
Investigation of Friction and Wear Behavior of Cast Aluminum Alloy Piston Skirt with Graphite Coating Using a Designed Piston Skirt Test Apparatus


Abstract
:1. Introduction
2. Experimental Apparatus
2.1. Motion System
2.2. Loading and Heating System
2.3. Lubrication System
2.4. Measurement System
3. Materials and Experimental Methods
4. Results and Discussions
4.1. Wear of the Piston Skirts under Different Loads
4.2. Coefficient of Friction
4.3. Worn Morphology of the Piston Skirt
4.4. Wear Mechanisms of the Piston Skirt
5. Conclusions
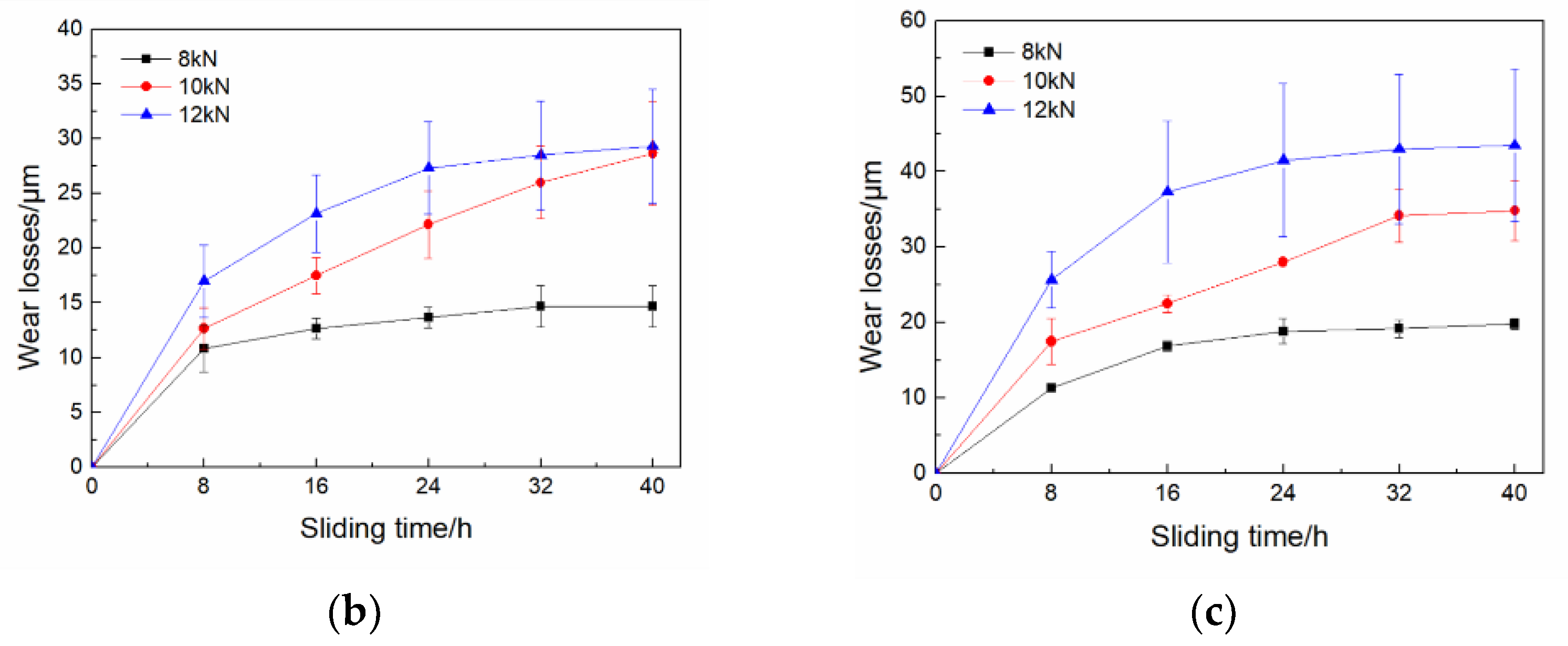
- The total wear of the piston skirt was higher under a higher load. The wear increased with increase of time in the initial stage, and then tended to be stable. In addition, the upper part of the skirt surface (around the height of the piston pin) was worn more severely, which is comparable to the results of a real engine.
