
Microstructure and Phase Evolution of Ti-Al-C-Nb Composites Prepared by In Situ Selective Laser Forming

Abstract
:1. Introduction
2. Materials and Methods
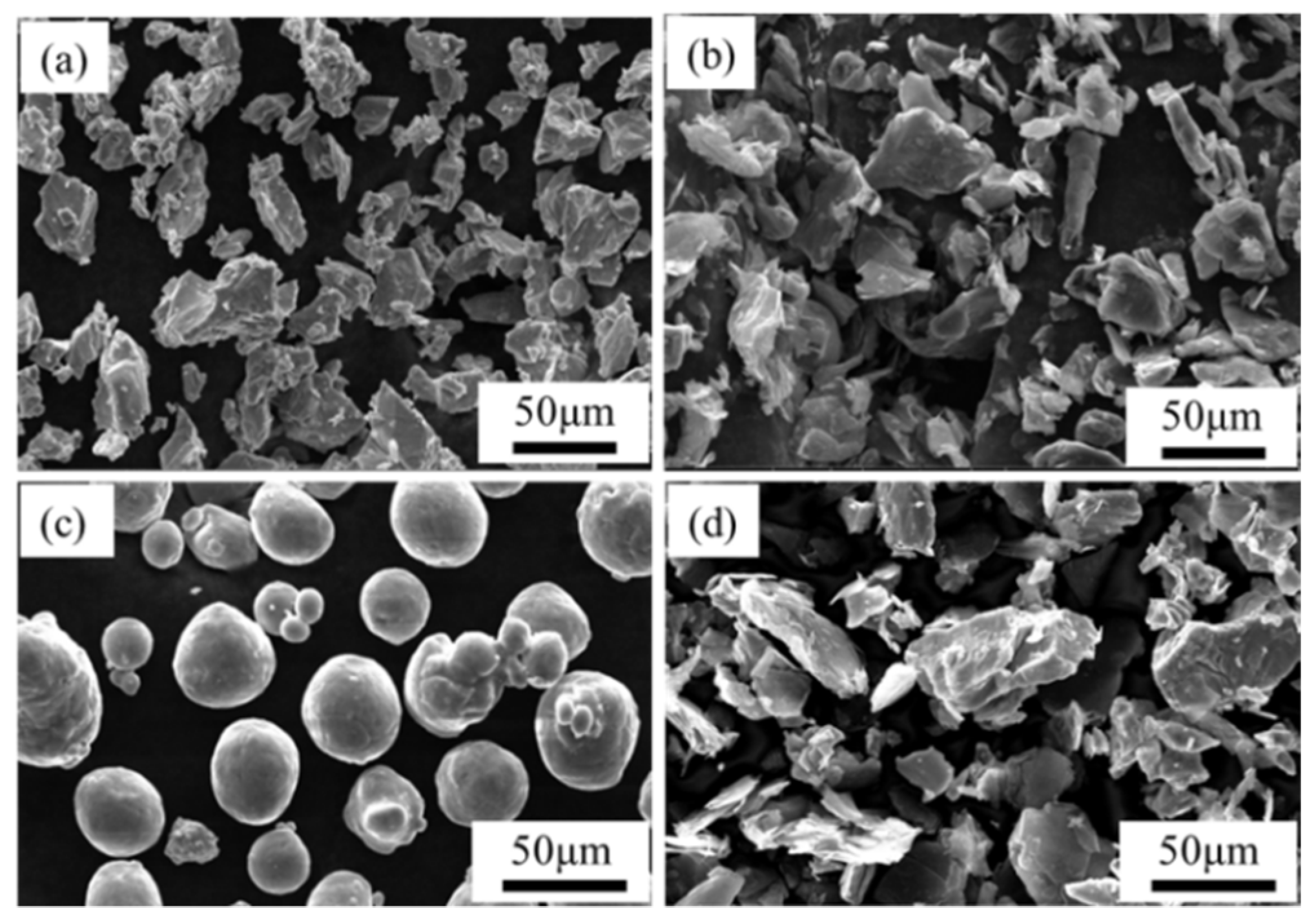
2.1. Powder Preparation
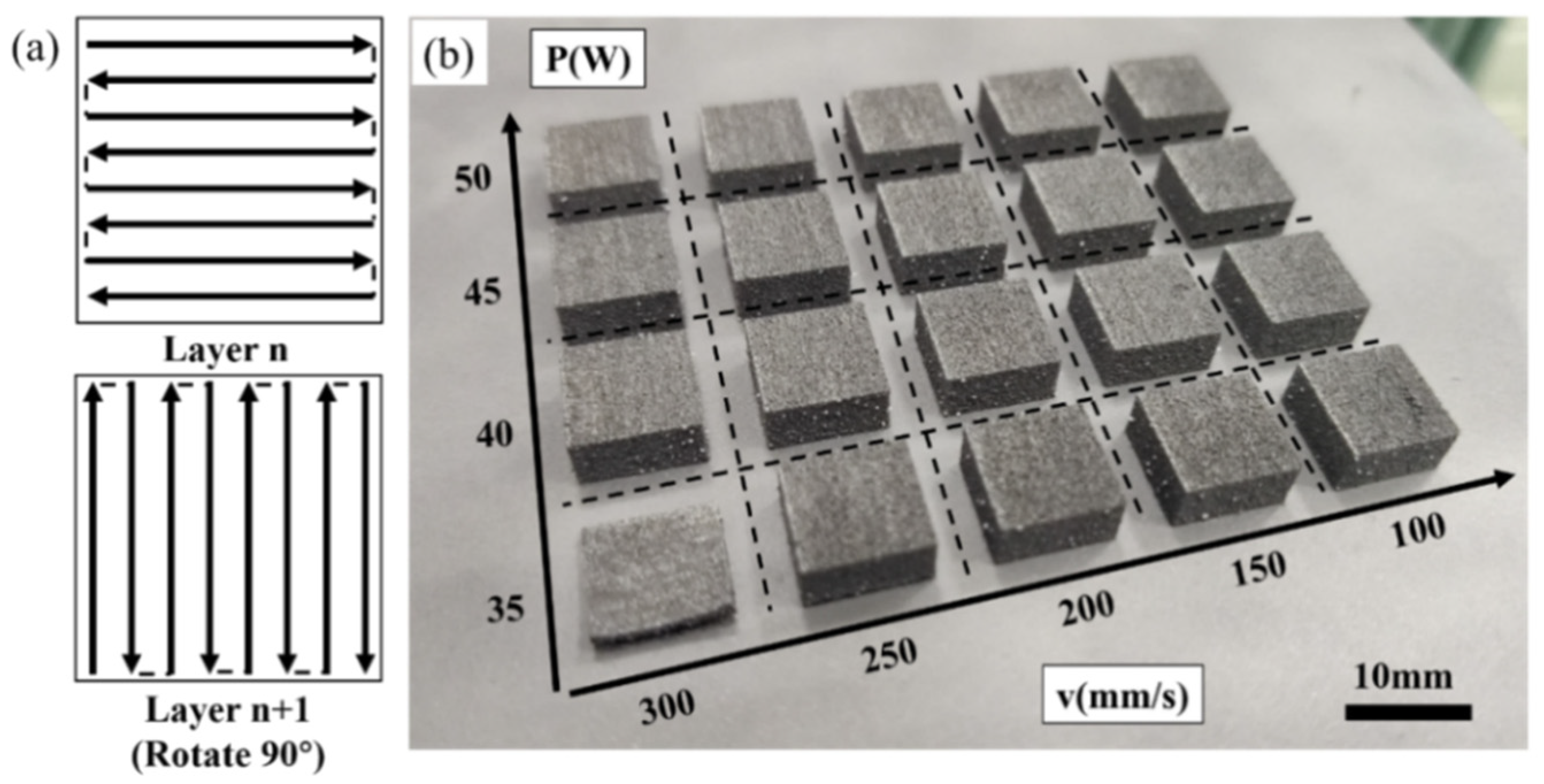
2.2. Process
2.3. Characterization
3. Results
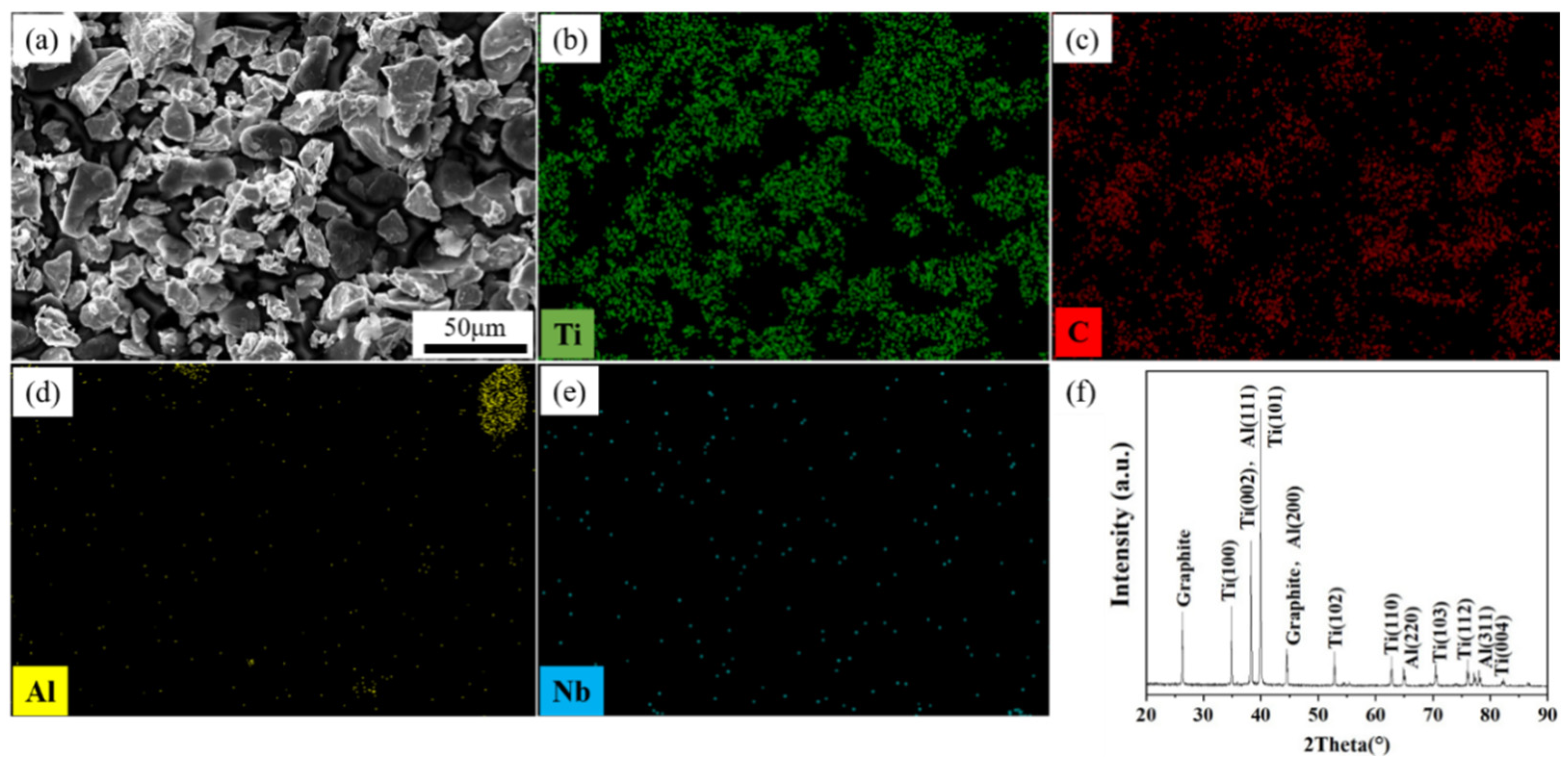
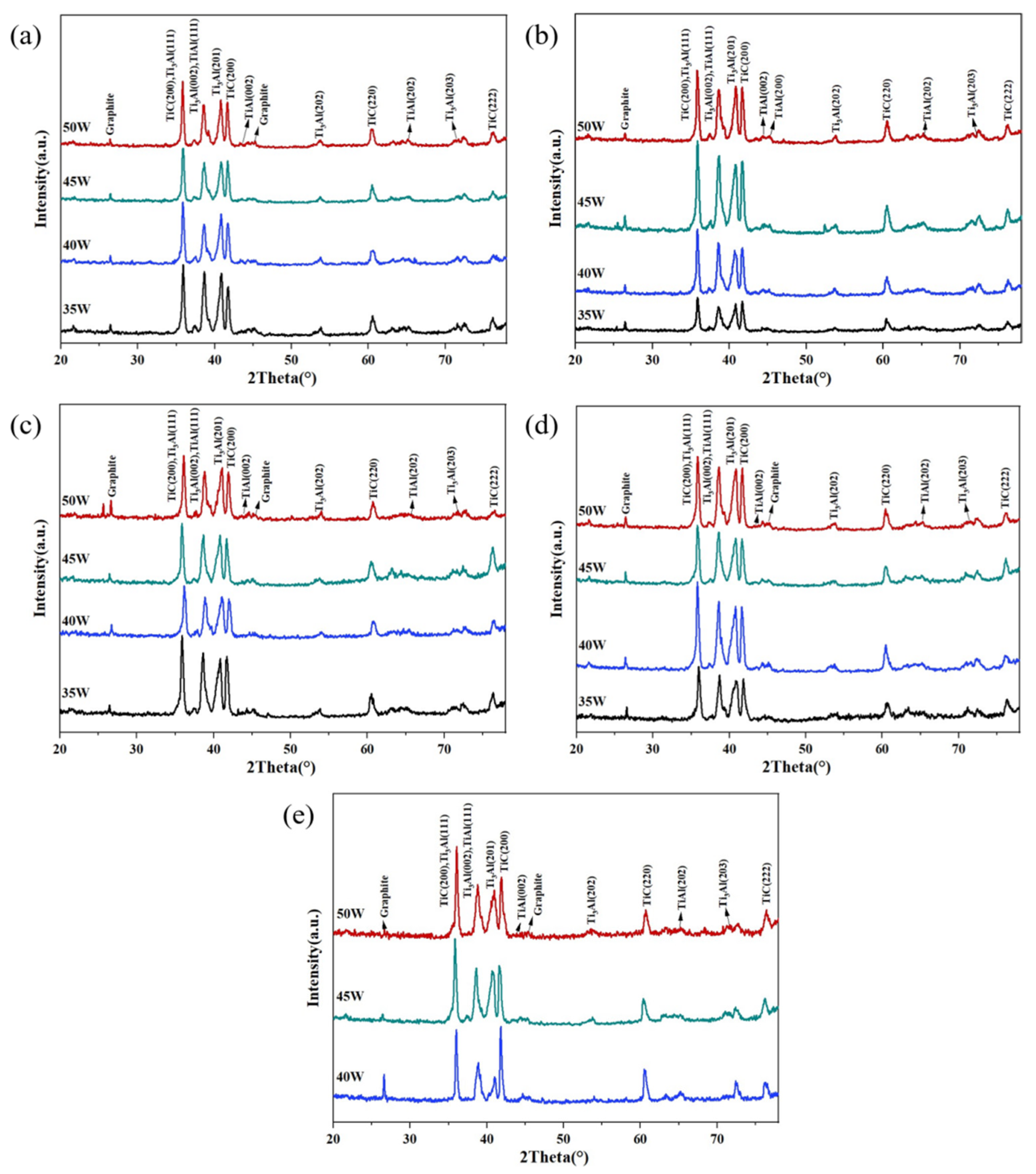
3.1. Phase Analysis and TiC Grain Morphology
3.2. Microstructure
4. Discussion
4.1. Phase Diversification and TiC Change Law in ISLF
4.2. Formation of a Porous Structure
5. Conclusions
- (1)
- The ISLF sample phase includes two main phases (i.e., Ti3Al and TiC): TiAl and the incompletely reacted graphite. The quantity of TiC is approximately 30–40%.
