6.89 ± 0.01 6.84–6.92 | 830 ± 79 799–894 | 56.3 ± 2.4 | 24.8 ± 0.9 | 15.4 ± 2.1 | - | 3.5 ± 0.2 |
| EZ8-HT | 6.93 ± 0.01 6.89–7.03 | 883 ± 37 803–939 | 40.2 ± 1.1 | 52.9 ± 1.3 | - | - | 6.9 ± 0.2 |
| Alloy | MACX | |||||
|---|---|---|---|---|---|---|
| Al | Cr | Hf | Si | Sn | Ti | |
| EZ2 | - | - | - | 5 | 1 | 2.9 |
| EZ5 | - | - | - | 3.7 | 1 | 1.3 |
| EZ6 | - | 3.8 | 1.3 | 7 | - | 6.8 |
| EZ8 | 1.1 | 2.3 | 1.1 | 7.7 | 1.4 | 2.9 |
| As-Cast Alloys | ||||
|---|---|---|---|---|
| Phase | EZ2 | EZ5 | EZ6 | EZ8 |
| Nbss | X | X | X | X |
| Ti rich Nbss | X | - | X | - |
| A15-Nb3X (X = Al,Si,Sn) | X | X | X | X |
| Nb5Si3 | X, α, β | X, α, β, γ | X, α, β, γ | X, α, β, γ |
| Hf-rich Nb5Si3 | X | X | X | X |
| Nbss + Nb5Si3 eutectic | X | X | - | - |
| C14-NbCr2 Laves | - | - | X | X |
| Nbss + NbCr2 eutectic | - | - | X | X |
| Heat-Treated alloys | ||||
| Phase | EZ2-HT | EZ5-HT1 * | EZ6-HT1 * | EZ8-HT |
| Nbss | X | - | X | - |
| A15-Nb3X (X = Al,Si,Sn) | X | X | X | X |
| Nb5Si3 | X, α, β, γ | X, α, β, γ | X, α, β, γ | X, α, β, γ |
| Hf-rich Nb5Si3 | X | X | X | X |
| C14-NbCr2 Laves | - | - | X | X |
| EZ5-HT2 * | EZ6-HT2 * | |||
| Nbss | - | - | X | - |
| A15-Nb3X (X = Al,Si,Sn) | - | X | X | - |
| Nb5Si3 | - | X, α, β, γ | X, α, β, γ | - |
| Hf-rich Nb5Si3 | - | X | X | - |
| C14-NbCr2 Laves | - | - | X | - |
| Alloy and Condition | Phase | ||
|---|---|---|---|
| Nb5Si3 | A15-Nb3X | Nbss | |
| EZ2-AC | 1269 ± 53 1123–1422 | - | 540 ± 26 519–582 |
| EZ2-HT | 1230 ± 46 1106–1394 | 741 ± 48 644–814 | 464 ± 31 395–511 |
| EZ5-AC | 1197 ± 41 1157–1247 | 792 ± 38 723–839 | 667 ± 78 543–720 |
| EZ5-HT1 | 1230 ± 92 1037–1425 | 897 ± 25 849–930 | - |
| EZ5-HT2 | 1242 ± 73 1058–1390 | 888 ± 21 843–915 | - |
| EZ6 AC | 1372 ± 68 1231–1552 | 791 ± 25 764–830 | 686 ± 14 648–713 |
| EZ6 HT2 | 1299 ± 41 1128–1368 | 843 ± 21 804–895 | 507 ± 12 480–533 |
| EZ8-AC | 1258 ± 37 1190–1370 | 802 ± 25 764–830 | 677 ± 9 651–710 |
| EZ8-HT | 1150 ± 41 1089–1368 | 899 ± 21 816–930 | - |
| Alloy, Condition, and HT Temperature | Lattice Parameter (Å) |
|---|---|
| EZ1 AC (Nb-18Si-5Hf-5Sn) [26] | 3.299 |
| EZ1 HT1 1500 °C | 3.325 |
| EZ1 HT2 1500 °C | 3.310 |
| KZ3-AC (Nb-24Ti-18Si) [21] | 3.253 |
| KZ3-HT 1500 °C | 3.296 |
| NV6-AC (Nb-24Ti-18Si-5Sn) [39] | 3.295 |
| NV6-HT 1200 °C | 3.293 |
| EZ2-AC (Nb-24Ti-18Si-5Hf-5Sn) | 3.292 |
| EZ2-HT 1500 °C | 3.287 |
| KZ7 AC (Nb-24Ti-18Si-5Al) [21] | 3.273 |
| EZ5 AC (Nb-24Ti-18Si-5Al-5Hf-5Sn) | 3.284 |