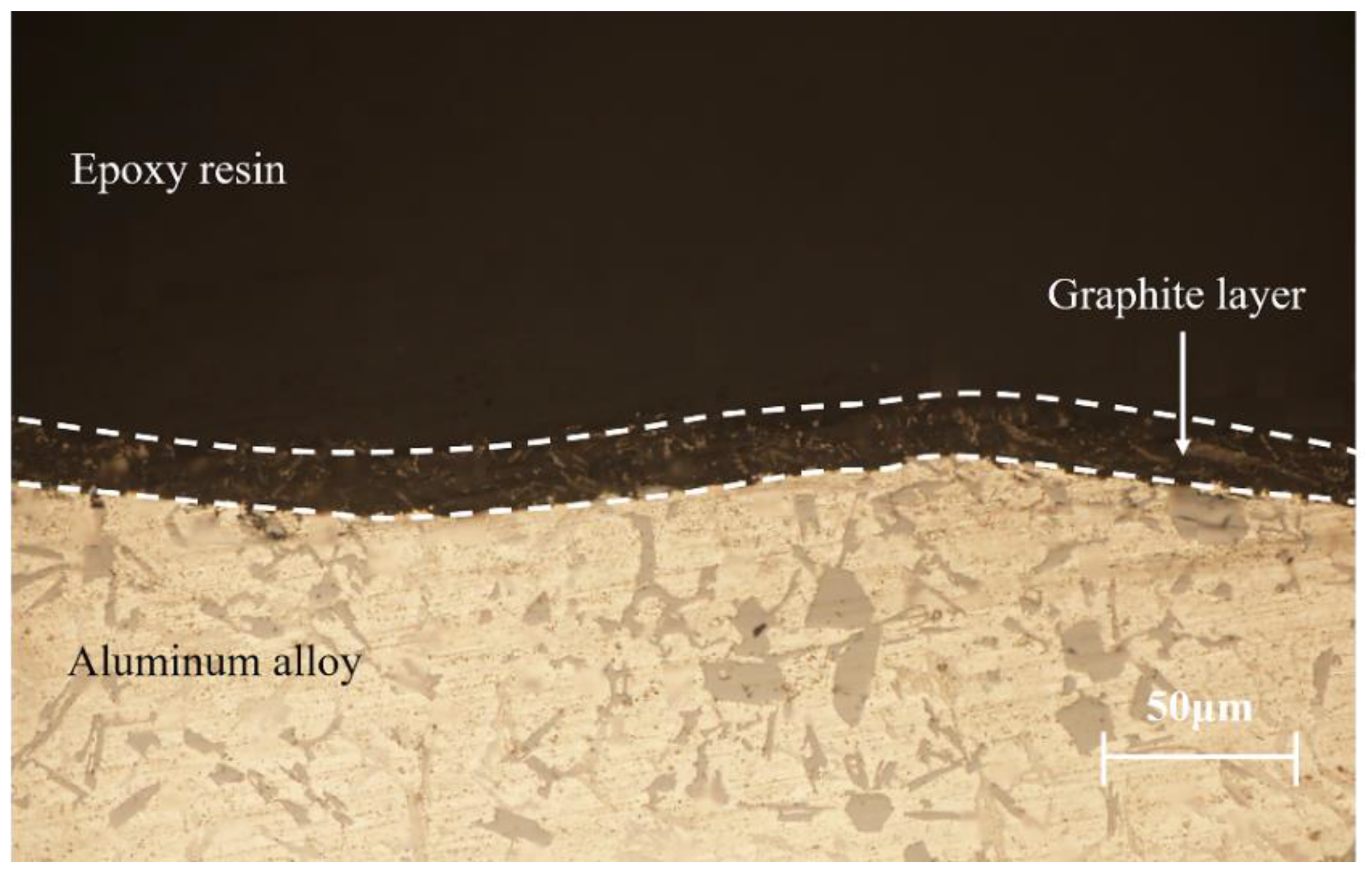
- The spalled graphite layer under contact stress acted as a solid lubrication film and aided in reducing contact friction at the early stage of wear. With the increase of the sliding cycles, solid lubrication films were removed or degraded, and an increase in friction coefficient occurred.
- The main wear modes involved in the piston skirt wear process included abrasive, adhesive, and fatigue wear. Plateaus that were generated, due to plastic deformation, had a sufficient bearing capacity, which is thought to be responsible for stable wear after 8 h of the test. The round debris and scratches on the worn surfaces were evidence of adhesive wear and abrasive wear.