- (2)
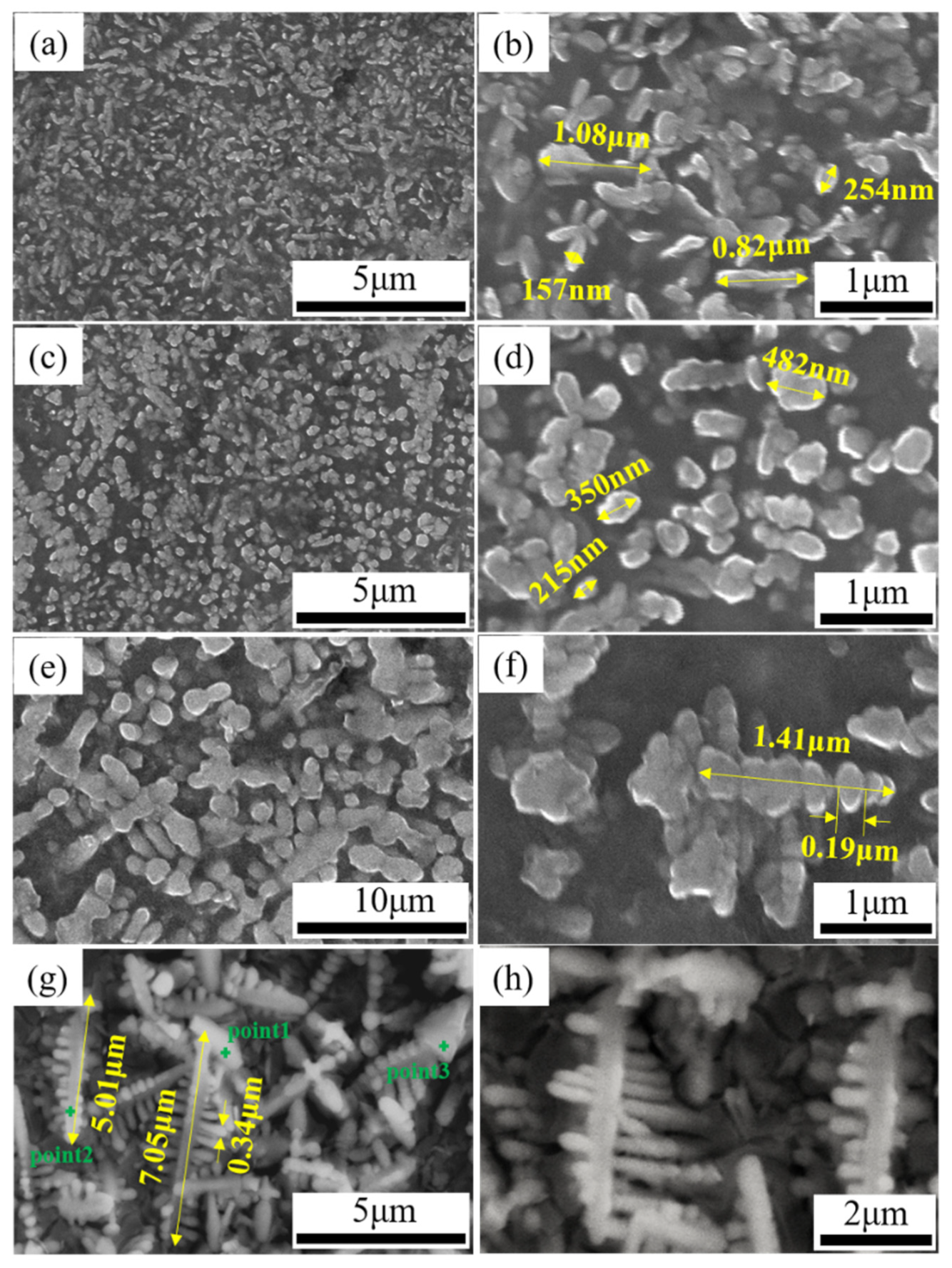
- The microstructure of the in situ synthesized TiC phase changes with an increase in the laser energy density. At a low laser energy density, the TiC grains are mainly flat and spheroidal nano-level crystal grains, with a size as small as 152 nm. After increasing the laser energy density, the TiC grows into micron-level strip crystals and dendrites, with a size that can reach 5.01–7.05 μm.
- (3)
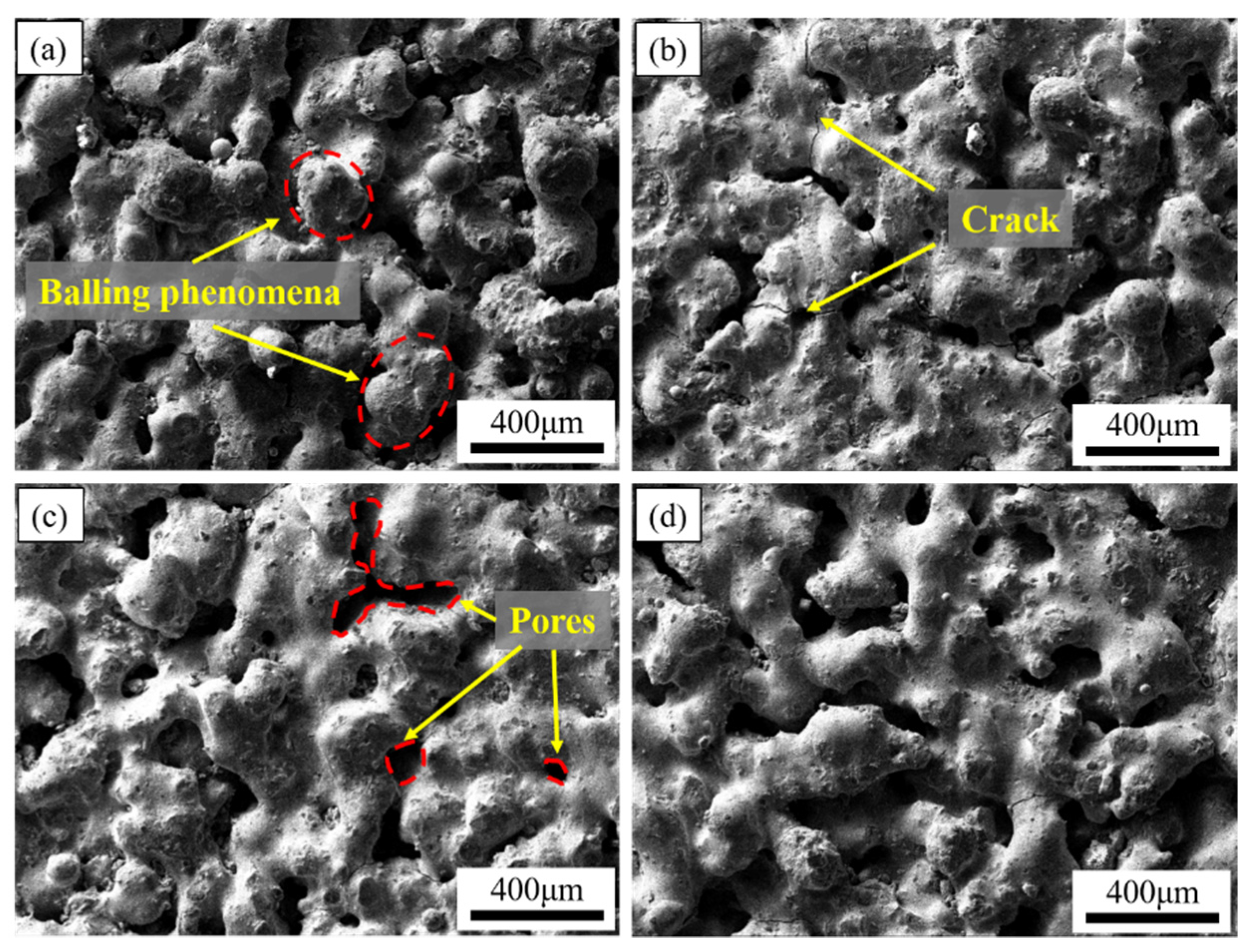
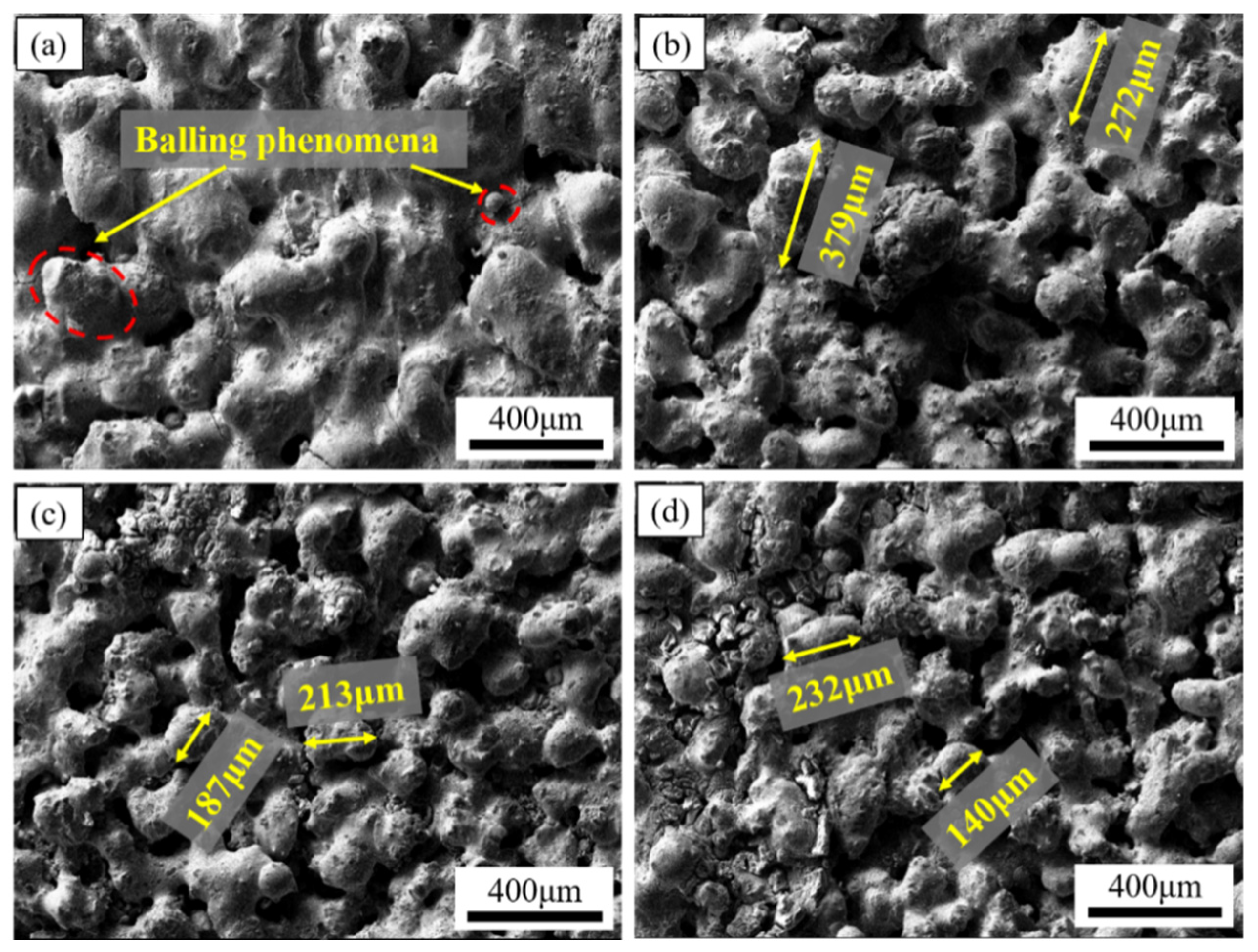
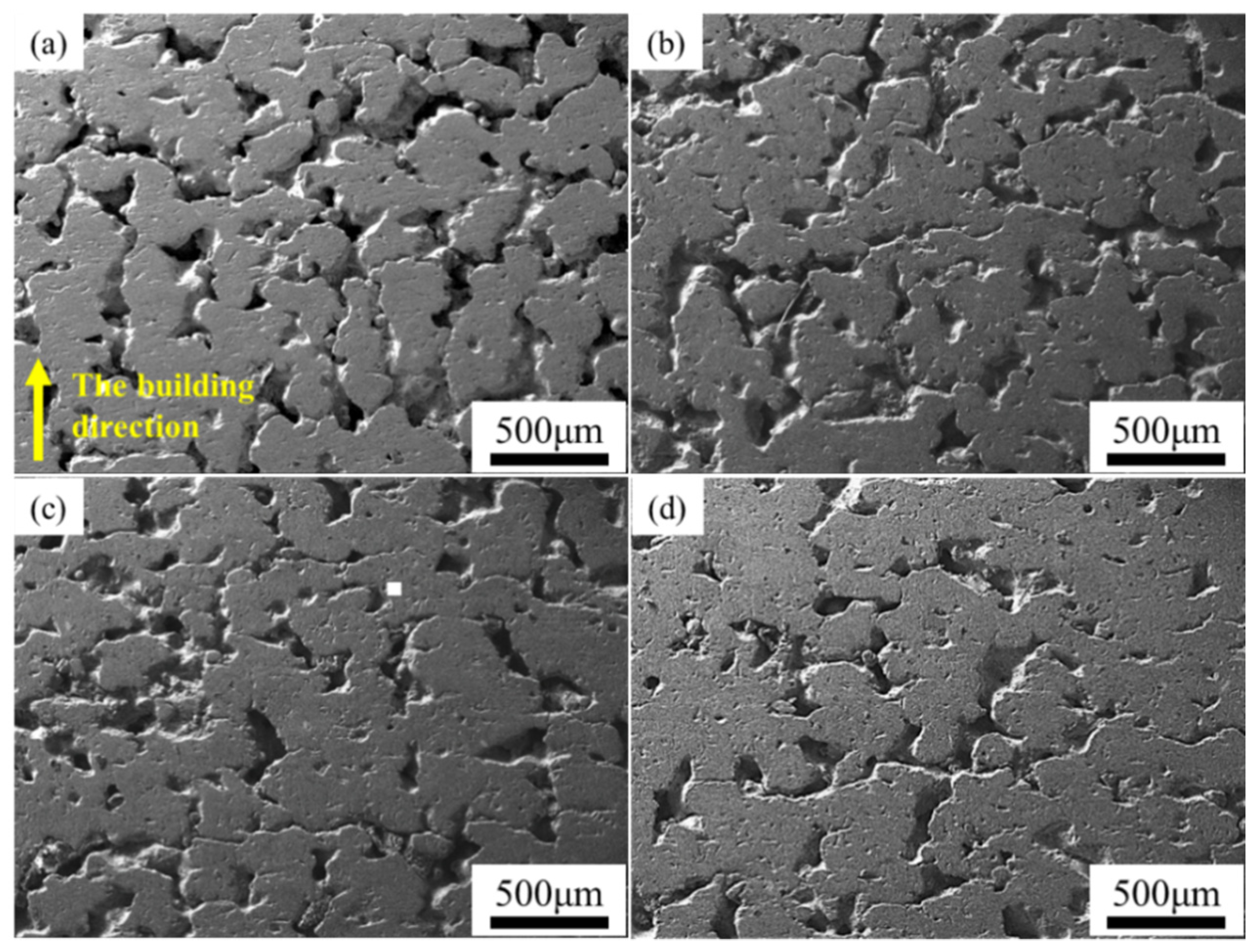
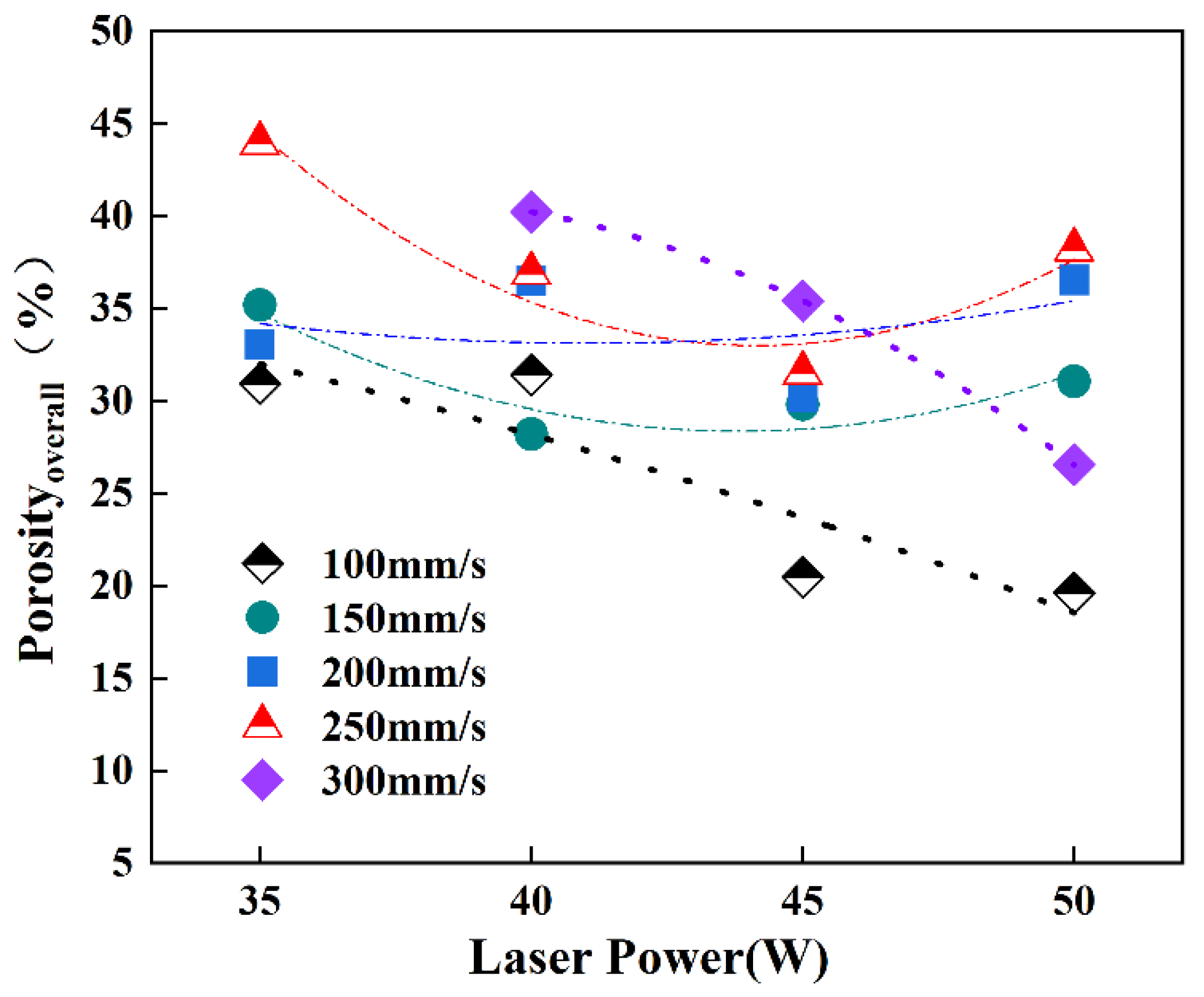
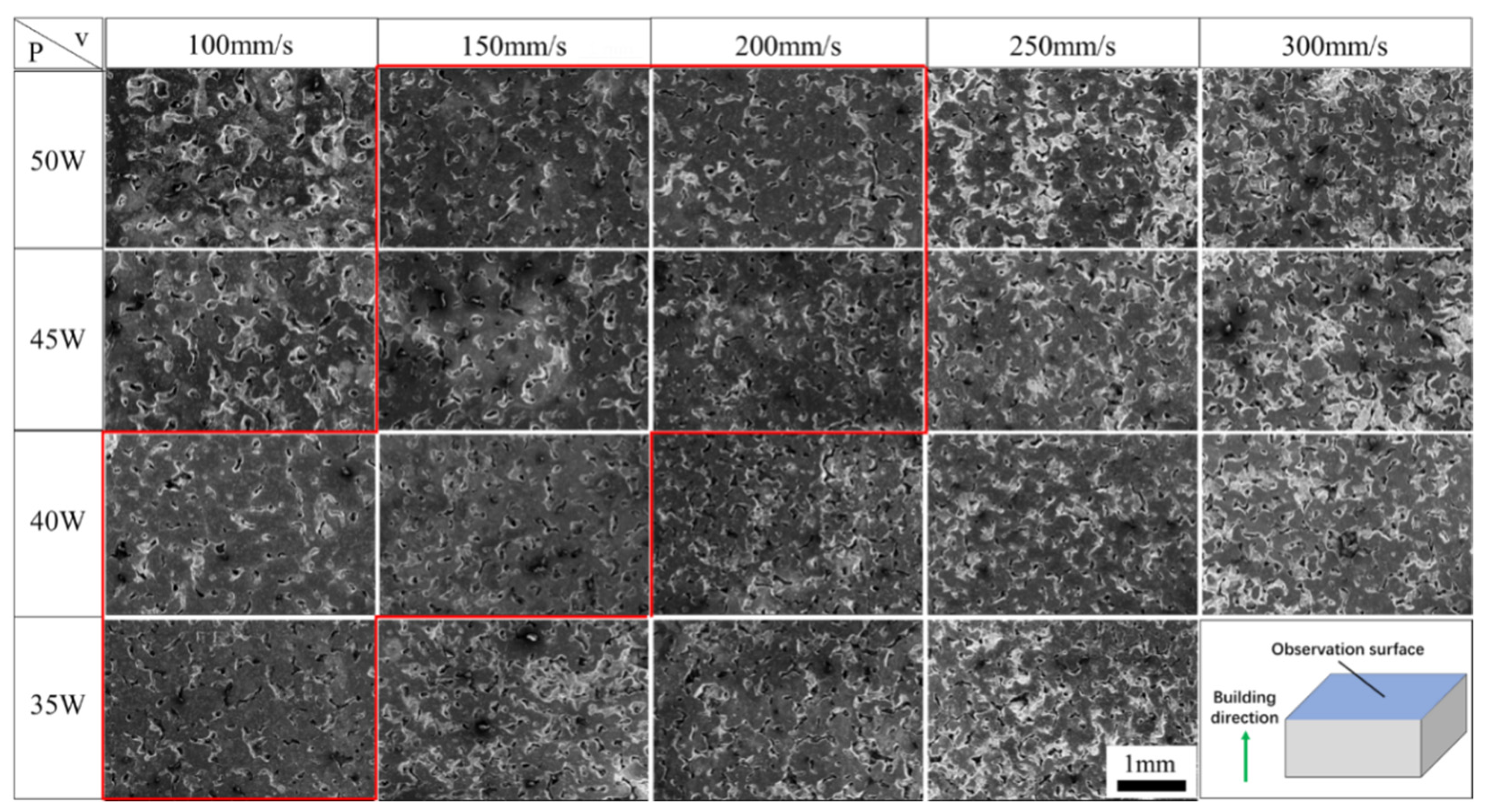
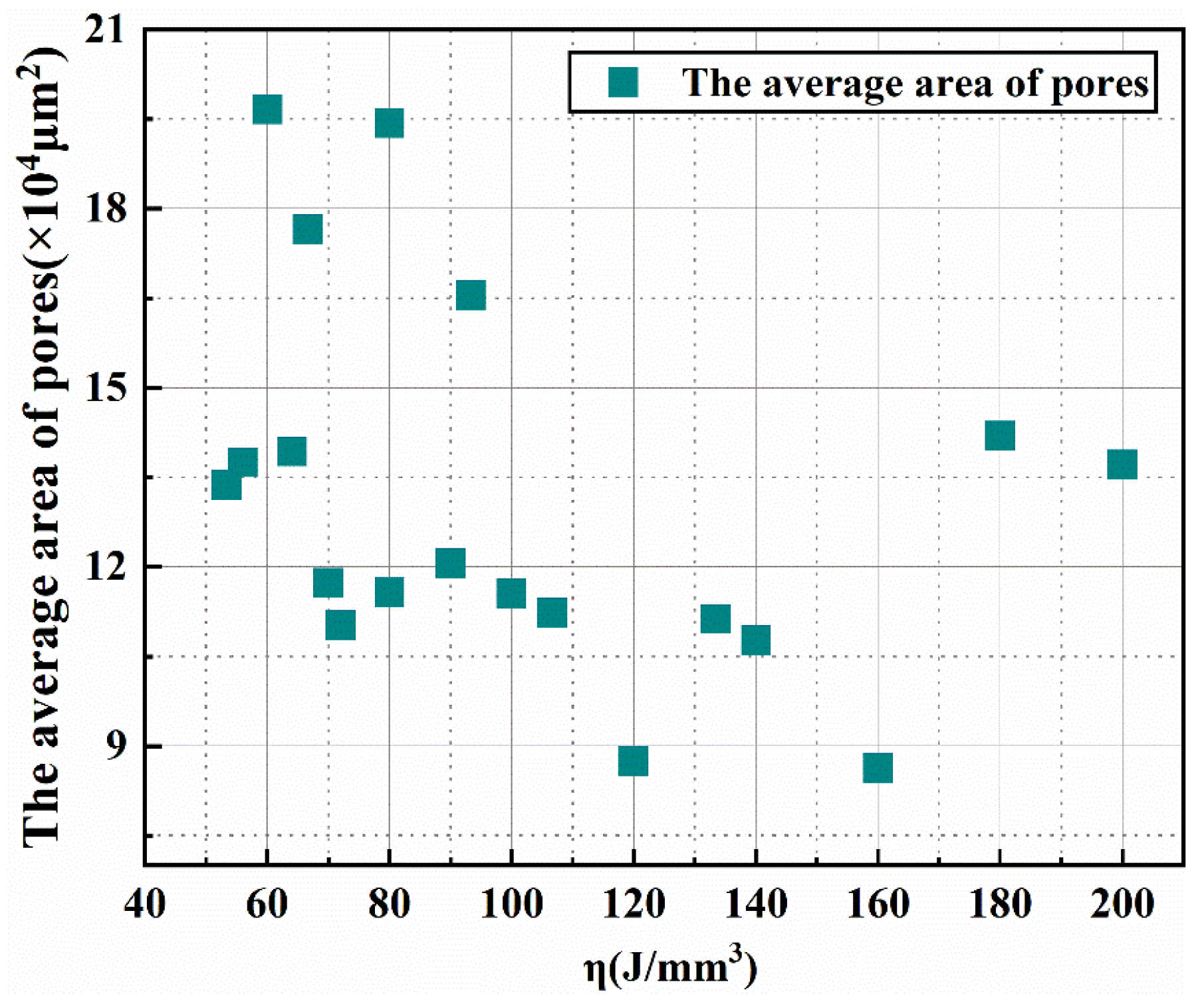
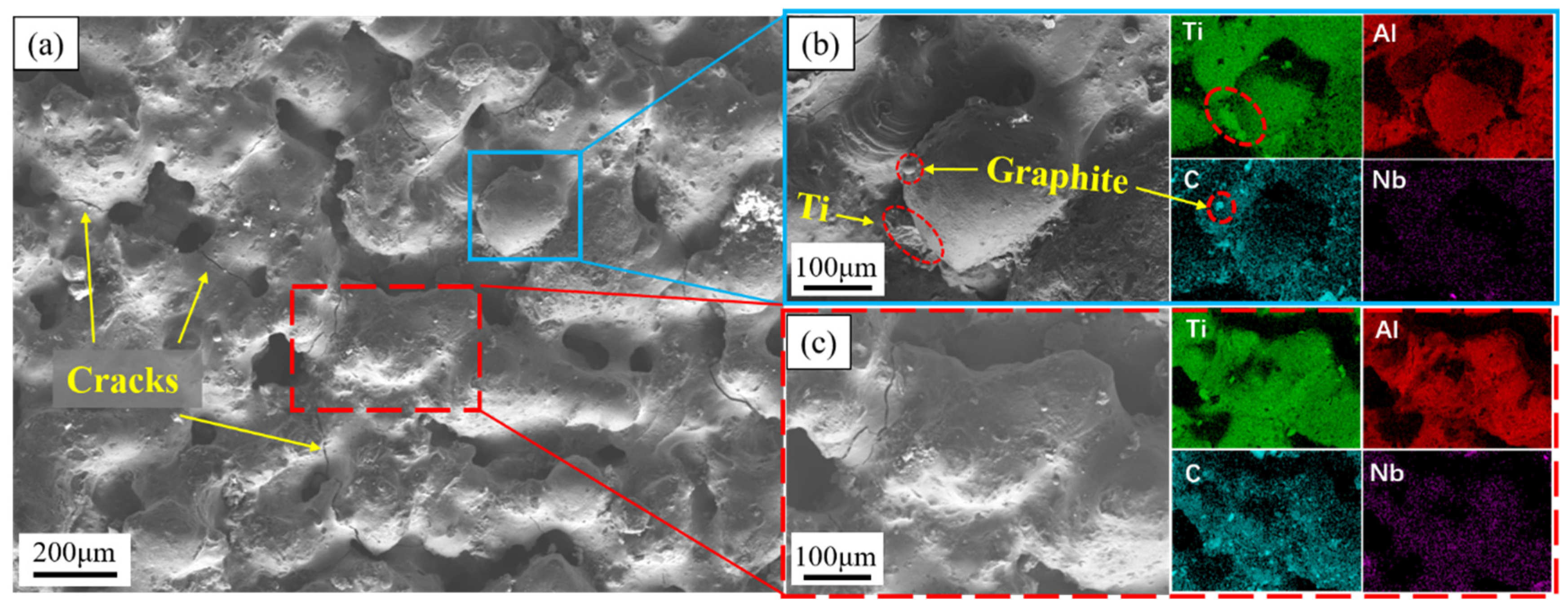
- The prepared ISLF sample has a porous structure, and the total open porosity is approximately 20% to 44%. The chemical reaction between the powders and the spheroidization caused by the high dynamic viscosity of the molten pool caused the powder layer to have an uneven, porous structure. The ISLF sample obtained after the accumulation of multiple layers has a porous structure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lou, M.; Chen, X.; Xu, K.; Deng, Z.; Chen, L.; Lv, J.; Chang, K.; Wang, L. Temperature-induced Wear Transition in Ceramic-metal Composites. Acta Mater. 2020, 205, 116545. [Google Scholar] [CrossRef]
- Piotrkiewicz, P.P.; Zygmuntowicz, J.; Miazga, A.; Szymańska, J.; Wachowski, M.; Kaszuwara, W. The influence of metal phase composition on microstructure and mechanical properties of Al2O3-Cu-Cr ceramic metal composites. Process. Appl. Ceram. 2020, 14, 251–259. [Google Scholar] [CrossRef]
- Duan, D.W. Microstructure and Properties of Two Kinds of Ceramic-Metal Wear-Resistant Coating Prepared by Laser Cladding. Mater. Prot. 2019, 52, 95–99. [Google Scholar]
- Wojcik, A.; Olejnik, E.; Bigos, A.; Chulist, R.; Bobrowski, P.; Kurtyka, P.; Tarasek, A.; Rylko, N.; Szymanski, L.; Maziarz, W. Microstructural characterization and mechanical properties of in situ cast nanocomposites Al/TiC type. J. Mater. Res. Technol. 2020, 9, 12707–12715. [Google Scholar] [CrossRef]