| KZ4 AC (Nb-24Ti-18Si-5Cr) [21] | 3.251 |
| KZ4 HT 1500 °C | 3.257 |
| EZ6 AC (Nb-24Ti-18Si-5Cr-5Hf-5Sn) | 3.256 |
| EZ6 HT2 1200 °C | 3.228 |
| Nominal Composition | Alloy | MACSi | Reference |
|---|---|---|---|
| Nb-18Si-24Ti-5Al-5Cr-5Sn | ZX8 | 10 | [23] |
| Nb-18Si-24Ti-5Al-5Cr-5Hf-5Sn | EZ8 | 7.7 | This work |
| Nb-18Si-24Ti-5Cr-5Sn | ZX4 | 7.3 | [23] |
| Nb-18Si-24Ti-5Sn | NV6 | 7.1 | [39] |
| Nb-18Si-24Ti-5Cr-5Hf-5Sn | EZ6 | 7 | This work |
| Nb-18Si-24Ti-5Al-2Sn Nb-18Si-24Ti-5Al-5Sn | ZX5 ZX6 | 5.5 5.5 | [22] [23] |
| Nb-18Si-24Ti-5Hf-5Sn | EZ2 | 5 | This work |
| Nb-18Si-5Cr-5Hf-5Sn | EZ3 | 4.1 | [26] |
| Nb-18Si-24Ti-5Al-5Cr-5Hf | JN1 | 4 | [20] |
| Nb-18Si-5Al-5Hf-5Sn | EZ4 | 3.9 | [26] |
| Nb-18Si-24Ti-5Al-5Hf-5Sn | EZ5 | 3.7 | This work |
| Nb-18Si-24Ti-5Cr-2Sn | ZX3 | 3.6 | [22] |
| Nb-18Si-24Ti-5Hf | YG3 | 3.3 | [25] |
| Nb-18Si-24Ti-5Al-5Cr-2Sn | ZX7 | 3 | [22] |
| Nb-18Si-5Hf-5Sn Nb-18Si-5Al-5Hf | EZ1 YG2 | 2.8 2.8 | [26] [25] |
| Nb-18Si-5Al-5Sn Nb-18Si-5Sn Nb-18Si-5Cr-5Hf | EZ7 NV9 YG1 | 2.5 2.5 2.5 | [26] [39] [25] |
| Nb-18Si-24Ti-5Al | KZ7 | 2.3 | [21] |
| Nb-18Si-24Ti-5Cr | KZ4 | 1.9 | [21] |
| Nb-18Si-24Ti-5Al-5Cr | KZ5 | 1.4 | [21] |
| Alloy Designation and Nominal Composition | Area of the AC Ingot Where Eutectic Formed | Composition of the Eutectic * | ||
|---|---|---|---|---|
| Top | Bulk | Bottom | ||
| Nbss + Nb5Si3 | ||||
| NV9 (Nb-18Si-5Sn) [41] | X | X | X | 79.5M-20.5(Si + Sn) |
| NV6 (Nb-24Ti-18Si-5Sn) [39] | X | X | X | 79.5M-20.5(Si + Sn) |
| YG1 (Nb-18Si-5Cr-5Hf) [25] | - | - | X | 75.4M-24.6Si |
| YG2 (Nb-18Si-5Al-5Hf) [25] | X | X | X | 79M-21(Si + Al) |
| YG3 (Nb-24Ti-18Si-5Hf) [25] | - | X | - | 79M-21(Si + Sn) |
| EZ1 (Nb-18Si-5Hf-5Sn) [26] | X | X | X | 78.7M-21.3(Si + Sn) |
| EZ2 (Nb-24Ti-18Si-5Hf-5Sn) | X | X | X | 78.3M-21.7(Si + Sn) |
| EZ4 (Nb-18Si-5Al-5Hf-5Sn) [26] | X | X | - | 78.3M-21.7(Si + Sn + Al) |
| EZ5 (Nb-24Ti-18Si-5Al-5Hf-5Sn) | - | X | - | 76.7M-23.2(Si + Sn + Al) |
| Nbss + NbCr2 | ||||
| EZ3 (Nb-18Si-5Cr-5Hf-5Sn) [26] | X | X | X | 50.4M-49.6(Cr + Si + Sn) |
| EZ6 (Nb-24Ti-18Si-5Cr-5Hf-5Sn) | X | X | - | 54M-46(Cr + Si + Sn) |
| EZ8 (Nb-24Ti-18Si-5Al-5Cr-5Hf-5Sn) | X | X | X | 50.9M-49.1(Cr + Si + Sn) |
| Phase | Solute Function | Alloy | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| EZ1 | EZ2 | EZ3 | EZ4 | EZ5 | EZ6 | EZ7 | EZ8 | NV9 | ||
| Nbss | Si/Sn | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | ||||
| Si/(Sn + Al) | 0.2 | 0.2 | 0.2 | |||||||