- Whole piston and cylinder liner parts were tested within a comparatively short running time using the proposed apparatus that can truly reflect actual working conditions, which is helpful for a total understanding of the friction and wear behavior of the piston skirt.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Huang, R.; Wang, Z.; Yuan, X.; Zhang, T.; Ma, S.; Chen, X.; Xu, J. Tribological performance of nano-diamond composites-dispersed lubricants on commercial cylinder liner mating with CrN piston ring. Nanotechnol. Rev. 2020, 9, 455–464. [Google Scholar] [CrossRef]
- Ma, Z.; Huang, R.; Yuan, X.; Shen, Y.; Xu, J. Tribological performance and scuffing behaviors of several automobile piston rings mating with chrome-plated cylinder liner. Friction 2022, 10, 1245–1257. [Google Scholar] [CrossRef]
- Wong, V.W.; Tung, S.C. Overview of automotive engine friction and reduction trends—Effects of surface, material, and lubricant-additive technologies. Friction 2016, 4, 1–28. [Google Scholar] [CrossRef] [Green Version]
- Shaw, A.H.; Qu, J.; Wang, C.; England, R.D. Tribological study of diesel piston skirt coatings in CJ-4 and PC-11 engine oils. Wear 2017, 376, 1673–1681. [Google Scholar] [CrossRef]
- Dong, Z.; Cheng, H.S.; Arai, T.; Hami, K. A numerical analysis for piston skirts in mixed lubrication—Part I: Basic modeling. J. Tribol. 1992, 114, 553–562. [Google Scholar]
- Zhu, D.; Hu, Y.Z.; Huang, S.; Arai, T.; Hamai, K. A numerical analysis for piston skirts in mixed lubrication: Part II—Deformation considerations. J. Tribol. 1993, 115, 125–133. [Google Scholar] [CrossRef]
- Liu, K.; Xie, Y.B.; Gui, C.L. A comprehensive study of the friction and dynamic motion of the piston assembly. P. I. Mech. Eng. J.-J. Eng. 1998, 212, 221–226. [Google Scholar] [CrossRef]
- Mansouri, S.H.; Wong, V.W. Effects of piston design parameters on piston secondary motion and skirt—Liner friction. P. I. Mech. Eng. J.-J. Eng. 2004, 219, 435–449. [Google Scholar]
- Meng, F.M.; Zhang, Y.Y.; Hu, Y.Z.; Wang, H. Thermo-elasto-hydrodynamic lubrication analysis of piston skirt considering oil film inertia effect. Tribol. Int. 2007, 40, 1089–1099. [Google Scholar] [CrossRef]
- Meng, X.; Xie, Y. A new numerical analysis for piston skirt–liner system lubrication considering the effects of connecting rod inertia. Tribol. Int. 2012, 47, 235–243. [Google Scholar] [CrossRef]
- Meng, X.; Fang, C.; Xie, Y. Transient tribodynamic model of piston skirt-liner systems with variable speed effects. Tribol. Int. 2016, 94, 640–651. [Google Scholar] [CrossRef]
- Wang, Y.; Tung, S.C. Scuffing and wear behavior of aluminum piston skirt coatings against aluminum cylinder bore. Wear 1999, 225, 1100–1108. [Google Scholar] [CrossRef]
- Wang, Y.; Brogan, K.; Tung, S.C. Wear and scuffing characteristics of composite polymer and nickel/ceramic composite coated piston skirts against aluminum and cast iron cylinder bores. Wear 2001, 250, 706–717. [Google Scholar] [CrossRef]
- Demas, N.G.; Erck, R.A.; Ajayi, O.O.; Fenske, G.R. Tribological studies of coated pistons sliding against cylinder liners under laboratory test conditions. Lubr. Sci. 2012, 24, 216–227. [Google Scholar] [CrossRef]
- Wang, Y.; Yao, C.; Barber, G.C.; Zhou, B.; Zou, Q. Scuffing resistance of coated piston skirts run against cylinder bores. Wear 2005, 259, 1041–1047. [Google Scholar] [CrossRef]
- Ye, Z.; Zhang, C.; Wang, Y.; Cheng, H.S.; Tung, S.; Wang, Q.J.; He, X. An experimental investigation of piston skirt scuffing: A piston scuffing apparatus, experiments, and scuffing mechanism analyses. Wear 2004, 257, 8–31. [Google Scholar] [CrossRef]