- Shon, I.J.; Jo, H.G.; Kwon, H. Properties of nanostructured TiC and TiC–TiAl3 hard materials rapidly sintered by the pulsed current activated heating. Int. J. Refract. Met. Hard Mater. 2015, 48, 187–193. [Google Scholar] [CrossRef]
- Feng, J.C.; Cao, J.; Li, Z.R. Microstructure evolution and reaction mechanism during reactive joining of TiAl intermetallic to TiC cermet using Ti–Al–C–Ni interlayer. J. Alloy Compd. 2007, 436, 298–302. [Google Scholar] [CrossRef]
- Jiang, H.; Sun, Q.; Zhang, L.; Zhao, J. Al-Ti-C master alloy with nano-sized TiC particles dispersed in the matrix prepared by using carbon nanotubes as C source. J. Alloy Compd. 2018, 748, 774–782. [Google Scholar] [CrossRef]
- Li, J.; Chen, C.; Squartini, T.; He, Q. A Study on Wear Resistance and Microcrack of the Ti3Al/TiAl + TiC Ceramic Layer Deposited by Laser Cladding on Ti-6Al-4V Alloy. Appl. Surf. Sci. 2010, 257, 1550–1555. [Google Scholar] [CrossRef]
- Yang, T.; Liu, T.; Liao, W.; Wei, H.; Zhang, C.; Chen, X.; Zhang, K. Effect of processing parameters on overhanging surface roughness during laser powder bed fusion of AlSi10Mg—ScienceDirect. J. Manuf. Process. 2021, 61, 440–453. [Google Scholar] [CrossRef]
- Chen, G.; Liu, R.Z.; Qiu, Y.D.; Yang, Y.; Wu, J.M.; Wen, S.F.; Liu, J.; Shi, Y.S.; Tan, H.B. Effect of laser parameters on microstructure and phase evolution of Ti-Si-C composites prepared by selective laser melting. Mater. Today Commun. 2020, 24, 101114. [Google Scholar] [CrossRef]
- Ma, C.; Gu, D.; Dai, D.; Zhang, H.; Zhang, H.; Yang, J.; Guo, M.; Du, Y.; Gao, J. Microstructure evolution and high-temperature oxidation behaviour of selective laser melted TiC/TiAl composites. Surf. Coat. Technol. 2019, 375, 534–543. [Google Scholar] [CrossRef]
- Shao, H.; Liu, T.; Zhang, K.; Zhang, C.; Jiang, S.; Xiong, Z.; Liao, W. Preparation of Ti3AlC2 matrix composites by selective laser melting combined with pressureless sintering. Adv. Appl. Ceram. 2020, 119, 158–165. [Google Scholar] [CrossRef]