| A15-Nb3X | Si + Sn (at.%) | 17.2 | 18.8 | 18.2 | 18.6 | 18.2 | ||||
| Si + Sn + Al | 19.5 | 20.4 | 19.6 | 20.9 | ||||||
| Sn rich A15-Nb3X | Si + Sn + Al | 19.9 | ||||||||
| Nb5Si3 | Si + Sn | 38.4 | 38 | 38.6 | 37.8 | 36.8 | ||||
| Si + Sn + Al | 37.7 | 37.4 | 38.4 | 37.2 | ||||||
| Hf-rich Nb5Si3 | Si + Sn | 38.4 | 38.5 | 38.8 | 38.2 | |||||
| Si + Sn + Al | 38.3 | 37 | 37.5 | |||||||
| Nbss + Nb5Si3 eutectic | Si + Sn | 21.3 | 21.2 | 20.5 | ||||||
| Si + Sn + Al | 21.7 | 23.2 | ||||||||
| Alloy Designation and Nominal Composition | Area of the AC Ingot where the A15-Nb3X Formed | Composition of the A15-Nb3X * | ||
|---|---|---|---|---|
| Top | Bulk | Bottom | ||
| NV9 (Nb-18Si-5Sn) [39] | X | X | X | 82.2M-17.8 (Si + Sn) |
| NV6 (Nb-24Ti-18Si-5Sn) [39] | X | X | X | 81.8M-18.2 (Si + Sn) |
| EZ1 (Nb-18Si-5Hf-5Sn) [26] | - | XX | - | 82.6M-17.4 (Si + Sn) 81.9M-18.1 (Si + Sn) |
| EZ2 (Nb-24Ti-18Si-5Hf-5Sn) | - | - | X | 81.2M-18.8 (Si + Sn) |
| EZ3 (Nb-18Si-5Cr-5Hf-5Sn) [26] | X | X | X | 81.8M-18.2 (Si + Sn) |
| EZ4 (Nb-18Si-5Al-5Hf-5Sn) [26] | X | X | X | 80.5M-19.5 (Si + Sn + Al) |
| EZ5 (Nb-24Ti-18Si-5Al-5Hf-5Sn) | - | X | X | 79.6M-20.4 (Si + Sn + Al) |
| EZ6 (Nb-24Ti-18Si-5Cr-5Hf-5Sn) | X | X | X | 81.4M-18.6 (Si + Sn + Al) |
| EZ7 (Nb-18Si-5Al-5Sn) [26] | X | X | X | 80.4M-19.6 (Si + Sn + Al) |
| EZ8 (Nb-24Ti-18Si-5Al-5Cr-5Hf-5Sn) | X | X | X | 79.1M-20.9 (Si + Sn + Al) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zacharis, E.; Utton, C.; Tsakiropoulos, P. A Study of the Effects of Hf and Sn on the Microstructure, Hardness and Oxidation of Nb-18Si Silicide-Based Alloys-RM(Nb)ICs with Ti Addition and Comparison with Refractory Complex Concentrated Alloys (RCCAs). Materials 2022, 15, 4596. https://doi.org/10.3390/ma15134596
Zacharis E, Utton C, Tsakiropoulos P. A Study of the Effects of Hf and Sn on the Microstructure, Hardness and Oxidation of Nb-18Si Silicide-Based Alloys-RM(Nb)ICs with Ti Addition and Comparison with Refractory Complex Concentrated Alloys (RCCAs). Materials. 2022; 15(13):4596. https://doi.org/10.3390/ma15134596
Chicago/Turabian StyleZacharis, Eleftherios, Claire Utton, and Panos Tsakiropoulos. 2022. "A Study of the Effects of Hf and Sn on the Microstructure, Hardness and Oxidation of Nb-18Si Silicide-Based Alloys-RM(Nb)ICs with Ti Addition and Comparison with Refractory Complex Concentrated Alloys (RCCAs)" Materials 15, no. 13: 4596. https://doi.org/10.3390/ma15134596