- Zhang, J.; Piao, Z.; Liu, S. Influence of skirt profile structure of gasoline engine piston on the friction and wear characteristics under standard conditions. J. Tribol. 2018, 140, 021703. [Google Scholar] [CrossRef]
- Zhang, J.; Piao, Z.; Deng, L.; Zhang, S.; Liu, J. Influence of pin assembly on the wear behavior of piston skirt. Eng. Fail. Anal. 2018, 89, 28–36. [Google Scholar] [CrossRef]
- Zhang, J.; Piao, Z.; Liu, S.; Su, S.; Deng, L. Investigation of wear behavior of graphite coating on aluminum piston skirt of automobile engine. Eng. Failure Anal. 2019, 97, 408–415. [Google Scholar]
- Tan, X.; Zhang, J.; Xiong, P. Wear resistance mechanism of engine piston skirt coating under cold start condition. Eng. Fail. Anal. 2020, 118, 104912. [Google Scholar]
- Krzyzak, Z.; Pawlus, P. ‘Zero-wear’ of piston skirt surface topography. Wear 2006, 260, 554–561. [Google Scholar] [CrossRef]
- Zhang, B.; Su, T.; Zhang, L. Internal Combustion Engine Dynamics; National Defense Industry Press: Beijing, China, 2009; pp. 26–33. [Google Scholar]
- Tan, H.; Guo, Y.; Wang, D.; Cui, Y. The development of a Cu@ Graphite solid lubricant with excellent anti-friction and wear resistant performances in dry condition. Wear 2022, 488, 204181. [Google Scholar] [CrossRef]
- Kamminga, J.D.; Janssen, G.C.A.M. Experimental discrimination of plowing friction and shear friction. Tribol. Lett. 2007, 25, 149–152. [Google Scholar] [CrossRef] [Green Version]
- Garbon, W.A. Surface as a carrier of information about the tribological process. Tribol. Int. 2020, 149, 105561. [Google Scholar] [CrossRef]
- Liu, J.J.; Chen, Y.; Cheng, Y.Q. The generation of wear debris of different morphology in the running-in process of iron and steels. Wear 1992, 154, 259–267. [Google Scholar] [CrossRef]
- Khan, M.A.; Starr, A.G. Wear debris: Basic features and machine health diagnostics. Insight 2006, 48, 470–476. [Google Scholar] [CrossRef] [Green Version]
- Rabinowicz, E. The formation of spherical wear particles. Wear 1977, 42, 149–156. [Google Scholar] [CrossRef]
- Peng, Z.; Kirk, T.B. Wear particle classification in a fuzzy grey system. Wear 1999, 225, 1238–1247. [Google Scholar] [CrossRef]
- Dwivedi, D.K. Adhesive wear behaviour of cast aluminium–silicon alloys: Overview. Mater. Des. 2010, 31, 2517–2531. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Cu | Ni | Mg | Mn | Zn | Ti | Re | Al |
|---|---|---|---|---|---|---|---|---|---|
| Content (wt%) | 11.5–12.5 | 3.0 | 2.5 | 0.5 | 0.5 | 0.2 | 0.2 | 0.35 | Residual |
| Stage | Side Thrust Load (kN) | Temperature (°C) | Speed (rpm) | Lubricant Flow Rate (mL/min) | Time (h) |
|---|---|---|---|---|---|
| Running-in | 0.2 | 120 | 200 | 2 | 1/3 |
| Wear | 8, 10, 12 | 120 | 200 | 2 | 40 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Teng, D.; Wang, J.; Li, C.; Sa, X. Investigation of Friction and Wear Behavior of Cast Aluminum Alloy Piston Skirt with Graphite Coating Using a Designed Piston Skirt Test Apparatus. Materials 2022, 15, 4010. https://doi.org/10.3390/ma15114010
Teng D, Wang J, Li C, Sa X. Investigation of Friction and Wear Behavior of Cast Aluminum Alloy Piston Skirt with Graphite Coating Using a Designed Piston Skirt Test Apparatus. Materials. 2022; 15(11):4010. https://doi.org/10.3390/ma15114010
Chicago/Turabian StyleTeng, Dezhi, Jingsi Wang, Chengdi Li, and Xiaoxia Sa. 2022. "Investigation of Friction and Wear Behavior of Cast Aluminum Alloy Piston Skirt with Graphite Coating Using a Designed Piston Skirt Test Apparatus" Materials 15, no. 11: 4010. https://doi.org/10.3390/ma15114010