- Prikhna, T.A.; Ostash, O.P.; Kuprin, A.S.; Podhurska, V.Y.; Serbenyuk, T.B.; Gevorkyan, E.S.; Rucki, M.; Zurowski, W.; Kucharczyk, W.; Sverdun, V.B.; et al. A new MAX phases-based electroconductive coating for high-temperature oxidizing environment. Compos. Struct. 2021, 277, 114649. [Google Scholar] [CrossRef]
- Černý, P.; Ercit, T.S. Some recent advances in the mineralogy and geochemistry of Nb and Ta in rare-element granitic pegmatites. Bull. Mineral. 1985, 108, 499–532. [Google Scholar] [CrossRef]
- Yanhang, W.A.N.G.; Junpin, L.I.N.; Yuehui, H.E.; Yanli, W.A.N.G.; Guoliang, C.H.E.N. Diffusion behavior of Nb element in high Nb containing TiAl Alloys by reactive hot pressing. Rare Met. 2006, 25, 349–354. [Google Scholar]
- Wei, W.; Sun, J.; Zhang, S.; Liu, B.; Yan, K.; Qi, J.; Zhang, H. Phase precipitation behavior and mechanical properties of multi-phase Nb–Ti–C and Nb–Ti–Al–C alloys. Mater. Sci. Eng. 2021, 815, 141218. [Google Scholar] [CrossRef]
- Li, J.; Shao, H.; Liu, T.; Zhang, K.; Yan, Z.; Liao, W. Preparation of Ti2AlC through In-situ Selective Laser Forming and Reaction Sintering. Ceram. Int. 2021, 47, 22356–22364. [Google Scholar] [CrossRef]
- Velasco, B.; Gordo, E.; Tsipas, S.A. MAX phase Ti2AlC foams using a leachable space-holder material. J. Alloy Compd. 2015, 646, 1036–1042. [Google Scholar] [CrossRef] [Green Version]
- Chen, K.; Bai, X.; Mu, X.; Yan, P.; Qiu, N.; Li, Y.; Zhou, J.; Song, Y.; Zhang, Y.; Du, S.; et al. MAX Phase Zr2SeC and Its Thermal Conduction Behavior. J. Eur. Ceram. Soc. 2021, 41, 4447–4451. [Google Scholar] [CrossRef]
- Wang, P.; Mei, B.; Hong, X.; Zhu, J.; Zhou, W. Fabrication of Ti 2 AlC by spark plasma sintering from elemental powders and thermodynamics analysis of Ti-Al-C system. J. Wuhan Univ. Technol. (Mater. Sci. Ed.) 2007, 22, 325–328. [Google Scholar] [CrossRef]
- Hu, R.; Li, H.T.; Xue, X.Y.; Li, J.S.; Kou, H.C.; Chang, H. Effect of Ti on interface wettability and microstructure of C/Cu composites prepared by infiltration. Chin. J. Nonferrous Met. 2008, 18, 840–844. [Google Scholar]
- Tan, D.; Li, W. The Mechanism for Producing TiC Grains by Raction Between Graphite and Al-Ti Alloy. Foundry 2002, 51, 280–283. [Google Scholar]
- Gu, D.; Shen, Y.; Meng, G. Growth morphologies and mechanisms of TiC grains during Selective Laser Melting of Ti-Al-C composite powder. Mater. Lett. 2009, 63, 2536–2538. [Google Scholar] [CrossRef]
- Zhou, X.; Wang, D.; Liu, X.; Zhang, D.; Qu, S.; Ma, J.; London, G.; Shen, Z.; Liu, W. 3D-imaging of selective laser melting defects in a Co–Cr–Mo alloy by synchrotron radiation micro-CT. Acta Mater. 2015, 98, 1–16. [Google Scholar] [CrossRef]
- Cunningham, R.; Zhao, C.; Parab, N.; Kantzos, C.; Pauza, J.; Fezzaa, K.; Sun, T.; Rollett, A.D. Keyhole threshold and morphology in laser melting revealed by ultrahigh-speed x-ray imaging. Science 2019, 363, 849–852. [Google Scholar] [CrossRef]
- Iida, T.; Guthrie, R. The Physical Properties of Liquid Metals; Oxford University Press: Oxford, UK, 1988. [Google Scholar]
- Zhou, X.; Liu, X.; Zhang, D.; Shen, Z.; Liu, W. Balling phenomena in selective laser melted tungsten. J. Mater. Process. Technol. 2015, 222, 33–42. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser power | 50 W | 50 W | 50 W | 50 W | 50 W |
| Scanning speed | 100 mm/s | 150 mm/s | 200 mm/s | 250 mm/s | 300 mm/s |
| η (J/mm3) | 200 | 133.33 | 100 | 80 | 66.67 |
| Laser power | 45 W | 45 W | 45 W | 45 W | 45 W |
| Scanning speed | 100 mm/s | 150 mm/s | 200 mm/s | 250 mm/s | 300 mm/s |
| η (J/mm3) | 180 | 120 | 90 | 72 | 60 |
| Laser power | 40 W | 40 W | 40 W | 40 W | 40 W |
| Scanning speed | 100 mm/s | 150 mm/s | 200 mm/s | 100 mm/s | 300 mm/s |
| η (J/mm3) | 160 | 106.67 | 80 | 64 | 53.33 |
| Laser power | 35 W | 35 W | 35 W | 35 W | 35 W |
| Scanning speed | 100 mm/s | 150 mm/s | 200 mm/s | 250 mm/s | 300 mm/s |
| η (J/mm3) | 140 | 93.33 | 70 | 56 | 46.67 |
| P (W) | v (mm/s) | Phases Quantities, wt.% | Rwp | Rexp | χ2 | |||
|---|---|---|---|---|---|---|---|---|
| Ti3Al | TiC | TiAl | Graphite | |||||
| 35 | 100 | 38.81 | 31.74 | 22.94 | 6.51 | 22.34 | 19.35 | 1.33 |
| 40 | 100 | 52.30 | 31.40 | 12.00 | 4.28 | 25.46 | 21.79 | 1.37 |
| 45 | 100 | 36.40 | 34.82 | 22.27 | 6.49 | 25.00 | 22.90 | 1.19 |
| 50 | 100 | 43.10 | 36.70 | 14.50 | 5.70 | 22.90 | 20.87 | 1.20 |
| 35 | 150 | 40.50 | 33.69 | 16.26 | 9.51 | 26.37 | 23.36 | 1.27 |
| 40 | 150 | 38.36 | 32.60 | 22.33 | 6.70 | 19.12 | 15.69 | 1.49 |
| 45 | 150 | 39.40 | 32.28 | 21.90 | 6.41 | 21.09 | 19.10 | 1.22 |
| 50 | 150 | 37.86 | 35.04 | 24.70 | 2.40 | 21.82 | 14.83 | 1.40 |
| 35 | 200 | 42.40 | 29.99 | 21.94 | 5.67 | 22.96 | 19.00 | 1.46 |
| 40 | 200 | 44.20 | 34.60 | 13.00 | 8.20 | 28.35 | 26.54 | 1.14 |
| 45 | 200 | 40.60 | 32.33 | 22.22 | 4.85 | 20.69 | 18.4 | 1.26 |
| 50 | 200 | 44.30 | 30.20 | 14.70 | 10.80 | 33.02 | 26.87 | 1.51 |
| 35 | 250 | 49.30 | 29.82 | 13.12 | 7.80 | 27.40 | 25.10 | 1.19 |
| 40 | 250 | 41.95 | 32.67 | 19.60 | 5.78 | 20.87 | 17.89 | 1.36 |
| 45 | 250 | 38.78 | 31.08 | 23.91 | 6.23 | 21.73 | 18.56 | 1.37 |
| 50 | 250 | 50.00 | 31.62 | 16.62 | 1.77 | 24.44 | 18.97 | 1.66 |
| 40 | 300 | 20.40 | 40.27 | 20.10 | 19.30 | 27.84 | 27.17 | 1.05 |
| 45 | 300 | 43.96 | 34.15 | 16.38 | 5.52 | 22.21 | 19.08 | 1.36 |
| 50 | 300 | 44.89 | 38.98 | 14.26 | 1.87 | 26.29 | 22.93 | 1.31 |
| Point | Atomic Percent, % | ||
|---|---|---|---|
| C | Ti | Al | |
| Point1 | 45.0 | 46.2 | 8.8 |
| Point2 | 47.0 | 42.8 | 11.2 |
| Point3 | 36.4 | 46.9 | 16.7 |
| Laser Power (W) | Scanning Speed (mm/s) | Pixels (px) | Pixels per Unit Length mm (px/mm) | Porosity (%) | Total Area of Holes (mm2) | Number of Holes | Average Area of the Holes (μm2) | |
|---|---|---|---|---|---|---|---|---|
| b | c | d | p | n | S | |||
| 35 | 100 | 1534 | 1022 | 371 | 37.751 | 4.3076149 | 40 | 107,690.37 |
| 40 | 100 | 1536 | 1025 | 371 | 34.654 | 3.9710066 | 46 | 86,326.23 |
| 45 | 100 | 1534 | 1023 | 371 | 41.003 | 4.6832655 | 33 | 141,917.14 |
| 50 | 100 | 1535 | 1026 | 371 | 37.071 | 4.249347 | 31 | 137,075.71 |
| 35 | 150 | 1535 | 1023 | 371 | 50.672 | 5.7914087 | 35 | 165,468.82 |
| 40 | 150 | 1535 | 1025 | 371 | 42.16 | 4.8279749 | 43 | 112,278.49 |
| 45 | 150 | 1534 | 1020 | 371 | 24.566 | 2.797642 | 32 | 87,426.311 |
| 50 | 150 | 1535 | 1024 | 371 | 39.886 | 4.5631104 | 41 | 111,295.38 |
| 35 | 200 | 1534 | 1025 | 371 | 36.898 | 4.2226414 | 36 | 117,295.6 |
| 40 | 200 | 1536 | 1022 | 371 | 40.499 | 4.6272031 | 40 | 115,680.08 |
| 45 | 200 | 1533 | 1023 | 371 | 42.264 | 4.8241471 | 40 | 120,603.68 |
| 50 | 200 | 1531 | 1024 | 371 | 40.507 | 4.6220792 | 40 | 115,551.98 |
| 35 | 250 | 1536 | 1022 | 371 | 46.935 | 5.3625467 | 39 | 137,501.2 |
| 40 | 250 | 1535 | 1024 | 371 | 43.841 | 5.0155775 | 36 | 139,321.6 |
| 45 | 250 | 1534 | 1023 | 371 | 36.68 | 4.1895027 | 38 | 110,250.07 |
| 50 | 250 | 1535 | 1020 | 371 | 47.747 | 5.4411011 | 28 | 194,325.04 |
| 40 | 300 | 1536 | 1018 | 371 | 41.122 | 4.6799949 | 35 | 133,714.14 |
| 45 | 300 | 1535 | 1026 | 371 | 48.037 | 5.5063495 | 28 | 196,655.34 |
| 50 | 300 | 1534 | 1022 | 371 | 46.412 | 5.2958868 | 30 | 176,529.56 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, K.; Li, S.; Yan, Z.; Xiong, Z.; Bakoutas, D.D.L.; Liu, T.; Liao, W. Microstructure and Phase Evolution of Ti-Al-C-Nb Composites Prepared by In Situ Selective Laser Forming. Materials 2022, 15, 4351. https://doi.org/10.3390/ma15124351
Zhang K, Li S, Yan Z, Xiong Z, Bakoutas DDL, Liu T, Liao W. Microstructure and Phase Evolution of Ti-Al-C-Nb Composites Prepared by In Situ Selective Laser Forming. Materials. 2022; 15(12):4351. https://doi.org/10.3390/ma15124351
Chicago/Turabian StyleZhang, Kai, Shurui Li, Zhilong Yan, Zhiwei Xiong, Desti Dorion Likoundayenda Bakoutas, Tingting Liu, and Wenhe Liao. 2022. "Microstructure and Phase Evolution of Ti-Al-C-Nb Composites Prepared by In Situ Selective Laser Forming" Materials 15, no. 12: 4351. https://doi.org/10.3390/ma15124351